 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Lengan Kontrol Baja Stamping dengan Pelapisan Serbuk: Panduan Penting

TL;DR
Pelapisan bubuk pada lengan kontrol baja stamping merupakan metode yang sangat baik untuk mendapatkan hasil akhir yang sangat tahan lama dan tahan korosi, melebihi cat konvensional. Namun, proses ini tidaklah sederhana. Sangat penting untuk membongkar seluruh bagian lengan, melepas semua joint bola dan busing sebelum pelapisan. Komponen-komponen ini tidak dapat menahan suhu tinggi saat pematangan sekitar 400°F (200°C) dan akan rusak, menyebabkan kegagalan komponen.
Mengapa Melapisi Lengan Kontrol Baja Stamping dengan Powder Coating?
Saat melakukan restorasi atau peningkatan suspensi kendaraan, lapisan pada komponen seperti lengan kontrol bukan hanya soal estetika. Powder coating adalah proses pelapisan di mana serbuk kering yang mengalir bebas diterapkan secara elektrostatik ke bagian logam, kemudian dipadatkan dengan panas. Metode ini menghasilkan lapisan keras yang jauh lebih kuat dan tahan lama dibandingkan cat konvensional, sehingga sangat ideal untuk komponen otomotif yang mengalami keausan tinggi dan terpapar kondisi jalan yang keras.
Manfaat yang terlihat pada suku cadang aftermarket berkualitas tinggi, sering dijelaskan dengan istilah seperti "lapisan bubuk hitam mengilap dua tahap," mencakup ketahanan unggul terhadap lecet, goresan, bahan kimia, dan karat. Ketahanan ini memastikan bahwa komponen tidak hanya tetap tampak baik dalam waktu lebih lama, tetapi juga lebih terlindungi dari korosi yang dapat merusak integritas strukturalnya seiring waktu. Baja stamping merupakan material umum untuk lengan kontrol peralatan asli (OEM) karena keseimbangan kekuatan dan efisiensi biaya produksinya. Meskipun material seperti baja tempa menawarkan ketahanan kelelahan yang lebih baik dan aluminium memberikan pengurangan berat, baja stamping tetap menjadi pilihan yang kuat dan andal untuk sebagian besar aplikasi, menjadikannya kandidat ideal untuk perlindungan tambahan dari lapisan bubuk. Shaoyi (Ningbo) Metal Technology Co., Ltd. , yang menyediakan suku cadang stamping otomotif canggih mulai dari prototipe hingga produksi massal.
Untuk memahami keunggulan tersebut, pertimbangkan perbandingan ini antara pelapisan bubuk dan pengecatan tradisional untuk komponen suspensi:
| Fitur | Pelapisan bubuk | Cat Tradisional (Semprot/Kuas) |
|---|---|---|
| Daya tahan | Tahan sangat baik terhadap benturan, goresan, dan abrasi. | Rentan terhadap kerusakan dan goresan akibat serpihan jalan. |
| Ketahanan terhadap Korosi | Membentuk lapisan tebal yang tidak berpori dan sangat efektif mencegah karat. | Baik, tetapi dapat gagal jika lapisan cat rusak. |
| Resistensi kimia | Sangat tahan terhadap cairan rem, bensin, dan bahan kimia otomotif lainnya. | Dapat rusak atau terkelupas akibat bahan kimia keras. |
| Kualitas Akhir | Hasil akhir yang seragam, tebal, dan konsisten tanpa tetesan atau aliran. | Kualitas sangat tergantung pada keterampilan; rentan terhadap tetesan dan lapisan yang tidak rata. |
| Dampak Lingkungan | Tidak mengandung pelarut dan melepaskan senyawa organik yang mudah menguap (VOC) dalam jumlah sangat kecil. | Melepaskan VOC ke atmosfer. |
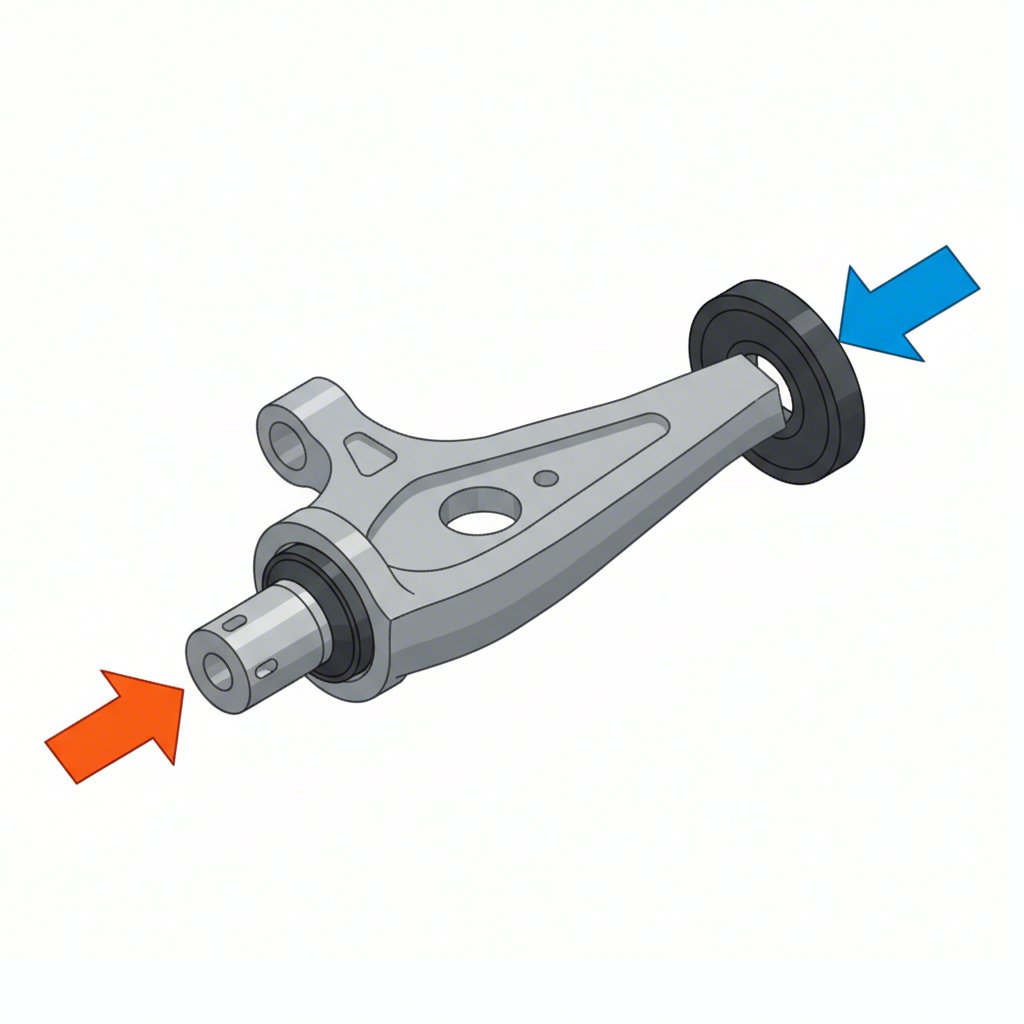
Tantangan Kritis: Menangani Ball Joint dan Bushing
Aspek yang paling penting dan menantang dalam proses pelapisan bubuk pada lengan kontrol adalah penanganan komponen terintegrasi. Seperti yang sering ditanyakan oleh pengguna forum, apa yang harus dilakukan ketika ball joint dipres atau bahkan dilas masuk? Jawabannya tegas: semua ball joint, bushing, dan komponen non-logam harus dilepas sepenuhnya sebelum lengan dimasukkan ke dalam oven pemanas. Suhu tinggi akan melelehkan bushing karet dan polyurethane serta merusak segel dan gemuk di dalam setiap ball joint.
Metode pelepasan sepenuhnya tergantung pada cara pemasangan komponen tersebut:
- Bushing yang Dapat Dilepas: Kebanyakan bantalan karet atau poliuretan ditekan masuk ke lengan kontrol. Bantalan ini dapat dilepas menggunakan mesin press hidrolik atau, dalam beberapa kasus, dibakar dengan hati-hati. Setelah pelapisan, komponen baru, seperti bantalan poliuretan dan selongsong remuk yang disebutkan dalam kit dari Cognito Motorsports , harus ditekan kembali masuk.
- Bantalan Bola yang Ditekan: Seperti yang disebutkan oleh pengguna di Reddit, banyak lengan kontrol atas dilengkapi bantalan bola yang ditekan ke lengan itu sendiri. Pelepasannya memerlukan mesin press hidrolik berat. Mencoba melepasnya dengan palu dapat merusak lengan kontrol. Setelah pelapisan, bantalan bola baru harus ditekan kembali masuk, sehingga ini merupakan waktu yang tepat untuk 'Penggantian Bantalan Bola Lengan Kontrol Atas'.
- Bantalan Bola yang Dilas: Ini adalah skenario paling sulit, yang sering ditemukan pada kendaraan lama. Seperti yang dibahas di Facebook, jika ball joint dilas, tidak bisa dilepas begitu saja dengan penekanan. Proses ini memerlukan pemotongan ball joint lama, pengamplasan area tersebut hingga rata, kemudian pembuatan dan pengelasan ball joint baru ke tempatnya. Ini merupakan prosedur tingkat lanjut yang membutuhkan keterampilan fabrikasi dan pengelasan yang signifikan.
Tingkat kesulitan dan alat yang dibutuhkan sangat berbeda antar jenis ini:
| Tipe Komponen | Tingkat Kesulitan | Alat Utama yang Dibutuhkan |
|---|---|---|
| Bushing yang Dapat Dilepas | Sedang | Press Hidrolik, Kit Pengunci Bearing/Bushing |
| Ball Joint Tekan | Keras | Press Hidrolik Tugas Berat, Sleeve Press yang Sesuai |
| Ball Joint Las | Ahli | Gerinda Sudut, Mesin Las, Alat Fabrikasi Logam |
Panduan Langkah demi Langkah untuk Pelapisan Bubuk Lengan Kontrol (Setelah Dibongkar)
Setelah lengan kontrol Anda benar-benar terbuat dari logam polos, tanpa sambungan dan bantalan, proses pelapisan bubuk dapat dimulai. Mengikuti langkah-langkah ini dengan cermat sangat penting untuk mendapatkan hasil akhir yang berkualitas profesional dan tahan lama.
- Persiapan Secara Menyeluruh: Ini adalah tahap paling kritis untuk daya rekat. Lengan kontrol harus dibuat hingga ke logam polos. Hal ini biasanya dilakukan melalui peledakan media (seperti sandblasting atau bead blasting) untuk menghilangkan semua karat, kerak, dan lapisan lama. Sisa kotoran apa pun akan mencegah bubuk menempel dengan sempurna. Setelah proses peledakan, bagian tersebut harus didegrel dengan pelarut untuk menghilangkan minyak atau bekas sidik jari.
- Menutup Permukaan Kritis: Sebelum mengaplikasikan bubuk, Anda harus menutup area-area yang tidak boleh dilapisi. Ini termasuk permukaan bagian dalam tempat bushing ditekan, lubang tirus untuk batang ball joint, dan semua lubang berulir. Lakban tahan panas dan sumbat silikon dirancang khusus untuk tujuan ini.
- Aplikasi Bubuk: Lengan kontrol digantung dari kait logam untuk memastikan bahwa lengan tersebut terhubung ke tanah. Senapan semprot elektrostatik khusus memberikan muatan listrik negatif pada partikel bubuk. Karena lengan kontrol terhubung ke tanah, bubuk bermuatan tersebut tertarik ke permukaannya dan menempel, membentuk lapisan yang seragam.
- Pengeringan dalam Oven: Bagian yang telah dilapisi dipindahkan dengan hati-hati ke oven pengering khusus. Suhunya dinaikkan hingga suhu tertentu (biasanya sekitar 400°F atau 200°C) selama waktu tertentu. Panas akan melelehkan bubuk, memungkinkannya menyatu dan membentuk lapisan halus yang kontinu, lalu mengeras menjadi lapisan akhir yang kuat dan tahan lama.
Untuk proyek yang berhasil, Anda memerlukan daftar peralatan penting:
- Perlengkapan Keselamatan: Respirator, kacamata pengaman, sarung tangan.
- Alat Persiapan: Akses ke kabinet sandblasting atau layanan sandblasting, pelarut pembersih minyak.
- Perlengkapan Masking: Selotip tahan panas, sumbat silikon.
- Peralatan Pelapisan: Senjata pelapis bubuk elektrostatik, bubuk pilihan Anda (misalnya, hitam semi-mengilap), sumber udara tekan dengan filter/pengering.
- Peralatan Pengawetan: Oven listrik khusus yang cukup besar untuk menampung komponen (JANGAN gunakan oven dapur).
Layanan DIY vs. Profesional: Perincian Biaya dan Upaya
Setelah memahami prosesnya, keputusan akhir adalah apakah akan mengerjakan sendiri atau menyewa profesional. Pilihan ini tergantung pada anggaran, waktu, peralatan yang tersedia, dan kualitas yang diinginkan. Pendekatan DIY memberikan kepuasan belajar keterampilan baru, tetapi investasi awal dan kurva pembelajaran bisa cukup tinggi. Layanan profesional memberikan hasil berkualitas tinggi yang terjamin tanpa repot.
Berikut ini rincian untuk membantu Anda membandingkan kedua pilihan tersebut:
| Faktor | Pendekatan DIY | Layanan Profesional |
|---|---|---|
| Biaya Awal | Investasi awal yang tinggi untuk senapan pelapis bubuk, oven khusus, dan peralatan keselamatan ($500 - $1000+). | Tidak ada biaya peralatan. Anda hanya membayar biaya jasa. |
| Biaya per Pekerjaan | Rendah, hanya biaya bubuk dan bahan habis pakai setelah investasi awal. | Sedang, biasanya $150 - $300 untuk sepasang lengan kontrol (termasuk persiapan). |
| Keterampilan & Usaha | Membutuhkan riset, latihan, dan persiapan yang cermat. Pembongkaran/pemasangan kembali tetap menjadi tanggung jawab Anda. | Usaha minimal. Anda menyerahkan bagian-bagian yang dibongkar dan mengambil produk jadi. |
| Kualitas Hasil | Bervariasi. Dapat sangat baik dengan latihan, tetapi hasil awal mungkin tidak rata atau kurang tahan lama. | Hasil akhir konsisten berkualitas tinggi dan profesional dengan daya tahan maksimal. |
| Komitmen Waktu | Waktu signifikan diperlukan untuk persiapan, pelapisan, pengeringan, dan pembersihan. | Waktu penyelesaian cepat, sering kali dalam beberapa hari. |
Jika Anda memilih tenaga profesional, pastikan untuk mengevaluasi kualitasnya. Tanyakan kepada mereka tentang proses yang digunakan untuk memastikan langkah-langkah persiapan penting dilakukan dengan benar. Pertanyaan utama meliputi:
- Apa proses peledakan media dan pelapisan kimia yang Anda gunakan?
- Bagaimana Anda melakukan perisai pada area-area penting seperti selubung bantalan dan taper joint bola?
- Merek dan jenis bubuk apa yang Anda gunakan untuk komponen sasis?
Pertanyaan yang Sering Diajukan
1. Apa perbedaan antara lengan kontrol stamped dan forged?
Lengan kontrol stamping dibuat dengan menekan lembaran baja ke dalam cetakan, sering kali terdiri dari dua bagian yang dilas bersama. Lengan kontrol tempa dibuat dengan memanaskan logam dan menekannya ke dalam cetakan, yang menyelaraskan struktur butiran internal logam, menghasilkan kekuatan dan ketahanan terhadap kelelahan yang lebih baik dibandingkan komponen stamping atau cor.
2. Logam apa yang terbaik untuk lengan kontrol?
Logam "terbaik" tergantung pada aplikasinya. Untuk kendaraan berat atau aplikasi performa dengan tekanan tinggi, kekuatan alami dan daya tahan baja sering kali menjadi pilihan terbaik. Baja mampu menahan beban berat dan lebih hemat biaya. Aluminium lebih ringan, yang mengurangi bobot tak tersuspensi sehingga meningkatkan kemampuan manuver, tetapi biasanya lebih mahal.
3. Apakah lengan kontrol baja stamping bersifat magnetis?
Ya, lengan kontrol baja stamped bersifat magnetis. Cara sederhana untuk membedakan antara komponen suspensi baja dan aluminium adalah dengan menggunakan magnet. Jika magnet menempel kuat, komponen tersebut terbuat dari baja (baik stamped maupun besi cor). Jika tidak menempel, maka komponennya terbuat dari aluminium.