 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Teknik Inspeksi Utama untuk Integritas Die Otomotif

TL;DR
Inspeksi efektif terhadap cetakan otomotif memerlukan strategi komprehensif yang menggabungkan berbagai teknik. Proses ini mencakup metode dasar secara manual seperti pemeriksaan visual dan sentuhan, hingga metrologi tingkat presisi tinggi menggunakan Mesin Pengukur Koordinat (CMM) dan pemindaian 3D untuk akurasi dimensi absolut. Selain itu, Pengujian Tanpa Merusak (NDT) sangat penting untuk menilai integritas material internal cetakan tanpa menyebabkan kerusakan, guna menjamin kualitas maupun umur pakai.
Metode Inspeksi Dasar: Teknik Manual dan Visual
Garis pertahanan pertama dalam kontrol kualitas die otomotif terletak pada teknik inspeksi manual dan visual yang mendasar. Metode ini hemat biaya, cepat, dan berfungsi sebagai pemeriksaan awal yang penting sebelum menggunakan teknologi yang lebih kompleks. Inspeksi visual merupakan metode paling langsung, digunakan untuk mengidentifikasi cacat makroskopis dan setiap ketidaknormalan yang jelas pada komponen stamping atau die itu sendiri. Metode ini mengandalkan pengamatan terlatih dari seorang inspektur untuk mendeteksi masalah yang dapat memengaruhi kualitas produk akhir.
Beranjak dari pemeriksaan visual dasar, beberapa metode taktil dan pemeriksaan visual lanjutan memberikan wawasan yang lebih mendalam. 'Uji sentuh' melibatkan inspektur berpengalaman yang mengenakan sarung tangan khusus dan meraba permukaan die untuk mendeteksi cacat halus yang mungkin tidak langsung terlihat. Untuk menemukan lubang kecil atau riak, 'inspeksi dengan pelapisan minyak' sangat efektif; lapisan tipis dan rata dari minyak diterapkan pada permukaan die dan diperiksa di bawah cahaya terang, yang akan menonjolkan cacat-cacat kecil. Teknik lainnya adalah memoles permukaan dengan kain kasa fleksibel atau batu asah, yang dapat mengungkap lubang, lekukan, dan ketidakteraturan permukaan lainnya yang sulit terlihat, dengan mengamati bagaimana material bereaksi terhadap aksi pengikisan.
Rutinitas inspeksi visual standar merupakan komponen penting dalam perawatan die. Sebelum setiap proses produksi, pemeriksaan menyeluruh harus dilakukan di lingkungan yang cukup terang, sering kali dengan alat pembesar, untuk memastikan die bebas dari kontaminan dan kerusakan. Titik pemeriksaan utama meliputi pemeriksaan seluruh permukaan untuk retakan, chip, atau perubahan warna, serta memperhatikan secara cermat permukaan dan tepi kerja untuk mengetahui tanda-tanda keausan atau pembulatan, yang sering disebut mushrooming. Pendekatan proaktif ini membantu mendeteksi potensi masalah sejak dini, mencegah waktu henti produksi yang mahal, serta memastikan kualitas bagian yang konsisten.
| Teknik | Tujuan utama | Cacat Utama yang Terdeteksi | Keterbatasan |
|---|---|---|---|
| Pemeriksaan visual | Identifikasi cacat yang jelas dan makroskopis | Retakan, perubahan warna, korosi, penumpukan | Tidak dapat mendeteksi cacat internal atau mikroskopis; bergantung pada keterampilan pemeriksa |
| Tes Sentuhan | Deteksi ketidaksempurnaan permukaan yang halus | Denting kecil, permukaan tidak rata | Sangat bergantung pada pengalaman dan kepekaan pemeriksa |
| Inspeksi Lapisan Oli | Menyoroti cacat permukaan yang sangat kecil | Tusukan kecil, riak, lekukan dangkal | Membutuhkan permukaan yang bersih dan pencahayaan yang memadai agar efektif |
| Pemolesan Dengan Batu Asah/Kain Gauze | Mengungkap lubang dan lekukan | Lubang, lekukan, kekasaran permukaan | Dapat bersifat abrasif; harus digunakan dengan hati-hati agar tidak mengubah permukaan die |
Metrologi Presisi Tinggi: CMM dan Pemindaian 3D
Untuk industri seperti manufaktur otomotif di mana presisi mutlak diperlukan, pemeriksaan dasar diikuti oleh metrologi lanjutan. Peralatan presisi tinggi memerlukan verifikasi menggunakan peralatan canggih untuk memastikan setiap bagian memenuhi spesifikasi yang tepat. Mesin Ukur Koordinat (Coordinate Measuring Machines/CMM) telah lama menjadi standar untuk tujuan ini. CMM menggunakan probe untuk mengumpulkan titik data akurat pada permukaan die, yang kemudian dibandingkan dengan model CAD asli untuk memverifikasi toleransi geometris dan ketepatan dimensi. Metode ini sangat akurat untuk memvalidasi dimensi kritis.
Dalam beberapa tahun terakhir, pemindaian 3D telah muncul sebagai alternatif dan pelengkap yang kuat untuk CMM. Berbeda dengan pengumpulan data berbasis titik pada CMM, pemindai 3D menangkap jutaan titik data untuk menciptakan model digital yang lengkap dan berkepadatan tinggi dari seluruh permukaan cetakan. Data permukaan yang komprehensif ini memungkinkan pembuatan laporan inspeksi 3D yang mendetail, yang sering divisualisasikan sebagai peta warna (kromatogram) yang secara jelas menunjukkan penyimpangan dari spesifikasi desain. Hal ini mempermudah identifikasi distorsi halus, cacat permukaan, atau keausan yang mungkin terlewatkan oleh pengukuran berbasis titik.
Alur kerja untuk inspeksi presisi tinggi biasanya melibatkan beberapa langkah utama. Pertama, data dikumpulkan, baik melalui probing CMM maupun pemindaian 3D. Data mentah ini kemudian diproses dan disejajarkan dengan desain CAD asli. Akhirnya, dilakukan analisis mendetail untuk mengidentifikasi area-area yang berada di luar batas toleransi yang ditentukan. Perusahaan yang berspesialisasi dalam manufaktur perkakas berkualitas tinggi, seperti Shaoyi (Ningbo) Metal Technology Co., Ltd. , mengandalkan teknik metrologi canggih dan simulasi CAE untuk memastikan die stamping otomotif khusus mereka memenuhi standar ketat IATF 16949 yang dipersyaratkan oleh OEM dan pemasok Tier 1.
| Fitur | Mesin Pengukur Koordinat (CMM) | pemindaian 3D |
|---|---|---|
| Metode Pengumpulan Data | Probe fisik menyentuh titik-titik tertentu | Pemindaian optik atau laser tanpa kontak menangkap jutaan titik |
| Kelengkapan Data | Memberikan data yang sangat akurat untuk titik-titik tertentu yang telah ditentukan sebelumnya | Menciptakan model 3D lengkap dengan kepadatan tinggi dari seluruh permukaan |
| Kecepatan | Lebih lambat, karena mengukur titik per titik | Lebih cepat, menangkap area permukaan besar secara cepat |
| Terbaik Untuk | Memverifikasi dimensi kritis, toleransi geometrik, dan bentuk prisma | Memeriksa permukaan kompleks, mengidentifikasi pelengkungan, dan membuat peta warna penyimpangan |
Analisis Integritas Material: Pengujian Destructive vs. Non-Destructive (NDT)
Di luar akurasi dimensi, integritas struktural bahan cetakan otomotif sangatlah utama. Terdapat dua pendekatan utama dalam mengevaluasi hal ini: pengujian destruktif dan non-destruktif. Pengujian destruktif, seperti namanya, melibatkan penghancuran fisik terhadap sampel komponen untuk mengukur sifat-sifatnya, seperti kekuatan material. Hal ini dapat mencakup pematahan, penggergajian, atau penghancuran coran pada area yang dicurigai terdapat cacat seperti rongga. Meskipun memberikan data pasti mengenai batas sampel, kelemahan utamanya adalah komponen yang diuji menjadi tidak dapat digunakan, sehingga pengujian ini hanya dapat dilakukan pada sampel dalam jumlah kecil, bukan pada setiap komponen.
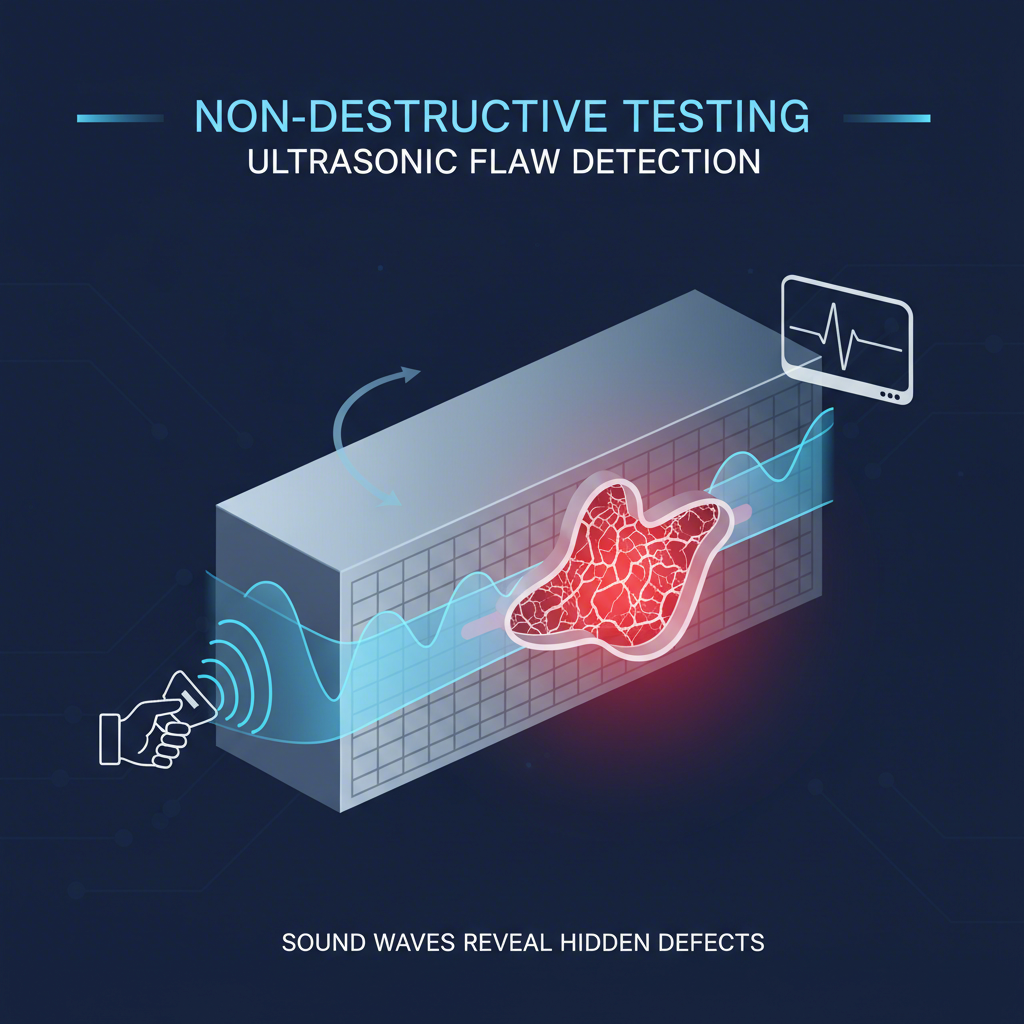
Untuk mengatasi keterbatasan ini, Pengujian Tanpa Rusak (Non-Destructive Testing/NDT) banyak dipilih untuk jaminan kualitas dalam manufaktur die. Metode NDT memungkinkan pemeriksa memeriksa die untuk mencari cacat internal atau pada permukaan tanpa menyebabkan kerusakan, sehingga memungkinkan pemeriksaan 100% terhadap komponen kritis. Teknik-teknik ini penting untuk mengidentifikasi cacat tersembunyi yang dapat menyebabkan kegagalan serius selama produksi. Teknik ini memberikan gambaran terhadap struktur internal material, memastikan bahwa material bebas dari ketidakkonsistenan yang dapat mengganggu kinerjanya di bawah tekanan tinggi.
Beberapa metode NDT sangat relevan untuk die otomotif. Pengujian Partikel Magnetik digunakan pada material feromagnetik seperti besi dan baja untuk mendeteksi retakan pada permukaan dan dekat permukaan. Bagian tersebut dimagnetisasi, lalu partikel besi halus diterapkan; setiap retakan akan mengganggu medan magnet, menyebabkan partikel-partikel tersebut berkumpul dan menampakkan cacatnya. Untuk material non-magnetik, Pengujian Tembus digunakan. Cairan pewarna berwarna atau fluoresen dioleskan ke permukaan, yang meresap ke dalam celah-celah. Setelah kelebihannya dilap, diberikan zat pengembang yang menarik penetrant keluar, sehingga celah menjadi terlihat. Untuk menemukan cacat internal, Pengujian Ultrasonik menggunakan gelombang suara frekuensi tinggi yang merambat melalui material dan memantul dari setiap cacat atau dinding belakang, memungkinkan teknisi untuk menentukan lokasi dan ukuran rongga atau inklusi internal.
Menilai Kondisi dan Pemeliharaan Die: Memastikan Umur Panjang dan Kinerja
Proses inspeksi tidak berakhir setelah die mulai digunakan. Penilaian sistematis terhadap die yang telah digunakan sangat penting untuk menjaga kinerja, memastikan kualitas produk, dan memperpanjang umur peralatan. Penilaian kondisi merupakan proses proaktif dalam mengevaluasi die bekas guna mengidentifikasi keausan dan kerusakan sebelum menyebabkan kegagalan produksi. Ini melibatkan kombinasi pemeriksaan visual dan pengukuran dimensi yang dilakukan pada die baru, namun dengan fokus khusus pada efek tekanan operasional seiring waktu.
Saat memeriksa die bekas, beberapa poin pemeriksaan utama sangat penting. Pemeriksaan permukaan yang menyeluruh, sering kali dengan bantuan pembesaran, diperlukan untuk mengidentifikasi cacat umum yang muncul akibat penggunaan berulang. Cacat-cacat tersebut meliputi:
- Pecah dan retak: Sering disebabkan oleh gaya berlebihan atau ketidaksejajaran.
- Galle: Kerusakan permukaan yang disebabkan oleh gesekan dan perpindahan material antara punch dan die.
- Wear and Mushrooming: Pembulatan atau deformasi pada tepi dan ujung kerja akibat tekanan tinggi.
- Pitting and Corrosion: Degradasi permukaan yang dapat memengaruhi hasil akhir produk dan integritas die.
Program pemeliharaan yang komprehensif sangat penting untuk mengurangi masalah ini. Sebuah set praktik terbaik yang jelas dapat mencegah kegagalan dini dan mengurangi waktu henti yang mahal. Perawatan yang tepat memastikan die terus beroperasi dalam toleransi yang ditentukan, menghasilkan bagian yang konsisten dan berkualitas tinggi sepanjang siklus hidupnya. Menjalankan rutinitas yang terstruktur membantu untuk mengidentifikasi masalah lebih awal, memungkinkan perbaikan atau penggantian tepat waktu dan akhirnya melindungi investasi yang signifikan yang merupakan mati berkualitas tinggi.
- Pembersihan rutin: Bersihkan matic dengan baik dengan pelarut yang tepat untuk menghilangkan minyak, residu, atau bahan yang melekat sebelum dan setelah digunakan.
- Pemeriksaan terjadwal: Menerapkan jadwal yang tetap untuk pemeriksaan visual dan dimensi, misalnya, setelah sejumlah siklus produksi.
- Pelumasan yang Tepat: Pastikan pelumasan yang memadai selama operasi untuk meminimalkan gesekan dan mencegah iritasi.
- Dokumentasi yang akurat: Simpan catatan rinci tentang semua pemeriksaan, kegiatan pemeliharaan, dan perbaikan. Riwayat ini membantu mengidentifikasi masalah berulang dan memberi informasi keputusan tentang renovasi atau penggantian.
- Penyimpanan yang benar: Simpan mati di lingkungan yang bersih dan kering dengan lapisan pelindung untuk mencegah korosi saat tidak digunakan.
Pendekatan Strategis untuk Membunuh Kualitas dan Umur Panjang
Memastikan kualitas dan kinerja matic otomotif bukanlah tindakan tunggal tetapi proses berkelanjutan dan berlapis-lapis. Hal ini dimulai dengan pemeriksaan visual dan manual dasar untuk menangkap cacat yang jelas dan kemajuan ke metrologi presisi tinggi seperti CMM dan pemindaian 3D untuk menjamin kepatuhan terhadap toleransi desain yang ketat. Kombinasi ini memastikan bahwa matian memiliki dimensi sempurna sebelum mulai diproduksi.
Selain itu, fokus pada integritas material melalui uji tidak merusak dan, jika perlu, pengujian merusak mengkonfirmasi bahwa die secara struktural kuat dan mampu menahan kekuatan ekstrim dari operasi stamping. Akhirnya, program penilaian dan pemeliharaan yang ketat dalam penggunaan adalah kunci untuk memaksimalkan umur alat dan memastikan output yang konsisten. Dengan mengintegrasikan teknik inspeksi yang beragam ini ke dalam strategi jaminan mutu yang kohesif, produsen dapat mencegah cacat, meminimalkan waktu henti, dan memproduksi komponen otomotif berkualitas tinggi dengan percaya diri.
Pertanyaan yang Sering Diajukan
1. Apa 4 metode pemeriksaan?
Dalam konteks kontrol kualitas yang luas, inspeksi sering dikategorikan menjadi empat jenis utama berdasarkan tahap produksi: Inspeksi Pra-Produksi (pemeriksaan bahan baku), Inspeksi Selama Produksi (pemantauan produksi tahap awal), Inspeksi Pra-Pengiriman (pemeriksaan akhir barang jadi sebelum meninggalkan pabrik), dan Pengawasan Pemuatan Kontainer. Namun, ketika merujuk secara khusus pada inspeksi teknis suatu item seperti cetakan otomotif, metode dapat dikelompokkan ke dalam kategori seperti Inspeksi Visual, Inspeksi Dimensi (Metrologi), Pengujian Material (NDT/Merusak), dan Pengujian Fungsional.
2. Berapa banyak tahap dalam inspeksi visual pada NDT?
Dalam konteks Pengujian Tanpa Rusak (PTR), khususnya untuk proses seperti pengelasan yang memiliki prinsip serupa dengan pembuatan dan perawatan cetakan, inspeksi visual biasanya dilakukan dalam tiga tahap utama. Tahapan tersebut adalah: sebelum proses dimulai (misalnya, memeriksa bahan dan persiapan), selama proses berlangsung (memantau masalah yang terjadi secara langsung), dan setelah proses selesai (memeriksa produk akhir terhadap cacat permukaan). Pendekatan bertahap ini memastikan kualitas tetap terjaga sepanjang keseluruhan siklus hidup.