 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Stamping Suku Cadang Mobil dengan Die Progresif: Panduan Produksi Volume Tinggi
TL;DR
Stamping die progresif adalah proses pembentukan logam berkecepatan tinggi di mana strip logam yang terus-menerus digerakkan melalui serangkaian stasiun bertahap, menghasilkan komponen jadi dalam setiap langkah press. Dalam industri otomotif, metode ini merupakan standar emas untuk produksi massal komponen presisi kecil hingga sedang—seperti braket, konektor listrik, dan klem sensor —dengan toleransi ketat (sering kali ±0,001 inci) dan limbah minimal. Berbeda dengan stamping transfer yang menangani bagian-bagian individual untuk komponen struktural yang lebih besar, stamping progresif memaksimalkan efisiensi untuk produksi volume tinggi, menjadikannya penting bagi rantai pasok Just-in-Time (JIT).
Progressive Die Stamping: Jantung Produksi Otomotif
Dalam dunia manufaktur otomotif yang penuh tekanan tinggi, di mana volume produksi sering mencapai jutaan unit per tahun, kecepatan dan konsistensi adalah hal yang mutlak. Progressive die stamping berperan sebagai tulang punggung ekosistem ini, mengubah gulungan logam mentah menjadi komponen jadi dengan kecepatan yang dapat melebihi 1.000 bagian per menit. Proses ini bergantung pada mekanisme pengumpanan yang unik: sepotong logam yang terus menerus digulung dari koil dan secara otomatis dimasukkan ke dalam mesin stamping.
Di dalam mesin stamping, logam tersebut mati progresif berfungsi sebagai alat multi-stasiun. Saat strip maju secara bertahap, ia berhenti pada interval yang tepat di mana berbagai operasi—seperti blanking, bending, punching, piercing, dan coining—dilakukan secara bersamaan di setiap stasiun. Yang penting, bagian tetap terhubung ke strip logam ("web") hingga stasiun terakhir, di mana bagian tersebut dipotong lepas dan dikeluarkan. Keterhubungan terus-menerus ini menjamin keselarasan dan kontrol yang lebih baik dibandingkan metode manual, secara drastis mengurangi waktu siklus dan biaya tenaga kerja.
Bagi insinyur otomotif, nilai utama terletak pada repeatabilitas . Setelah sebuah die progresif dibuat dan divalidasi, die ini dapat menghasilkan jutaan komponen identik dengan hampir tidak ada penyimpangan dimensi. Kemampuan ini sangat penting untuk lini perakitan otomatis di mana penyimpangan setinggi satu mikron pada konektor atau braket dapat menyebabkan kemacetan atau kegagalan. Selain itu, kemampuan untuk mengintegrasikan operasi sekunder—seperti pengeboran ulir atau pemasangan kontak—secara langsung ke dalam die (perakitan dalam die) semakin mengefisienkan jejak proses manufaktur.
Komponen Mobil Esensial yang Diproduksi melalui Stamping Progresif
Meskipun panel bodi besar biasanya dibuat menggunakan die transfer atau lini tandem, stamping die progresif mendominasi produksi ribuan komponen kecil yang rumit dan membuat kendaraan berfungsi. Komponen-komponen ini dapat dikategorikan berdasarkan sistem kendaraan yang mereka dukung.
Komponen Bodi dan Struktural
Integritas struktural kendaraan bergantung pada tak terhitung banyaknya komponen penguat yang tersembunyi di balik pelapis interior. Proses stamping progresif sangat ideal untuk memproduksi baja berkekuatan tinggi rel tempat duduk, mekanisme sandaran kursi, dan braket sabuk pengaman . Komponen-komponen ini membutuhkan sifat mekanis yang kuat tetapi harus diproduksi dalam volume tinggi sesuai laju perakitan kendaraan. Aplikasi umum lainnya meliputi:
- Kait dan penumbuk kunci pintu
- Komponen regulator jendela
- Rel pemandu dan balok penguat
- Komponen rumah kantong udara
Sistem Kelistrikan dan EV
Seiring pergeseran industri menuju kendaraan listrik (EV), permintaan komponen kelistrikan hasil stamping meningkat pesat. Tembaga dan kuningan dibentuk melalui stamping menjadi geometri kompleks untuk memfasilitasi konduktivitas dan koneksi. Busbars , yang mendistribusikan daya dalam paket baterai EV, merupakan contoh utama komponen yang diuntungkan dari presisi stamping progresif. Proses ini memungkinkan pembuatan bentuk terminal dan kontak pegas yang rumit tanpa merusak permukaan material yang halus. Komponen listrik utama meliputi:
- Rangka kawat dan konektor pin
- Perumahan sensor dan penutupnya
- Klip sekering dan terminal relai
- Pelat kontak baterai
Peralatan Mesin dan Rangka
Di bawah kap mesin, komponen harus tahan terhadap panas ekstrem, getaran, dan lingkungan korosif. Baja tahan karat dan paduan khusus dibentuk dengan stamping menjadi klip injeksi bahan bakar, penutup katup, dan perisai panas . Rangka juga menggunakan komponen stamping seperti klip rem, dudukan sensor ABS, dan washer shim . Untuk aplikasi yang kritis terhadap keselamatan ini, aliran butiran yang konsisten yang dihasilkan dari proses stamping memastikan bahwa komponen tetap mempertahankan integritas strukturalnya di bawah beban siklik.
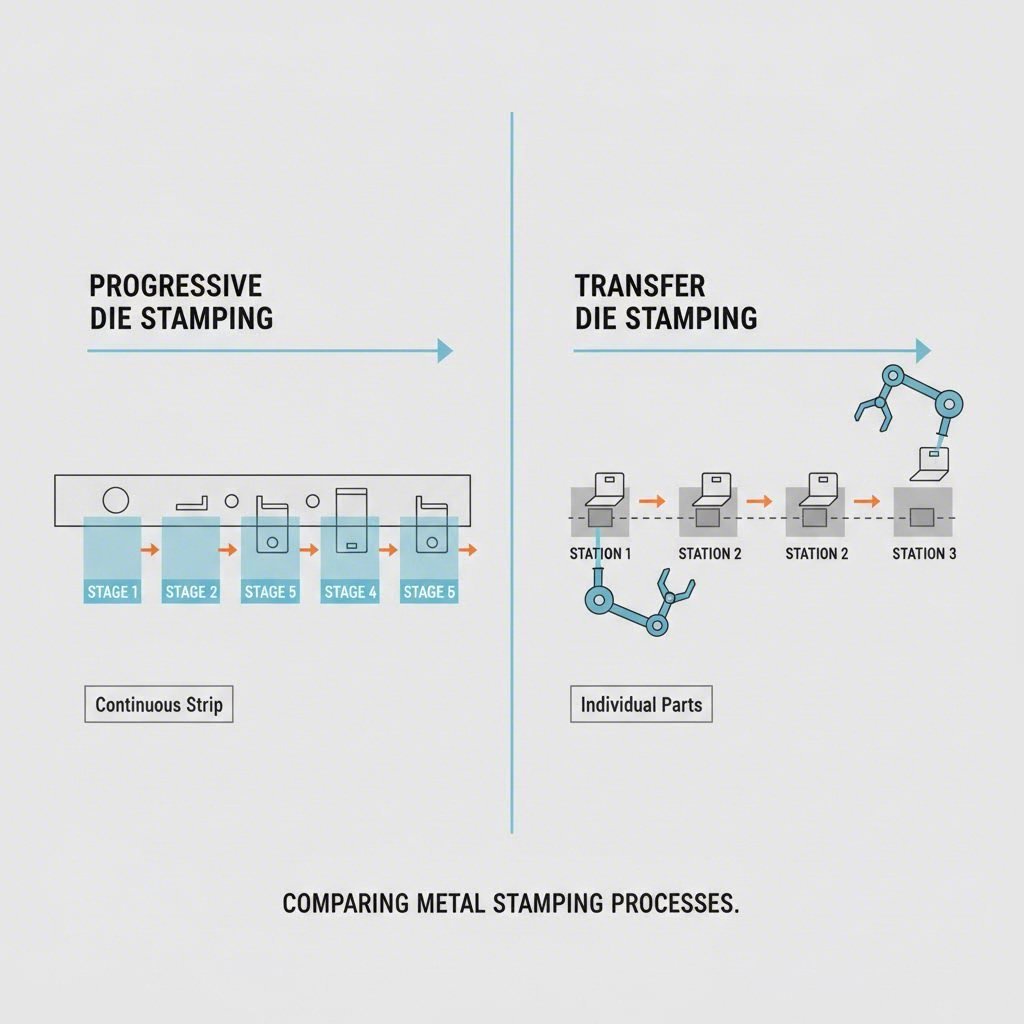
Progressive Die vs. Transfer Die: Memilih Metode yang Tepat
Salah satu keputusan paling kritis bagi manajer pengadaan otomotif adalah memilih metode stamping yang tepat. Meskipun stamping progresif sangat andal, metode ini bukan solusi universal. Pemilihan umumnya bergantung pada ukuran, geometri, dan volume komponen.
| Fitur | Pen stamping die progresif | Pemindahan penempaan |
|---|---|---|
| Penanganan Komponen | Komponen tetap terhubung pada strip logam hingga akhir proses. | Komponen dipotong lepas (blanked) terlebih dahulu, kemudian dipindahkan oleh jari-jari mekanis. |
| Ukuran Komponen Ideal | Kecil hingga sedang (misalnya konektor, braket). | Besar (misalnya cross-member, frame rail, cangkang dalam). |
| Kecepatan produksi | Sangat tinggi (siklus berkelanjutan). | Sedang (terbatas oleh kecepatan mekanisme transfer). |
| Biaya Peralatan | Investasi awal lebih tinggi (perkakas tunggal yang kompleks). | Variabel, tetapi sering kali biaya per bagian lebih tinggi karena kecepatan yang lebih lambat. |
| Terbaik Untuk | Bagian dengan volume tinggi dan rumit dengan toleransi ketat. | Bagian hasil deep-drawing atau komponen struktural besar. |
Pen stamping die progresif adalah pemenang jelas untuk bagian-bagian kecil yang membutuhkan kecepatan produksi tinggi dan toleransi ketat. Pendekatan "strip" menghilangkan kebutuhan akan mekanisme transfer yang kompleks, mengurangi kemungkinan kesalahan penyelarasan bagian. Namun, metode ini tidak dapat menangani operasi deep-draw dengan baik (di mana kedalaman bagian melebihi diameternya) karena strip membatasi aliran material.
Pemindahan penempaan , sebaliknya, diperlukan untuk bagian besar seperti lengan kontrol suspensi atau bak oli. Karena bagian dipisahkan dari strip secara langsung, bagian tersebut dapat dimanipulasi secara bebas—diputar atau dimiringkan—antara stasiun. Hal ini memungkinkan proses deep-draw yang lebih dalam dan operasi pembentukan yang lebih kompleks yang akan merobek strip dalam susunan die progresif.
Pemilihan Material untuk Kinerja Otomotif
Bersifat serbaguna dari stamping progresif memungkinkan produsen bekerja dengan beragam bahan, masing-masing dipilih berdasarkan kriteria kinerja tertentu dalam lingkungan otomotif.
Baja tahan tinggi paduan rendah (HSLA) adalah andalan untuk komponen struktural dan keselamatan. Bahan ini menawarkan rasio kekuatan terhadap berat yang sangat baik, sehingga sangat penting untuk bagian-bagian keselamatan benturan seperti penguat bumper dan braket tiang. Stamping bahan yang dikeraskan ini memerlukan peralatan yang kuat terbuat dari karbida atau baja perkakas premium untuk mencegah keausan dini.
Aluminium semakin diminati untuk inisiatif peringanan guna meningkatkan efisiensi bahan bakar dan jangkauan EV. Meskipun aluminium lebih rentan terhadap springback (kembali ke bentuk aslinya setelah dibengkokkan) dibandingkan baja, desain die progresif canggih mengatasi hal ini dengan membengkokkan secara berlebihan. Aplikasi umum meliputi pelindung panas, braket, dan komponen trim.
Tembaga dan kuningan sangat penting untuk masa depan berkendara yang bertenaga listrik. Konduktivitas listrik unggul mereka menjadikannya standar untuk terminal, konektor, dan busbar. Dalam proses stamping progresif, logam lunak ini dapat dibentuk dengan kecepatan tinggi, namun perlu diperhatikan pengelolaan sisa material dan mencegah kerusakan permukaan.
Standar Kualitas dan Pengadaan Strategis
Dalam rantai pasok otomotif, kualitas diatur oleh standar global yang ketat, terutama IATF 16949 sertifikasi ini menjamin bahwa pemasok stamping memiliki sistem manajemen kualitas yang kuat, dengan fokus pada pencegahan cacat dan pengurangan variasi. Saat menilai mitra, insinyur harus mencari kemampuan yang melampaui stamping dasar, seperti sistem visi dalam jalur yang memeriksa 100% bagian untuk dimensi kritis.
Tantangan umum bagi OEM otomotif adalah menemukan pemasok yang mampu menjembatani kesenjangan antara desain awal dan produksi skala penuh. Meskipun beberapa bengkel hanya menangani pesanan besar, mitra yang lincah seperti Shaoyi Metal Technology menawarkan solusi stamping komprehensif yang mencakup dari prototipe cepat hingga produksi volume tinggi. Dengan memanfaatkan ketepatan yang tersertifikasi IATF 16949 dan kapabilitas press hingga 600 ton, mereka dapat mengirimkan komponen kritis seperti lengan kontrol dan subframe sambil tetap mematuhi standar OEM global. Fleksibilitas ini memungkinkan insinyur untuk memvalidasi desain melalui produksi prototipe sebelum melakukan investasi alat berat yang diperlukan untuk jutaan suku cadang.
Pada akhirnya, keputusan pengadaan yang tepat melibatkan keseimbangan antara harga per unit dengan risiko. Pemasok domestik mungkin menawarkan komunikasi yang lebih cepat, namun mitra internasional yang telah mapan dengan sertifikasi IATF sering kali dapat memberikan keuntungan biaya yang signifikan tanpa mengorbankan kualitas material atau waktu pengiriman.

Kesimpulan: Mendorong Efisiensi dalam Manufaktur Otomotif
Stamping die progresif tetap merupakan teknologi penting bagi industri otomotif, memungkinkan produksi massal komponen kompleks, tahan lama, dan presisi yang dibutuhkan kendaraan modern. Dari konektor listrik di baterai EV hingga bracket kekuatan tinggi yang mengamankan kursi, proses ini memberikan skalabilitas dan efisiensi biaya yang diperlukan untuk menjaga jalur perakitan tetap bergerak. Untuk tim pengadaan dan insinyur, memahami mekanisme, kendala bahan, dan standar sumber metode ini sangat penting untuk mengoptimalkan rantai pasokan otomotif dan memastikan kualitas kendaraan.
Pertanyaan yang Sering Diajukan
1. Apa perbedaan antara die progresif dan transfer die stamping?
Perbedaan utama terletak pada cara bagian ditangani. Dalam stamping die progresif, bagian tetap melekat pada strip logam yang berkelanjutan saat bergerak melalui berbagai stasiun. Dalam percetakan die transfer, bagian dipotong dari strip pertama dan kemudian secara mekanis dipindahkan (dipindahkan) dari stasiun ke stasiun. Progressive umumnya lebih cepat dan lebih baik untuk bagian kecil, sementara transfer cocok untuk bagian yang lebih besar dan ditarik dalam.
2. Bahan apa yang paling umum digunakan dalam stamping die progresif untuk mobil?
Stamping otomotif sering menggunakan baja baja tahan lama (HSLA) untuk bagian struktural karena daya tahannya. Aluminium banyak digunakan untuk komponen ringan seperti perisai panas dan bracket. Tembaga dan kuningan adalah standar untuk komponen listrik, seperti konektor dan busbar, karena konduktivitasnya yang tinggi.
3. Mengapa sertifikasi IATF 16949 penting bagi pemasok percetakan?
IATF 16949 adalah standar manajemen mutu internasional yang secara khusus ditujukan untuk industri otomotif. Standar ini memastikan bahwa pemasok stamping menerapkan praktik pencegahan cacat yang ketat, pengurangan limbah, serta peningkatan berkelanjutan. Melakukan pembelian dari pemasok yang bersertifikasi IATF sering kali merupakan persyaratan wajib bagi OEM guna menjamin keamanan dan keandalan komponen.