 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Az elektromos szikrafúrás (EDM) lényeges szerepe a precíziós sablonkészítésben
TL;DR
Az elektromos kisüléses megmunkálás (EDM) elhanyagolhatatlan szerepet játszik a modern sablonkészítésben. Ez egy nagy pontosságú gyártási eljárás, amely irányított elektromos szikrákat használ keményített fémek lefaragására és összetett, bonyolult alakzatok kialakítására. Ez a technológia létfontosságú tartós, nagy pontosságú szerszámok, fröccsöntőformák és sajtoló sablonok előállításához, amelyeket gyakran lehetetlen hagyományos megmunkálási módszerekkel legyártani.
EDM alapelveinek megértése
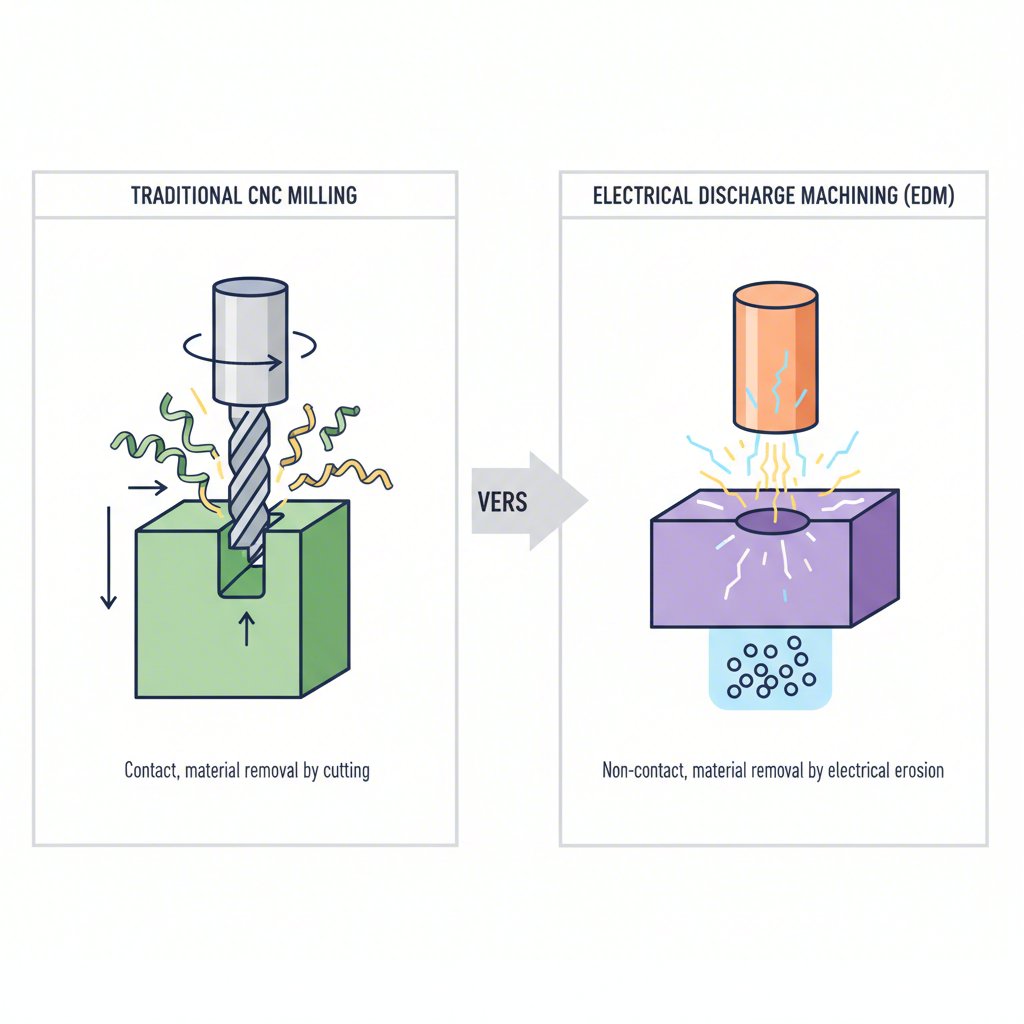
Az elektromos kisüléses megmunkálás, gyakran nevezik szikramarásnak, egy nem hagyományos, érintkezésmentes gyártási eljárás, amely a hőenergián alapul. Ellentétben a hagyományos mechanikai erőt használó módszerekkel, amelyek anyagot vágnak, az EDM anyagot távolít el egy elektróda (szerszám) és egy munkadarab közötti gyors, ismétlődő elektromos kisülések – vagy szikrák – sorozatán keresztül. Mindkét alkatrész dielektromos folyadékba van merítve, amely addig elektromos szigetelőként működik, amíg egy meghatározott feszültség nem érhető el.
Az alapvető mechanizmus akkor indul el, amikor magas feszültséget alkalmaznak, amely hatására a dielektrikum folyadék átüt és plazmacsatornát képez az elektróda és a munkadarab között. Ez olyan intenzív szikrát hoz létre, amelynek hőmérséklete 14 500 és 21 500 °F közé esik, azonnal olvasztva és elpárologtatva a munkadarab anyagának rendkívül kis mennyiségét. Amint a kisülési ciklus véget ér, a dielektrikum folyadék eltávolítja a lepárolódott részecskéket (szennyeződéseket) a megmunkálási zónából. Ez a ciklus másodpercenként ezerszer ismétlődik, fokozatosan alakítva a munkadarabot az elektróda alakjára vagy egy programozott pálya mentén.
Ez a folyamat alapvetően különbözik a hagyományos CNC marástól vagy esztergálástól. Mivel nincs fizikai érintkezés az eszköz és a munkadarab között, az EDM rendkívül kemény és ellenálló anyagokat, például edzett szerszámacélt, titánt és wolframkarbidot is megmunkálhat nagy pontossággal, mechanikai feszültség kiváltása nélkül. Ez a képesség elengedhetetlenné teszi e technológiát olyan alkalmazásoknál, amelyek finom részleteket és szűk tűréshatárokat igényelnek, amelyeket más módszerek nem tudnak elérni.
Az EDM kritikus szerepe a nagypontosságú sablon- és formagyártásban
Az esztergályos- és sablonkészítő iparágban a pontosság nem csupán célkitűzés, hanem alapvető követelmény. Az EDM-technológia e pontosság sarokköve, lehetővé téve olyan öntőformák és sablonok készítését, amelyek bonyolultsága és pontossága korábban elképzelhetetlen volt. Fő feladata az éles belső sarkok, mély és keskeny bordák, valamint összetett üregek létrehozása, amelyek gyakran megvalósíthatatlanok hagyományos vágószerszámokkal a szerszámgeometria és hozzáférési korlátozások miatt.
Az egyik legjelentősebb EDM-alkalmazás a műanyag fröccsöntő formák és fémöntő-, illetve sajtoló sablonok gyártása. Például az autóiparban a minőségi alkatrészek előállítása tökéletesen megmunkált szerszámokon alapul. A vezető egyedi autóipari sajtoló sablonok és fém alkatrészek gyártása , mint például a Shaoyi (Ningbo) Metal Technology Co., Ltd., amelyek fejlett eljárásokat alkalmaznak az olyan pontosság eléréséhez, amelyet az OEM-ek és a Tier 1 szintű beszállítók megkövetelnek. Az elektromos kisüléses megmunkálás (EDM) ebben az összefüggésben kritikus fontosságú a tartós, összetett kihajtóformák előállításához, amelyek lemezacélt alakítanak autóalkatrészekké hibátlan konzisztenciával.
Ezen felül az EDM különösen alkalmas már megkeményített anyagok megmunkálására. A hagyományos eljárások gyakran puha anyag megmunkálását igénylik, amelyet aztán hőkezelés követ, egy lépés, amely torzulást és méretpontatlanságot okozhat. Az EDM gépek előre megkeményített acélötvözeteken dolgoznak, így kiküszöbölik a torzulás veszélyét, és biztosítják, hogy a végső forma vagy sablon a legszigorúbb tűréshatárok között maradjon. Ez közvetlenül magasabb minőségű végtermékekhez vezet, legyen szó fogyasztói műanyag árukról, orvosi implantátumokról vagy repülőgépipari alkatrészekről, és hosszabb élettartamot biztosít maguknak az eszközöknek is.
Fő EDM technikák formák készítéséhez: Huzalesedm vs. Süllyesztő edm
Az alkatrészgyártók elsősorban két különböző típusú szikraforgácsolást használnak, amelyek mindegyike más-más alkalmazásra alkalmas: az alakmaró szikraforgácsolást és a huzalos szikraforgácsolást. Ezek közötti különbségek megértése kulcsfontosságú ahhoz, hogy értékelni tudjuk a technológia sokoldalúságát egy gyártási környezetben.
Alakmaró szikraforgácsolás , más néven rám szikraforgácsolás vagy üregesítő szikraforgácsolás, egy testre szabottan megmunkált elektródát használ, amely általában grafitból vagy rézből készül, és a kívánt forma negatív mintáját veszi fel. Ezt az elektródát lassan leengedik, vagyis „elsüllyesztik” a munkadarabba, és a villamos szikrák anyagot maratnak ki, így alakítva ki az elektróda alakját tükröző üreget. Ez a módszer ideális összetett 3D-s üregek, vakfuratok és részletes lenyomatok készítéséhez, amelyek formákhoz és kovácsolóformákhoz szükségesek.
Huzal EDM , vagy WEDM, inkább egy magas szintű fűrészekhez hasonlít. Egy nagyon vékony, folyamatosan előretolt fémszálat (általában rézötvözetet) használ elektródaként. A szálat egy pontos, CNC-programozott útvonal mentén vezetik végig a munkadarab teljes vastagságán, így bonyolult 2D profilokat és alakzatokat készítve. Különösen hatékony keményített acél vastag lemezeiből készült üregek, eszközök és sablonok gyártására, valamint összetett körvonalú és pontos illesztésű alkatrészek előállítására.
Annak tisztázása érdekében, hogy mikor választja az egyiket a másik helyett a sablonkészítő, tekintsük át az alábbi összehasonlítást:
| Funkció | Die-Sinking (Ram) EDM | Huzal EDM |
|---|---|---|
| Elektromos típus | Szilárd, egyedi formájú elektróda (grafit vagy réz) | Vékony, egyszálas fémszál (általában rézötvözet) |
| Fő alkalmazás | 3D üregek, formák, vakfuratok és összetett lenyomatok készítése | 2D profilok, üregkészítő szerszámok, sablonok és bonyolult körvonalak vágása a munkadarabon keresztül |
| Létrehozott geometria | Összetett háromdimenziós negatív alakzatok | Bonyolult kétdimenziós kontúrok, csonkolt alakzatok és átvágások |
| Munkadarab-interakció | Az elektróda a munkadarabba süllyed, így alakítva ki a üreget | A huzal teljesen áthalad a munkadarabon, hogy profilt vágjon |
Az EDM alkalmazásának főbb előnyei és haszna az szerszám- és sablonkészítő iparban
Az EDM széles körű elterjedése az szerszám- és sablonkészítés terén egyedi előnyökből fakad, amelyek közvetlenül megcélzzák az iparág legkritikusabb kihívásait. Ezek az előnyök túlmutatnak a pusztán anyageltávolításon, és szuperiort minőséget, tervezési szabadságot és hatékonyságot kínálnak a hagyományos megmunkálási módszerekhez képest.
A legjelentősebb előnyök a következők:
- Különösen kemény anyagok megmunkálása: Az EDM számára mindegy, hogy milyen kemény az anyag, mivel működési mechanizmusa termikus, nem mechanikus jellegű. Képes könnyedén megmunkálni edzett szerszámacélokat, wolframkarbidot és exotikus ötvözeteket, amelyek más módszerekkel gyorsan elkopnának vagy egyáltalán nem lenne lehetséges megmunkálni őket.
- Összetett és bonyolult geometriák létrehozása: Mivel a folyamat érintésmentes, nincsenek olyan vágóerők, amelyek torzíthatnák az érzékeny elemeket. Ez lehetővé teszi éles belső sarkok, mély és keskeny horonykialakítások, valamint vékony falak készítését, amelyek marógépekkel elérhetetlenek.
- Páratlan pontosság és finom felületi érdesség: Az EDM-eljárás rendkívül szűk tűréshatárokat képes elérni, gyakran +/- 0,0002 hüvelyk (kb. 0,005 mm) belül. Az eljárás finomhangolható olyan sima felület érdekében, amely minimalizálja, sőt akár teljesen megszünteti a kézi polírozás szükségességét, így jelentős időt és munkaerőt takarít meg.
- Nincs mechanikai igénybevétel az alkatrészen: Mivel nincs közvetlen érintkezés az eszköz és az alkatrész között, nem keletkezik mechanikai feszültség. Ez kritikus fontosságú az érzékeny vagy vékonyfalú alkatrészek méretstabilitásának fenntartásához, valamint a deformálódás vagy repedés megelőzéséhez.
Végül ezek az előnyök ahhoz vezetnek, hogy az EMSZ egy elengedhetetlen technológiává válik minden modern szerszám- és sabergyártó számára. Lehetővé teszi magasabb minőségű, hosszabb élettartamú szerszámok gyártását, amelyek viszont kiváló minőségű végső alkatrészeket állítanak elő, megerősítve ezzel kulcsfontosságú szerepét olyan versenyképes és nagy kockázatú iparágakban, mint a repülési, orvosi és gépjárműgyártás.
Gyakran Ismételt Kérdések
1. Mi az alapelvük az aljazó EMSZ-nek?
Az aljazó EMSZ-t, más néven ramos EMSZ-t úgy működtetik, hogy egy formázott elektródát (gyakran grafitból vagy rézből) készítenek, amely a megmunkálandó üreg negatívja. Ezt az elektródát dielektrikus folyadékba merítik, és a munkadarab felé közelítik. Elektromos kisülések (szikrák) keletkeznek az elektróda és a munkadarab között, amelyek anyagot maratnak le, így pontosan megismételve az elektróda alakját.
2. Mire használják az EMSZ gépet forma készítéséhez?
Az űrlapkészítés során az EDM-et használják a preedzett szerszámacél bonyolult üregeinek és eleminek a létrehozására, amelyek kialakítják a végső műanyag vagy fém alkatrészeket. Elengedhetetlen olyan jellemzők előállításához, mint a mély bordák, éles belső sarkok és bonyolult textúrák, amelyeket hagyományos CNC marással nehéz vagy lehetetlen elérni. Ez a pontosság biztosítja, hogy a végső formázott alkatrészek pontosan megfeleljenek az előírt specifikációknak.
3. Mi az EDM szerepe?
Az EDM elsődleges szerepe az elektromosan vezető anyagok alakítása és megmunkálása szabályozott elektromos szikrákból származó hőenergiával. Különösen azért értékelik, mert nagyon kemény anyagokat is képes nagy pontossággal megmunkálni, bonyolult geometriákat hozhat létre mechanikai erő nélkül, valamint finom felületminőséget tud előállítani. Fő funkciója az anyageltávolítás olyan alkalmazásokban, ahol a hagyományos módszerek nem elegendők.
4. Mi az EDM a CNC megmunkálásban?
Az EDM egy speciális CNC (számítógépes számarányos vezérlésű) megmunkálási módszer. Míg a hagyományos CNC megmunkálásnál vágószerszám közvetlenül érintkezik az anyaggal és távolítja el azt, addig a CNC EDM esetében egy számítógéppel vezérelt pálya irányítja az elektródát. A CNC rendszer szabályozza az elektróda mozgását (drót- vagy süllyesztő EDM esetén), hogy pontosan oda generáljon szikrákat, ahol az anyagot el kell távolítani, lehetővé téve így a magas pontosságú, rendkívül összetett alkatrészek automatizált gyártását.