 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Rocker panelek kihajtása: kézi gyártás vs. sablonosan kihajtott alkatrészek vásárlása
TL;DR
Nyomás alatt készült küszöbtáblák a sablon sajtolás ipari folyamatára utal, amely során lemezes fémet sajtolnak be strukturális karosszériaelemekké, bár sok autórajongó ezt a kifejezést akkor is használja, amikor OEM minőségű „sajtolással készült” pótalkatrészek vásárlása vagy saját gyártás között választ. A sajtolással készült táblák teljes egységek, amelyeket hegeszteni kell, és helyreállítják a szerkezeti integritást, míg a „ráhúzható” panelek csak esztétikai célú fedelek, amelyeket ragasztanak vagy szegecselnek a rozsdás felületre. Megfelelő felújításhoz elengedhetetlenek a hegeszthető, sajtolással készült táblák. Bár otthon nem lehet igazi hidraulikus sajtolást végezni, ügyes barkácsolók képesek bordázóval és lemeztekercselő géppel funkcionális egyedi paneleket kialakítani.
Mi az a sajtolással készült küszöbtábla? (Eljárás és minőség)
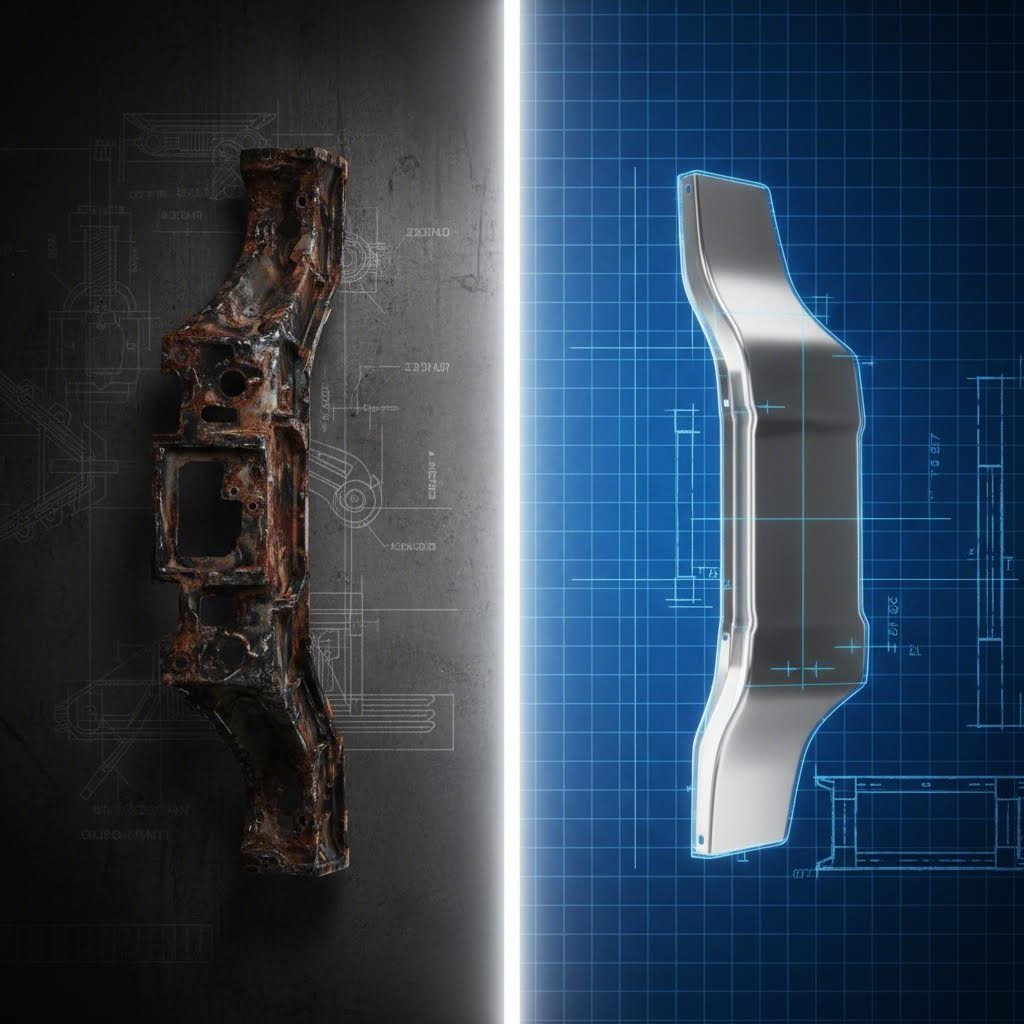
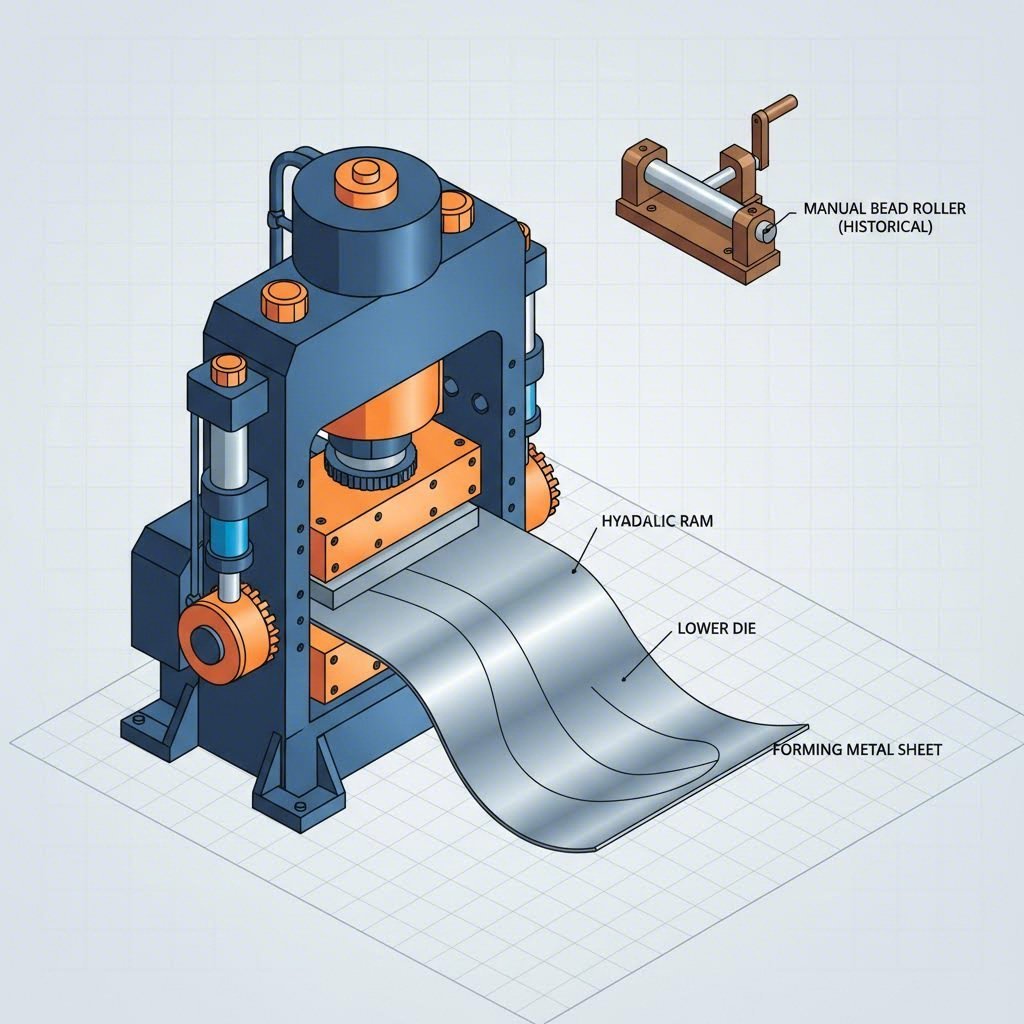
Ahhoz, hogy megértsük egy minőségi cserealkatrész értékét, segít megérteni a mögöttes mérnöki hátteret nyomás alatt készült küszöbtáblák . Ellentétben az egyszerű hajlított acéllal, egy »kockázott‹ lemez nehéz ipari gépek segítségével készül, amelyek egy lapos fémlapot két illesztett sablon között préselnek össze. Ez a folyamat a fémet összetett, háromdimenziós alakzatokká formálja, amelyek pontosan megfelelnek a jármű eredeti gyári specifikációinak.
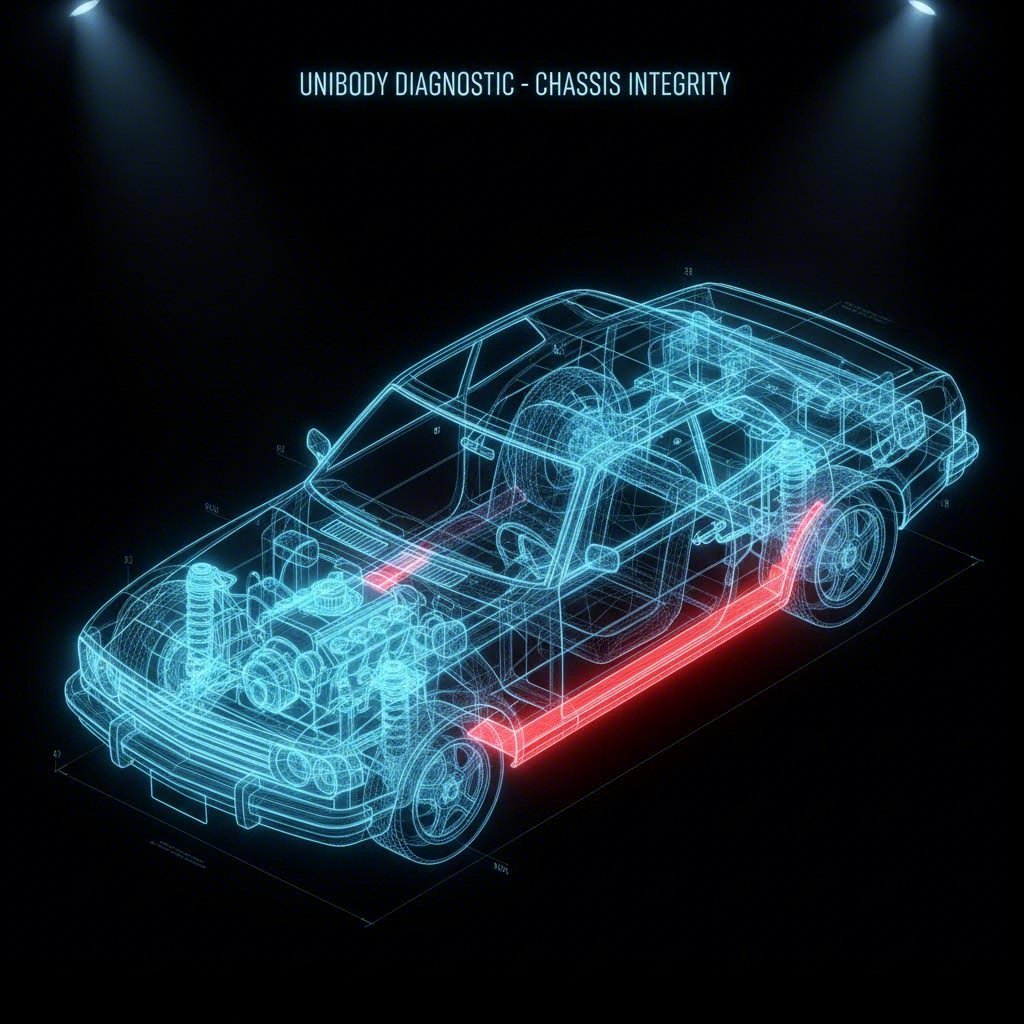
A valódi kockázás olyan kritikus tulajdonságokat hoz létre, amelyeket az egyszerű hajlítással lehetetlen elérni, mint például összetett görbék, éles karosszériavonalak és süllyesztett lefolyó nyílások. Mivel a küszöblemez egy unibody jármű szerkezeti eleme, a fém adott vastagsága és alakja hozzájárul az autó merevségéhez és ütközésbiztonságához. Ezért a szakmai felújítók szinte kizárólag kockázott alkatrészeket használnak általános lemez helyett.
Az űr, amely egy otthoni garázs és a szakmai gyártás között húzódik, hatalmas. Az ipari gyártás pontosságot és óriási erőt igényel. Például fejlett gyártók, mint Shaoyi Metal Technology akár 600 tonnás erővel működő sajtokat használnak annak biztosítására, hogy olyan alkatrészek, mint a kormánykarok és alvázkeretek megfeleljenek a szigorú IATF 16949 OEM szabványoknak. Ez az erőszint szükséges ahhoz, hogy a fém „emlékezete” rögzüljön, így az alkatrész tökéletesen illeszkedik anélkül, hogy a beszerelés során túlzott tömítőanyag vagy módosítás lenne szükséges.
Kulcsfontosságú összehasonlítás: Sajtolással készült (hegesztett) vs. ráhúzható panel
A járművezetők leggyakoribb dilemmája, hogy válasszanak-e teljes sablonos pótalkatrészt vagy egy „ráhúzható” borítást. Ez két alapvetően különböző termék, amelyek különböző célokra készültek. A sablonos panel szerkezeti javítóalkatrész, míg a ráhúzható panel csupán esztétikai felületi javítás.
A helyreállítási szakértők szerint a Raybuck Auto Body Parts , a teljes lapot hegeszteni az egyetlen módja az autó egyszeri testének erősségének helyreállítására. A csúsztatható panelek, gyakran „rozsdugóként” ismertek, általában vékonyabbak, és meglévő fémfelületek fölé szerelendők, gyakran karosszéria ragasztóval vagy szegecsekkel. Bár ez eltakarja a rozsdús területet, nem állítja meg a rozsdúsodást, és a szerkezeti gyengeség továbbra is fennáll.
| Funkció | Köntöttbélyegzett (Hegesztendő) | Csúsztatható (Fedő) |
|---|---|---|
| Cél | Szerkezeti helyreállítás | Kozmetikai javítás |
| Telepítési módszer | Vágás, csiszolás, hegesztés | Ragasztó, szegecsek vagy rövid hegesztés |
| Illeszkedés | Pontos gyári kontúrok | Enyhén nagyobb, hogy ráfekhessen a régi fémre |
| Költség (Alkatrész csak) | 150–400+ USD páránként | 40–100 USD páránként |
| Munkaigényesség | Magas (nagy sebészi beavatkozás) | Alacsony (hétvégi projekt) |
| Tartósság | Állandó (évtizedekig tart) | Ideiglenes (a rozsda gyakran visszatér alulról) |
Otthoni „bélyegzés”: fémalakítási és gyártási alternatívák
Az autóipari közösség egy szegmense a „bélyegzett küszöbtáblák” után keres, hogy saját maga készítse el ezeket az alkatrészeket. Fontos tisztázni, hogy nem lehet fémlemezt „bélyegzéssel” gyártani ipari bélyegzőformák nélkül otthoni garázsban. Azonban lehetséges gyártás vagy a formanyomtatvány küszöbtáblák készítése fémalakító eszközökkel.
Egy küszöbtábla nulláról történő gyártása életképes megoldás olyan ritka járművek esetében, ahol nem létezik utángyártott alkatrész. Ez a folyamat síklemez (általában 18-as vagy 20-as méretű acél) kézi formálását jelenti, hogy megismételje a gyári profil. Ahogyan azt bemutatták klasszikus restaurációs útmutatók , ez speciális felszerelést igényel:
- Fém törő: Hosszú, egyenes hajtások készítéséhez használják a felső és alsó percekhez.
- Bead Roller: Elengedhetetlen az erősség növeléséhez, valamint az esztétikus karosszéria vonalak vagy merevítő bordák másolásához.
- Összehúzó / nyújtó A fém görbítésére szolgál, hogy illeszkedjen a jármű hosszán végigfutó küszöb profiljához.
- Bucks and Hammers: Fából készült formák (bucks) készíthetők összetett görbék kialakításához, amelyek köré a fémhez verhető.
Bár a házilag gyártott alkatrészek kielégítéssel töltik el az embert, hiányzik belőlük az ipari sajtolás pontossága. Kézzel formázott panel esetén gyakran szükség van több karosszéria tömítőre is, hogy kisimítsák a hibákat. Ha létezik die-stamped alkatrész a járműhöz, akkor annak megvásárlása szinte mindig költséghatékonyabb, mint az órákig tartó, nulláról történő megformálás.
Telepítési áttekintés: Milyen sajtolt paneleket igényel
A sajtolt panel kiválasztása jelentős javítási munkához kötelezi el magát. Ez nem egyszerű utólag szerelhető frissítés; ez szerkezeti műtét. A folyamat általában magában foglalja az ajtók eltávolítását, és néha az ajtónyílás merevítését, hogy megakadályozzák a karosszéria lehajlását, amint a régi küszöb – amely szerkezeti támaszt nyújt – ki van vágva.
A telepítési munkafolyamat általában a következő lépéseket követi:
- Előkészítés: A járművet fel kell emelni állókengyeleken, és az ajtónyílások réseit meg kell mérni és rögzíteni kell a vágás megkezdése előtt.
- Bontás: Használjon pont hegesztésvágót a gyári hegesztések kifúrásához. Szögmalmot vékony vágókörrel használnak a rothadt szakaszok kivágásához.
- Tisztítás: A belső küszöb alatti részt meg kell tisztítani a rozsdtól, és hegesztés áthatoló alapozóval kell kezelni.
- Igazítás: Az új sajtolt panelt befogják a helyére. Ez a kritikus fázis, amikor az ajtókat ideiglenesen visszarakják, hogy ellenőrizzék, nyílnak és záródnak-e megfelelően, anélkül, hogy dörömbölnének.
- Hűtőanyag Miután a panelt pontosan pozícionálták, MIG-hegesztéssel rögzítik. A vékony lemezdeformálódás elkerülése érdekében a hegesztéseket rövid sorozatokban kell végezni, a panel körül haladva, hogy egyenletesen ossza el a hőt.
Azon személyek számára, akik rozsdás teherautókkal foglalkoznak, közösségi fórumbeszélgetések gyakran hangsúlyozzák, hogy bár a pontvarratok kifúrása időigényes, az kíméli a környező fémet, így jelentősen megkönnyíti az új sajtoltpanel beszerelését, mint az erőszakos vágás.
A végső döntés: javítani vagy cserélni?
A döntés a használat mellett nyomás alatt készült küszöbtáblák (saját gyártás) vagy sablon-sajtolt alkatrészek beszerzése végül is a jármű értékétől és a céljaitoktól függ. Egy szeretetteljesen végzett restaurálási projekt vagy egy olyan autó esetében, amit biztonságosan szeretnénk közlekedtetni, a sablon-sajtolt, behegesztendő panelek beszerzése az egyetlen felelős döntés. Ezek helyreállítják a jármű biztonsági celláját, és megőrzik a munka értékét. A ráhúzható burkolatoknak van helye mezőgazdasági járműveknél vagy költségvetésbarát autóknál, ahol az esztétika fontosabb, mint a hosszú élettartam, de soha nem szabad őket igazi javítással összetéveszteni.
Gyakran Ismételt Kérdések
1. A A csúszós csúszós panelszeket hegeszteni kell?
A csúszós paneleket rivétekkel vagy erős szerkezeti ragasztókkal lehet rögzíteni. Azonban a hegesztés is lehetséges, és erősebb kötést biztosít. Ne feledje, hogy még hegesztés esetén sem állítja vissza a jármű eredeti ütközésbiztonsági értékét a rozsdás szerkezet fölött elcsúszó panelek.
2. A székhely. Érdemes-e megjavítani a rozsdás robogócsíkokat?
Igen, ha a járműnek értéke van, vagy közúton vezetik. A tekercscselvények szerves részei az egységes szerkezetnek. Ha hagyjuk, hogy rothadjanak, az veszélyezteti a kabin merevségét. A iparági költségbecslések a professzionális cseréje több mint 4000 dollárba kerülhet, de a szerkezeti integritás és az értékesítési érték megőrzése miatt érdemes a kívánatos modelleket.
3. A szülői család. Milyen fémmérővel vannak készítve a nyomtatott robbanópanel?
A legtöbb gyári minőségű, kivágott küszöblemez 18-as és 20-as számú acélból készül. Ez a vastagság a megfelelő egyensúlyt biztosítja a szerkezeti merevség és a megmunkálhatóság között. Nagy teherbírású tehergépkocsiknál vastagabb acélt használnak, míg egyes takarékossági autóknál vékonyabb anyagot alkalmaznak. Mindig ellenőrizze, hogy a cserealkatrész megfelel-e az eredeti gyári vastagságnak.