 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Bahan untuk Stamping Logam Otomotif: Panduan bagi Insinyur
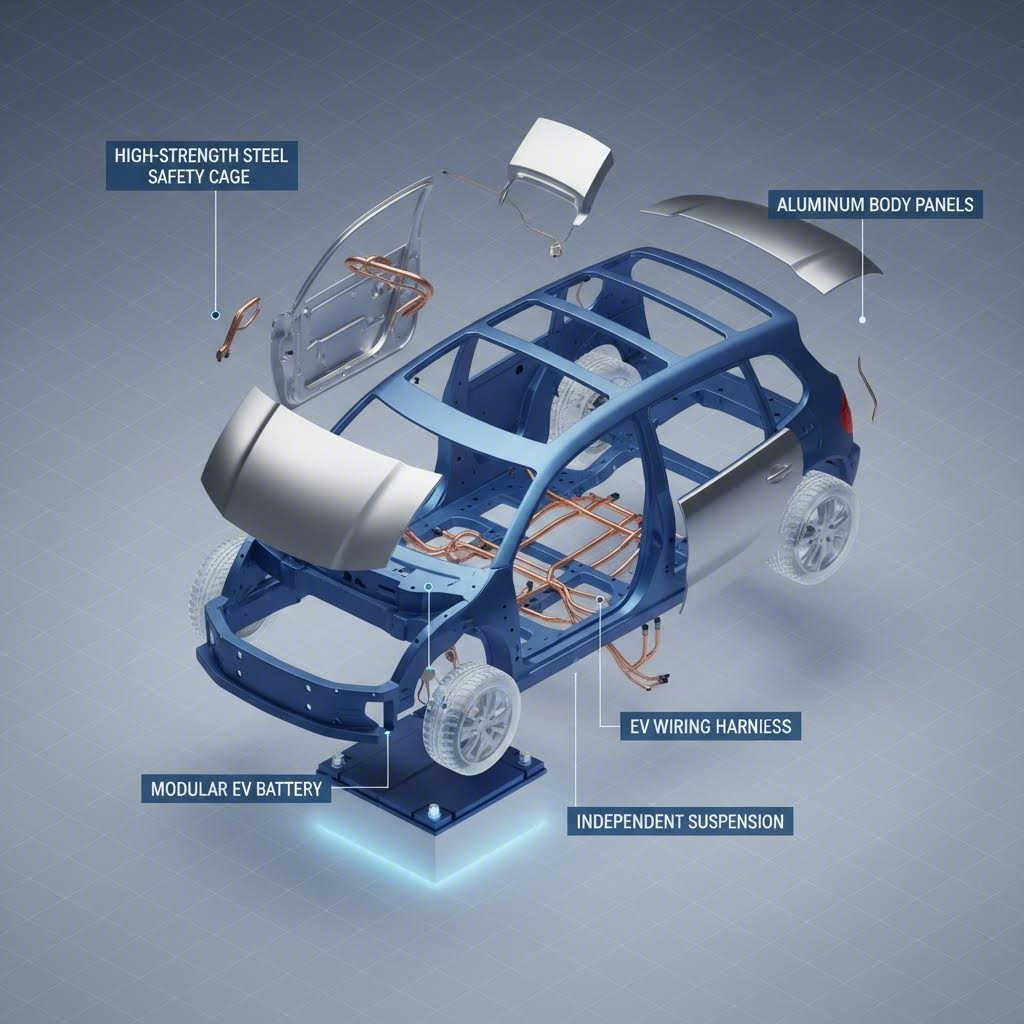
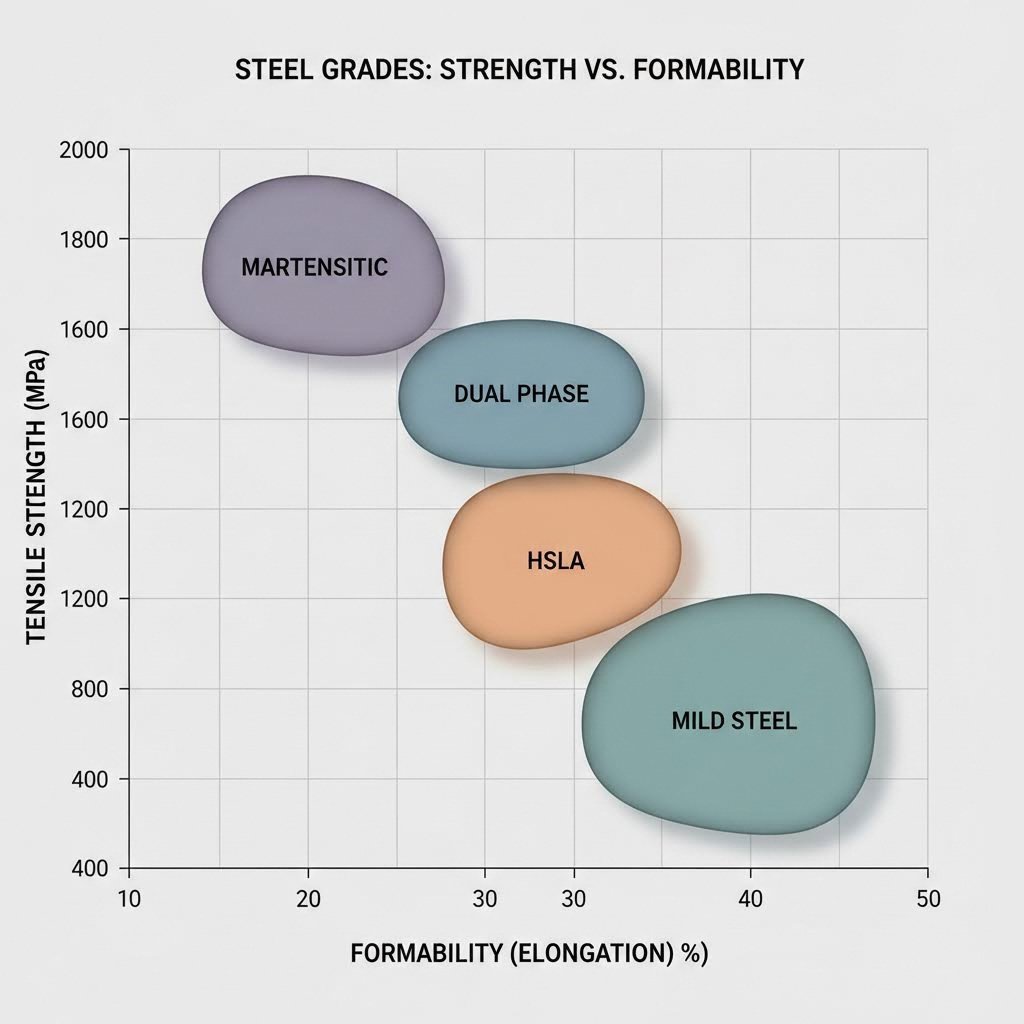
<h2>INTISARI</h2><p>Pengecoran logam otomotif terutama mengandalkan tiga keluarga material: <strong>Baja</strong> (Baja Kekuatan Tinggi Lanjutan dan HSLA) untuk integritas struktural dan keselamatan tabrakan, <strong>Aluminium</strong> (seri 5xxx dan 6xxx) untuk panel bodi ringan, serta <strong>Tembaga</strong> untuk komponen elektrifikasi EV. Pemilihan material bergantung pada keseimbangan dari "Segitiga Besi" dalam manufaktur: kekuatan tarik, pengurangan berat, dan efisiensi biaya. Untuk aplikasi modern, insinyur semakin beralih ke baja Martensitik dan Dual-Fase untuk komponen kritis keselamatan, sementara menyisihkan paduan khusus seperti Tembaga Berilium untuk konektor listrik berkinerja tinggi.</p><h2>Paduan Baja: Fondasi Struktural dalam Pengecoran Otomotif</h2><p>Meskipun ada dorongan untuk peringanan, baja tetap menjadi material dominan dalam manufaktur otomotif karena rasio kekuatan-terhadap-biaya yang tak tertandingi serta kemampuan bentuknya. Namun, industri telah melampaui baja lunak dasar. Operasi pengecoran saat ini menggunakan hierarki canggih dari paduan yang dirancang untuk memenuhi standar keselamatan tabrakan yang ketat tanpa menambah massa berlebih.</p><h3>Dari Baja Lunak hingga HSLA</h3><p>Kelas Baja Karbon Rendah (Baja Lunak), seperti 1008 dan 1010, merupakan pekerja tradisional untuk komponen non-kritis seperti pelat lantai dan penutup dekoratif. Baja ini menawarkan daktilitas sangat baik dan mudah dibentuk dingin, namun tidak memiliki kekuatan luluh yang dibutuhkan untuk kerangka keselamatan modern. <strong>Baja Kekuatan Tinggi Rendah Paduan (HSLA)</strong> mengatasi kekurangan ini. Dengan menambahkan sedikit vanadium, niobium, atau titanium, baja HSLA mencapai kekuatan luluh hingga 80 ksi (550 MPa) sambil mempertahankan kemampuan las. Baja ini umumnya dicetak menjadi komponen sasis, batang silang, dan penguat suspensi di mana kekakuan struktural sangat penting.</p><h3>Baja Kekuatan Tinggi Lanjutan (AHSS)</h3><p>Untuk zona keselamatan kritis seperti tiang A, tiang B, dan panel rocker, insinyur menggunakan <a href="https://www.arandatooling.com/blog/guide-to-materials-used-in-metal-stamping/">Baja Kekuatan Tinggi Lanjutan (AHSS)</a>. Baja multiphase ini direkayasa pada level mikrostruktur untuk memberikan kekuatan ekstrem:</p><ul><li><strong>Baja Dual-Fase (DP):</strong> Terdiri dari matriks ferit lunak untuk kemampuan bentuk dan pulau martensit keras untuk kekuatan, baja DP (misalnya DP590, DP980) sangat ideal untuk zona tabrakan yang membutuhkan penyerapan energi.</li><li><strong>Plastisitas yang Diinduksi Transformasi (TRIP):</strong> Menawarkan kemampuan bentuk unggul untuk tingkat kekuatannya, menjadikannya cocok untuk bentuk kompleks yang membutuhkan penyerapan energi tinggi selama tabrakan.</li><li><strong>Baja Martensitik (MS):</strong> Yang paling keras dari kelompok AHSS, digunakan untuk ketahanan penetrasi pada balok benturan samping dan bumper. Pengecoran baja MS sering membutuhkan proses "Hot Stamping" khusus untuk mencegah retak dan springback.</li></ul><h2>Paduan Aluminium: Juara Peringanan</h2><p>Saat regulasi emisi semakin ketat dan kecemasan jangkauan EV masih ada, aluminium telah menjadi standar untuk pengurangan berat ("peringanan"). Mengganti panel bodi baja dengan aluminium dapat mengurangi berat komponen hingga 40%, secara langsung meningkatkan efisiensi bahan bakar dan jangkauan baterai. Namun, pengecoran aluminium menimbulkan tantangan seperti peningkatan <strong>springback</strong>—kecenderungan logam kembali ke bentuk aslinya setelah pembentukan.</p><h3>Seri 5xxx vs. Seri 6xxx</h3><p>Pengecoran otomotif sebagian besar menggunakan dua keluarga aluminium tertentu:</p><table><thead><tr><th>Seri</th><th>Kelas Umum</th><th>Karakteristik</th><th>Aplikasi Umum</th></tr></thead><tbody><tr><td><strong>5xxx (Magnesium)</strong></td><td>5052, 5182</td><td>Tidak dapat diperkeras dengan perlakuan panas, ketahanan korosi tinggi, kemampuan bentuk baik. Mengeras melalui kerja dingin.</td><td>Panel bodi bagian dalam, komponen sasis, tangki bahan bakar, perisai panas.</td></tr><tr><td><strong>6xxx (Magnesium + Silikon)</strong></td><td>6061, 6016</td><td>Dapat diperkeras dengan perlakuan panas, kekuatan lebih tinggi. Dapat dikeraskan setelah pengecoran (selama proses pemanggangan cat).</td><td>Panel bodi luar (kap mesin, pintu, atap), tiang struktural, enclosure baterai EV.</td></tr></tbody></table><p>Menurut <a href="https://www.wiegel.com/materials/">panduan material industri</a>, seri 6xxx sangat bernilai untuk kulit eksterior karena dapat dibentuk dalam temperamen T4 tetapi mengeras menjadi temperamen T6 yang lebih kuat selama siklus pemanggangan cat, menambah ketahanan terhadap penyok pada kendaraan jadi.</p><h2>Tembaga dan Logam Khusus: Revolusi EV</h2><p>Elektrifikasi powertrain telah menggeser permintaan material ke arah logam konduktivitas tinggi. Sementara mesin pembakaran internal fokus pada ketahanan termal, Kendaraan Listrik (EV) mengutamakan efisiensi listrik.</p><h3>Tembaga untuk Konektivitas</h3><p>Tembaga sangat penting untuk busbar, terminal, dan rangka lead. <strong>Tembaga Bebas Oksigen (C101/C102)</strong> dan <strong>Tembaga Electrolytic Tough Pitch (ETP) (C110)</strong> merupakan tolok ukur konduktivitas. Untuk komponen yang membutuhkan konduktivitas dan sifat pegas mekanis—seperti pemutus baterai dan konektor tegangan tinggi—<strong>Tembaga Berilium</strong> adalah pilihan utama meskipun harganya lebih mahal. Material ini menawarkan kekuatan baja dengan sifat konduktif jauh lebih unggul dibanding kuningan atau perunggu.</p><h3>Paduan Eksotis untuk Lingkungan Ekstrem</h3><p>Di luar "Tiga Besar" (Baja, Aluminium, Tembaga), aplikasi khusus menggunakan paduan eksotis:</p><ul><li><strong>Titanium:</strong> Digunakan dalam sistem knalpot dan pegas katup untuk kendaraan berperforma tinggi karena ketahanan panas dan rasio kekuatan-terhadap-kerapatan yang tinggi.</li><li><strong>Inconel & Hastelloy:</strong> Superaloi berbasis nikel ini tahan terhadap panas dan korosi ekstrem, menjadikannya penting untuk komponen turbocharger dan gasket pada mesin berdaya tinggi.</li></ul><h2>Pemilihan Strategis: Menyeimbangkan Performa dan Biaya</h2><p>Memilih material yang tepat untuk pengecoran logam otomotif merupakan pertimbangan rumit antara faktor-faktor "Segitiga Besi": <strong>Performa (Berat/Kekuatan)</strong>, <strong>Kemampuan Bentuk</strong>, dan <strong>Biaya</strong>.</p><h3>Trade-off Biaya-Berat</h3><p>Meskipun aluminium menawarkan penghematan berat yang signifikan, harganya bisa mencapai tiga kali lipat dari baja lunak. Oleh karena itu, tim pengadaan sering menyimpan aluminium untuk area permukaan besar di mana penghematan berat dimaksimalkan (kap mesin, atap), sementara tetap menggunakan AHSS untuk kerangka keselamatan agar biaya tetap terkendali. <a href="https://americanindust.com/blog/material-selection-for-progressive-stamping-factors-and-trade-offs/">Faktor pemilihan material</a> juga mencakup biaya perkakas; pengecoran AHSS membutuhkan die karbida dan press bertonnase lebih tinggi, yang meningkatkan investasi awal perkakas dibandingkan baja lunak.</p><h3>Berkolaborasi untuk Keberhasilan Produksi</h3><p>Kompleksitas material modern—dari aluminium yang rentan springback hingga baja Martensitik ultra-keras—membutuhkan mitra manufaktur dengan kemampuan metalurgi canggih. Baik memvalidasi prototipe enclosure baterai EV baru maupun meningkatkan produksi balok struktural HSLA, peralatan pengecor harus sesuai dengan tuntutan material tersebut. Bagi OEM yang mencari jembatan antara prototyping cepat dan produksi massal, <a href="https://www.shao-yi.com/auto-stamping-parts/">Shaoyi Metal Technology</a> menawarkan layanan pengecoran bersertifikasi IATF 16949, menggunakan press hingga 600 ton untuk menangani paduan otomotif kompleks dengan presisi.</p><h2>Kesimpulan</h2><p>Era penggunaan satu jenis baja lunak untuk seluruh bodi kendaraan telah berakhir. Pengecoran logam otomotif modern adalah disiplin multi-material yang menuntut pemahaman mendalam tentang metalurgi. Dengan penerapan strategis AHSS untuk keselamatan, aluminium untuk efisiensi, dan tembaga untuk elektrifikasi, insinyur dapat mengoptimalkan kendaraan untuk generasi mobilitas berikutnya. Kuncinya terletak pada kolaborasi dini dengan mitra pengecoran yang memahami perilaku pembentukan unik dari material canggih ini.</p><section><h2>Pertanyaan Umum</h2><h3>1. Apa material terbaik untuk pengecoran logam otomotif?</h3><p>Tidak ada satu pun material yang "terbaik"; pilihan tergantung pada fungsi komponen. Baja Kekuatan Tinggi Lanjutan (AHSS) paling baik untuk komponen struktural keselamatan karena kekuatan luluhnya yang tinggi. Aluminium (seri 5xxx/6xxx) paling baik untuk panel bodi guna mengurangi berat. Tembaga sangat penting untuk komponen listrik pada EV karena konduktivitasnya.</p><h3>2. Mengapa aluminium lebih sulit dicetak dibanding baja?</h3><p>Aluminium memiliki tingkat "springback" yang lebih tinggi dibanding baja lunak, artinya cenderung kembali ke bentuk aslinya setelah press pengecoran dilepas. Hal ini membutuhkan desain die yang canggih dan perangkat lunak simulasi agar material dibengkokkan secara tepat sehingga relaksasi menghasilkan toleransi akhir yang benar. Aluminium juga lebih rentan retak jika radius lengkungan terlalu tajam.</p><h3>3. Apa perbedaan antara HSLA dan AHSS?</h3><p>Baja Kekuatan Tinggi Rendah Paduan (HSLA) mendapatkan kekuatannya dari elemen paduan mikro seperti vanadium dan biasanya digunakan untuk komponen sasis. Baja Kekuatan Tinggi Lanjutan (AHSS) menggunakan mikrostruktur multiphase yang kompleks (seperti Dual-Fase atau TRIP) untuk mencapai rasio kekuatan-terhadap-berat yang jauh lebih tinggi, menjadikannya lebih unggul untuk zona keselamatan kritis tabrakan.</p></section>