 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Pengepresan Rangka Kursi Otomotif: Teknologi Manufaktur dan Tren Ringan
TL;DR
Stamping rangka jok otomotif adalah proses manufaktur presisi yang menggunakan teknologi progressive dan transfer die berkapasitas tinggi (biasanya 100–1.200+ ton) untuk memproduksi komponen struktural kendaraan dari material berkekuatan tinggi. Seiring industri otomotif beralih ke kendaraan listrik (EV), fokus utama telah bergeser ke pengurangan bobot —menggantikan baja konvensional dengan Baja Berkekuatan Tinggi Lanjutan (AHSS), aluminium, dan paduan magnesium untuk memperpanjang jangkauan baterai tanpa mengorbankan keselamatan.
Produksi rangka jok modern tidak lagi hanya tentang pembentukan logam; tetapi memerlukan integrasi pembengkokan kawat, fabrikasi tabung, dan metode perakitan kompleks seperti pengelasan laser. Bagi OEM dan pemasok Tier 1, keberhasilan tergantung pada pemilihan proses manufaktur yang tepat—menyeimbangkan kecepatan stamping progresif dengan efisiensi material dari sistem transfer—sementara tetap memenuhi standar keselamatan ketat seperti FMVSS dan IATF 16949.
Teknologi Inti: Stamping Progresif vs. Transfer
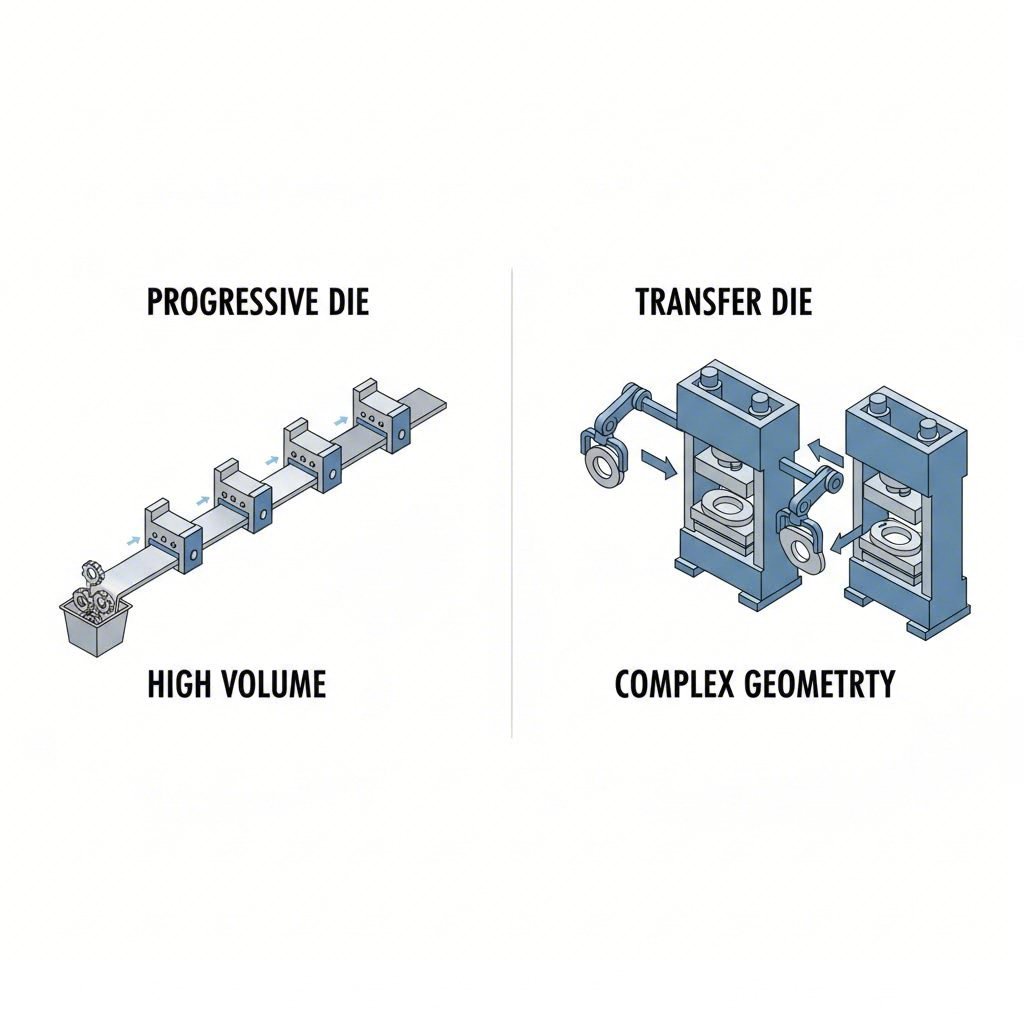
Keputusan antara stamping mati progresif dan stamping mati transfer merupakan pilihan teknik dasar dalam produksi rangka jok. Keputusan ini menentukan biaya peralatan, kecepatan produksi, dan kompleksitas komponen.
Pen stamping die progresif adalah standar industri untuk komponen berukuran kecil dengan volume produksi tinggi. Dalam proses ini, strip logam terus-menerus dimasukkan melalui serangkaian stasiun di dalam satu die. Setiap langkah press melakukan operasi berbeda—memotong, menekuk, menandai—hingga bagian jadi terpisah dari strip pada stasiun terakhir. Metode ini sangat ideal untuk memproduksi komponen seperti cincin recliner, rel penuntun, dan braket penghubung di mana kecepatan menjadi faktor utama.
Pemindahan penempaan , sebaliknya, diperlukan untuk bagian yang lebih besar, lebih dalam, atau lebih kompleks yang tidak dapat tetap terhubung pada strip pembawa. Di sini, jari-jari mekanis atau lengan robot mentransfer blanking part secara individual antar stasiun die yang berbeda. Metode ini biasanya digunakan untuk elemen struktural besar seperti bantalan kursi deep-drawn, rangka samping, dan riser berbahan tebal . Meskipun lebih lambat dibandingkan stamping progresif, metode ini memberikan kebebasan lebih besar untuk geometri kompleks dan mengurangi limbah material—faktor penting saat bekerja dengan paduan ringan yang mahal.
| Fitur | Pen stamping die progresif | Pemindahan penempaan |
|---|---|---|
| Terbaik Untuk | Bagian kecil hingga sedang (Kurung, Rel, Cincin) | Bagian struktural besar (Dudukan Kursi, Rangka Samping) |
| Kecepatan | Tinggi (Pengisian kontinu) | Sedang (Memerlukan manipulasi bagian) |
| Sampah Material | Lebih tinggi (memerlukan strip pembawa) | Lebih rendah (Penempatan dioptimalkan) |
| Biaya Peralatan | Investasi awal yang tinggi | Umumnya lebih rendah, tetapi biaya mesin press lebih tinggi |
| Kesulitan | Terbatas oleh sambungan strip | Fleksibilitas geometris tinggi |
Inovasi Material: Dorongan untuk Peringanan
Kewajiban untuk meningkatkan jangkauan EV dan mengurangi emisi CO2 telah merevolusi pemilihan material untuk struktur jok. Produsen beralih dari baja lunak ke material yang menawarkan rasio kekuatan-terhadap-berat yang lebih tinggi.
Baja Baja Kekuatan Tinggi Lanjutan (AHSS) dan UHSS kini mendominasi. Kelas-kelas seperti baja Dual-Phase (DP) dan Transformation-Induced Plasticity (TRIP) memungkinkan insinyur menggunakan pelat yang lebih tipis tanpa mengorbankan ketahanan terhadap benturan. Produsen terkemuka seperti Proma Group memanfaatkan proses stamping satu-tunggal yang dipatenkan untuk membentuk material sulit ini menjadi struktur bingkai bantalan dan sandaran kursi yang kuat.
Paduan aluminium dan magnesium mewakili batas baru. Bingkai aluminium dapat memberikan penghematan berat sekitar 28% dibandingkan baja, sementara magnesium dapat memberikan penghematan hingga 35%. Namun, material ini menimbulkan tantangan dalam manufaktur, seperti meningkatnya springback dan kebutuhan pelumasan khusus. Mengatasi tantangan-tantangan ini sering kali memerlukan mesin press berpenggerak servo yang dapat menyesuaikan kecepatan ram secara pemrograman selama fase penarikan untuk mencegah retak.
Di Luar Stamping: Perakitan dan Integrasi Komponen
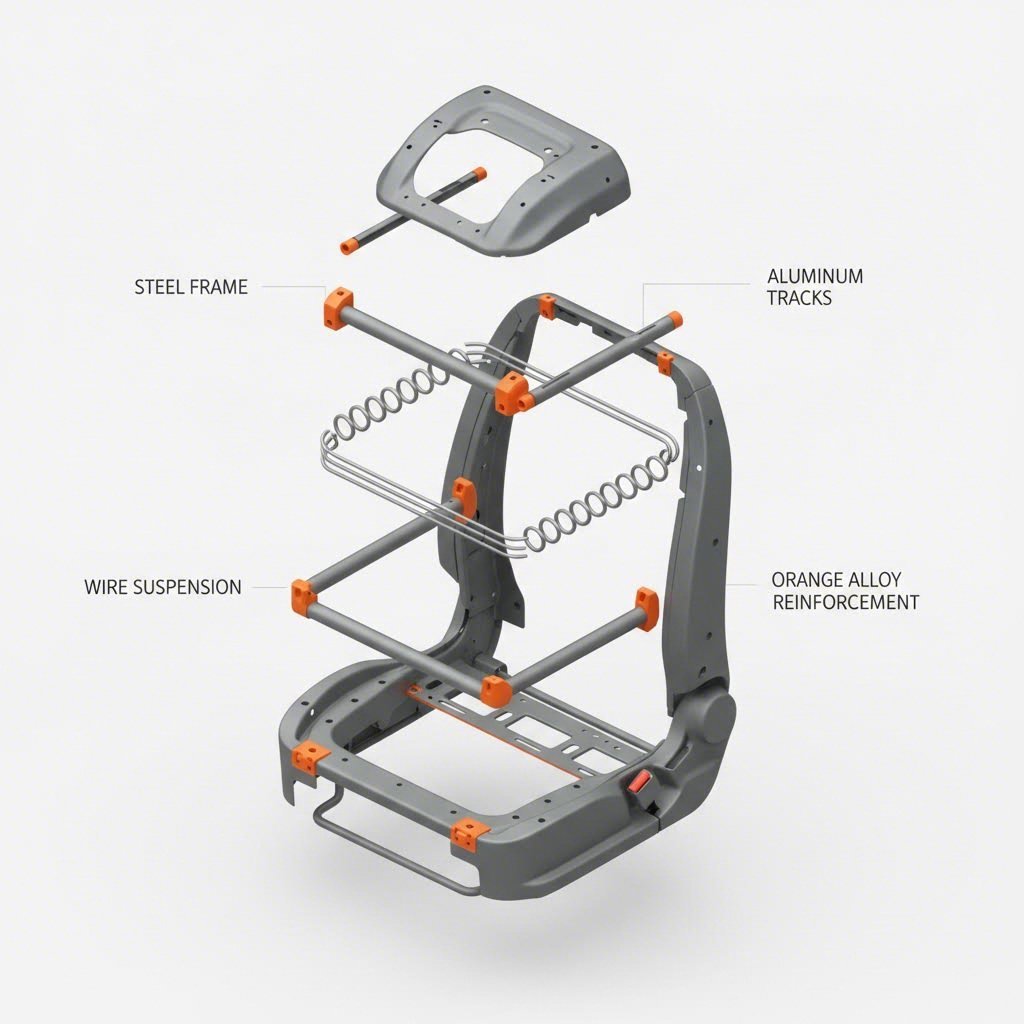
Bagian logam cetak jarang menjadi produk akhir. Kursi otomotif modern memerlukan pengiriman perakitan yang sepenuhnya terintegrasi. Pemasok seperti Guelph Manufacturing dan Hatch Stamping telah berkembang menjadi integrator sistem, menggabungkan komponen cetak dengan bentuk kawat dan struktur tabung.
- Pembengkokan Tabung & Pembentukan Kawat: Struktur jok sering mengandalkan rangka tabung bengkok untuk sandaran punggung dan bentuk kawat untuk alas suspensi. Proses-proses ini harus disinkronkan dengan operasi pengepresan untuk memastikan kecocokan pasangannya.
- Teknologi Penggabungan: Perpindahan ke material campuran (misalnya, menggabungkan rel baja dengan wadah aluminium) membuat las titik konvensional tidak cukup dalam beberapa aplikasi. Para produsen semakin mengadopsi Pengelasan MIG, pengelasan laser, dan pengikatan mekanis untuk memastikan integritas struktural pada logam yang berbeda.
- Integrasi Mekanisme: Rangka harus menampung sistem elektromekanis yang kompleks, termasuk rem pengangkat, rel jok manual dan elektrik, serta mekanisme sandaran jok . Pengepresan presisi sangat penting di sini; bahkan penyimpangan tingkat mikron pada rel kursi dapat menyebabkan masalah kebisingan, getaran, dan kekasaran (NVH) pada kendaraan akhir.
Pengendalian Kualitas dan Optimasi Proses
Dalam aplikasi yang kritis terhadap keselamatan seperti perangkat kursi otomotif, pencegahan cacat adalah suatu keharusan. Kualitas dimulai sebelum pengepresan menyentuh logam. Mesin decoiler presisi, seperti yang dijelaskan oleh Henli Machine, memainkan peran penting. Fitur-fitur seperti lengan tekanan pneumatik dan sistem lengan pengarah mencegah hamburan material serta melindungi permukaan koil dari goresan—cacat yang dapat menyebabkan penolakan secara estetika maupun kelelahan struktural.
Analisis elemen hingga (FEA) adalah alat penting lainnya yang digunakan oleh pemasok kelas atas untuk mensimulasikan proses stamping sebelum pembuatan perkakas. FEA membantu insinyur memprediksi penipisan, kerutan, dan springback, sehingga memungkinkan kompensasi mati pada tahap desain daripada uji coba mahal dan trial-and-error di lantai produksi.
Saat memilih mitra manufaktur, sertifikasi adalah standar dasar. Cari pemasok yang memiliki IATF 16949 sertifikasi, yang menjamin kepatuhan terhadap standar manajemen kualitas otomotif yang ketat. Selain itu, kemampuan untuk menjembatani kesenjangan antara pengembangan dan produksi sangatlah penting. Bagi OEM yang membutuhkan fleksibilitas, Shaoyi Metal Technology menawarkan solusi stamping yang komprehensif yang mampu berkembang dari prototipe cepat (mengirimkan lebih dari 50 suku cadang dalam waktu kurang dari lima hari) hingga produksi massal bervolume tinggi menggunakan mesin press 600 ton, memastikan kelayakan desain divalidasi sejak dini dalam program tersebut.
Merancang Masa Depan Kursi
Pasar rangka kursi otomotif sedang berkembang dari sekadar pembengkokan logam sederhana menuju rekayasa struktural berteknologi tinggi. Seiring kendaraan menjadi otonom dan listrik, kursi menjadi pusat pengalaman penumpang, yang menuntut bobot lebih ringan, keamanan lebih tinggi, dan fungsi yang lebih besar. Bagi para insinyur dan pemimpin pengadaan, tujuannya adalah bermitra dengan produsen yang tidak hanya menawarkan kapasitas press, tetapi juga pemahaman menyeluruh mengenai ilmu material, teknologi penggabungan, serta kontrol kualitas presisi.
Pertanyaan yang Sering Diajukan
1. Apa perbedaan antara stamping die progresif dan stamping die transfer untuk rangka jok?
Stamping die progresif mengumpankan pita logam yang terus menerus melalui beberapa stasiun, sehingga lebih cepat dan ideal untuk bagian-bagian kecil seperti braket dan konektor. Stamping die transfer memindahkan lempengan-lempengan potongan secara individual antar stasiun, yang lebih cocok untuk bagian besar dan dalam seperti bantalan jok dan rangka samping yang memerlukan operasi pembentukan kompleks.
2. Mengapa magnesium digunakan dalam rangka jok otomotif?
Magnesium digunakan terutama karena rasio kekuatan-terhadap-beratnya yang sangat baik. Magnesium sekitar 33% lebih ringan daripada aluminium dan 75% lebih ringan daripada baja, menjadikannya ideal untuk memperpanjang jangkauan kendaraan listrik. Namun, proses die casting atau stamping khusus diperlukan karena sifat materialnya yang unik.
3. Siapa saja produsen utama global struktur jok otomotif?
Pemain utama dalam industri perangkat otomotif mencakup Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S, dan Magna International. Perusahaan-perusahaan ini biasanya berfungsi sebagai pemasok Tier 1, menyediakan sistem perangkat lengkap kepada OEM.