 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

A bélyegzési sablonok karbantartásának mestere
TL;DR
Hatékony sablonkarbantartás egy proaktív, szisztematikus megközelítésen alapul. A legjobb gyakorlatok rendszeres tisztítást, ellenőrzést, élezést és megfelelő kenést foglalnak magukban, hogy megelőzzék a termelési hibákat, mielőtt azok bekövetkeznének. Ez a stratégia nemcsak a részegységek állandó minőségét biztosítja, hanem jelentősen csökkenti a költséges leállásokat, és meghosszabbítja a szerszámok üzemidejét.
Az alapelv: proaktív és reaktív karbantartás
Bármely sikeres kihúzó sablon karbantartási program alapja az áttérés a reaktív megközelítéstől a proaktív gondolkodásmódra. A reaktív karbantartás – amely csak akkor foglalkozik problémákkal, ha már bekövetkeztek – működési hatékonyságot romboló stratégia. Váratlan meghibásodásokhoz, sürgősségi javításokhoz, növekedett selejtarányhoz és költséges termelésleálláshoz vezet, amelyek megzavarják az ütemtervet és csökkentik a jövedelmezőséget. Egy rosszul definiált karbantartási folyamat drasztikusan csökkentheti a sajtoló sor termelékenységét, és jelentős rejtett költségeket okozhat.
Ezzel szemben a proaktív, vagyis preventív karbantartás egy olyan stratégiai megközelítés, amely rendszeres ellenőrzésekre és előre tervezett karbantartásra helyezi a hangsúlyt, hogy a kisebb hibákat időben felismerje és kijavítsa, mielőtt azok súlyosabb problémává válnának. Ahogyan a szakértők részletesen ismertetik JV Manufacturing Co. , ez a módszer biztosítja, hogy az eszközök optimális állapotban maradjanak, növelve ezáltal tartósságukat és élettartamukat. A kopás és elhasználódás tervezett leállás alatt történő kezelésével a gyártók folyamatos munkafolyamatot tudnak fenntartani, stabilabb és kiszámíthatóbb karbantartási költségvetést érhetnek el, és elkerülhetik a váratlan javítások pénzügyi terhét.
Az üzemeltetési és pénzügyi különbségek e két stratégia között jelentősek. A proaktív megközelítés javítja a berendezések megbízhatóságát, csökkenti a drága alkatrészcsere szükségességét, és biztonságosabb gyártási környezetet biztosít a berendezések hibásodásának kockázatának csökkentésével. Egy proaktív hozzáállás átvétele nem csupán alkatrészek javításáról szól; hanem az egész gyártási folyamat irányításáról szól annak érdekében, hogy konzisztenciát és minőséget garantáljon.
Proaktív és reaktív karbantartás: Összehasonlítás
| Gyár | Proaktív karbantartás | Reaktiv Karbantartás |
|---|---|---|
| Költség | Kiszámítható, költségvetésbe foglalt költségek a tervezett karbantartásra. | Magas, kiszámíthatatlan költségek a vészhelyzeti javításokra és túlórákra. |
| Sajtókihasználtság | Maximális, a karbantartást tervezett leállások alatt ütemezve. | Gyakori, nem tervezett leállások, amelyek megszakítják a gyártást. |
| Alkatrész minősége | Folyamatosan magas szintű, megfelel a minőségi előírásoknak. | Inkonzisztens, magasabb hibás és selejtes aránnyal. |
| Szerszám élettartama | Jelentősen meghosszabbítva a rendszeres karbantartással. | Rövidítve a túlzott kopás és váratlan meghibásodások miatt. |
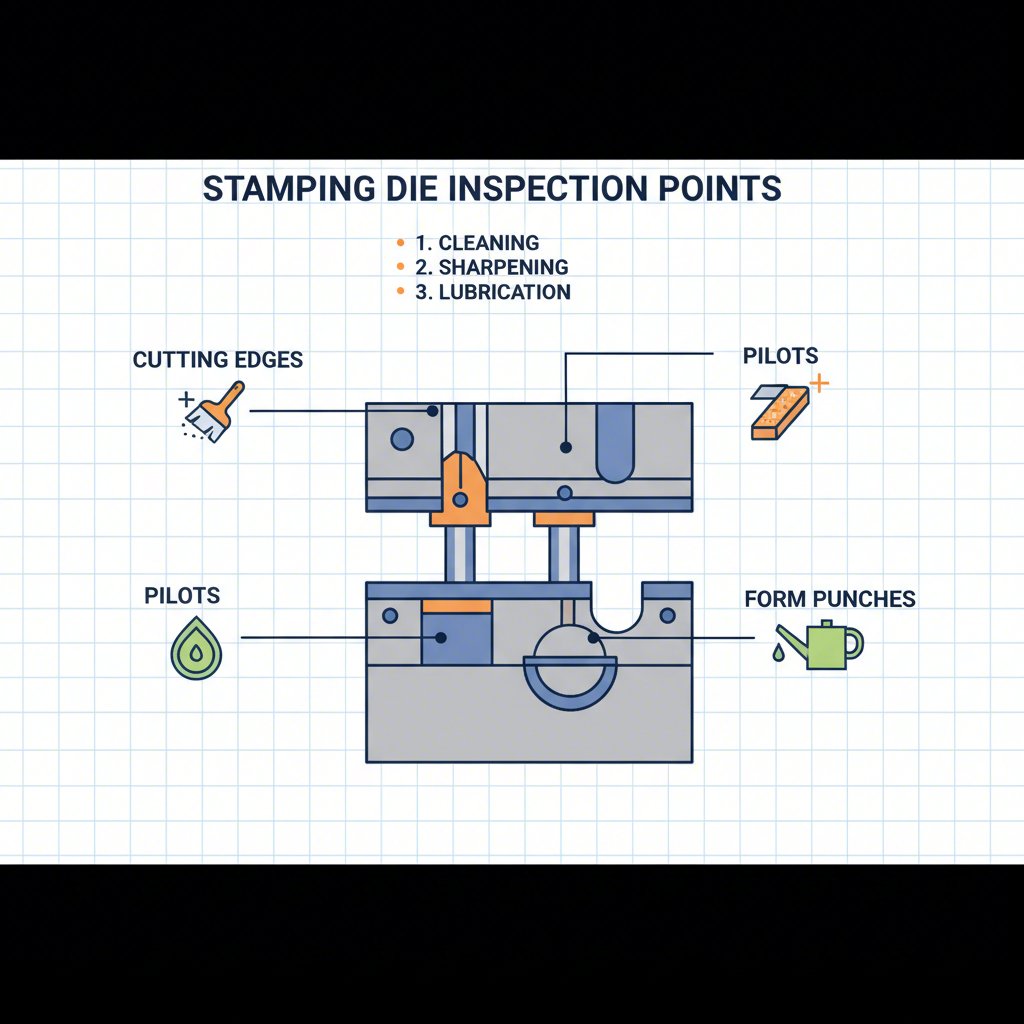
Alapvető sabankarbantartási eljárások: Részletes ellenőrzőlista
A hatékony karbantartási rutin egy sor konkrét, ismételhető feladaton alapul. A sabankarbantartás leggyakoribb típusai a tisztítás, élezés, rétegeltetés, valamint az alkatrészek ellenőrzése vagy cseréje. Ezeknek az eljárásoknak a szakértő ismerete elengedhetetlen a saban integritásának megőrzéséhez és minden előállított alkatrész minőségének biztosításához. A jól karbantartott saban biztosítja a folyamatosan konzisztens eredményt, amely a minőségi munkavégzés alappillére.
A rendszeres tisztítás és ellenőrzés az első védelmi vonal. Ezek során a technikusoknak figyelniük kell a problémák jellegzetes jeleire, például laza rögzítőelemekre, hiányzó alkatrészekre, többféle szennyeződésre, mint fémforgácsokra, vagy a fekete zsírral jelzett elégtelen kenésre. Ezek a látványos jelek megakadályozhatják, hogy kisebb hibák komoly gyártási problémákká váljanak. Összetett szerszámoknál, mint amilyeneket az autóiparban használnak, szakértőkkel való együttműködés biztosíthatja, hogy a karbantartás összhangban legyen az eredeti tervezési célokkal. Például olyan vállalatok, mint Shaoyi (Ningbo) Metal Technology Co., Ltd. , amelyek személyre szabott autóipari sajtóformák szakértői, olyan szintű szaktudással rendelkeznek, amely segít fenntartani a nagy pontosságot igénylő gyártáshoz szükséges precizitást.
A megélezés egy másik kritikus feladat. A kivágó szerszámok vágó szakaszai és kivágó élei természetes módon elkopnak az idő múlásával, ami repedéseket és pontatlanságokat okozhat a készített alkatrészekben. Rendszeres megélezés köszörűkő segítségével visszaállítható az eredeti geometria és pontosság, megelőzve ezzel a hibák gyártásban való megjelenését. Hasonlóképpen, a rétegelt állítás szükségessé válhat annak biztosítására, hogy minden állomás egy előrehaladó kivágó szerszámban megfelelő időzítéssel és igazítással működjön, ami összetett műveletek esetén különösen fontos.
Átfogó kivágó szerszám ellenőrzési lista
- Tisztítás: Távolítsa el az összes szennyeződést, fémforgácsot, iszapot és felhalmozódott kenőanyagot a szerszám felületeiről. Győződjön meg arról, hogy minden alkatrész szennyeződésmentes legyen a karbantartás előtt és után egyaránt.
-
Ellenőrzés:
- Ellenőrizze a meglazult vagy eltört rögzítőelemeket, elkopott rugókat és elöregedett emelőket.
- Vizsgálja meg a szerszámtalp vezetőoszlopait megkarcolódásra vagy egyenetlen kopásra.
- Ellenőrizze a vezetőtűk kopását és megfelelő hosszát.
- Tekintse át az összes alakító kivágót és szerszám szakaszokat mérhető kopás, repedések vagy oldalsó megkarcolódás szempontjából.
- Ellenőrizze a kivágások hosszát és magasságát a megfelelő időzítés és konfiguráció biztosítása érdekében.
-
Élezés:
- Tekintse át az összes vágószakaszt kopás szempontjából, és élezze szükség szerint, hogy éles, tiszta vágásokat biztosítson.
- Győződjön meg arról, hogy a köszörülési folyamat visszaállítja az eredeti geometriát, túlzott anyageltávolítás nélkül.
-
Kenés:
- Győződjön meg arról, hogy az összes mozgó alkatrész megfelelően meg van kenve a gyártó előírásai szerint.
- Keressen olyan jeleket, amelyek a nem megfelelő kenést jelzik, például túlzott hőtermelés vagy korrózió.
Hatékony karbantartási ütemterv és dokumentáció kialakítása
A fizikai feladatokon túl a legjobb osztályú sablonkarbantartás egy szisztematikus ütemezési és dokumentációs folyamatra épül. Egy strukturált program kialakítása az eredményes karbantartás alapja, és biztosítja, hogy minden berendezést rendszeresen ellenőrizzenek. A karbantartás gyakoriságát a használati szint, a termelési mennyiség és a sablon bonyolultsága alapján kell meghatározni. Egy napi szinten, nagy mennyiségű gyártásban használt sablon természetesen szigorúbb ütemtervet igényel, mint egy ritkábban használt.
Ennek a rendszernek egy kritikus eleme a munkalap. Ahogyan a Phoenix Group kifejti, a munkalap-rendszer lehetővé teszi egy szervezet számára, hogy dokumentálja, nyomon kövesse, elsőbbségi sorrendbe állítsa és ütemezze az összes sablonjavítási és karbantartási tevékenységet. Ez egy fontos kommunikációs eszközként szolgál, amely azonosítja az alapvető problémát, körvonalazza a korrekciós lépéseket, és rögzíti az elvégzett munkát. Ez a dokumentáció rendkívül értékes a rendszeresen előforduló hibák nyomon követéséhez és a jövőbeni meghibásodások megelőzéséhez.
Részletes karbantartási napló készítése és vezetése egy másik alapvető gyakorlat. A naplóba fel kell jegyezni a szervizelés dátumát, az elvégzett munkát, a cserélt alkatrészeket, valamint megfigyeléseket a sablon állapotáról. Idővel ez az adat segít az elhasználódási minták azonosításában, és pontosabb prediktív karbantartást tesz lehetővé, lehetővé téve a csapatok számára, hogy a lehetséges hibákat megelőzzék, mielőtt azok bekövetkeznének. A dokumentáció konzisztenciája biztosítja, hogy minden szerviztechnikus ugyanolyan módon végezze a feladatokat, így előrejelezhető és megbízható eredményeket érjenek el.
Minta karbantartási napló
| Dátum | Sablon azonosító | Végzett munka | Kicserélt alkatrészek | Szerelő | Megfigyelések/jegyzetek |
|---|---|---|---|---|---|
| ÉÉÉÉ-MM-NN | DIE-123-A | Tisztítva, élezve a vágóélek, ellenőrizve a vezérbetyűk. | Vezérbetyű #4 (kopott) | J. Doe | Kisebb kopás az alakütőn; figyelni kell a következő ciklusban. |
| ÉÉÉÉ-MM-NN | DIE-456-B | Teljes ellenőrzés, kenés és időzítés-beállítás. | Nincs | S. Smith | A sablon a megadott specifikációk határain belül működik. |

Haladó témák: Kenés, tárolás és folyamatos fejlesztés
A sablonok gondozásának holisztikus megközelítése messze túlmutat a sajtón és a szerszámosládán. A megfelelő kenés, tárolás és a folyamatos fejlesztés iránti elköteleződés olyan haladó gyakorlatok, amelyek elkülönítik a jó karbantartási programokat a kiválóktól. A kenés kritikus fontosságú a mozgó felületek közötti súrlódás csökkentésében, amely megakadályozza a túlzott hőtermelést, így megelőzve az anyagfáradtságot és meghibásodást. Ugyancsak védelmet nyújt a korrózió és szennyeződés ellen.
A kenőanyag kiválasztása nem mindegy; különböző típusok különböző üzemeltetési körülményekhez alkalmasak. Például az olajok sokoldalúan használhatók gépek esetén, míg a zsírok jobban alkalmazhatók csapágyakhoz és csuklókhoz, ahol a folyékony kenőanyagok gyakorlatilag alkalmatlanok. A száraz kenőanyagok, mint a PTFE, ideálisak olyan alkalmazásokhoz, ahol az olaj vagy zsír szennyeződést okozhat.
A megfelelő tárolás ugyanolyan fontos a bélyegző állapotának megőrzésében, amikor éppen nem használják. A bélyegzőket mindig tisztítani és kenőanyaggal ellátni kell, mielőtt szabályozott környezetben, hőmérséklet- és páratartalom-szabályozott térben elhelyeznék. Ahogy a Lijian Stamping Mold kiemeli, védőállványok vagy tokok használata megelőzheti a fizikai sérüléseket és szennyeződést a tárolás során, így biztosítva, hogy a bélyegző optimális állapotban legyen a következő gyártási folyamathoz.
Végül egy karbantartási program végső céljának a folyamatos fejlődést kell jelentenie. Ahogy Thomas Vacca megjegyzi a A gyártó , ha egyszer elérte az állandó, mérhető eredményeket, akkor elkezdheti növelni az eszköz robosztusságát, meghosszabbítani élettartamát és növelni a sajtósebességet. Ez SMART célok (konkrét, mérhető, elérhető, releváns, határidős) meghatározását igényli a fejlődés nyomon követéséhez és az előny megtartásához a versenyben.
Ajánlott eljárások a kenés és tárolás terén
-
Luborázási legjobb gyakorlatok
- Válassza ki a helyes kenőanyag-típust (olaj, zsír, száraz) az alkalmazástól és anyagtól függően.
- A gyártó előírásai szerint vigye fel a kenőanyagokat, hogy elkerülje a túl- vagy alulkenést.
- Rendszeresen ellenőrizze a kenőrendszereket, hogy megfelelően működjenek.
-
A bélyegzékek tárolására vonatkozó ajánlott eljárások
- Alaposan tisztítsa meg és hordjon fel védőkenőanyagot a bélyegzékre a tárolás előtt.
- Tárolja a bélyegzékeket klímával szabályozott környezetben, hogy megelőzze a rozsdásodást és korróziót a páratartalomtól.
- Használjon erős állványokat vagy tokokat a bélyegzékek véletlen sérülések elleni védelmére.
- Egyértelműen címkézze meg az összes tárolt bélyegzéket, hogy könnyen azonosíthatók és nyomon követhetők legyenek.
Gyakran Ismételt Kérdések
1. Milyen gyakran kell karbantartani egy bélyegzést?
A bélyegzőforma karbantartásának gyakorisága több tényezőtől is függ, beleértve a termelési volument, a bélyegzett anyagot és a forma összetettségét. Nagy volumenű sorozatok esetén a formákat minden futás után ellenőrizni és tisztítani kell. Általános ajánlott eljárás, hogy létrehozzon egy ütemezett karbantartási programot az ütések száma vagy a termelési órák alapján, és azt teljesítményadatok és ellenőrzési eredmények alapján módosítsa.
2. Mik a jelei annak, hogy egy kivágószerszám karbantartásra szorul?
A korai figyelmeztető jelek közé tartozik az alkatrészminőség romlása, például repedések a vágott éleken, méretpontatlanságok vagy felületi hibák. Észreveheti továbbá a sajtoló hangjának megváltozását működés közben. A szerszámon megfigyelhető látványos jelek, mint például fémszilánkok, fekete vagy iszapos kenőanyag, illetve látható kopás a vágóéleken és vezetőelemeken, egyértelműen jelzik, hogy karbantartás szükséges.
3. Okozhat-e kárt a helytelen karbantartás egy kivágószerszámban?
Mindenképpen. A karbantartás elhanyagolása túlzott kopáshoz, alkatrészek meghibásodásához, sőt akár a szerszám teljes tönkremeneteléhez vezethet. Hasonlóképpen a helytelen karbantartás – például túl sok anyag eltávolítása élezés során, rossz kenőanyag használata vagy helytelen beállítás – szintén ronthatja a teljesítményt, csökkentheti a szerszám élettartamát, és alacsony minőségű alkatrészek előállításához vezethet.