 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Sajtolt acél iránytartó kar felületei: Vásárlói útmutató

TL;DR
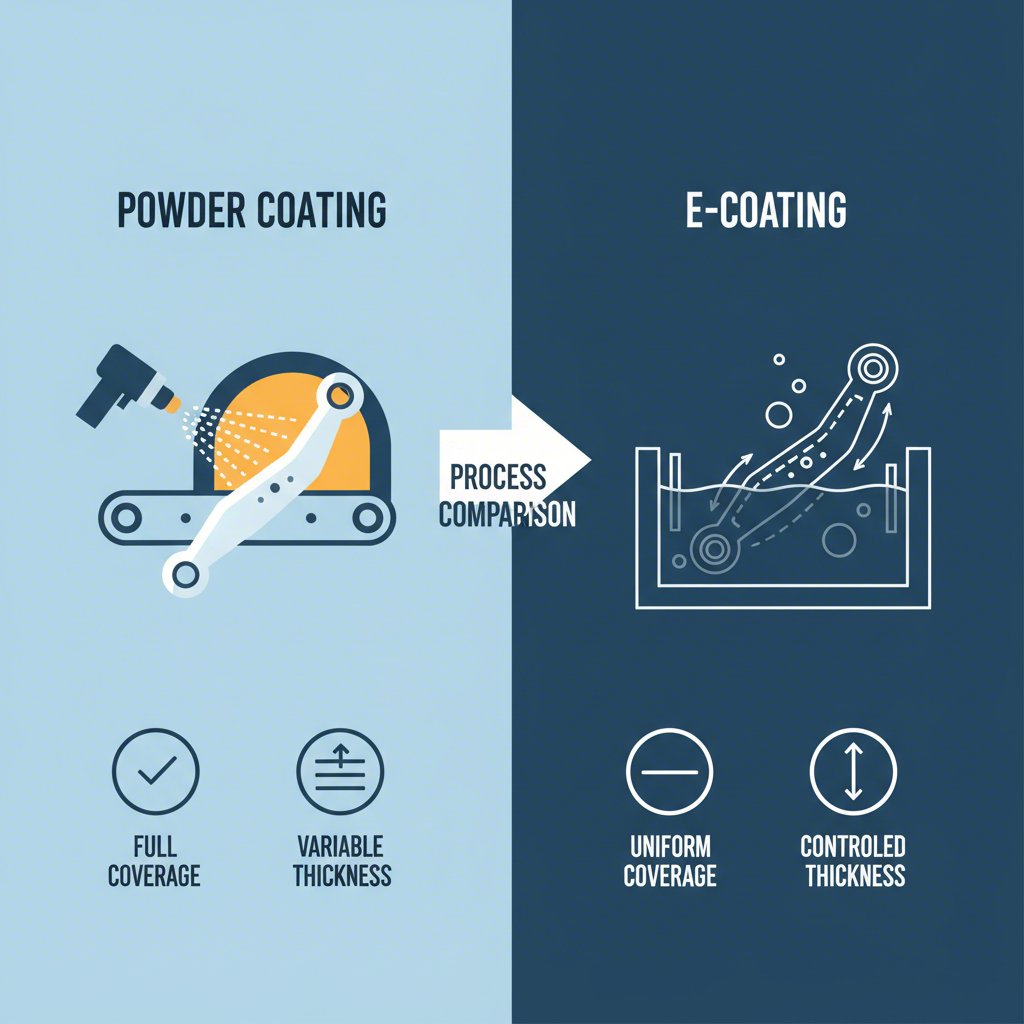
A sajtolással készült acél futóműtartó karok leggyakoribb felületkezelései a porfestés és az E-bevonat, amelyek mindegyike külön előnyökkel rendelkezik a tartósság és korrózióállóság terén. A porfestés vastag, erős és esztétikus felületet biztosít, általában fényes vagy félig matt feketében. Az E-bevonat vékonyabb, de teljesebb és egyenletesebb védőréteget hoz létre, amely minden felületet lefed, így kiválóan ellenálló a rozsdásodással szemben. A választás attól függ, milyen teljesítményre van szüksége, mennyi a költségvetése és milyen helyi éghajlati viszonyok uralkodnak.
A sajtolással készült acél futóműtartó karok megértése és a bevonatok fontossága
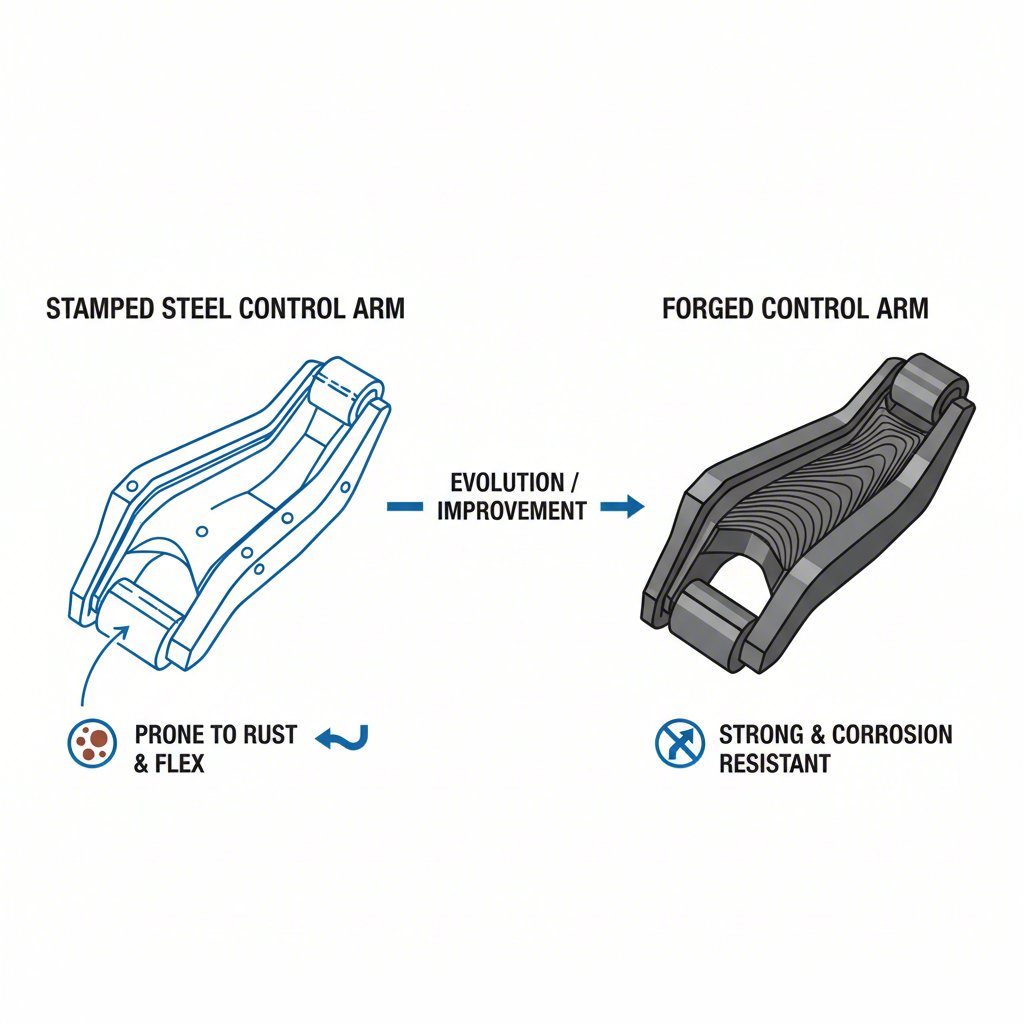
A kivágott acél karok alapvető elemei egy jármű felfüggesztési rendszerének, amelyek a vázat a kormányzárhoz vagy a keréktárcsához kötik. Ezeket úgy gyártják, hogy acéllemezekből kivágják és összehegesztik őket U-alakú csatornává, egy költséghatékony eljárás, amely miatt széleskörűen használják őket tömeggyártású járművekben. Ez a gyártási módszer jelentősen különbözik az űrtartalmú vagy öntött karokétól, amelyek tömör fémtömbökből készülnek, és általában nagyobb merevséget és szilárdságot nyújtanak sűrűbb belső kristályszerkezetük miatt.
Bár hatékony, a sajtolt acél kialakításnak belső gyengeségei vannak. A nyitott csatorna alak miatt nagy ívben vagy erős felfüggesztési terhelés hatására hajlás léphet fel, és maga az acél különösen érzékeny a só, nedvesség és szennyeződések okozta rozsdásodásra és korrózióra. Megfelelő védőréteg hiányában a korrózió idővel veszélyeztetheti a kar szerkezeti integritását, ami jelentős biztonsági kockázatot jelent. Ezért a felületminőség és bevonat nem csupán esztétikai kérdés, hanem döntő fontosságú tényező az alkatrész élettartama és teljesítménye szempontjából.
A minőségi gyártás elengedhetetlen ahhoz, hogy ezek az alkatrészek szigorú biztonsági és teljesítményszabványoknak megfeleljenek. Olyan gépjárműgyártók számára, akik pontosságra és megbízhatóságra törekednek, speciális fémsajtoló partnerek komplex megoldásokat kínálnak a prototípus-gyártástól a tömeggyártásig. Például, Shaoyi (Ningbo) Metal Technology Co., Ltd. fejlett, IATF 16949 tanúsítvánnyal rendelkező létesítményeket kínál, amelyek költséghatékony, határidőre történő szállítást biztosítanak összetett járműipari alkatrészek esetén. Ez a mélyreható szakértelem az alakító sajtolási folyamatban megalapozza a tartós, védőbevonattal ellátható végtermék készítését.
A járművezetők számára az irányítókar típusának azonosítása egyszerű folyamat. A legmegbízhatóbb módszer a mágneses teszt: ha a mágnes erősen tapad az irányítókarhoz, akkor az acélból készült. Öntött alumínium vagy egyes kovácsolt ötvözetek nem mágnesesek. Ez az egyszerű ellenőrzés segíthet meghatározni, milyen alkatrészek vannak a járművön, ha frissítéseket vagy cseréket fontolgat.
Részletes áttekintés a porfesték bevonatokról
A porfestés a leggyakoribb felületkezelés az utángyártott acélsablonos lengéscsillapító karokon, amelyet tartóssága és kiváló megjelenése miatt értékelnek. Ellentétben a hagyományos folyékony festékkel, a porfestés egy száraz bevonási eljárás. Egy finoman őrölt, polimer gyantából, pigmentekből és egyéb adalékokból álló por anyagot visznek fel az alkatrészre elektrosztatikus porfestőpisztollyal. A pisztoly pozitív elektromos töltést ad a porszemcséknek, így azok a földelt lengéscsillapító karhoz tapadnak. Ezután az alkatrészt keményítőkemencében melegítik, ahol a por olvadásba megy át, és sima, ellenálló bevonatot képez.
Ez az eljárás lényegesen vastagabb és erősebb felületet hoz létre, mint a hagyományos festék. A hőkötéses folyamat kemény héjat eredményez, amely rendkívül ellenálló a repedésnek, karcolódásnak, vegyi anyagoknak és az UV okozta színelhalásnak. Számos gyártó, például CST Suspension , sőt, kiváló minőségű kétszintes matt fekete porfestékkel is rendelkeznek, amely további réteget ad a tartóssághoz és esztétikai megjelenéshez. Az eredmény egy alkatrész, amely nemcsak jól néz ki, hanem jól védett a napi közlekedés nehézségeivel szemben is.
Ennek ellenére, bár számos előnnyel rendelkezik, a porfestésnek is lehetnek hátrányai. A tartósságot biztosító vastagság néha elrejtheti az alapanyag hibáit, például fémrepedéseket vagy hegesztési hibákat. Továbbá, egy erős ütés, például kő vagy úton lévő törmelék okozhatta becsapódás még mindig lepattinthatja a felületet, így a felület alatti acélt korróziót okozó tényezőknek teszi ki. Alább összegzés formájában láthatók a legfontosabb előnyök és hátrányok.
Előnyök
- Kiváló tartósság: Nagyon ellenálló a repedéseknek, karcolásoknak és kopásnak.
- Kémiai és UV-ellenállóság: Véd az útsó, olajok és napkitettség okozta színbontás ellen.
- Esztétikai minőség: Simára, egységesre és gyakran magas fényességűre készül.
- Vastag védőréteg: Jelentős fizikai védelmet nyújt az alapacél számára.
Hátrányok
- Elrejtheti a hibákat: A vastag bevonat eltakarhatja a kar hajlításait vagy hibáit.
- Repedésre hajlamos: Erős, éles ütés áthatolhat a bevonaton, és rozsda keletkezhet.
- Nehéz utánjavítani: A lepattant rész javítása speciális előkészítést igényel a megfelelő tapadás biztosításához.
E-bevonat és egyéb alternatívák áttekintése
Bár a porfesték népszerű választás, az E-bevonat – más néven elektrokoating vagy elektródréteg – szintén nagyon hatékony felületvédelem lehet sajtolt acél lengéscsillapító karok esetében. Ez az eljárás másfajta előnyökkel rendelkezik, elsősorban a teljes körű korrózióvédelmet célozza meg. Az E-bevonás során a vezérlőkart epoxi vagy más gyanta alapú festékfürdőbe merítik, majd áramot vezetnek a fürdőn keresztül. Ezáltal a festékrészecskék közvetlenül az alkatrész minden vezető felületéhez kötődnek, kialakítva ezzel egy rendkívül egyenletes és átfogó bevonatot.
Az E-bevonat elsődleges előnye, hogy képes a lengéscsillapító kar minden rejtett zugát és belső felületét befedni – olyan területeket is, amelyeket egy felülről felvitt porbevonat esetleg nem ér el. Ez folytonos gátat hoz létre a nedvessel szemben, így különösen hatékony a rozsdásodás megelőzésében, főleg olyan térségekben, ahol kemény tél van és gyakori az útsó használata. Bár általában vékonyabb, mint a porbevonat, a felület mégis tartós, és kitűnő alapozóként szolgálhat fedőréteg alkalmazása esetén. Számos utángyártott lengéscsillapító kar éppen emiatt használ E-bevonatot.
Annak érdekében, hogy eldönthessék, melyik felületkezelés felel meg leginkább az Ön igényeinek, itt egy közvetlen összehasonlítás a két vezető lehetőség között:
| Funkció | Porfestés | E-bevonat (Elektrokoating) |
|---|---|---|
| A felhasználási módszer | Elektrosztatikus szárazpor-felhordás, majd sütőben polimerizálás | Bevonandó alkatrész bemerítése elektromos árammal vezetett folyadékfürdőbe |
| A fedezet | Kiváló külső felületeken, de recesszált területeken változó minőségű lehet. | Teljes és egyenletes, beleértve a csatornák belsejét és üregeket is. |
| Vastagság | Vastag (általában 2–6 mil), így nagy ütésállóságot biztosít. | Vékony (általában 0,5–2 mil), alapvető védőréteget biztosít. |
| Hosszútartamú használhatóság | Nagyon ellenálló a repedésnek és karcolódásnak. | Jó kopásállóságú, de főként kiváló a korrózió megelőzésében. |
| Legjobban alkalmas | Olyan teljesítmény- és esztétikai alkalmazások, ahol a megjelenés és a repedésállóság kiemelkedő fontosságú. | Maximális korrózióvédelem kemény, nedves vagy sós környezetekben. |
Önálló felületkezelés és újrafelületkezelés a lengéscsillapító karoknál
Olyan lelkesedők számára, akik egy restaurálásban vagy egyedi építésben vesznek részt, a hengerelt acél lengéscsillapító karok újrafelületkezelése jutalommal járó önálló projekt lehet. Akár régi alkatrészeket frissít ki, akár új, nyers acélkarokat szeretne védeni, a megfelelő előkészítés a tartós felületkulcs. Bár a professzionális porbevonat vagy E-bevonat nyújtja a legjobb tartósságot, egy minőségi festés kiváló védelmet biztosíthat, ha helyesen készül el.
Olyan technikák alapján, amelyeket restaurátorok és gyártók alkalmaznak, például az általuk összeállított útmutatóban ismertetettek a lengéscsillapító karok megerősítéséről a Speedway Motors oldalán , a folyamat gondos tisztítást és felületelőkészítést igényel. Ha festék vagy zsír fölé próbál festeni, az eredmény hamar meghibásodik. Ne feledje, hogy otthoni körülmények között általában nem valósítható meg a porfestés, mivel speciális berendezéseket igényel, mint például egy elektrosztatikus fúvópisztolyt és egy nagy méretű edzőkemencét.
Ha úgy dönt, hogy elvállalja a projektet, kövesse az alábbi lépéseket egy tartós festett felület érdekében:
- Szétszerelés és tisztítás: Távolítsa el a lengéscsillapító karokat a járműről. Alaposan tisztítsa meg őket erős zsíroldóval, hogy eltávolítsa az összes olajat, úti koszt és szennyeződést.
- Régi bevonat eltávolítása: Használjon drótkefét sarokcsiszolón vagy fúróra szerelve, hogy eltávolítsa az összes régi festéket, rozsdát és lerakódást. A cél az, hogy tiszta, csupasz fémet kapjon.
- Végső felületelőkészítés: Törölje le a teljes lengéscsillapító kart viasz- és zsírtalanítóval vagy denaturált alkohollal, hogy biztosítsa a tökéletesen tiszta felületet és az alapozó felvitelére való készséget.
- Alapozó felhordása: Használjon magas minőségű, önmetsző automata alapozót. Ez a fajta alapozó kémiai kötést létesít az élettelen fémmel, erős alapot teremtve a fedőréteg számára, és növeli a korrózióállóságot.
- Fogkarima festése: Vigyen fel több vékony réteg tartós autóipari festéket, például alváz- vagy motorlakkot. Tartsa be a gyártó által előírt száradási időt a rétegek között.
- Teljes utóhőkezelés: Hagyja teljesen kihőkölni a festéket néhány napig, mielőtt újra felszerelné a fogkarimákat. Ez biztosítja, hogy a bevonat maximális keménységet és tartósságot érjen el.
Gyakran Ismételt Kérdések
1. Honnan tudom, hogy milyen anyagból készült a lengéscsillapító karom?
A legegyszerűbb és legmegbízhatóbb módja a szegecselt acélfogkarimák azonosításának a mágnes használata. Ha a mágnes erősen tapad a fogkarima felületéhez, akkor az acélból készült. A öntött alumíniumból vagy más nem vasalapú ötvözetekből készült fogkarimák nem mágnesesek.
2. Mi a különbség a lenyomott és az űrtartalmú futóművek között?
A fő különbség a gyártási folyamatukban és az ebből eredő szilárdságukban rejlik. A sajtolt acél lengéscsillapító karokat úgy készítik, hogy acéllemezeket préselnek és hegesztenek össze végső alakjukba. Az űrtartalmú karokat egy tömör fémdarabot (billet) melegítve és egy sablonba préselve hozzák létre, amely igazítja a fém belső roststruktúráját az alkatrész alakjához. Ez a folyamat sűrűbbé, erősebbé és ellenállóbbá teszi az űrtartalmú karokat a fáradtsággal és hajlással szemben, ha a sajtolt megfelelőikhez hasonlítjuk.