 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Memilih Perusahaan Logam Lembaran Presisi: 8 Faktor Kritis yang Sering Diabaikan Pembeli

Apa yang Mendefinisikan Perusahaan Logam Lembaran Presisi
Ketika Anda mulai mencari mitra fabrikasi, Anda akan segera menyadari bahwa banyak bengkel mengklaim menawarkan pekerjaan "presisi". Namun, apa sebenarnya yang membedakan sebuah perusahaan logam lembaran presisi sejati dari fabrikator standar? Perbedaannya bukan sekadar bahasa pemasaran—melainkan terletak pada spesifikasi terukur yang secara langsung memengaruhi apakah komponen Anda akan berfungsi sesuai desain.
Fabrikasi logam lembaran presisi mewakili manufaktur bertaraf rekayasa dengan akurasi dan standar kualitas tertinggi, umumnya mempertahankan toleransi antara ±0,005 inci hingga ±0,010 inci (±0,13 mm hingga ±0,25 mm) pada geometri kompleks.
Hal ini penting karena komponen yang tidak memenuhi spesifikasi secara tepat dapat menyebabkan kegagalan perakitan, penarikan kembali produk, dan pekerjaan ulang yang mahal. Memahami apa yang dimaksud dengan pekerjaan presisi membantu Anda mengajukan pertanyaan yang tepat sebelum berkomitmen pada mitra fabrikasi.
Apa yang Membedakan Presisi dari Fabrikasi Standar
Bayangkan memesan rangka khusus untuk peralatan medis. Dengan fabrikasi standar, Anda mungkin menerima komponen dengan toleransi sebesar ±1/16" hingga ±1/8" (±1,6 mm hingga ±3,2 mm) . Variasi tersebut memang tampak kecil, namun ketika beberapa komponen harus pas sempurna satu sama lain, penyimpangan-penyimpangan tersebut akan saling mengakumulasi dengan cepat.
Perusahaan fabrikasi logam lembaran presisi beroperasi di tingkat yang sama sekali berbeda. Mereka menggunakan sistem laser serat canggih, mesin pengukur koordinat (CMM), serta sistem pembengkokan otomatis dengan teknologi koreksi sudut. Yang lebih penting lagi, mereka memahami perilaku bahan—bagaimana paduan yang berbeda mengalami spring back setelah dibengkokkan, bagaimana arah butir memengaruhi proses pembentukan, dan bagaimana ekspansi termal memengaruhi dimensi akhir.
Pembeda utama antara fabrikasi standar dan fabrikasi presisi meliputi:
- Tingkat kesophisticatedan peralatan: Bengkel standar menggunakan jangka sorong dasar dan pemeriksaan secara visual; perusahaan fabrikasi lembaran logam presisi menggunakan sistem CMM, komparator optik, dan teknologi pengukuran laser
- Keahlian Material: Fabrikator presisi memahami bagaimana baja tahan karat 316L berperilaku berbeda dibandingkan 304 selama operasi pembentukan
- Investasi Peralatan: Perkakas khusus aplikasi dan perlengkapan presisi yang harganya bisa 3–5 kali lebih mahal daripada perkakas standar, namun memberikan akurasi yang dapat diulang
- Sistem kualitas: Pengendalian proses statistik, inspeksi artikel pertama, dan pelacakan bahan secara lengkap
Memahami Spesifikasi Toleransi dalam Pekerjaan Logam
Toleransi berfungsi sebagai 'kontrak presisi' yang berlaku sepanjang siklus hidup produk Anda. Setiap spesifikasi toleransi memengaruhi kinerja di masa depan, biaya manufaktur, serta efisiensi perakitan. Bayangkan toleransi sebagai pembatas di sekitar dimensi nominal Anda—tetap berada di dalamnya, dan komponen Anda akan berfungsi dengan benar.
Menurut standar industri, kelas toleransi diklasifikasikan ke dalam 18 tingkatan. Perusahaan fabrikasi logam lembaran presisi umumnya bekerja dalam kisaran kelas toleransi IT5 hingga IT7 untuk aplikasi teknik, sedangkan bengkel standar beroperasi dalam kisaran IT12 hingga IT14.
Inilah artinya secara praktis:
- Pemotongan laser: Sistem laser serat modern mempertahankan toleransi antara ±0,1 mm hingga ±0,3 mm, yang bervariasi tergantung pada ketebalan material.
- Operasi Tekuk: Tekanan rem presisi mampu mencapai toleransi sudut sekitar ±0,5°.
- Stamping Presisi: Mampu mencapai toleransi dimensi sebesar ±0,05 mm atau lebih ketat.
Industri seperti dirgantara, perangkat medis, dan pertahanan memerlukan spesifikasi ketat ini karena kegagalan komponen membawa konsekuensi serius. Dalam aplikasi dirgantara, penyimpangan sebesar 0,020 inci dapat membuat suatu komponen benar-benar tidak dapat digunakan. Untuk rumah (housing) perangkat medis, akurasi dimensi secara langsung memengaruhi kepatuhan terhadap regulasi FDA dan keselamatan pasien.
Tantangannya? Menerapkan batas toleransi yang tidak perlu ketat secara signifikan memperpanjang waktu pengerjaan dan meningkatkan biaya. Tujuannya adalah menemukan keseimbangan—toleransi yang cukup ketat untuk menjaga fungsi, namun cukup realistis agar dapat diproduksi secara efisien. Memahami keseimbangan ini merupakan langkah pertama Anda dalam memilih mitra fabrikasi logam lembaran presisi yang tepat.

Proses Fabrikasi Inti dan Kemampuan Peralatan
Sekarang setelah Anda memahami apa yang membedakan pekerjaan presisi dari fabrikasi standar, mari kita bahas proses-proses aktual yang memungkinkan pencapaian toleransi ketat tersebut. Perusahaan fabrikasi logam lembaran presisi tidak hanya memiliki peralatan mahal—melainkan juga memahami bagaimana masing-masing proses berkontribusi terhadap akurasi dimensi dan kualitas permukaan. Saat mengevaluasi calon mitra, mengetahui kemampuan yang dihasilkan oleh proses-proses ini membantu Anda mengajukan pertanyaan yang lebih cerdas serta mengenali kapabilitas sejati.
Proses inti yang digunakan oleh perusahaan fabrikasi logam lembaran presisi masuk ke dalam beberapa kategori, masing-masing berfungsi untuk tujuan spesifik dalam mengubah bahan datar menjadi komponen jadi:
- Pemotongan laser: Menggunakan energi cahaya terfokus untuk melakukan pemotongan presisi dengan distorsi bahan minimal serta kualitas tepi yang sesuai untuk permukaan yang terlihat
- Pengeboran CNC: Menempatkan bahan di bawah ram pons untuk pembuatan lubang cepat dan operasi pembentukan dalam aplikasi bervolume tinggi
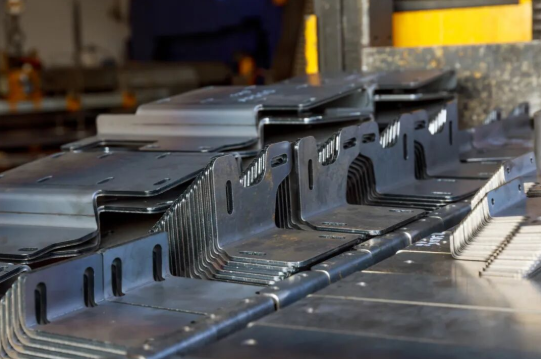
- Penekukan dan Pembentukan: Mengubah benda kerja datar menjadi bentuk tiga dimensi menggunakan press brake dan peralatan khusus
- Pengelasan: Menyambungkan beberapa komponen menggunakan panas dan tekanan, dengan berbagai metode yang disesuaikan untuk material dan aplikasi berbeda
- Pemotongan Jet Air: Menggunakan air bertekanan tinggi (sering kali dengan bahan abrasif) untuk material yang sensitif terhadap panas atau bahan tebal di mana distorsi termal tidak dapat diterima
Pemotongan Laser dan Perannya dalam Pekerjaan Presisi
Ketika Anda membutuhkan komponen dengan tepi yang rapi, toleransi dimensi ketat, dan zona terpengaruh panas seminimal mungkin, pemotongan laser menjadi metode fabrikasi utama Anda. Perusahaan fabrikasi logam lembaran presisi modern umumnya mengoperasikan dua teknologi laser utama: laser CO₂ dan laser serat.
Pemotongan laser serat telah menjadi standar industri untuk sebagian besar aplikasi presisi. Menurut sumber industri, laser serat menggunakan dioda laser yang ditransmisikan melalui serat optik untuk membuat potongan, menawarkan keluaran daya tinggi serta efisiensi luar biasa. Teknologi ini unggul dalam memotong bahan reflektif seperti paduan aluminium dan tembaga yang sebelumnya menjadi tantangan bagi sistem CO₂ generasi lama.
Spesifikasi peralatan sangat penting di sini. Pertimbangkan bagaimana kemampuan laser yang berbeda memengaruhi pilihan proyek Anda:
| Jenis laser | Rentang daya | Aplikasi Terbaik | Kemampuan Ketebalan Material |
|---|---|---|---|
| laser Serat 8 kW | Output Daya Tinggi | Rekayasa umum, pemotongan pelat tebal | Baja lunak hingga 30 mm; stainless steel hingga 30 mm |
| laser CO₂ 4 kW | Keluaran daya sedang | Papan tanda, pekerjaan dekoratif, bahan tipis | Baja lunak hingga 16 mm; baja tahan karat hingga 12 mm |
| Kawat EDM | Pembuangan muatan listrik | Toleransi yang sangat ketat, bahan yang telah dikeraskan | Dibatasi oleh ukuran bak, bukan kekerasan bahan |
Selain laser itu sendiri, carilah sistem penanganan material otomatis. Perusahaan presisi lembaran logam terkemuka mengintegrasikan jalur decoil yang memasok bahan baku langsung ke sistem pemotongan, sehingga mengurangi kerusakan akibat penanganan dan meningkatkan laju produksi. Meja pemotongan plasma berfungsi sebagai peralatan pelengkap untuk bahan yang lebih tebal, di mana pemotongan laser menjadi kurang ekonomis.
Salah satu kemampuan yang sering terlewatkan? Pemrosesan EDM kawat, di mana kawat logam tipis bermuatan menggunakan percikan listrik untuk melebur bahan tanpa pernah menyentuh benda kerja. Kawat tersebut tidak pernah bersentuhan dengan bahan—sebagai gantinya, percikan listrik terkendali melintasi celah sambil cairan dielektrik mendinginkan zona potong dan membersihkan sisa material. Proses ini mampu mencapai toleransi yang tidak mungkin dicapai dengan metode pemotongan konvensional.
Teknik Pembengkokan, Pembentukan, dan Pengelasan Dijelaskan
Memotong benda kerja datar hanya mewakili separuh tantangan fabrikasi. Mengubah benda kerja tersebut menjadi komponen tiga dimensi memerlukan kemampuan pembengkokan dan pembentukan yang sama canggihnya.
Teknologi press brake telah berkembang secara signifikan. Press brake CNC modern seperti seri Bystronic Xpert menawarkan gaya pembengkokan hingga 150 ton dengan kecepatan kerja maksimal 20 mm/detik dan kecepatan cepat maksimal 220 mm/detik. Yang lebih penting, perangkat ini dilengkapi pengukuran serta koreksi sudut secara real-time—mesin benar-benar mengukur sudut pembengkokan selama proses pembentukan dan menyesuaikannya secara otomatis untuk mengkompensasi springback material.
Mengapa hal ini penting bagi komponen Anda? Material berbeda menunjukkan tingkat springback yang berbeda setelah dibengkokkan. Sebuah pembengkokan 90 derajat pada baja tahan karat 304 mungkin memerlukan overbending hingga 88 derajat agar mencapai sudut akhir yang diinginkan. Tanpa koreksi sudut otomatis, operator harus mengandalkan pengalaman dan metode coba-coba—yang menambah waktu produksi serta memperkenalkan variasi antarkomponen.
Kemampuan pengelasan melengkapi proses fabrikasi. Perusahaan fabrikasi logam lembaran presisi yang komprehensif menawarkan berbagai metode pengelasan yang disesuaikan dengan aplikasi spesifik:
- Pengelasan TIG (Gas Inert Tungsten): Menghasilkan lasan paling bersih untuk permukaan yang terlihat dan material tipis; metode ini lebih disukai untuk baja tahan karat dan aluminium
- Pengelasan MIG (Gas Inert Logam): Lebih cepat daripada TIG, ideal untuk jalur las yang lebih panjang dan material yang lebih tebal
- Pengelasan titik resistansi: Membentuk titik sambungan terpisah tanpa bekas permukaan yang terlihat; umum digunakan pada rangka penutup (enclosures) dan braket
- Pengelasan Laser: Memberikan masukan panas dan distorsi minimal untuk perakitan presisi yang memerlukan kendali dimensi ketat
Selain fabrikasi utama, carilah kemampuan sekunder yang melengkapi komponen Anda. Perusahaan profesional fabrikasi logam lembaran presisi menawarkan pemasangan perangkat keras (hardware), pengamplasan dan penggerindaan untuk persiapan permukaan, pelapisan bubuk (powder coating) atau pengecatan cair untuk ketahanan korosi, serta layanan perakitan yang menghadirkan produk jadi—bukan komponen-komponen terpisah.
Peralatan yang dioperasikan oleh seorang fabricator memberi tahu Anda tentang batas kemampuan mereka—namun cara mereka menggabungkan proses-proses ini ke dalam alur kerja yang efisien menentukan apakah mereka mampu memberikan hasil presisi secara konsisten. Hal ini membawa kita ke faktor kritis lainnya: bahan-bahan yang diproses oleh proses-proses tersebut dan bagaimana pemilihan bahan secara langsung memengaruhi hasil presisi Anda.
Bahan dan Dampaknya terhadap Hasil Presisi
Anda telah memilih seorang fabricator dengan peralatan yang mengesankan serta proses-proses yang telah terbukti. Namun berikut ini yang sering terlewatkan banyak pembeli: bahan yang Anda pilih memengaruhi akurasi dimensi sama besarnya seperti mesin-mesin yang melakukan pekerjaan tersebut. Sebuah perusahaan pembentukan lembaran logam presisi memahami bahwa setiap paduan berperilaku berbeda saat menjalani operasi pemotongan, pembengkokan, dan pengelasan—dan perilaku ini secara langsung menentukan apakah komponen Anda memenuhi spesifikasi.
Pikirkanlah dengan cara ini: aluminium memiliki sifat pemulihan (spring back) yang kurang dapat diprediksi dibandingkan baja lunak setelah proses pembengkokan. Baja tahan karat mengalami penguatan akibat deformasi (work-hardening) selama proses pembentukan , mengubah sifat-sifatnya di tengah proses. Paduan tembaga menghantarkan panas begitu efisien sehingga pengelasan memerlukan parameter yang benar-benar berbeda. Ini bukan detail kecil—melainkan variabel tersembunyi yang membedakan proyek sukses dari pembuatan ulang yang mahal.
Baja Tahan Karat, Aluminium, dan Paduan Khusus
Perusahaan manufaktur logam lembaran presisi umumnya bekerja dengan sekelompok bahan inti, masing-masing dipilih berdasarkan karakteristik kinerja tertentu. Memahami pilihan-pilihan ini membantu Anda mencocokkan sifat bahan dengan kebutuhan aplikasi Anda.
Baja tahan karat tetap menjadi andalan untuk aplikasi yang menuntut kekuatan dan ketahanan terhadap korosi. Menurut analisis bahan dari spesialis manufaktur presisi , varian baja tahan karat memiliki tujuan yang berbeda-beda:
- Kelas austenitik (304, 316): Ketahanan korosi yang sangat baik, tidak magnetis saat dianil, daktilitas dan kemampuan bentuk yang tinggi—ideal untuk perangkat medis dan peralatan pengolahan makanan
- Jenis feritik (430, 446): Magnetik, tahan panas, cocok untuk aplikasi suhu tinggi seperti tungku industri dan sistem pembuangan gas buang
- Jenis martensitik (410, 420): Dapat dikeraskan melalui perlakuan panas, memiliki kekuatan dan ketahanan aus yang sangat baik—umumnya dipilih untuk komponen aerospace dan perkakas presisi
Paduan Aluminium menawarkan rasio kekuatan-terhadap-berat terbaik untuk aplikasi di mana pengurangan massa menjadi penting. Paduan 6061 mendominasi pekerjaan presisi karena dapat dibubut dengan bersih, mempertahankan toleransi ±0,01–0,02 mm dengan penyetelan yang stabil, serta dapat dianodisasi untuk hasil akhir berkualitas tinggi. Untuk rangka (enclosures) pada peralatan elektronik, audio, dan perangkat portabel, aluminium memberikan kinerja sekaligus estetika.
Paduan Khusus masuk ke dalam gambar ketika bahan standar tidak mampu memenuhi persyaratan ekstrem. Titanium memberikan rasio kekuatan-terhadap-berat yang luar biasa serta ketahanan terhadap korosi untuk implan medis dan aplikasi dirgantara—meskipun konduktivitas termalnya yang rendah dan kecenderungannya mengalami penguatan akibat deformasi (work-hardening) menuntut keahlian khusus dalam proses fabrikasi. Tembaga dan kuningan menawarkan konduktivitas listrik dan termal yang unggul untuk aplikasi elektronik, namun berat dan biayanya yang tinggi membatasi penggunaannya hanya pada komponen yang kritis dari segi fungsi.
Bagaimana Sifat Bahan Mempengaruhi Ketepatan Fabrikasi
Di sinilah pemilihan bahan menjadi praktis. Setiap sifat yang Anda lihat pada lembar data secara langsung diterjemahkan menjadi tantangan atau keuntungan dalam proses fabrikasi. Perusahaan manufaktur logam lembar presisi mengevaluasi faktor-faktor ini sebelum memberikan penawaran harga untuk proyek Anda:
| Bahan | Toleransi Tipikal yang Dapat Dicapai | Radius tikungan minimum | Kemampuan untuk dilas | Aplikasi Terbaik |
|---|---|---|---|---|
| Baja tahan karat 304/316 | ±0,01–0,02 mm | ≥1,5–2× tebal | Mudah dilas dengan metode TIG/MIG | Perangkat medis, peralatan pengolahan makanan, lingkungan laut |
| Aluminium 6061 | ±0,01–0,02 mm | ≥1× tebal | Dapat dilas, tetapi kehilangan 30–50% kekuatan di zona terpengaruh panas | Rangka penutup ringan, sirip pendingin, struktur aerospace |
| Baja Ringan | ±0,05 mm (rentan terhadap distorsi) | ≥1× tebal | Sangat baik—paling toleran terhadap pengelasan | Braket struktural, rangka, komponen sensitif terhadap biaya |
| Tembaga/Kuningan | ±0,02–0,05 mm | ≥0,5–1× tebal | Sulit dilas; pengelasan perak (brazing) lebih disukai | Kontak listrik, penukar panas, elemen dekoratif |
| Titanium | ±0,02–0,05 mm | ≥1,5× ketebalan | Memerlukan atmosfer inert khusus | Implan medis, aerospace, aplikasi berkinerja tinggi |
Perhatikan bagaimana baja karbon rendah—yang sering kali merupakan pilihan paling terjangkau—menunjukkan label "rentan melengkung" pada kolom toleransi. Ini bukanlah keterbatasan peralatan; melainkan perilaku material itu sendiri. Baja karbon rendah berketebalan tipis cenderung mengalami distorsi selama proses pemesinan atau pengelasan, sehingga toleransi ±0,05 mm lebih realistis dibandingkan toleransi yang lebih ketat yang dapat dicapai dengan aluminium atau baja tahan karat.
Persyaratan jari-jari tekuk mengungkap pertimbangan kritis lainnya. Menurut para spesialis fabrikasi, desainer yang menentukan tekukan tajam 90 derajat pada baja tahan karat tanpa jari-jari yang memadai sering kali menemukan retak di tepi benda kerja selama proses pembentukan. Nilai bawaan yang aman? Tetapkan jari-jari tekuk sama dengan atau lebih besar dari ketebalan material untuk logam yang ulet, dan tingkatkan menjadi 1,5–2 kali ketebalan untuk paduan yang kurang lentur seperti baja tahan karat.
Kondisi lingkungan juga memengaruhi pemilihan material dengan cara yang sering diabaikan pembeli. Stainless 304 atau 316 menjadi wajib digunakan untuk aplikasi di luar ruangan, kelautan, atau sterilisasi, di mana korosi terjadi secara terus-menerus. Aluminium tahan terhadap korosi dalam penggunaan umum, tetapi memerlukan anodisasi atau lapisan pelindung di lingkungan berair asin. Baja lunak dapat digunakan di dalam ruangan dengan pelapisan yang tepat, namun akan cepat berkarat jika terpapar kelembapan tanpa perlindungan.
Pelajaran yang bisa diambil? Pemilihan material tidak terpisah dari persyaratan presisi Anda—melainkan merupakan bagian integral darinya. Toleransi yang sama sebesar ±0,010 inci jauh lebih mahal biaya produksinya pada titanium yang mengalami pengerasan akibat deformasi dibandingkan pada aluminium 6061 yang bersifat mudah dikerjakan. Perusahaan manufaktur logam lembaran presisi yang kompeten membantu Anda menavigasi kompromi-kompromi ini, dengan mencocokkan sifat-sifat material terhadap kebutuhan fungsional maupun batasan anggaran.
Dengan bahan-bahan yang telah dipahami, tantangan berikutnya Anda adalah mengevaluasi apakah mitra fabrikasi potensial benar-benar mampu memberikan presisi yang mereka janjikan. Evaluasi ini melampaui daftar peralatan dan mencakup sertifikasi, sistem mutu, serta pendekatan manufaktur yang membedakan mitra andal dari pilihan berisiko.
Cara Mengevaluasi dan Memilih Mitra Fabrikasi Logam Lembaran Presisi
Anda telah meninjau proses, memeriksa spesifikasi peralatan, serta membandingkan pilihan bahan. Namun di sinilah kebanyakan pembeli gagal: mengubah pengetahuan teknis tersebut menjadi kerangka evaluasi yang andal. Bagaimana cara Anda benar-benar memverifikasi bahwa perusahaan fabrikasi logam lembaran presisi khusus mampu memberikan hasil yang konsisten selama berbulan-bulan atau bahkan bertahun-tahun produksi?
Jawabannya terletak pada pemahaman tentang apa yang sebenarnya dibuktikan oleh sertifikasi kualitas, cara menilai pendekatan manufaktur di luar daftar peralatan, serta indikator operasional mana yang membedakan mitra presisi kelas dunia dari pelaku yang biasa-biasa saja. Mari kita susun daftar periksa evaluasi praktis yang dapat Anda terapkan pada setiap calon mitra fabrikasi.
Sertifikasi Kualitas dan Artinya
Sertifikasi bukan sekadar plakat di dinding lobi—melainkan representasi sistem manajemen kualitas yang telah diverifikasi dan memengaruhi setiap komponen yang diproduksi pemasok Anda. Namun, tidak semua sertifikasi memiliki bobot yang sama untuk setiap aplikasi. Memahami hierarkinya membantu Anda menetapkan ekspektasi yang tepat.
ISO 9001 berfungsi sebagai fondasi. Menurut para pakar sertifikasi manufaktur , standar internasional yang diakui secara luas ini menetapkan persyaratan untuk jaminan kualitas yang konsisten di seluruh industri. Sebuah perusahaan pembuat komponen logam lembaran presisi yang bersertifikasi ISO 9001 telah menunjukkan penerapan sistem manajemen mutu formal yang berfokus pada "memuaskan pelanggan, mengoptimalkan proses guna mencapai efisiensi dan ketepatan, serta memotivasi dan melibatkan karyawan di semua tingkatan." Sertifikasi ini mensyaratkan keberhasilan dalam audit mendalam setiap tiga tahun sekali—sehingga sertifikasi ini mewakili komitmen berkelanjutan, bukan pencapaian satu kali saja.
AS9100 mengambil persyaratan ISO 9001 dan memperluasnya secara khusus untuk aplikasi dirgantara, penerbangan, serta pertahanan. Jika komponen Anda berpotensi memengaruhi keselamatan manusia—misalnya struktur pesawat terbang, perangkat medis, atau sistem pertahanan—maka sertifikasi ini menjadi wajib, bukan sekadar opsional. AS9100 menambahkan protokol ketat untuk:
- Manajemen risiko dengan penugasan tanggung jawab departemen
- Pencegahan dan verifikasi suku cadang palsu
- Protokol penyimpanan peralatan beserta jadwal perawatan yang ditetapkan
- Verifikasi informasi melalui pengujian dan inspeksi independen
IATF 16949 mewakili standar manajemen kualitas industri otomotif, dengan penekanan pada pencegahan cacat dan pengurangan limbah di seluruh rantai pasok. Untuk komponen sasis, suku cadang suspensi, atau perakitan struktural, sertifikasi ini menunjukkan bahwa pembuat komponen memahami persyaratan khusus otomotif.
Apa yang harus Anda cari dalam situasi spesifik Anda? Gunakan kerangka kerja ini:
| Aplikasi Anda | Sertifikasi Minimal | Sertifikasi yang Diutamakan | Mengapa Hal Ini Penting |
|---|---|---|---|
| Produk komersial umum | ISO 9001 | ISO 9001 | Menjamin adanya proses kualitas terdokumentasi dan peningkatan berkelanjutan |
| Komponen dirgantara atau pertahanan | AS9100 | AS9100 + NADCAP | Wajib bagi sebagian besar OEM dirgantara; menunjukkan kemampuan kritis terhadap keselamatan |
| Suku Cadang Otomotif | ISO 9001 | IATF 16949 | Selaras dengan persyaratan rantai pasok OEM serta fokus pada pencegahan cacat |
| Alat Kedokteran | ISO 9001 | ISO 13485 | Memenuhi persyaratan kepatuhan regulasi dan ketertelusuran |
Mengevaluasi Investasi Peralatan dan Teknologi
Sertifikasi memverifikasi sistem dan proses. Namun, bagaimana dengan kemampuan manufaktur aktual? Di sinilah Anda perlu melihat lebih jauh dari daftar peralatan dan memahami cara perusahaan fabrikasi logam presisi mengatur produksinya.
Tata letak manufaktur seluler merupakan salah satu indikator paling jelas atas tingkat kedewasaan operasional. Alih-alih mengatur peralatan berdasarkan jenis proses—semua mesin laser di satu area, semua press brake di area lain—tata letak seluler mengelompokkan mesin-mesin tersebut untuk melayani keluarga produk tertentu. Menurut spesialis manufaktur ramping , pendekatan ini secara signifikan mengurangi persediaan barang dalam proses dan waktu tunggu, sekaligus meningkatkan konsistensi kualitas.
Mengapa hal ini penting bagi presisi? Ketika komponen menempuh jarak lebih pendek antaroperasi, kerusakan akibat penanganan berkurang. Ketika tim yang sama mengelola seluruh keluarga produk, mereka mengembangkan keahlian mendalam dalam toleransi dan perilaku material keluarga produk tersebut. Hasilnya: lebih sedikit cacat, throughput lebih cepat, serta kualitas yang lebih dapat diprediksi.
Disiplin waktu takt memberikan indikator kualitas lainnya. Bengkel-bengkel yang menghitung dan mempertahankan irama produksi—yakni laju penyelesaian produk guna memenuhi permintaan—menunjukkan kematangan pengendalian proses. Seperti dikatakan seorang veteran industri, "Komponen yang menganggur tidak menghasilkan uang." Tumpukan besar komponen dalam proses produksi yang tertumpuk di rak menandakan aliran yang tidak dapat diprediksi, yang sering kali berkorelasi dengan inkonsistensi kualitas.
Saat mengevaluasi peralatan, ajukan pertanyaan-pertanyaan yang mengungkap filosofi operasional:
- Bagaimana Anda memisahkan pekerjaan kontrak bervolume tinggi dari pekerjaan prototipe berkuantitas rendah?
- Berapa tingkat persediaan komponen dalam proses produksi Anda, diukur dalam jumlah hari produksi?
- Seberapa cepat Anda dapat merespons perubahan teknis di tengah proses produksi?
- Berapa persen komponen yang memerlukan pengerjaan ulang atau dibuang?
Jawaban-jawaban tersebut mengungkapkan lebih banyak tentang kemampuan presisi daripada lembar spesifikasi peralatan mana pun.
Daftar Periksa Evaluasi Mitra Anda
Sebelum berkomitmen pada mitra presisi lembaran logam, kerjakan daftar periksa komprehensif ini. Tidak semua butir berlaku untuk setiap proyek, namun mencakup area-area ini akan mencegah kejutan mahal:
- Verifikasi sertifikasi: Minta salinan sertifikat terkini dan verifikasi tanggal kedaluwarsanya; sertifikasi memerlukan audit tiga tahunan
- Dokumentasi sistem mutu: Minta contoh laporan inspeksi, prosedur inspeksi artikel pertama, serta contoh tindakan perbaikan
- Kemampuan peralatan: Pastikan mesin-mesin tertentu mampu menangani jenis bahan, ketebalan, dan persyaratan toleransi Anda
- Jejak Material: Verifikasi bahwa mereka menyimpan catatan lengkap yang menghubungkan komponen jadi dengan sertifikasi bahan baku
- Peralatan inspeksi: Cari sistem CMM, pembanding optik, dan alat pengukur terkalibrasi yang sesuai dengan persyaratan toleransi Anda
- Pengendalian Proses Statistik: Tanyakan apakah mereka melacak kemampuan proses (nilai Cpk) untuk dimensi kritis
- Transparansi waktu pengerjaan: Minta jadwal realistis dan pahami faktor-faktor yang memengaruhinya—kendala kapasitas, ketersediaan bahan baku, atau kompleksitas proses
- Ketanggapan komunikasi: Perhatikan seberapa cepat mereka merespons permintaan penawaran harga dan pertanyaan teknis selama tahap evaluasi
- Ketersediaan sampel atau prototipe: Pertimbangkan untuk meminta komponen sampel sebelum berkomitmen pada volume produksi
- Akun referensi: Minta referensi pelanggan di industri Anda atau yang memiliki persyaratan presisi serupa
Perusahaan pembuat komponen logam lembaran presisi terbaik menyambut tingkat pemeriksaan semacam ini. Mereka telah berinvestasi dalam sistem dan kapabilitas khusus guna menunjukkan kualitas yang terverifikasi—dan mereka memahami bahwa evaluasi menyeluruh menjadi fondasi bagi kemitraan jangka panjang yang sukses.
Dengan kriteria evaluasi yang telah ditetapkan, Anda siap mempertimbangkan faktor lain yang membedakan proyek-proyek sukses dari proyek-proyek yang menimbulkan frustrasi: bagaimana keputusan desain Anda memungkinkan—atau justru membatasi—hasil presisi yang Anda butuhkan.
Desain untuk Kemudahan Manufaktur dalam Proyek Logam Lembaran
Berikut adalah kenyataan yang sering mengejutkan banyak pembeli: keputusan desain Anda memengaruhi hasil fabrikasi sebanyak peralatan yang menjalankan pekerjaan tersebut. Perusahaan fabrikasi logam lembaran presisi yang secara sempurna mumpuni pun dapat kesulitan menangani komponen yang mengabaikan batasan manufaktur dasar—sedangkan desain sederhana justru berjalan lancar dalam produksi dengan kualitas konsisten dan biaya lebih rendah.
Desain untuk Kemudahan Manufaktur (DFM) mewakili jembatan antara apa yang Anda bayangkan di layar dan apa yang secara fisik dapat diwujudkan dalam bentuk logam. Menurut spesialis DFM logam lembaran , konsep ini berarti merancang komponen Anda sedemikian rupa sehingga memudahkan—dan karenanya menghemat biaya—dalam proses pembuatannya. Abaikan prinsip-prinsip ini, dan Anda akan menghadapi apa yang disebut para pembuat sebagai "gesekan manufaktur": harga lebih tinggi, waktu tunggu lebih lama, serta risiko kesalahan yang meningkat.
Baik Anda seorang insinyur berpengalaman maupun pemilik usaha yang sedang mengembangkan prototipe, memahami dasar-dasar DFM ini membantu Anda berkomunikasi secara efektif dengan mitra pembuatan komponen Anda serta mengenali potensi masalah sebelum berkembang menjadi permasalahan mahal.
Unsur Desain yang Mendukung Fabrikasi Presisi
Bayangkan logam lembaran seperti kardus dengan aturan pelipatan yang sangat spesifik. Setiap lipatan, lubang, dan potongan berinteraksi dengan sifat-sifat material secara terprediksi—jika Anda tahu apa yang harus diperhatikan. Prinsip-prinsip DFM utama ini membimbing desain-desain yang dapat diproduksi secara andal oleh perusahaan fabrikasi logam lembaran presisi:
- Ukuran jari-jari lipatan: Lengkung bagian dalam lipatan Anda harus setidaknya sama dengan ketebalan material. Seperti dijelaskan para ahli DFM, jika logam dilipat terlalu tajam, tepi luar akan retak atau mengalami "crazing." Mendesain semua lipatan dengan jari-jari yang sama memungkinkan pembuat komponen menggunakan satu alat saja untuk setiap lipatan—menghemat waktu persiapan dan mengurangi biaya Anda.
- Jarak lubang ke tikungan: Jaga jarak lubang minimal 2,5 kali ketebalan material ditambah satu jari-jari lipatan dari garis lipatan. Lubang yang ditempatkan terlalu dekat dengan garis lipatan akan meregang menjadi bentuk oval selama proses pembentukan, sehingga sekrup atau pin tidak dapat dimasukkan dengan benar.
- Fitur pelepasan tekanan lipatan: Ketika lipatan berakhir di tepi rata, tambahkan potongan kecil berbentuk persegi panjang atau lingkaran di tempat garis lipatan bertemu tepi. Hal ini mencegah konsentrasi tegangan dan retak di antarmuka lipatan.
- Panjang Flens Minimum: Buat flens minimal empat kali panjang ketebalan material. Mesin press brake memerlukan luas permukaan yang cukup untuk mencengkeram material selama proses pembentukan—flens pendek memerlukan peralatan khusus yang mahal dan dapat menggandakan biaya produksi.
- Kesadaran Arah Butir: Logam lembaran memiliki "arah butir" dari proses penggulungan di pabrik. Lengkungan yang dibuat sejajar dengan arah butir jauh lebih berisiko mengalami retak. Rancang komponen sedemikian rupa sehingga lipatan terjadi melintang terhadap arah butir, bila memungkinkan.
- Lebar slot dan lubang potong: Jaga lebar lubang potong sempit agar minimal 1,5 kali tebal material. Pemotongan laser menghasilkan panas intens—slot dan jari-jari tipis dapat melengkung atau memutar akibat tegangan termal, sehingga mengurangi kerataan dan kecocokan dimensi.
Memahami faktor-K menjadi sangat penting untuk komponen dengan beberapa lengkungan. Menurut referensi teknis, faktor-K mewakili rasio antara lokasi sumbu netral dan tebal material, yang nilainya berkisar antara 0,25 hingga 0,50 tergantung pada jenis material dan proses pembengkokan. Memasukkan nilai ini secara tepat dalam perangkat lunak CAD Anda memastikan pola datar yang akurat serta mencegah akumulasi toleransi pada perakitan kompleks.
Kesalahan Desain Umum yang Mengurangi Kualitas
Bahkan desainer berpengalaman pun membuat kesalahan yang menimbulkan tantangan dalam proses manufaktur. Perhatikan jebakan umum berikut yang kerap dihadapi perusahaan presisi lembaran logam:
- Penerapan toleransi berlebihan pada fitur yang tidak kritis: Menetapkan toleransi ±0,005" pada dimensi yang tidak secara signifikan memengaruhi fungsi akan meningkatkan waktu dan biaya inspeksi secara drastis. Bersikaplah fleksibel terhadap toleransi di area-area yang tidak memerlukan ketelitian tinggi—toleransi standar lembaran logam membantu menjaga anggaran proyek tanpa mengorbankan kualitas di bagian-bagian yang kritis.
- Ukuran lubang tidak standar: Menspesifikasikan lubang berdiameter seperti 5,123 mm mungkin memerlukan mata bor khusus. Penggunaan ukuran lubang standar yang tersedia di pasaran (5 mm, 6 mm, 1/4") memungkinkan pabrikasi menggunakan perkakas yang sudah tersedia, sehingga pesanan Anda dapat diproses hampir instan melalui peralatan berkecepatan tinggi.
- Mengabaikan efek springback: Logam memiliki sifat sedikit elastis. Sebuah lipatan yang dibentuk menjadi sudut 90 derajat secara alami cenderung kembali ke sudut 88 atau 89 derajat (springback). Produsen presisi telah memperhitungkan fenomena ini, namun penetapan toleransi sudut yang terlalu ketat tanpa memperhitungkan springback akan menyebabkan kegagalan inspeksi.
- Jarak antar lubang yang tidak memadai: Lubang harus ditempatkan pada jarak sekitar 1,5 kali ketebalan material dari tepi dan berjarak dua kali ketebalan satu sama lain. Jarak yang lebih dekat menyebabkan distorsi material selama proses peninjuan.
- Pertimbangan lapisan yang tidak tercantum: Pelapisan bubuk (powder coating) dan anodisasi menambah ketebalan dimensi. Desain harus memperhitungkan perubahan ini, khususnya pada permukaan yang saling berpasangan dan fitur berulir. Selain itu, komponen memerlukan titik gantung selama proses pelapisan—komunikasikan lokasi bagian yang boleh tetap tanpa lapisan.
Fitur pengarah otomatis (self-locating features) merupakan peluang yang sering terlewatkan. Apabila memungkinkan, rancang komponen agar dapat menyelaraskan dirinya sendiri selama perakitan, sehingga meminimalkan kebutuhan akan alat bantu perakitan (jig dan fixture). Penggunaan insert PEM atau paku keling sebagai pengganti pengelasan dapat menghemat waktu dan biaya secara signifikan bila fungsi memungkinkan—pengelasan memerlukan tenaga kerja terampil dan menimbulkan distorsi akibat panas, sedangkan pengikatan mekanis mempertahankan kontrol dimensi yang lebih ketat.
Dampak bisnis dari penerapan DFM yang baik meluas hingga di luar efisiensi manufaktur. Komponen yang dirancang dengan mempertimbangkan prinsip-prinsip ini umumnya lulus inspeksi artikel pertama tanpa perlu perbaikan, menjaga konsistensi kualitas di seluruh proses produksi, serta memiliki biaya lebih rendah karena para pembuat komponen dapat menggunakan peralatan dan proses standar. Ketika Anda mengajukan desain yang menunjukkan kesadaran akan prinsip DFM, perusahaan presisi sheet metal akan mengenali Anda sebagai pelanggan yang memahami realitas manufaktur—yang sering kali berujung pada harga yang lebih kompetitif, penawaran harga yang lebih cepat, serta penjadwalan prioritas.
Setelah prinsip desain ditetapkan, langkah berikutnya dalam perjalanan fabrikasi presisi Anda adalah memahami bagaimana proses prototipe dan pengenalan produk baru memvalidasi desain sebelum beralih ke volume produksi penuh.

Layanan Prototipe dan Pengenalan Produk Baru
Anda telah merancang komponen Anda dengan mempertimbangkan kemudahan manufaktur. Namun, bagaimana Anda tahu komponen tersebut benar-benar akan berfungsi sebelum mengalokasikan ribuan dolar untuk pembuatan peralatan produksi? Di sinilah layanan prototipe logam lembaran presisi menjadi sangat berharga—mengubah desain digital menjadi komponen fisik yang dapat Anda pegang, uji, dan sempurnakan.
Pengenalan Produk Baru (New Product Introduction/NPI) merupakan proses terstruktur yang membawa konsep Anda dari gagasan awal hingga kesiapan produksi yang telah divalidasi. Menurut para spesialis manufaktur, NPI mencakup seluruh rentang proses, mulai dari penciptaan konsep, pengembangan, hingga produksi produk akhir—dengan mengeliminasi risiko sebanyak mungkin sekaligus memanfaatkan peluang untuk mencapai keberhasilan.
Bagi para pembeli yang mengevaluasi perusahaan NPI logam lembaran presisi, memahami proses ini membantu Anda mengenali mitra mana yang benar-benar mampu mempercepat jadwal Anda, dibandingkan mitra lain yang hanya menerima pesanan tanpa memberikan nilai tambah.
Dari Konsep hingga Persetujuan Artikel Pertama
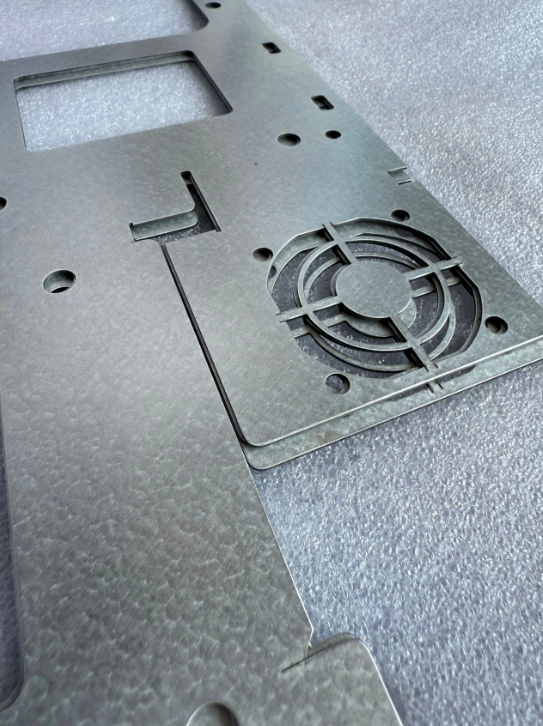
Bayangkan Anda sedang mengembangkan sebuah rangka pelindung baru untuk peralatan industri. Anda memiliki file CAD, spesifikasi bahan, dan persyaratan toleransi—namun masih ada beberapa pertanyaan yang belum terjawab. Apakah lipatan yang dibuat akan menghasilkan sudut-sudut yang diharapkan? Apakah lubang pemasangan selaras secara tepat dengan komponen-komponen yang berpasangan? Apakah proses perakitan akan mengungkapkan masalah interferensi yang tidak terduga?
Alur kerja pembuatan prototipe menjawab pertanyaan-pertanyaan ini secara sistematis. Berdasarkan praktik industri, proses khasnya mencakup tahapan-tahapan berikut:
- Mengidentifikasi dan menetapkan tujuan: Mitra fabrikasi Anda bekerja sama dengan Anda untuk memahami kebutuhan inti—spesifikasi fungsional, harapan estetika, protokol pengujian, serta batasan waktu. Tahap ini menjadi fondasi bagi semua langkah selanjutnya.
- Tinjauan desain dan optimalisasi DFM: Insinyur menganalisis data CAD Anda dari sisi kemudahan manufaktur, serta memberikan rekomendasi penyesuaian guna meningkatkan ketepatan hasil tanpa mengorbankan fungsi. Tahap kolaboratif ini sering kali berhasil mengidentifikasi masalah-masalah yang kelak dapat menyebabkan penundaan produksi.
- Pembuatan Prototipe: Menggunakan peralatan yang sama yang ditetapkan untuk produksi, pembuat komponen membuat sampel awal. Pendekatan ini memastikan bahwa prototipe secara akurat mewakili hasil yang akan dihasilkan oleh manufaktur skala penuh.
- Pengujian dan Validasi: Prototipe menjalani pengujian fungsional, pemeriksaan kecocokan (fit check) dengan komponen pasangannya, serta evaluasi kinerja dalam kondisi operasional. Analisis elemen hingga (Finite Element Analysis/FEA) dapat mensimulasikan pola tegangan, sementara pengujian fisik memverifikasi perilaku dalam dunia nyata.
- Iterasi Desain: Berdasarkan hasil pengujian, desain disempurnakan dan prototipe baru dibuat sesuai kebutuhan. Seperti dikemukakan seorang pakar industri, "Tidak setiap konsep menjadi pemenang—Anda ingin secepatnya mengetahui apa yang berfungsi dengan baik dan apa yang perlu disesuaikan."
- Persetujuan desain dan penawaran produksi: Setelah prototipe memenuhi spesifikasi, desain dikunci dan penawaran produksi terperinci dikembangkan. Pembuat komponen yang memproduksi prototipe Anda dapat memberikan penawaran secara akurat karena mereka telah menguji proses manufaktur tersebut.
- Inspeksi Artikel Pertama (FAI): Komponen produksi awal menjalani verifikasi dimensi secara komprehensif terhadap spesifikasi, sehingga menghasilkan bukti terdokumentasi bahwa proses manufaktur menghasilkan komponen yang sesuai.
Pendekatan terstruktur ini secara signifikan mengurangi risiko kejutan mahal selama produksi penuh. Saat mengevaluasi layanan prototipe logam lembaran presisi, carilah mitra yang menawarkan dukungan DFM komprehensif selama tahap tinjauan desain—kolaborasi semacam ini sering kali menentukan apakah suatu proyek berhasil atau gagal.
Prototipe Cepat versus Produksi Massal
Kecepatan memiliki makna berbeda pada setiap tahap pengembangan produk. Selama tahap prototipe, waktu penyelesaian yang cepat memungkinkan iterasi cepat—filosofi "gagal lebih cepat" yang membantu Anda segera mengetahui apakah desain berfungsi sebagaimana mestinya. Seperti dijelaskan para spesialis prototipe, jika suatu desain tertentu tidak layak, menentukan hal tersebut secara cepat jauh lebih efisien dari segi sumber daya dibandingkan menginvestasikan waktu dan upaya yang berkepanjangan.
Apa yang membedakan pembuatan prototipe cepat dari jadwal fabrikasi standar? Perusahaan logam lembaran presisi terkemuka memiliki departemen prototipe khusus yang terpisah dari jadwal produksi. Pemisahan ini memastikan pekerjaan prototipe tidak bersaing dengan pesanan bervolume tinggi untuk waktu mesin—suatu perbedaan krusial ketika Anda berpacu melawan waktu untuk memvalidasi desain sebelum jendela pasar tertutup.
Pertimbangkan seperti apa sebenarnya kemampuan prototipe cepat dalam praktiknya. Mitra kelas atas seperti Shaoyi (Ningbo) Teknologi Logam menyediakan prototipe cepat dalam waktu 5 hari, dikombinasikan dengan dukungan DFM (Design for Manufacturability) komprehensif serta waktu balasan penawaran harga dalam 12 jam—tingkat responsivitas semacam ini secara signifikan mempercepat siklus pengembangan. Sertifikasi IATF 16949 mereka menunjukkan sistem mutu yang diperlukan untuk komponen sasis otomotif, suspensi, dan struktural, di mana toleransi presisi bersifat mutlak.
Transisi dari tahap prototipe ke produksi memunculkan prioritas yang berbeda:
| Faktor | Prototipisasi Cepat | Lari produksi |
|---|---|---|
| Tujuan Utama | Kecepatan validasi desain dan iterasi | Konsistensi mutu dalam volume produksi |
| Waktu Penyelesaian Khas | 3–10 hari untuk sampel awal | 2–6 minggu, tergantung pada tingkat kompleksitas dan volume |
| Pendekatan Perkakas | Cetakan lunak atau fabrikasi langsung | Cetakan kelas produksi untuk memastikan pengulangan proses |
| Struktur biaya | Biaya per komponen lebih tinggi, tetapi investasi total lebih rendah | Biaya per komponen lebih rendah, tetapi investasi untuk cetakan lebih tinggi |
| Jangkauan volume | biasanya 1–50 buah | Ratusan hingga ribuan buah |
Produksi percobaan berfungsi sebagai jembatan antara kedua tahap ini. Sebelum skala produksi ditingkatkan ke volume penuh, pelaku fabrikasi memproduksi sejumlah kecil komponen—biasanya 50–200 buah—untuk memverifikasi bahwa proses manufaktur dapat diulang secara konsisten dan stabil. Langkah ini mengidentifikasi masalah kelayakan produksian yang tidak muncul selama tahap prototipe serta memastikan bahwa sistem pengendalian kualitas mampu mempertahankan spesifikasi selama rentang produksi yang lebih panjang.
Saat memilih perusahaan penyedia feeder servo logam lembaran presisi atau mitra fabrikasi logam lembaran untuk prototipe cepat, evaluasilah seluruh spektrum kemampuan mereka. Mitra terbaik membimbing proyek dari konsep awal hingga produksi yang telah divalidasi, dengan menerapkan sistem mutu yang konsisten di setiap tahap. Mereka memahami bahwa pembuatan prototipe bukan sekadar tentang membuat komponen secara cepat—melainkan tentang belajar secara cepat guna mengambil keputusan yang lebih baik sebelum investasi produksi mengunci pilihan desain.
Setelah proses prototipe dipahami, Anda siap membahas topik yang umumnya dihindari oleh kebanyakan fabricator dalam diskusi terbuka: faktor apa saja yang benar-benar menentukan harga dalam pekerjaan logam lembaran presisi, dan bagaimana Anda dapat mengoptimalkan biaya tanpa mengorbankan kualitas?
Memahami Faktor Penentu Harga dan Penggerak Biaya
Berikut adalah percakapan yang kebanyakan pembuat komponen hindari: apa sebenarnya yang menentukan biaya proyek Anda? Meskipun mendapatkan kutipan harga fabrikasi logam lembaran khusus sering terasa seperti menerima angka-angka misterius dari kotak hitam, kenyataannya jauh lebih sederhana daripada yang mungkin Anda duga. Memahami faktor-faktor penentu biaya fabrikasi logam lembaran presisi memberi Anda kemampuan untuk mengambil keputusan yang tepat—dan bahkan berpotensi mengurangi pengeluaran tanpa mengorbankan kualitas.
Menurut para spesialis fabrikasi presisi, beberapa faktor yang saling terkait memengaruhi penetapan harga. Kuncinya adalah memahami faktor-faktor mana yang dapat Anda kendalikan, faktor mana yang memerlukan kompromi, dan faktor mana yang merupakan realitas tetap dalam fisika manufaktur.
Biaya Bahan dan Faktor Kompleksitas
Mari kita mulai dengan faktor penentu biaya pekerjaan logam presisi yang paling nyata: bahan penyusun komponen Anda dan tingkat kerumitan proses produksinya.
Pemilihan Bahan mewakili salah satu variabel terbesar dalam penawaran Anda. Seperti dijelaskan oleh sumber industri, logam seperti aluminium, baja tahan karat, dan baja karbon bervariasi baik dari segi harga per pon maupun kemudahan pengerjaannya:
- Aluminium ringan dan tahan korosi, tetapi memerlukan penanganan lebih hati-hati selama proses pembentukan dan pengelasan
- Baja tahan karat menawarkan kekuatan dan ketahanan yang sangat baik, namun harganya jauh lebih mahal per pon dan sering kali memerlukan proses penyelesaian khusus
- Baja karbon tetap terjangkau dan serba guna, tetapi umumnya memerlukan lapisan pelindung untuk mencegah korosi
Ketebalan material secara langsung memperbesar biaya-biaya ini. Bahan yang lebih tebal membutuhkan waktu pemotongan lebih lama, gaya lebih besar untuk ditekuk, serta waktu pengelasan yang lebih panjang—semua faktor tersebut berdampak pada peningkatan jam produksi dan harga yang lebih tinggi.
Kompleksitas Desain menciptakan pengganda biaya utama kedua. Komponen dengan beberapa lengkungan, lubang potong rumit, atau toleransi ketat memerlukan waktu pemrograman lebih lama, operasi persiapan tambahan, serta siklus inspeksi yang lebih sering. Perbedaan antara braket sederhana dengan dua lengkungan dan sebuah rangka (enclosure) dengan dua belas lengkungan, sisipan komponen (hardware inserts), serta perakitan las bisa sangat signifikan—bahkan ketika menggunakan bahan baku yang identik.
Berikut kerangka praktis untuk memahami bagaimana berbagai faktor penetapan harga fabrikasi logam lembaran memengaruhi laba bersih Anda:
| Faktor Biaya | Tingkat Dampak | Apa yang Mendorong Biaya Ini | Cara Mengoptimalkan |
|---|---|---|---|
| Jenis Bahan | Tinggi | Harga pasar bahan baku, spesifikasi paduan | Tentukan paduan standar; pertimbangkan alternatif dengan kinerja serupa |
| Ketebalan Material | Sedang-Tinggi | Kecepatan pemotongan, gaya pembentukan, waktu pengelasan | Gunakan ketebalan minimum yang memenuhi persyaratan struktural |
| Kompleksitas Geometris | Tinggi | Pemrograman, perubahan set-up, peralatan khusus | Sederhanakan desain; standarkan jari-jari lengkung dan ukuran lubang |
| Persyaratan Toleransi | Tinggi | Kecepatan pemesinan lebih lambat, inspeksi lebih sering, risiko pekerjaan ulang | Terapkan toleransi ketat hanya pada dimensi kritis |
| Penyelesaian Permukaan | Sedang | Langkah proses tambahan, bahan pelapis, waktu pengeringan | Tentukan penyelesaian permukaan hanya di tempat yang secara fungsional diperlukan |
| Operasi perakitan | Sedang-Tinggi | Jam tenaga kerja, biaya perangkat keras, titik inspeksi | Desain untuk perakitan yang disederhanakan; gunakan fitur penentu posisi otomatis |
| Persiapan dan pemrograman awal | Sedang | Konfigurasi awal mesin, persiapan peralatan | Desain keluarga komponen yang memiliki kebutuhan peralatan yang sama |
Perhatikan bahwa persyaratan toleransi memiliki peringkat dampak "Tinggi". Menurut para ahli manufaktur, semakin ketat toleransi, semakin tinggi pula biayanya—memenuhi persyaratan dimensi yang ketat memerlukan inspeksi lebih sering, kecepatan pemesinan lebih lambat, serta alat ukur canggih seperti mesin pengukur koordinat (CMM) dan sistem inspeksi berbasis laser.
Pertimbangan Volume dan Kompromi Waktu Tunggu
Jumlah produksi mengubah seluruh aspek penetapan harga fabrikasi presisi. Satu unit prototipe atau produksi dalam jumlah kecil akan menelan biaya jauh lebih tinggi per unit dibandingkan pesanan dalam jumlah besar, karena waktu persiapan dan pemrograman didistribusikan ke jumlah komponen yang lebih sedikit.
Pikirkan secara praktis: apakah Anda memesan 10 komponen atau 1.000 komponen, pabrik tetap harus memprogram laser, menyiapkan mesin bending (press brake), dan mengonfigurasi protokol inspeksi kualitas. Biaya tetap tersebut dibagi secara berbeda tergantung pada ukuran pesanan Anda:
- Jumlah prototipe (1-10 buah): Biaya persiapan mendominasi; harapkan harga per komponen tertinggi namun investasi total terendah
- Produksi volume rendah (50-500 unit): Biaya persiapan diamortisasi lebih menguntungkan; harga per komponen turun signifikan
- Produksi volume tinggi (1.000+ buah): Peningkatan efisiensi mencapai maksimum; penanganan otomatis dan nesting yang dioptimalkan mengurangi limbah serta tenaga kerja
Waktu tunggu (lead time) memperkenalkan dimensi biaya lain yang sering diremehkan banyak pembeli. Menurut spesialis estimasi fabrikasi , pesanan mendadak atau proyek yang memerlukan pengiriman dipercepat sering kali melibatkan lembur atau penyesuaian jadwal produksi—keduanya menambah biaya premi.
Hubungan antara waktu tunggu dan biaya menciptakan trade-off penting:
| Skenario Waktu Tunggu | Dampak Biaya | Waktu Penyelesaian Khas | Terbaik Untuk |
|---|---|---|---|
| Produksi Standar | Harga dasar | 2-4 minggu | Produksi terencana dengan permintaan yang dapat diprediksi |
| Pengiriman Cepat | Biaya premium berlaku | 1-2 minggu | Batas waktu kritis dengan fleksibilitas anggaran |
| Diprioritaskan/darurat | Premi yang signifikan | Dihitung dalam hari, bukan minggu | Darurat sejati di mana biaya menjadi prioritas kedua |
| Fleksibel/terjadwal | Potensi diskon | 4–6+ minggu | Pesanan tidak mendesak di mana waktu pemesanan dapat dinegosiasikan |
Seperti yang dicatat para spesialis lead time, semakin sederhana desain Anda dan semakin standar bahan yang Anda gunakan, semakin cepat suku cadang Anda tiba—dan kecepatan sering kali berarti lebih murah karena Anda menghindari biaya tambahan untuk pengerjaan mendesak.
Salah satu faktor biaya yang sering diabaikan? Pengiriman dan logistik. Menurut sumber industri, produksi mungkin selesai tepat waktu, tetapi pengiriman tetap dapat memengaruhi jadwal Anda. Logistik percepatan melalui perusahaan kurir prioritas mempersingkat waktu pengiriman, namun biasanya dengan biaya lebih tinggi. Untuk pesanan internasional, pertimbangkan untuk meminta pengiriman terpisah jika kecepatan lebih penting daripada meminimalkan biaya pengangkutan.
Pendekatan paling hemat biaya menggabungkan keputusan desain yang cerdas dengan perencanaan jadwal yang realistis. Berkolaborasilah sejak dini dengan mitra fabrikasi lembaran logam presisi Anda—yakni selama fase desain, bukan setelah gambar akhir disetujui. Para pembuat komponen berpengalaman mampu mengidentifikasi peluang optimasi biaya yang mungkin terlewat oleh Anda, mulai dari merekomendasikan ukuran lubang standar guna mengurangi pergantian peralatan hingga menyarankan alternatif bahan yang memberikan kinerja setara dengan biaya lebih rendah.
Dengan memahami faktor-faktor penetapan harga, Anda siap mengevaluasi penawaran secara cerdas serta mengadakan diskusi yang berbobot dengan mitra fabrikasi potensial mengenai sumber biaya—dan di mana Anda mungkin menemukan penghematan tanpa mengorbankan presisi yang dituntut oleh aplikasi Anda.
Mengambil Keputusan yang Tepat Mengenai Logam Lembaran Presisi
Anda telah mempelajari banyak hal—mulai dari pemahaman makna sebenarnya toleransi presisi, hingga evaluasi sertifikasi, prinsip-prinsip DFM (Design for Manufacturability), proses prototyping, dan faktor-faktor penentu biaya. Kini saatnya menyintesis wawasan-wawasan ini menjadi panduan yang dapat ditindaklanjuti guna membantu Anda maju dengan penuh keyakinan.
Baik Anda seorang spesifikator teknis yang membandingkan kemampuan fabrikasi maupun seorang pengambil keputusan bisnis yang mengevaluasi calon mitra rantai pasok, kriteria pemilihan logam lembaran presisi yang telah kami bahas memiliki benang merah yang sama: kemampuan yang terverifikasi lebih penting daripada klaim pemasaran.
Poin-Poin Penting untuk Proyek Presisi Anda Berikutnya
Sebelum meminta penawaran harga atau menjadwalkan tur fasilitas, ingatlah poin-poin evaluasi kritis berikut ini:
Perusahaan logam lembaran presisi terbaik menunjukkan tiga kualitas yang tidak dapat dinegosiasikan: sertifikasi yang sesuai dengan industri dan diverifikasi melalui dokumen terkini, kemampuan peralatan yang selaras dengan persyaratan toleransi spesifik Anda, serta dukungan teknik kolaboratif yang meningkatkan desain Anda sebelum produksi dimulai.
Berikut kerangka evaluasi mitra fabrikasi presisi versi ringkas Anda:
- Verifikasi sertifikasi secara aktif: Minta sertifikat terkini beserta tanggal kedaluwarsanya. ISO 9001 berlaku untuk aplikasi umum; AS9100 wajib dipenuhi untuk sektor dirgantara; IATF 16949 menunjukkan kesiapan dalam rantai pasok otomotif.
- Sesuaikan kemampuan dengan kebutuhan: Jangan membayar berlebihan untuk kemampuan yang tidak Anda butuhkan—namun jangan pula mengorbankan toleransi yang dituntut oleh aplikasi Anda.
- Evaluasi kolaborasi DFM: Mitra yang meningkatkan desain Anda selama tahap prototipe mencegah munculnya masalah produksi yang mahal di kemudian hari.
- Evaluasi kesiapsiagaan sejak dini: Seberapa cepat calon mitra merespons permintaan penawaran harga memprediksi cara mereka berkomunikasi selama tantangan produksi
- Pahami faktor penentu biaya: Pemilihan material, kompleksitas geometris, persyaratan toleransi, dan waktu pengerjaan semuanya memengaruhi harga—optimalisasi dilakukan di area-area yang memungkinkan fleksibilitas
Melangkah Maju dengan Percaya Diri
Langkah-langkah berikutnya Anda bergantung pada tahap perjalanan pembelian Anda saat ini. Jika Anda masih dalam proses menentukan spesifikasi kebutuhan, fokuslah pada penetapan spesifikasi toleransi dan pemilihan material—keputusan-keputusan ini akan berdampak pada setiap pilihan berikutnya. Jika Anda sedang aktif membandingkan pemasok, utamakan verifikasi sertifikasi dan mintalah contoh komponen untuk menunjukkan kemampuan presisi mereka.
Khusus untuk aplikasi otomotif, memilih mitra presisi yang tepat menjadi jauh lebih krusial. Seperti ditekankan oleh para spesialis stamping presisi, sertifikasi seperti IATF 16949 menunjukkan bahwa sebuah perusahaan fabrikasi memahami persyaratan khusus otomotif, termasuk pencegahan cacat, keterlacakan (traceability), serta protokol peningkatan berkelanjutan.
Pertimbangkan seperti apa mitra presisi ideal dalam praktiknya. Shaoyi (Ningbo) Teknologi Logam mewujudkan kriteria yang telah kami bahas sepanjang panduan ini: sertifikasi IATF 16949 untuk sasis otomotif, sistem suspensi, dan komponen struktural; prototipe cepat dalam waktu 5 hari yang mempercepat jadwal pengembangan Anda; dukungan DFM (Design for Manufacturability) menyeluruh yang mengidentifikasi masalah desain sebelum produksi; serta waktu balasan penawaran harga dalam 12 jam yang menjaga kelancaran proyek Anda. Kombinasi sistem mutu terverifikasi, layanan responsif, dan kolaborasi teknis ini mewakili secara tepat apa yang harus Anda cari dalam mitra presisi lembaran logam.
Lanskap fabrikasi presisi memberikan keuntungan bagi pembeli yang berpengetahuan. Dengan kerangka evaluasi, pengetahuan DFM, serta pemahaman biaya yang telah Anda peroleh di sini, Anda siap memilih mitra yang mampu memberikan kualitas konsisten—bukan hanya pada pesanan pertama, tetapi juga selama bertahun-tahun kolaborasi produksi.
Pertanyaan yang Sering Diajukan Mengenai Perusahaan Lembaran Logam Presisi
1. Apa itu fabrikasi logam lebaran presisi?
Fabrikasi logam lembaran presisi adalah proses pembuatan komponen dan bagian logam lembaran dengan standar akurasi yang sangat tinggi, biasanya mempertahankan toleransi antara ±0,005 inci hingga ±0,010 inci (±0,13 mm hingga ±0,25 mm). Proses ini melibatkan peralatan khusus seperti sistem laser serat, mesin bending CNC dengan teknologi koreksi sudut, serta mesin pengukur koordinat (CMM) untuk inspeksi. Industri yang memerlukan spesifikasi tepat—seperti dirgantara, perangkat medis, dan otomotif—mengandalkan fabrikasi presisi karena kegagalan komponen akibat ketidakakuratan dimensi dapat menyebabkan masalah perakitan, penarikan kembali produk, serta masalah keselamatan.
2. Siapa fabrikator terbaik di dunia?
Fabrikator terbaik bergantung pada kebutuhan aplikasi spesifik Anda, sertifikasi industri yang diperlukan, serta toleransi presisi yang dibutuhkan. Untuk aplikasi otomotif, carilah mitra bersertifikat IATF 16949 seperti Shaoyi (Ningbo) Metal Technology, yang menawarkan prototipe cepat dalam waktu 5 hari, dukungan komprehensif untuk DFM (Design for Manufacturability), serta waktu balasan penawaran harga dalam 12 jam untuk komponen sasis, suspensi, dan struktural. Untuk pekerjaan dirgantara, sertifikasi AS9100 merupakan syarat mutlak. Evaluasi calon mitra berdasarkan kemampuan peralatan mereka, sistem kualitas, keahlian bahan, serta ketanggapannya—bukan berdasarkan peringkat umum.
3. Berapa biaya pemasangan lembaran logam?
Biaya fabrikasi logam lembaran presisi bervariasi secara signifikan tergantung pada beberapa faktor: jenis dan ketebalan bahan, kompleksitas geometris, persyaratan toleransi, kebutuhan finishing permukaan, serta volume pesanan. Meskipun proyek sederhana mungkin hanya berharga beberapa ratus dolar, komponen presisi yang kompleks dengan toleransi ketat dapat mencapai ribuan dolar. Biaya penyiapan dan pemrograman relatif tetap, terlepas dari jumlah unit, sehingga biaya per unit jauh lebih tinggi untuk prototipe dibandingkan produksi massal. Untuk mengoptimalkan biaya, tentukan toleransi ketat hanya pada dimensi kritis, gunakan ukuran lubang dan jari-jari tekuk standar, serta rencanakan waktu pengerjaan yang realistis guna menghindari biaya tambahan akibat pengerjaan mendesak.
4. Sertifikasi apa saja yang seharusnya dimiliki perusahaan fabrikasi logam lembaran presisi?
Sertifikasi yang diperlukan bergantung pada industri Anda. ISO 9001 berfungsi sebagai fondasi untuk aplikasi komersial umum, yang menunjukkan adanya sistem manajemen mutu yang terdokumentasi. AS9100 memperluas persyaratan ISO untuk aplikasi dirgantara, penerbangan, dan pertahanan, di mana manufaktur kritis keselamatan bersifat wajib. IATF 16949 menunjukkan kesiapan dalam rantai pasok otomotif dengan penekanan pada pencegahan cacat dan peningkatan berkelanjutan. ISO 13485 mengatur kepatuhan regulasi perangkat medis. Selalu minta sertifikat terkini beserta tanggal kedaluwarsanya, karena sertifikasi memerlukan audit tiga tahunan guna mempertahankan masa berlakunya.
5. Bagaimana cara memilih mitra logam lembaran presisi yang tepat?
Mulailah dengan memverifikasi sertifikasi yang sesuai dengan industri guna memastikan kesesuaian dengan kebutuhan aplikasi Anda. Evaluasi kemampuan peralatan berdasarkan kebutuhan toleransi spesifik dan jenis material Anda. Tinjau dukungan mereka terhadap Desain untuk Manufaktur (DFM) selama tahap desain—mitra yang meningkatkan desain sebelum produksi dapat mencegah masalah mahal di kemudian hari. Periksa ketanggapan mereka selama proses penawaran sebagai indikator kualitas komunikasi di masa depan. Minta contoh suku cadang atau referensi dari pelanggan yang memiliki persyaratan presisi serupa. Pertimbangkan kemampuan prototipe mereka jika Anda memerlukan iterasi cepat, serta pastikan sistem kualitas mereka mencakup pelacakan bahan dan pengendalian proses statistik untuk dimensi kritis.