 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

A kedvelt fémfeldolgozás titkai: Több kritérium, amely elválasztja a győzteseket a csalódástól
A preferált fémfeldolgozás megértése és miért fontos ez
Amikor fémfeldolgozó műhelyeket keres, a költség gyakran döntő tényezővé válik. De itt van a lényeg: a legolcsóbb megoldás ritkán nyújtja a legjobb hosszú távú értéket. Itt jön képbe a preferált fémfeldolgozás fogalma , amely átalakítja, hogyan közelíti meg a gondolkodó vállalkozások a fémfeldolgozási partnerekkel való együttműködésüket.
A preferált fémfeldolgozás egy stratégiai gyártási megközelítést jelent, amelynek keretében a vállalatok fémfeldolgozó partnereket minőségi tanúsítások, igazolt képességek és folyamatos megbízhatóság alapján választanak ki, nem pedig pusztán a legalacsonyabb árajánlatot követve. A „preferált” kifejezés jelentőséggel bír az ipari gyártásban. Ez egy ellenőrzött, megbízható kapcsolatot jelez, amely a teljesítési történetre és a közös elköteleződésre épül a kiválóság iránt.
Mi teszi egy fémfeldolgozó partnert preferáltnak
De vajon mi emeli egy precíziós fémfeldolgozó szolgáltatót egyszerű beszállítótól a preferált státuszba? A különbség több kulcsfontosságú tényezőn múlik, amelyekre a beszerzési menedzserek és mérnökök gyakorlatuk során megtanultak különös figyelmet fordítani.
Egy preferált fémfeldolgozó cég állandó minőséget biztosít tanúsított folyamatokkal és dokumentált minőségirányítási rendszerekkel. Nyitott kommunikációs csatornákat tart fenn, és gyorsan reagál, ha problémák merülnek fel. Talán legfontosabb, hogy a megrendelő sikeres működését saját sikerüknek tekintik, és nem egy-egy izolált megrendelésre tekintenek, hanem igyekeznek mélyebben megérteni az Önök konkrét igényeit.
Erős beszállítói kapcsolatok csökkentik a kockázatokat, például a beszerzési lánc megszakadását, az árak ingadozását és a minőségi problémákat. Azok a beszállítók, akik hosszú távú partnerségbe kötötték magukat, valószínűbb, hogy az Önök igényeit helyezik előtérbe, és együttműködve oldják meg a felmerülő kihívásokat.
Ez a proaktív kockázatkezelési megközelítés nagyobb stabilitást biztosít gyártási műveletei egészében, ami különösen értékes lesz, amikor a termelési határidők közelednek.
A szállítótól stratégiai partner felé történő átmenet
A tranzakciós és a stratégiai gyártási partnerségek közötti különbség feltűnő. Egy tranzakciós kapcsolatban Ön benyújt egy rajzot, árajánlatot kap, és reméli a legjobbakat. Minden projekt nulláról indul, minimális kontextussal a szélesebb célkitűzéseiről vagy minőségi elvárásairól.
A stratégiai partnerségek másképp működnek. A kiválasztott gyártási partnere megérti az iparági követelményeit, az anyagpreferenciáit és a tűréshatárokat anélkül, hogy ismételt magyarázatokra lenne szükség. Akár egy beépített fémmegmunkáló vállalattal, akár egy Bay Area-i fémmegmunkálási szakemberrel dolgozik, a kiválasztott státusz jellemzője ez a mély ismeret az Ön igényeiről.
Vegye figyelembe ezen különbségeket a két megközelítés között:
- Tranzakciós: Árvezérelt döntések, korlátozott kommunikáció, reaktív problémamegoldás
- Stratégiai: Értékvezérelt kiválasztás, folyamatos együttműködés, proaktív minőségjavítások
- Tranzakciós: Anonim ügyfelek egyikeként kezelik
- Stratégiai: Kiemelt fiókként ismerik el, dedikált támogatással
A beszerzési vezetők számára, akik több beszállítóval is egyidejűleg dolgoznak, megbízható fémmegmunkáló partnerekkel preferált kapcsolatok kialakítása jelentősen leegyszerűsíti a működést. Kevesebb időt kell fordítania új beszállítók minősítésére, minőségi problémák kezelésére és az előírások ismétlődő magyarázatára. Ehelyett az innovációra és a növekedésre tud összpontosítani, biztosan tudva, hogy megmunkálási igényeit olyan partnerek kezelik, akik valóban értik az Ön üzletét.
Az alábbi szakaszok pontosan azt vizsgálják, milyen kritériumok választják el a kiváló megmunkáló partnereket a többitől, és gyakorlati keretrendszert nyújtanak saját preferált szállítói azonosításához és értékeléséhez.

A minőséget meghatározó alapvető fémmegmunkálási folyamatok
Az alaplemez-feldolgozási folyamatok megértése jelentős előnyt biztosít az esetleges gyártási partnerek értékelésekor. Miért fontos ez? Mert a berendezések képességei és a folyamatokban szerzett szakértelem közvetlenül meghatározzák, hogy a kész alkatrészek megfelelnek-e a megadott specifikációknak, vagy drága selejt lesz belőlük. Nézzük át részletesen azokat a fő folyamatokat, amelyek elkülönítik a minőségre fókuszáló gyártókat azoktól, akik leegyszerűsítik a munkát.
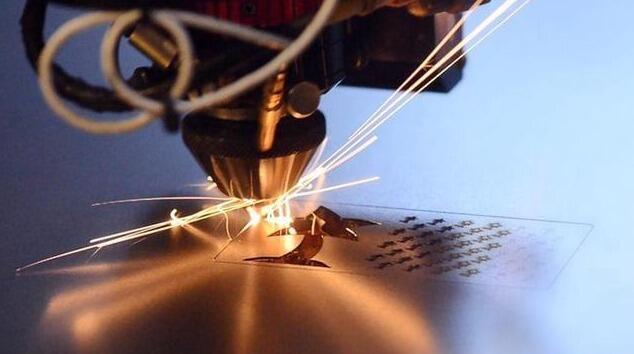
Lézeres vágás és CNC-sajtolás bemutatása
Képzelje el, hogy műtéti pontossággal próbál bonyolult mintákat kimetszeni acélból. Pontosan ezt érik el a modern lézeres vágógépek. A szálaslézer-rendszerek intenzív fényenergiát koncentrálnak egy emberi hajszálnál is keskenyebb sugárba, és a programozott pályán haladva elpárologtatják az anyagot ±0,1 mm-es tűréssel. Amikor a projektjének összetett geometriára vagy finom részletekre van szüksége, a lézeres vágás kiváló szélminőséget nyújt mechanikai feszültség nélkül, amelyet más vágási módszerek bevezetnek.
A CNC toronylyukasztás más elveken alapul, de meghatározott alkalmazásokhoz különleges előnyöket kínál. A Jeelix ipari kutatása szerint a modern toronylyukasztó gépek percenként több mint 1000 ütést érnek el, és az eszközcsere egy másodpercnél rövidebb idő alatt zajlik le. Ez kiválóan költséghatékony megoldást nyújt olyan alkatrészek gyártásához, amelyek számos lyukat, levegőbevezető rácsot vagy alakított elemet igényelnek.
Az alábbiakban bemutatjuk, mi teszi különösen értékessé a CNC-lyukasztással végzett pontos lemezgyártást:
- Háromdimenziós alakítási képesség :A sík vágáson túlmenően a toronylyukasztó gépek közvetlenül a lemezen hozzák létre a csavarfej-mélyedéseket, kihúzásokat, domborításokat és szellőzőrácsokat
- Folyamatok konszolidálása: Azokat a feladatokat, amelyeket korábban külön fúrásra, marásra vagy sajtózásra kellett volna elküldeni, most egyetlen beállítással végezhetők el
- Nagy sorozatok hatékonysága: Az automatizált betápláló rendszerekkel párosítva ezek a gépek folyamatos, emberi felügyelet nélküli („lights-out”) gyártást tesznek lehetővé
- Anyagok bővíthetősége: Az egyedi lemezgyártási alkalmazások profitálnak abból a képességből, hogy különböző lemezvastagságokat és anyagtípusokat is kezelni tudnak
A professzionális lemezfeldolgozás gyakran stratégikusan kombinálja mindkét technológiát. A lézeres vágás bonyolult kontúrok és vastag anyagok feldolgozására alkalmas, míg a toronylyukasztó gépek kiválóan alkalmazhatók nagyszámú lyukat tartalmazó alkatrészek és integrált alakítás esetén. Annak megértése, hogy melyik folyamat felel meg pontosan az Ön igényeinek, segít jobb kérdéseket megfogalmazni gyártók értékelésekor.
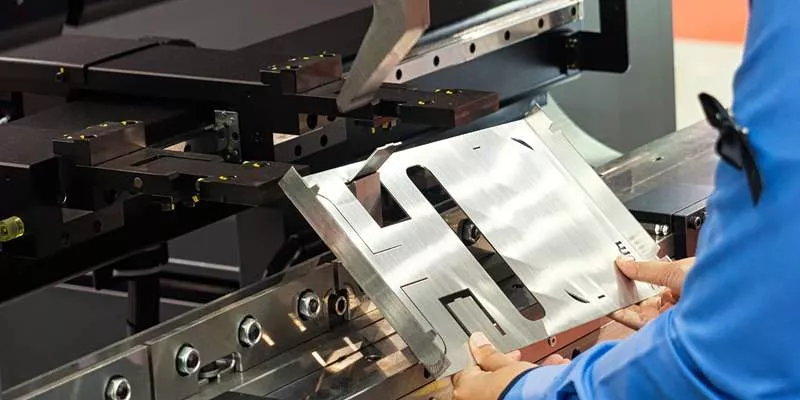
Hajlítási technikák, amelyek formálják alkatrészeit
Miután az anyagot levágták, a hajlítás sík lemezekből funkcionális, háromdimenziós alkatrészeket készít. A sajtófékes műveletek párosított ütő- és nyomószerszám-készleteket használnak a pontos szögek eléréséhez, és ennek a folyamatnak a kifinomultsága gyakran meglepi a fémmegmunkálás kezdőit.
A modern CNC-sajtófékek automatikusan kiszámítják a hajlítási engedélyt, ellensúlyozva az anyag rugalmas visszatérését (springback) és vastagságváltozásait. E kategória legfontosabb fémmegmunkáló eszközei a következők:
- Légbefogásos hajlítás: A leggyakoribb módszer, amely a cél szögek eléréséhez a vezérelt ütőmélységet használja, rugalmasságot biztosítva kisebb korrekciókhoz
- Aljzárt hajlítás: Az erő teljes mértékben behatol az anyagba a szerszámba, így biztosítva a maximális pontosságot a kritikus tűrések esetén
- Kihajtás: Szélsőséges nyomást alkalmaz a pontos szögek végleges rögzítéséhez, ideális nagy pontosságú alkalmazásokhoz
- Forgó hajlítás: Megakadályozza a felületi sérüléseket a látható felületeken, ami elengedhetetlen az építészeti vagy esztétikai alkatrészeknél
A gyártók értékelésekor érdeklődjön a présfék tonnában megadott teherbírása és a hátsó mérőszalag pontossága iránt. Ezek a műszaki adatok közvetlenül befolyásolják, hogy milyen bonyolultságú hajlításokat és milyen vastagságú anyagokat tudnak megbízhatóan feldolgozni.
A hegesztési módszerek, amelyek meghatározzák a szerkezeti integritást
A hegesztés összeköti a gyártott alkatrészeket kész szerelvényekké, és a kiválasztott módszer jelentősen befolyásolja mind a megjelenést, mind a szerkezeti teljesítményt. A Robotics Tomorrow szerint ezek közötti különbségek megértése segít a megfelelő eljárás kiválasztásában az Ön alkalmazásához.
TIG-hegesztés (gázas volfrámív-hegesztés): Ez a folyamat nem fogyó volfrám elektródákat használ, amelyek kiváló hőállósággal rendelkeznek, és lehetővé teszik az alacsony áramerősségű hegesztést akár 0,005 hüvelykes (0,127 mm) vastagságú anyagon is. A légikoszmoszi, az orvosi és az autóipari iparágak a TIG-hegesztésre támaszkodnak kiváló vezérlési képessége és tiszta, pontos hegesztési eredményei miatt. Amikor a megjelenés és a hegesztési minőség elsődleges szempont, a TIG-hegesztés kiváló megoldást nyújt.
MIG-hegesztés (gázas fémív-hegesztés): A MIG-hegesztés folyamatosan táplálja az elektródaanyagot a hegesztőpisztolyon keresztül, miközben védőgázok védelmeznek a szennyeződések ellen. Ez a módszer gyorsabb lehordási sebességet biztosít, mint a TIG-hegesztés, így ideális a gyártási környezetekhez, ahol a sebesség döntő fontosságú. A kompromisszum egy kicsit kisebb pontosság a finom munkák esetében.
Pontszerű hegesztés: A pontszerű hegesztés az egyik legrégebbi hegesztési eljárás, amellyel két lemezt töltőanyag nélkül összekötünk, nyomást és elektromos áramot alkalmazva formázott réz elektródák segítségével. Ez helyileg melegíti a hegesztési pontot. A fémfeldolgozó vállalatok gyakran használják a pontszerű hegesztést a szellőzőelemek és a légtechnikai csatornarendszerek gyártásához, mivel gyors és ideális a lemez-lemez kapcsolatokhoz.
Miért javítja a folyamatismertetés a partnerválasztást
Amikor ismeri ezeket a fő folyamatokat, a potenciális gyártási partnerekkel folytatott beszélgetések lényegesen termékenyebbek lesznek. Konkrét kérdéseket tehet fel a berendezések képességeiről, a megvalósítható tűréshatárokról és a folyamatokra vonatkozó tanúsítványokról, amelyek feltárják a partner valódi szakértelem-szintjét.
Ahelyett, hogy homályos minőséggel kapcsolatos biztosítékokat fogadna el, felismeri, hogy egy gyártó képességei valóban megfelelnek-e a projektje követelményeinek. Ez a tudás átalakítja Önt passzív vásárlóból tájékozott partnerré, aki hatékonyan együttműködhet a tervezés optimalizálásában és a gyártási hatékonyságban. Ezzel a gyártási folyamatokról szerzett alapozással most már készen áll arra, hogy megvizsgálja, hogyan alkalmazzák különböző iparágak ezt a szakértelmet saját, egyedi igényeik kielégítésére.
Iparág-specifikus gyártási követelmények magyarázata
Sosem gondolta még, hogy miért lehet ugyanaz a fémmegmunkálási szolgáltató kiváló egy iparágban, de nehézségekbe ütközik egy másikban? A válasz az iparágok által támasztott lényegesen eltérő követelményekben rejlik. Egy olyan gyártó, aki légtechnikai csatornarendszereket készít, teljesen más világban működik, mint az, aki autóipari alvázalkatrészeket vagy hadi minőségű burkolatokat gyárt.
Az iparágspecifikus követelmények megértése átalakítja, ahogyan potenciális partnereit értékeli. Ha ismeri szektora számára szükséges tanúsításokat, tűréseket és anyagokat, gyorsan képes azonosítani a valódi szakértelemmel rendelkező gyártókat, nem pedig csak azokat, akik általános képességeket állítanak fel . Nézzük meg, mi teszi egyes főbb iparágakat egyedivé.
Az autóipari gyártási szabványok és tanúsítások
Az autóipar a gyártásban alkalmazott leghatározottabb gyártási szabványokat tartja fenn. Ha járművekhez szükséges alkatrészeket szerel be, az IATF 16949-es tanúsítás megértése elengedhetetlen a partnerválasztási folyamatához.
Mit jelent pontosan az IATF 16949 tanúsítás a projekteik számára? Az OGS Industries szerint ez a tanúsítás az ISO 9001 követelményeire épül, miközben kritikus, autóipari specifikus elemeket is hozzáad. A szabvány biztosítja a folyamatos fejlesztés (lean manufacturing) elveinek betartását, a hibák megelőzését, a szórás csökkentését és a hulladék minimalizálását. Az autóipari alkalmazásokhoz szükséges ipari fémmegmunkálást végző vállalatok esetében ez a tanúsítás azt jelezheti, hogy a megmunkáló vállalat elkötelezett a járműgyártók által elvárt, egyenletes minőség iránt.
Az IATF 16949 tanúsítással rendelkező megmunkáló vállalatokkal való együttműködés előnyei:
- Egyenletes minőségi eredmények: A gyártási folyamatokat folyamatosan figyelik és mérik a termelékenység maximalizálása érdekében
- Csökkentett termékeltérés: A javított minőségirányítási rendszerek biztosítják, hogy a fémmegmunkálási termékek magas teljesítményű járművek követelményeinek megfeleljenek, függetlenül az alkalmazási területtől
- Megbízható ellátási lánc: Ez a nemzetközileg elismert tanúsítás meghatározza a beszerzési szabványokat, erősebb beszállítói hálózatok kialakítását segítve
- Hibák megelőzése: A gyártás, hegesztés és felületkezelés igazolt folyamatai minimalizálják a hibákat, miközben teljesítik a termék biztonsági követelményeit
Az autóipari alkalmazásokban a tűréshatárok különösen szigorúak. A EOXS kutatás szerint az autók karosszériapanelei általában ±0,002–±0,003 hüvelykes (≈ ±0,05–±0,08 mm) vastagságtűrést igényelnek. Ez a pontosság biztosítja a megfelelő illeszkedést a gyártósorokon, ahol már a legkisebb eltérések is komoly problémákat okozhatnak. A houstoni fémmegmunkáló műveleteknek, amelyek az autóipari szektort szolgálják, ezt a pontossági szintet egyenletesen fenntartva kell működniük nagy tömegű termelési sorozatokban.
Épületgépészeti és szellőztetési alkatrészek követelményei
Úgy hangzik, mintha az épületgépészeti (HVAC) gyártás egyszerűbb lenne az autóipari munkánál? Egyes tekintetben valóban így van. Az épületgépészeti alkalmazások általában engedélyeznek lazább tűréshatárokat, mivel a légcsatornák nem viselnek jelentős szerkezeti terhelést. Ez azonban nem azt jelenti, hogy a minőség kevesebb figyelmet érdemelne. Csak más prioritások lépnek érvénybe.
Az épületgépészeti (HVAC) speciális fémmegmunkálás a következőkre összpontosít:
- Anyagválasztás: Horganyzott vagy alumíniummal bevont lemez (általában 24–18-es kaliber) biztosítja a belső levegőkezelő berendezések korrózióállóságát
- Kapcsolási technikák: A varrathegesztés és a mechanikai rögzítés légmentes kapcsolatokat kell létrehozzon anélkül, hogy megsértené a csatornák szerkezeti integritását
- Tűrés-igazíthatóság: A szokásos vastagságtűrések (±0,008 hüvelyk) figyelembe veszik a gyártási változékonyságot, miközben fenntartják a funkcionális teljesítményt
- Térfogat-hatékonyság: A gyártási sebesség gyakran elsődleges szempont, mivel a légtechnikai projektek nagy mennyiségű, szabványos alkatrészt igényelnek
Mi a kulcskülönbség? A légtechnikai alkatrészek gyártói a termelési kapacitásra és a költséghatékonyságra optimalizálnak, nem pedig az extrém pontosságra. Amikor légcsatorna- és szellőzőrendszer-alkatrészeket gyártó partnereket értékel, a hangsúlyt a nagy mennyiségben történő, egyenletes minőségű szállítás képességére kell helyezni, nem pedig arra, hogy képesek-e űrkutatási szintű pontossággal dolgozni.
Elektronikai burkolatok pontossági szabványai
Az elektronikai házak köztes helyet foglalnak el az HVAC rendszerek laza tűrései és az autóipar szigorú követelményei között. Ezeknek a komponenseknek védniük kell az érzékeny berendezéseket a környezeti hatásoktól, miközben pontos rögzítési pontokat biztosítanak a belső hardver számára.
Az elektronikai házak gyártása során kritikus szempontok:
- EMI/RFI árnyékolás: A házak gyakran speciális földelési elemeket és szoros illesztéseket igényelnek az elektromágneses interferencia megelőzésére
- Hővezérlés: A szellőzési minták, a hűtőbordák rögzítési felületei és az anyagválasztás befolyásolják a hőelvezetést
- Méretei pontosság: A nyomtatott áramkörök (PCB) rögzítési pontjai, csatlakozók kivágásai és panelfelületek illesztései általában ±0,005″ és ±0,010″ közötti tűrést igényelnek
- Felületminőség: A festett vagy porral bevont házak esetében megfelelő felület-előkészítés szükséges a tapadás és a megjelenés érdekében
Sok fémmegmunkálási munka ebben a szektorban további képességeket igényel, például selyemnyomást, szerelvények felszerelését, illetve tömítőgyűrűk vagy tömítőanyagokkal való integrációt. A elektronikai burkolatokat gyártó megmunkáló szakemberek ezeket a másodlagos műveleteket az egész megoldás elengedhetetlen részeként ismerik fel.
Tengeri és katonai korrózióállósági szabványok
Amikor a megmunkált alkatrészek tengervíznek, extrém hőmérsékleteknek vagy harci körülményeknek vannak kitéve, a felhasznált anyagok kiválasztása és feldolgozási követelményei drámaian megnövekednek. A tengeri és katonai alkalmazások olyan, úgynevezett „katonai minőségű” anyagokat igényelnek, amelyek megfelelnek a szigorú védelmi minisztérium (Department of Defense) előírásainak.
A Warner Brothers Öntöde Zrt. a katonai minőségű fémek a MIL-SPEC szabványoknak megfelelően készülnek, amelyek bizonyítják a megbízható teljesítményt extrém körülmények között. Ezek a szabványok részletesen meghatározzák az anyagok katonai felhasználásra való alkalmasságához szükséges teljesítményjellemzőket, vizsgálati eljárásokat és minőségi követelményeket.
A tengeri és katonai gyártás kulcsfontosságú követelményei:
- Korrózióálló ötvözetek: A 316L típusú rozsdamentes acél, speciális alumínium ötvözetek és a titán hosszú távú tartósságot biztosítanak a nehéz környezeti feltételek mellett
- MIL-SPEC megfelelőség: Az MIL-DTL-5541 (kémiai konverziós bevonatok) és az MIL-A-8625 (anódosítás) szabványok szabályozzák a felületkezeléseket
- Dokumentációs követelmények: A teljes anyag nyomon követhetősége, tanúsított vizsgálati jelentések és megfelelőségi dokumentumok kötelezőek
- Extrém környezeti tesztek: A komponensek szórási sótesztnek, hőmérséklet-ciklusoknak és egyéb környezeti minősítési eljárásoknak is ki vannak téve
Ágazatspecifikus anyag- és tűréskövetelmények
Az alábbi táblázat átfogó összehasonlítást nyújt a főbb iparágok követelményeiről. Használja ezt gyors referenciaanyagként annak értékeléséhez, hogy egy gyártó képességei megfelelnek-e az Ön ágazata igényeinek:
| IPAR | Kulcstanúsítványok | Tipikus toleranciák | Gyakoribb anyagok | Fontos tényezők |
|---|---|---|---|---|
| Automobil | IATF 16949, ISO 9001 | ±0,002–±0,003 hüvelyk | HSLA acél, alumínium ötvözetek | Hibák megelőzése, folyamatos gyártás, nagy mennyiségű termelés konzisztenciája |
| HVAC | SMACNA-szabványok, UL-listázás | ±0.008" | Cinkbevonatos acél, aluminizált acél | Légzáró varratok, korrózióállóság, gyártási hatékonyság |
| Elektronika | ISO 9001, UL/CE-megfelelőség | ±0,005"-tól ±0,010"-ig | Hidegen hengerelt acél, alumínium | EMI-védettség, hőkezelés, pontos rögzítési lehetőségek |
| Konstrukciós acél | AWS D1.1, AISC tanúsítás | ±0,010 hüvelyk - ±0,015 hüvelyk | A36, A572, A992 acél | Teherbíró képesség, hegesztési minőség, méretbeli pontosság |
| Légiközlekedés | AS9100, Nadcap | ±0,001"-tól ±0,002"-ig | 7075-es alumínium, titánötvözetek | Súlyoptimalizálás, fáradásállóság, teljes nyomonkövethetőség |
| Tengerészeti/katonai | MIL-SPEC, ISO 9001 | ±0,005"-tól ±0,010"-ig | 316L rozsdamentes acél, tengerészeti minőségű alumínium | Korrózióállóság, környezeti alkalmasság, dokumentáció |
Amikor ipari fémmegmunkáló partnereket értékel, ez az összehasonlítás segít célzott kérdéseket megfogalmazni. Egy olyan megmunkáló vállalat, amely szakértelemmel hivatkozik az Ön iparágára, konkrét ismereteket kell bemutasson a vonatkozó tanúsításokról, a tipikus tűréshatárokról és az anyagkezelési tapasztalatról. Általános képességkijelentések – anélkül, hogy iparág-specifikus részleteket tartalmaznának – gyakran arra utalnak, hogy a vállalatnak korlátozott a gyakorlati tapasztalata.
Az iparági tevékenységének egyedi követelményei határozzák meg a partnerválasztás szempontjait. A légtechnikai csatornák gyártására tökéletesen alkalmas gyártó vállalkozás esetleg nem rendelkezik az autóipari alkatrészekhez szükséges pontossági képességekkel vagy tanúsításokkal. Ugyanakkor egy légi- és űrhajóipari fókuszú gyártóüzem költségei túlzottan magasak lehetnek kevésbé igényes alkalmazásokhoz. A gyártó szakértelemének pontos illeszkedése a tényleges igényeihez biztosítja, hogy megfelelő minőséget kapjon anélkül, hogy olyan képességekért fizetne, amelyekre nincs szüksége.
Miután világos képet kapott arról, hogyan formálják az iparági követelmények a gyártási igényeket, a következő logikus lépés a anyagválasztási döntések hatásának vizsgálata a projekt eredményeire bármely alkalmazás esetében.
Anyagválasztási útmutató fémmegmunkálási projektekhez
Azonosította iparági követelményeit, és megértette, mely gyártási eljárások felelnek meg alkalmazásának. Most egy olyan döntés következik, amely hatással van mindenre: az alkatrész élettartamától a teljes projekt költségéig: melyik anyagot kell megadnia miért válasszunk szénacélt, rozsdamentes acélt vagy alumíniumot? Ez nem egyszerűen arról szól, hogy kiválasztjuk a papíron legjobban kinéző anyagot. Meg kell értenünk, hogyan viselkednek az egyes anyagok a valós körülmények között, amelyekkel alkatrészeink szembesülnek.
Gondoljunk csak bele: egy anyag, amely tökéletesen alkalmas beltéri elektronikai házakhoz, katasztrofálisan meghibásodhat tengeri környezetben. A kezdeti legolcsóbb megoldás a korai korrózió miatt később a legdrágább választássá válhat, ha cserére kényszerül. A minőségi fémfeldolgozás okos anyagválasztással kezdődik, és ez az útmutató keretet nyújt ahhoz, hogy biztonsággal hozzuk meg döntéseinket.
Acél vs. rozsdamentes acél vs. alumínium döntési keretrendszer
Amikor anyagokat értékelünk fémfeldolgozási projektjeinkhez, három fő lehetőség dominál az ipari alkalmazásokban. Mindegyik jelentős előnyökkel és korlátozásokkal rendelkezik, amelyek közvetlenül befolyásolják projektünk sikerét. Nézzük meg, mi teszi egyedivé az egyes anyagokat.
Kis széntartalmú / lágyacél: a munkaló anyag
A lágyacél, amely 0,14–0,20 tömegszázalék széntartalmat tartalmaz, továbbra is a leggyakrabban használt anyag a fémfeldolgozó iparban. A Axis Fabrication szerint ennek a népszerűségének több gyakorlati előnye van.
Miért válasszon szénacélt a projektjéhez?
- Kiváló feldolgozhatóság: Az alacsony széntartalom miatt az anyagot nagyon könnyű vágni, hajlítani és hegeszteni speciális berendezés vagy technikák nélkül
- Költséghatékonyság: Általában a legolcsóbb választás a gyakori feldolgozási anyagok között, így tovább nyújtja a projekt költségvetését
- Kiváló hegeszthetőség: Munkálhatóbb, mint a rozsdamentes acél, és jól reagál a szokásos hegesztési eljárásokra
- Kiváló nyúlékonyság: Bonyolult alakítási műveleteket is elvisel repedés vagy rugalmas visszatérés nélkül
- Kiváló hőátvitel: Alkalmazható olyan alkalmazásokhoz, amelyek hővezetést igényelnek
A szénacél azonban egy jelentős korlátozással bír: védőfelületkezelésre van szüksége a korrózió megelőzéséhez. A horganyzás, festés vagy porfestés nélkül a lágyacél nedvesség hatására rozsdásodik. Ezért nem alkalmas tengeri környezetekre, megfelelő bevonat nélküli kültéri telepítésekre vagy bármilyen olyan környezetre, ahol gyakori a víz érintkezése.
Tipikus alkalmazásai közé tartoznak az autókarosszéria-panelek, számítógép-házak, szerkezeti alkatrészek és a legtöbb általános célú lemezalkatrész, amely védőfelületkezelést kap.
Rozsdamentes acél: Korrózióállóság és tartósság
A rozsdamentes acél legalább 10,5% krómot tartalmaz, amely öngyógyuló oxidréteget képez, és így természetes korrózióállóságot biztosít. Ez a tulajdonság teszi a rozsdamentes acélt elengedhetetlenné olyan speciális alkalmazásokban, ahol minden fémmegmunkálási megoldásnak ellenállnia kell a nehéz körülményeknek.
A rozsdamentes acél kulcselőnyei:
- Beépített korrózióvédelem: Többségében nem szükségesek további bevonatok a legtöbb környezetben
- Esztétikai vonzerő: A króm tartalom vonzó fényességet biztosít, amely megfelelő látható alkalmazásokhoz
- Kiváló összefonódhatóság: Könnyebben hegeszthető, mint az alumínium, és szabványos technikák alkalmazásával előrejelezhető eredmények érhetők el
- Kiváló keménység: Sokkal kevésbé valószínű, hogy hő vagy mechanikai feszültség hatására deformálódik, megcsavarodik vagy megkarcolódik
- Hőellenállás: Megőrzi szerkezeti integritását magas hőmérsékleten, lehetővé téve a magas hőmérsékletű fertőtlenítési folyamatokat
- Élelmiszer-alkalmasság: Jóváhagyott élelmiszerrel érintkező alkalmazásokhoz, ahol a szennyeződés megelőzése kritikus fontosságú
A fő hátrány? A költség. A króm, nikkel, mangán és szilícium mint ötvöző elemek függvényében az rozsdamentes acél általában jelentősen drágább, mint a széntartalmú acél vagy az alumínium. Emellett a rozsdamentes acél rendelkezik a legalacsonyabb szilárdság-tömeg aránnyal a gyakori gyártási anyagok között. Bár rendkívül kemény, egyben jelentősen súlyos is, ami döntő tényező lehet súlyérzékeny alkalmazásoknál.
Tipikus alkalmazások közé tartoznak az élelmiszer-feldolgozó berendezések, az orvosi eszközök, a vegyipari feldolgozó alkatrészek, a háztartási készülékek, valamint bármely olyan környezet, amelyben korrodáló vegyszerek vagy gyakori tisztítás fordul elő.
Alumínium: Könnyűsúlyú teljesítmény
Amikor a tömegcsökkentés számít, az alumínium válik az anyag elsődleges választásává. Az iparági források szerint az alumínium körülbelül félszeres szilárdságot nyújt acélhoz képest, miközben csak az acél tömegének egyharmadát teszi ki, így kiváló szilárdság–tömeg arányt eredményez.
Az alumínium vonzóvá teszi a minőségi fémfeldolgozási projekteket szolgáló előnyök:
- Jelentős tömegcsökkentés: Drámaian csökkenti az alkatrészek tömegét anélkül, hogy lemondana a szükséges szilárdságról
- Természetes korrózióállóság: Sok környezetben védő oxidréteget képez további felületkezelés nélkül
- Jó hővezetékonyság: Ideális hőelvezetők, hőcserélők és hőkezelési alkalmazások számára
- Vezetőképesség: Megfelelő az áramvezetésre szoruló alkalmazásokhoz
- Nagy alakíthatóság: Általában rugalmasabb és elasztikusabb, mint az acél, így alkalmas összetett alakítási műveletekre
- Költségpozícionálás: A minőségtől függően gyakran olcsóbb, mint a rozsdamentes acél, miközben korroziónállóságot biztosít
Az alumínium azonban egyes kihívásokat is jelent. Az acél sokkal keményebb, ezért az alumínium hajlamosabb megcsavarodni, deformálódni vagy megkarcolódni 400 °F-nál (kb. 204 °C) magasabb hőmérsékleten vagy jelentős erőhatás esetén. A hőátadási alkalmazások szempontjából előnyös magas hővezetőképesség miatt az alumínium hegesztése nehezebb, speciális technikákat igényel. Emellett az alumínium reagál az élelmiszerekkel, megváltoztatja azok színét és ízét, ezért nem alkalmas közvetlen élelmiszer-érintkezésre.
Tipikus alkalmazásai közé tartoznak repülőgépek testrészei, autóipari alkatrészek – ahol a tömegcsökkentés javítja az üzemanyag-hatékonyságot –, elektronikai házak, valamint bármely olyan alkalmazás, amely a szilárdság–tömeg arányra helyezi a hangsúlyt.
Az Ön projektjét befolyásoló anyagtulajdonságok
Egy tájékozott anyagválasztás meghozatalához össze kell hasonlítani az adott tulajdonságokat a projekt követelményeivel. Az alábbi fémfeldolgozási táblázat átfogó összehasonlítást nyújt a kritikus tényezők mentén:
| Ingatlan | Sima/Széncél | Rozsdamentes acél | Alumínium |
|---|---|---|---|
| Szilárdsági Értékelés | Magas (alapértelmezett referencia) | Magas nagyon magasig | Közepes (a acél szilárdságának felével) |
| Korrózióállóság | Gyenge (védőréteg szükséges) | Kiváló (velejáró tulajdonság) | Jó (pH-értéktől függően) |
| Súlyfaktor | Nehéz (alapértelmezett referencia) | Nagy tömegű | Könnyű (az acél súlyának harmada) |
| Költségtényező | Legkisebb | Legmagasabb | Mérsékelt |
| Vashozamosság | Kiváló | Jó | Nehézkes (szakértelemre van szükség) |
| Műszerelhető | Jó | Mérsékelt | Kiváló |
| Formálhatóság | Kiváló | Jó | Kiváló |
| Hőállóság | Jó | Kiváló | Rossz (400 °F felett megcsavarodik) |
| Legjobb alkalmazások | Szerkezeti elemek, autóipari lemezek, általános fémfeldolgozás | Élelmiszeripari szolgáltatás, egészségügy, vegyipari feldolgozás, tengeri alkalmazások | Űrkutatási ipar, súlykritikus autóipari alkalmazások, hőkezelés |
Az Industrial Metal Supply szerint a legmegfelelőbb anyag kiválasztásához a projekt igényeit kell összevetni az egyes ötvözetek tulajdonságaival. A kiértékelendő alapvető tulajdonságok a szakítószilárdság, a korrózióállóság, a hegeszthetőség, a megmunkálhatóság és az alakíthatóság.
Gyakorlatias döntési kritériumok
Amikor döntési helyzetben áll, vegye figyelembe az alábbi, a projektjére jellemző tényezőket:
- Környezeti hatások: A komponensek nedvességnek, sópermetnek, vegyszereknek vagy kültéri körülményeknek lesznek-e kitéve? A rozsdamentes acél vagy az alumínium általában jobban teljesít a bevonat nélküli szénacélnál
- Terhelési igények: A nagyfokú szilárdságot igénylő nehézfémmegmunkálási alkalmazásoknál gyakran az acélminőségek a kedvezőbb választás, míg a súlyérzékeny terveknél az alumínium szilárdság–tömeg aránya nyújt előnyt
- Költségvetési Korlátozások: A szénacél a legalacsonyabb anyagköltséggel jár, de vegye figyelembe a felületkezelési költségeket is. A rozsdamentes acél magasabb kezdőköltsége gazdaságosabbá válhat, ha a korrózióvédelem kiküszöböli a bevonat szükségességét
- Hőmérsékletnek való kitettség: Hőciklusokat vagy magas hőmérsékletet igénylő alkalmazások esetén a rozsdamentes acél stabilitása előnyösebb az alumínium hajlamánál a megcsavarodásra
- Megjelenési követelmények: A látható alkatrészek számára előnyös a rozsdamentes acél természetes esztétikája, illetve az alumínium képessége az anódosításra és dekoratív felületkezelésekre
- Szabályozási megfelelés: Élelmiszer-érintkezésre, orvosi eszközökre és egyes ipari alkalmazásokra különleges anyagminőségek szükségesek, függetlenül más tényezőktől
Figyelembe kell venni, hogy a rozsdamentes acél és az alumínium közötti korrózióállósági összehasonlítás az adott környezeti feltételektől függ. Az alumínium kiváló korrózióállóságot mutat kb. 4–6 pH-tartományban, míg a rozsdamentes acél jobban teljesít 10-nél magasabb pH-értékeknél. Az alumínium erősen savas környezetben gyorsan korróziózik.
Az anyagválasztás közvetlenül befolyásolja a gyártási partnerekkel szembeni követelményeket is. Egy olyan műhely, amely kiválóan érti a rozsdamentes acél TIG-hegesztését, esetleg nem rendelkezik tapasztalattal az alumínium speciális hegesztési igényeivel kapcsolatban. Ugyanakkor egy nehézfémmegmunkáló üzem, amely a vastag szénacéllemezekre specializálódott, esetleg nem képes megfelelni az alumíniumból készült repülőgépipari alkatrészek pontossági igényeinek.
Ezeknek az anyagtulajdonságoknak a megértése lehetővé teszi, hogy termékenyebb beszélgetéseket folytasson lehetséges gyártási partnereivel. Ahelyett, hogy elfogadná bármilyen anyagot, amelyet a gyártó ajánl, Ön meghatározhatja a követelményeket a tényleges projektigények alapján, és értékelheti, hogy képességeik összhangban vannak-e az Ön által kiválasztott anyaggal. Ez a tudás különösen értékes lesz, amikor egyedi gyártási megoldásokat hasonlít össze tömeggyártási módszerekkel, amit a következőkben vizsgálunk meg.
Egyedi gyártás vs. tömeggyártás
Kiválasztotta az anyagát, és tisztában van iparága követelményeivel. Most egy alapvető kérdés merül fel: egyedi fémmegmunkálást válasszon-e a saját, egyedi projektje számára, vagy a megrendelt mennyiség indokolja a sorozatgyártást? Ez a döntés mindenre hatással van: az egységenkénti költségektől a szállítási határidőkön át a minőség egyenletességéig. Meglepő módon sok fémmegmunkáló cég említi mindkét lehetőséget, anélkül, hogy elmagyarázná, mi is a lényeges különbség e két megközelítés között.
Így gondoljon rá: az egyedi megmunkálás olyan, mint egy szabott öltöny, amelyet kizárólag Önnek készítenek. A sorozatgyártás inkább olyan, mint ugyanezen stílusú ruházat megvásárlása a polcról több ezer darabban. Mindkét megoldásnak megvan a maga helye, és a megfelelő választás eldöntheti, hogy sikeres lesz-e a projekt, vagy túllépi a költségvetést.
Amikor érdemes egyedi megmunkálást választani
Az egyedi fémmegmunkálás egyedi darabok vagy kis sorozatok gyártását jelenti megbízott specifikációk alapján. Az EDCO Fabrication szerint ez a megközelítés pontosan azt nyújtja, amire szüksége van, kiváló rugalmasságot biztosítva a tervezés és gyártás területén.
Miért választana egyedi megmunkálást fémmegmunkálási projekteihez? Fontolja meg az alábbi helyzeteket:
- Prototípus-fejlesztés: Amikor egy új tervezési koncepciót tesztel, az egyedi megmunkálás lehetővé teszi a gyors iterációt drága szerszámozási beruházás nélkül
- Speciális alkalmazások: Egyedi felszerelések, régi rendszerek pótalkatrészei vagy egyedi telepítések esetén testre szabott megoldásokra van szükség
- Kis mennyiségű gyártási igény: Több tucat vagy több száz egység rendelése általában nem indokolja a gyártási szerszámozás költségeit
- Bonyolult geometriák: Bonyolult tervek, amelyek megmunkálása során kézi szakértelemre és szakmai ítéletre van szükség
- Gyors tervezési módosítások: A még fejlesztés alatt álló projektek profitálnak a rugalmasságból, amely lehetővé teszi a specifikációk gyors módosítását
A szokásos gyártási folyamatokban rejlő rugalmasság különösen előnyös, ha a piaci irányzatok vagy az ügyfélpreferenciák megváltoznak. Mivel a módosítások gyorsan és viszonylag egyszerűen elvégezhetők, termékei versenyképesek maradnak anélkül, hogy drága újraformázásra lenne szükség. Egy szokásos lemezfeldolgozó műhely, amely specializálódott egyedi gyártásra, általában sokoldalú berendezéseket tart fenn, amelyek képesek különféle projektek kezelésére, nem pedig optimalizált termelési cellákra.
A minőségellenőrzés gyakran magasabb szintet ér el az egyedi gyártási környezetben. Mivel a hangsúly a különleges, egyedi tárgyakon van, a gyártók fokozott figyelmet fordítanak a részletekre az egész folyamat során. Ez a közvetlen, kézi megközelítés kiváló minőségű végtermékekhez vezet, amikor a specifikációk olyan pontosságot igényelnek, amelyet az automatizált rendszerek esetleg elmulasztanak.
Azonban az egyedi megközelítések kompromisszumokat is jelentenek. Az egységenkénti költségek magasabbak, mivel a beállítási idő kevesebb alkatrészre oszlik el. A szállítási határidők hosszabbak lehetnek, mivel minden projekt külön figyelmet kap. Emellett a tételközi konzisztencia erősen függ az operátorok képességétől és a dokumentáció minőségétől.
A méretezés prototípustól a tömeggyártásig
A gyártási gyártás nagy mennyiségű azonos terméket állít elő figyelemre méltó hatékonysággal. Amikor a fémmegmunkáló berendezése ugyanazt az alkatrészt ismételten gyártja, a költségek drámaian csökkennek, miközben a minőség egyenletessége javul.
A gyártási gyártás kulcsfontosságú előnyei:
- Költséghatékonyság nagy mennyiség esetén: A beállítási költségek és szerszámozási beruházások ezer egységre oszlanak el, ami jelentősen csökkenti az egységárakat
- Gyorsabb visszafordulás: A leegyszerűsített folyamatok és specializált szerszámozás biztosítják, hogy a termékek gyorsan elérhetők legyenek a kereslet növekedésének kielégítésére
- Szabványosított egységesítés: A vásárlók pontosan tudják, mit várhatnak minden vásárlásnál, így megbízhatóságot és márkahűséget építenek fel
- Csökkent munkaerő-igény: Az automatizálás és az optimalizált munkafolyamatok minimalizálják a kezelést és az operátorok beavatkozását
- Előrejelezhető minőség: A statisztikai folyamatszabályozás és az automatizált ellenőrzés szigorú tűréshatárokat tart fenn az egész gyártási sorozat alatt
A dinamikus fémmegmunkálási műveletek kiválóan teljesítenek, amikor a projekteket a prototípustól a tömeggyártásra váltják. Ez az átmenet gondos tervezést igényel, hogy elkerüljék azokat a meglepetéseket, amelyek sok gyártási programot kudarcra juttatnak.
Az All Metals Fabrication szerint a prototípusokat a sebesség és az alak optimalizálására tervezték, míg a gyártást a megismételhetőségre, a termelékenységre és az egységenkénti költségre kell optimalizálni. Ez az alapvető különbség tipikus nem egyezőségi területeket eredményez, például a tűréshatárok megadásában, az anyagfelhasználásban és a folyamatválasztásban.
A teljes ügyfélút
Annak megértése, hogyan haladnak a projektek a koncepciótól a kézbesítésig, segít hatékonyabban együttműködni a megmunkálási partnerekkel:
- Koncepció és tervezés: A kezdeti specifikációk, az anyagválasztás és a teljesítménykövetelmények meghatározása történik
- DFM (Gyártási Megvalósíthatóságra Optimalizált Tervezés) felülvizsgálat: Tapasztalt gyártók értékelik a terveket a gyártási megvalósíthatóság szempontjából, és javaslatokat tesznek olyan módosításokra, amelyek csökkentik a költségeket vagy javítják a minőséget anélkül, hogy kompromisszumot kötnének a funkcióval
- Prototípus-készítési fázis: A Custom Metal Fab Inc. műveletei kezdeti mintákat állítanak elő az alak, illeszkedés és funkció tesztelésére
- Tervezés finomítása: A prototípusokról kapott visszajelzések alapján módosítják a specifikációkat a gyártási szerszámokba történő befektetés előtt
- Gyártási terv: Rögzítőberendezések tervezése, folyamatdokumentáció és minőségellenőrzési eljárások kerülnek kialakításra
- Első darab ellenőrzés: A kezdeti gyártott alkatrészeket részletesen ellenőrzik a megadott specifikációk szerint
- Tömeggyártás: Az elfogadott folyamatok a célként meghatározott mennyiségekben futnak, folyamatos minőségellenőrzés mellett
- Folyamatos fejlesztés: A gyártási adatok alapján folyamatosan finomítják a folyamatokat, így idővel csökkentik a költségeket és javítják a minőséget
A DFM-támogatási fázis különös figyelmet érdemel. A prototípus egyedi elkészítése során láthatatlan, apró tervezési döntések többszörös költségnövekedést, hosszabb ciklusidőt és a gyártás destabilizálódását eredményezhetik, ha a termelési mennyiséget növeljük. A „gyártási szándékkal készített prototípus” megközelítés elfogadása azt jelenti, hogy a prototípusokat a gyártásban várható anyagból, vastagságból és szerszámozási feltételezésekből készítjük. Amikor ez nem lehetséges, a prototípusok és a gyártási folyamat közötti eltérések dokumentálása, valamint a gyártással egyeztetett eltérés-átnézés kötelező előírása jelentősen csökkenti a későbbi módosítások számát.
Minden megközelítés esetén kritikus szempontok
Amikor a saját gyártás és a sorozatgyártás között dönt, értékelje az alábbi tényezőket a konkrét helyzete alapján:
| Gyár | Egyedi gyártás | Gyártási gyártás |
|---|---|---|
| Telepítési költségek | Minimális szerszámozási beruházás | Jelentős rögzítőberendezés- és szerszámozási költségek |
| Egységköltség | Magasabb (a beállítási költség kevesebb alkatrészen oszlik el) | Alacsonyabb (a sorozatmennyiség alapján elszámítható) |
| Feldolgozási idő | Változó, a projekt függvényében | Előre jelezhető, miután egyszer bevezették |
| Tervezési rugalmasság | Magas (a módosítások könnyen beilleszthetők) | Alacsony (a módosítások újraszerszámozást igényelnek) |
| Konzisztencia | Kezelőfüggő | Folyamatszabályozott |
| Ideális mennyiség | általában 1–500 darab | általában 1000+ darab |
A költségvetési korlátok jelentős szerepet játszanak ebben a döntésben. A minőségre és egyediségre helyezett hangsúlyt kapó egyedi gyártás darabonként magasabb költséggel jár. Nagy mennyiségű termék gyártása esetén az ipari gyártás sokkal gazdaságosabb. Azonban a megtérülési pont jelentősen változhat a alkatrész összetettségétől, az anyagköltségektől és a szükséges tűréshatároktól függően.
A piaci kereslet és a termék összetettsége is befolyásolja a választást. Ha egy egyszerű, szabványos termék iránt nagy a kereslet, az ipari gyártási módszerek felé mutat az irány. Szűk piackörök, amelyek összetett, specializált igényeket támasztanak, inkább az egyedi gyártás rugalmasságából profitálnak. Az ügyfél elvárásainak, a kívánt időkereteknek és saját képességeinek értékelése – hogy időben és a költségvetés keretein belül tudjunk teljesíteni – segít tisztázni, melyik út illik leginkább az adott helyzethez.
Ez a megértés arról, hogy milyen módon különböznek az egyedi és a sorozatgyártási megközelítések, lehetővé teszi, hogy hatékonyabban kommunikáljon lehetséges gyártási partnereivel. A következő szempont a gyártás helye, mivel a földrajzi elhelyezkedés saját előnyökkel és kihívásokkal jár a gyártási stratégiájában.

Belföldi vs. globális fémfeldolgozási beszerzés
Már eldöntötte, hogy az egyedi vagy a sorozatgyártási fémfeldolgozás felel meg igényeinek. Most egy újabb stratégiai döntés következik, amely az egész ellátási láncát érinti: hol legyen a kiválasztott fémfeldolgozási partnere? Ez a kérdés messze túlmutat az egyszerű költségösszehasonlításon. A földrajzi elhelyezkedés mindenre kihat – a kommunikációs hatékonyságtól az ipari tulajdon védelméig –, és a megfelelő választás teljes mértékben függ a konkrét projektjének követelményeitől.
Íme a valóság. A belföldi és a nemzetközi gyártás is kiváló eredményeket tud elérni, ha megfelelő alkalmazásokhoz kapcsolódik. A kihívás abban rejlik, hogy megértsük, mely tényezők számítanak leginkább az Ön helyzetében, és ennek megfelelően értékeljük a lehetséges partnereket. Nézzük meg, mit kínál mindegyik megközelítés, és hol jelentkeznek a kompromisszumok.
A belföldi gyártás előnyeinek értékelése
Amikor egy fémfeldolgozó üzemet keres „közel hozzám”, a közelség előnyei messze túlmutatnak a kényelmen. A szerint EOXS kutatás szerint , a belföldi fémek megfelelnek a szigorú ASTM-, ASME- és API-ipari szabványoknak, miközben gyorsabb szállítást biztosítanak külföldi szállítási késedelmek nélkül.
Az amerikai fémfeldolgozó üzemek számos különleges előnnyel rendelkeznek:
- Rövidebb átfutási idő: A tengerentúli szállítás kizárása heteket vagy akár hónapokat takarít meg a szállítási ütemtervekből, így gyorsabb projektbefejezést tesz lehetővé
- Közvetlen minőségellenőrzés: Személyesen meglátogathatja a létesítményeket, első kézből figyelheti a gyártási folyamatokat, és azonnal elintézheti a minőségi problémákat
- Kommunikációs Hatékonyság: Ugyanazon időzónák és a közös nyelv kiküszöbölik azokat a fordítási hiányosságokat, amelyekkel a nemzetközi partnerségek küzdenek
- Alacsonyabb készletigény: A gyors utánpótlási képesség csökkenti a komponensek késleltetések esetére történő felhalmozásának szükségességét
- Szabályozási megfelelés: A Buy America Act („Vásároljunk amerikai termékeket” törvény) betartását vagy kormányzati tanúsításokat igénylő projektek esetében kötelező a belföldi beszerzés
A déli és az északi fémmegmunkáló üzemek egyaránt profitálnak a meglévő infrastruktúrából és a képzett munkaerőből. A Trison Wells kutatása szerint a belföldi gyártás szorosabb minőségellenőrzést tesz lehetővé, és kiküszöböli a nemzetközi alternatívák által okozott szállítási problémákat.
A 2025-ös USA-beli újrahelyezési felmérés szerint az OEM-k 95%-a teljesen vagy részben elégedett volt az újrahelyezés eredményeivel. A gyártók által megnevezett legfontosabb okok a gyártás visszahelyezésére a mérnöki tevékenységhez való közelebbi elhelyezés (45%), a fuvarozási és vám költségek csökkentése (45%) és a geopolitikai kockázatok elkerülése (38%).
A gyors prototípuskészítés jelentősen profitál a hazai partnerekkel kötött együttműködésekből. Amikor az amerikai szokás szerinti fémfeldolgozó partnere közvetlenül a közelében működik, az iteratív tervezési ciklusok drámaian lecsökkennek. A prototípus alkatrészeket néhány napon belül megkaphatja, tesztelheti, visszajelzést adhat, és a módosított változatokat is napokon belül kézhez kaphatja – nem hetek múlva. Ez a gyorsítás különösen értékes, ha a fejlesztési határidők szorítottak.
Globális beszerzési szempontok a fémmegmunkálás területén
A nemzetközi gyártás továbbra is vonzó marad bizonyos alkalmazások esetében, annak ellenére, hogy a logisztikai összetettség magas. Csak Kína 28,7%-ot birtokol a világgyártás kimenetéből, így specializált ipari ökoszisztémákat hoz létre, amelyeket a hazai alternatívák néha nem tudnak felülmúlni.
Mikor érdemes globális beszerzést választania a „fémmegmunkálás közel hozzám” kereséséhez?
- Költségelőnyök: Vietnámban és Mexikóban a munkaerő-költségek körülbelül nyolcad része az amerikai szintnek, míg Thaiföldön ez a szám egytizedre csökken
- Speciális anyagok: Egyes exotikus ötvözetek és ritka anyagok csak külföldi szállítóktól érhetők el
- Nagy mennyiségű kapacitás: A nemzetközi létesítmények gyakran kiválóan teljesítenek nagy tömegű gyártási sorozatok esetén, automatizált rendszerekkel működő, folyamatos („lights-out”) üzemelés mellett
- Alkatrészek közelsége: Amikor az alapanyagok ázsiai piacokról származnak, a közelben található gyártóüzem csökkenti egyes ellátási lánc-biztonsági kockázatokat
Azonban ezekkel a lehetséges előnyökkel jelentős kihívások is járnak. A konténeres szállítás az Egyesült Államokba érkező áruk 99%-át kezeli, és az út időtartama az eredet- és célhelytől függően két–nyolc hétig terjed. Az egyéb késedelmeket a vámhatósági engedélyezési eljárás is növeli, különösen akkor, ha dokumentációs hibák merülnek fel.
A hazai fémmegmunkálási alkatrészek beszerzésének előnyei
- Megbízható minőség, amely megfelel az amerikai ASTM-, ASME- és API-szabványoknak
- Rövidebb, előrejelezhetőbb gyártási idők
- Könnyebb anyag nyomon követhetőség, tanúsított gyári vizsgálati jegyzőkönyvekkel
- Stabil ellátási lánc, kisebb kitettség a globális zavarokkal szemben
- Közvetlen kommunikáció nyelvi akadályok nélkül
- Támogatja a helyi gazdaságot és a foglalkoztatást
A hazai fémmegmunkálási beszerzés hátrányai
- Magasabb munkaerő- és gyártási költségek
- Bizonyos speciális ötvözetek korlátozott rendelkezésre állása
- Lehetséges kapacitáskorlátok magas kereslet idején
- Népszerű létesítményeknél hosszabb gyártási várakozási idők szükségessége lehet
A nemzetközi fémmegmunkálási beszerzés előnyei
- Alacsonyabb munkaerő- és gyártási költségek árérzékeny alkalmazásokhoz
- Hozzáférés olyan speciális ötvözetekhez, amelyeket hazai gyártásban nem állítanak elő
- Nagy mennyiségben elérhető versenyképes áron
- Beszállítói diverzifikáció, amely csökkenti az egyetlen forrásra való függést
Nemzetközi fémmegmunkálási beszerzés hátrányai
- A szállítási és vámeljárások miatti meghosszabbodott gyártási idők
- Inkonzisztens minőség, amely további tesztelést és ellenőrzést igényel
- Vámok és kereskedelempolitikai bizonytalanság, amelyek hatással vannak a költségekre
- Szellemi tulajdon kockázatai olyan piacokon, ahol hiányoznak megfelelő védelmi mechanizmusok
- Kommunikációs nehézségek nyelvi és időzóna-különbségek miatt
- A beszerzési lánc sebezhetősége a politikai instabilitás és a szállítási zavarok iránt
Rejtett költségek, amelyek megváltoztatják a számítást
A felületes árajánlatok ritkán tükrözik a teljes képet. Kutatások szerint a gyártók, akik egyszerű érkezési költség-alapú számításokat alkalmaznak, gyakran 20–30%-kal alábecsülik a tényleges külföldi gyártási költségeket. A Teljes Tulajdonlási Költség (TCO) módszer feltárja azokat a kiadásokat, amelyeket a kezdeti árajánlatok elrejtenek.
Vegye figyelembe ezeket a gyakran figyelmen kívül hagyott tényezőket:
- Szellemi tulajdon kitettsége: Az FBI jelentései dokumentálják az éves milliárdos veszteségeket, amelyeket a szellemi tulajdon ellopása okoz a megfelelő védelem hiányában működő piacokon
- Szállítási ingadozás: A transzóceáni szállítási költségek 2020. márciusa utáni 18 hónap alatt hétszeresére nőttek
- Kommunikációs ráfordítások: A kétnyelvű alkalmazottak hetente körülbelül 4 órát töltenek hivatalosan nem megbízott fordítási feladatokkal, ami az egyes munkavállalók esetében évente kb. 7500 dolláros termelékenységveszteséget jelent a vállalatoknak
- Minőségellenőrzés: A behozott anyagokra vonatkozó további vizsgálati és ellenőrzési követelmények költséget és időt igényelnek
- Készlettartási költségek: A hosszabb ellátási láncok nagyobb biztonsági készletbefektetéseket igényelnek
A hazatelepítési felmérés adatai szerint az OEM-ek 40%-a hajlandó 10–20%-kal többet fizetni egy öt héttel gyorsabb szállításért. Ez a rövidebb szállítási időért fizetett prémium arra utal, hogy a belföldi gyártók számára jelentős lehetőség nyílik érték, nem csupán ár alapján való versenyre.
A beszerzési döntése végül az Ön specifikus igényeinek és ezeknek a tényezőknek az egyensúlyozásától függ. Olyan projektek, amelyek szűk tűréshatárokat, gyors iterációt vagy szabályozási megfelelést igényelnek, általában a hazai amerikai fémmegmunkáló partnerek felé hajlanak. Nagy mennyiségű, általános célú alkatrész esetén, amelyeknél rugalmas határidők állnak rendelkezésre, az internacionális beszerzés indokolható lehet, annak ellenére is, hogy ez további összetettséget jelent.
Bármely földrajzi stratégiát választja is, a megmunkáló berendezések és képességek értékelésének képessége elengedhetetlen ahhoz, hogy olyan partnereket azonosíthasson, akik valóban teljesítik ígérteiket. Annak megértése, hogy milyen kérdéseket kell feltenni a berendezések műszaki specifikációival kapcsolatban, segít elkülöníteni a valódi szakértelem a marketinges állításoktól.
A megmunkáló berendezések és képességek értékelése
Leszűkítette földrajzi preferenciáit, és érti, mi különbözteti meg az egyedi gyártást a sorozatgyártástól. De itt követik el sok beszerzési döntéshozók a hibát: feltétlenül elfogadják a képességnyilatkozatokat anélkül, hogy megértenék, mit jelentenek valójában az eszközök műszaki specifikációi a projektjük eredményeire nézve. Amikor egy helyi fémmegmunkáló üzem „legmodernebb berendezésekről” ír hirdetésben, mit is kellene valójában keresnie?
A berendezések képességei közvetlenül meghatározzák, hogy a megmunkálási partnere képes-e folyamatosan olyan alkatrészeket szállítani, amelyek megfelelnek az Ön előírásainak. Egy üzemnek lenyűgöző kinézetű gépei lehetnek, de a nyomóerő-kategória, a pontossági tűrések és az automatizálás szintje mutatja meg a valóságot. Vizsgáljuk meg részletesen, mit jelentenek ezek a specifikációk, és hogyan értékelhetők hatékonyan.
Az Ön eredményeire ható berendezési képességek
Minden fémmegmunkáló gépnek vannak mérhető műszaki adatai, amelyek előre jelezhetik a teljesítményét a projektjein. Ezeknek a számoknak a megértése átalakítja a homályos képességbeszélgetéseket konkrét értékelésekké.
CNC-gépek pontossági osztályozása
A Kesu Group kutatásai szerint a CNC-megmunkálás pontossága azt határozza meg, mennyire közelítik meg a megmunkált alkatrészek a tervezési specifikációkat. Amikor fejlett fémmegmunkáló műveleteket értékelünk, figyeljünk ezekre a kritikus mérőszámokra:
- Tűréshatár: A megadott méretekhez képest megengedett eltérés, általában ezredinch-ben vagy mikronban mérve. A nagyon pontos gépek ±0,0005" eltérést érnek el, míg a szokásos berendezések csak ±0,005"-t garantálnak.
- Ismételhetőség: A gép képessége, hogy több művelet során is konzisztensen ugyanoda térjen vissza. Ez fontosabb, mint az egyetlen alkatrész pontossága a gyártási sorozatoknál.
- Felületi minőség: Ra (átlagos érdesség) értékben mérve, ez azt jelzi, milyen sima felület érhető el másodlagos megmunkálás nélkül.
- Pozícionális pontosság: Milyen pontosan helyezi el a gép a vágószerszámokat a programozott koordinátákhoz képest
Kérjen részletes műszaki leírást lehetséges partnereitől, beleértve a gépek adatlapi dokumentációját és kalibrálási jegyzőkönyveiket. Egy olyan gyártó, amely biztos a lemezfeldolgozó eszközeiben, szívesen megosztja ezt a dokumentációt. Emellett mintadarabok és hozzájuk tartozó mérési jelentések átvizsgálása ellenőrzi, hogy a pontosságra vonatkozó állításaik gyakorlatban is igazak-e.
Hajlítógép tonnázása és hajlítási kapacitása
A hajlítógép műszaki specifikációi meghatározzák, milyen anyagvastagságokat és hajlítási hosszakat tud kezelni a gyártója. A CNHAWE átfogó útmutatója szerint három specifikáció kiemelkedő fontosságú a siker érdekében: a tonnázási kapacitás, a hajlítási hossz és a munkamagasság.
A szokásos levegőn keresztüli hajlítás tonnázási képlete hasznos háttérinformációt nyújt:
Erő (tonna) = 575–666 × (Anyagvastagság hüvelykben)² × Hajlítási hossz lábban ÷ Nyílás szélessége hüvelykben
Az anyagtényezők jelentősen befolyásolják a szükséges tonnázist. Az alapvonalat a 60 000 PSI húzószilárdságú lágyacél képezi, de különböző anyagok esetén korrekciós tényezők alkalmazandók:
- Részecskevasztagsági acél: A szükséges tonnázis az anyag minőségétől függően az alapvonal 1,5–1,7-szerese
- Alumínium: A szükséges tonnázis az alapvonal 0,5–0,6-szorosa
- Nagy szilárdságú acél: A szükséges tonnázis akár az alapvonal kétszerese vagy még több is lehet
A tapasztalt gyártók a számított igények fölé 20–25%-os biztonsági tartalékot terveznek be. Ez a tartalék kompenzálja az anyagvastagság-ingadozásokat, a munkakeményedés hatását és az szerszámkopást anélkül, hogy a berendezés túlterhelésének kockázata merülne fel.
Lézeres vágási teljesítmény és vastagsági képességek
A lézer wattértéke közvetlenül összefügg a vágási vastagsági kapacitással és sebességgel. A nagyobb teljesítményű rendszerek vastagabb anyagokat vágnak gyorsabban, de a kapcsolat nem lineáris. Az alábbiakban a különböző teljesítményszintek tipikus elérési értékeit soroljuk fel:
- 2–4 kW-os fotonlézerrendszerek: Kiválóan alkalmasak vékony és közepes vastagságú lemezanyagokra, kiváló vágási széleminőséget nyújtanak 0,25 hüvelyknél (kb. 6,35 mm) vékonyabb anyagokon
- 6–8 kW-os rendszerek: Vastagabb lemezanyagok feldolgozása megfelelő vágási sebesség mellett
- 10+ kW-os lézerek: Hatékony vastag lemezvágás, amely lehetővé teszi a gyártók számára, hogy versenyképesek legyenek vastag anyagok feldolgozásában
A nyers teljesítményen túl értékelje a vágóasztal méretét, az anyagkezelés automatizálását, valamint a nitrogén/oxigén segédgáz-képességeket. Ezek a tényezők befolyásolják mind azt, milyen anyagok dolgozhatók fel, mind azt, milyen hatékonyan haladnak át a megrendelések a termelési folyamaton.
Automatizálási szintek a termelési konzisztencia érdekében
Az automatizálás a fémmegmunkáló gépeket az operátorfüggő eszközökből konzisztens termelési rendszerekké alakítja. A gyártók értékelésekor több dimenzió mentén is értékelje az automatizálási beruházásaikat:
- Automatizált anyagbetáplálás: Csökkenti a kezelési időt, és minimalizálja a karcolásokat vagy sérüléseket a beállítás során
- Robotos hegesztő cellák: Konzisztens hegesztési minőség biztosítása nagy tételszámú termelési sorozatokban
- Automatizált ellenőrző rendszerek: Mérőkoordináta-gépek (CMM-k) és látási rendszerek észlelik a hibákat a alkatrészek szállítása előtt
- Integrált ERP-rendszerek: Kapcsolja össze az ütemezést, a minőségi adatokat és a gyártáskövetést átláthatóság érdekében
A precíziós fémmegmunkálási felfüggesztési alkatrészek és egyéb biztonsági szempontból kritikus alkalmazások különösen profitálnak az automatizáció konzisztenciájának előnyeiből. Amikor az emberi változékonyság kockázatot jelent, az automatizált rendszerek biztosítják azt a ismételhetőséget, amelyet a minőségi szabványok megkövetelnek.
A fémmegmunkáló képességeinek olvasása a sorok között
A felszereléslisták csak részben mesélnek el egy történetet. A Weaver fémmegmunkáló szakértelme és hasonlóan szakképzett műveletek bemutatják, hogy az operátorok ismerete, a karbantartási gyakorlatok és a minőségirányítási rendszerek végül döntik el, hogy a lenyűgöző gépek lenyűgöző eredményeket produkálnak-e.
Felszerelés-értékelési referencia táblázat
Használja ezt a részletes összehasonlítást potenciális megmunkálási partnerek értékelésekor:
| Felszerelés típusa | Képességtartomány | Projekt hatása | Kérdések amelyeket fel kell tenni |
|---|---|---|---|
| CNC gépgyártó központok | ±0,0005" és ±0,005" közötti tűrés; 3-tengelyes és 5-tengelyes feldolgozási képesség | Meghatározza a bonyolult geometriák elérhető pontosságát; befolyásolja, szükségesek-e másodlagos műveletek | Mi a dokumentált ismételhetősége? Milyen gyakran kalibrálja a berendezéseket? Megtekinthetem a legutóbbi koordináta-mérőgépes (CMM) jelentéseket? |
| Hajlítógépeinkbe | 50 tonnás és 1000+ tonnás kapacitás; 4 láb és 20+ láb hajlítási hossz | Korlátozza az anyag vastagságát és az alkatrész méretét; befolyásolja a hajlítási pontosságot hosszú alkatrészeknél | Milyen tonnás gépeket állít rendelkezésre? Használ-e kiegyenlítő (crowning) kompenzációt? Mi a szögmérési pontossága? |
| Szálas lézeres vágógépekhez | 2 kW és 15 kW+ teljesítmény; akár 1"+ acélvágási kapacitás | Meghatározza a maximális anyagvastagságot; befolyásolja a vágott él minőségét és a vágási sebességet | Mi a maximális vágási vastagsága anyagonként? Milyen segédgázokat használ? Mekkora a munkaasztal mérete? |
| CNC toronylyukasztók | 1000+ ütés per perc; automatizált szerszámcserélők | Hatékonyság lyukas alkatrészek gyártásánál; a formázási képesség csökkenti a másodlagos műveleteket | Milyen szerszámkönyvtárat tartanak fenn? Képesek olyan elemek formázására, mint például a levegőelvezető nyílások (louvers) és a csavarfej-mélyedések (countersinks)? |
| Üzemanyagfúvó berendezések | MIG, TIG, pontszerű, robotos hegesztőcellák | A hegesztés minősége és egyenletessége; hatással van a szerkezeti integritásra és a megjelenésre | Milyen tanúsítványokkal rendelkeznek hegesztőik? Rendelkeznek-e robotos hegesztési képességgel? Milyen ellenőrzési módszereket alkalmaznak? |
| Ellenőrzési Rendszerek | Koordináta-mérő gépek (CMM), optikai összehasonlítók, látási rendszerek | Az ellenőrzési képesség meghatározza a minőségi állításokban való bizalom mértékét | Hogyan ellenőrzik az első mintadarabokat? Milyen folyamat közbeni ellenőrzéseket végeznek? Képesek hitelesített ellenőrzési jelentéseket szolgáltatni? |
Gyakorlatias kérdések, amelyek feltárják a tényleges képességeket
A Greengate Fémalkatrészek , ha elején megfelelő kérdéseket teszünk fel, az segít megítélni, hogy egy alvállalkozónak van-e szakértelem, megbízhatóság és kapacitás a projekt kezelésére. Az eszközök műszaki specifikációin túl vizsgáljuk az alábbi területeket:
- Karbantartási gyakorlatok: "Milyen gyakran végeznek megelőző karbantartást kritikus berendezéseiken?" Jól karbantartott gépek konzisztens eredményeket produkálnak; elhanyagolt berendezések eltérnek a megadott tűréshatároktól
- Kalibrálási ütemtervek: "Mikor kalibrálták utoljára CMM-jüket, és ki végezte a kalibrálást?" Független harmadik fél által kiállított kalibrálási tanúsítványok hitelességet biztosítanak, amelyet a belső kalibrálás nem nyújt
- Munkavállalók képesítése: "Milyen képzéseken és tanúsításokon estek át munkavállalói?" Még a legkiválóbb berendezések is szakértő munkavállalókat igényelnek ahhoz, hogy teljes potenciáljukat ki tudják bontani
- Helyettesítő kapacitás: "Mi történik, ha a fő lézeres berendezésük leáll az én rendelésem ideje alatt?" Olyan gyártók, akik rendelkeznek tartalék berendezésekkel vagy megbízható alvállalkozói kapcsolatokkal, minimálisra csökkentik a zavarok kockázatát
- Folyamatdokumentáció: "Mutatna egy minta munkalapot minőségi ellenőrzési pontokkal?" A dokumentált folyamatok rendszerszerű megközelítést jeleznek, nem pedig alkalmi gyártást
Az operátor–gép arány egy másik hasznos mutató. Az 1:2-es vagy jobb arány biztosítja a megfelelő felügyeletet a gyártás során. Ha az operátorok túlterheltek, és túl sok gép között váltogatnak, a minőség szükségszerűen szenved.
Az állítások érvényesítése a kötelezettségvállalás előtt
A berendezések képességei papíron keveset érnek érvényesítés nélkül. Fontolja meg az alábbi ellenőrzési lépéseket partnere kiválasztása előtt:
- Gyárlátogatások: Semmi sem helyettesíti a berendezések állapotának, szervezettségének és munkafolyamatának személyes megtekintését
- Minta alkatrész gyártása: Kérje a teszt alkatrészek gyártását saját anyagai és specifikációi alapján
- Referenciaellenőrzések: Lépjen kapcsolatba meglévő ügyfelekkel, akik hasonló projektkövetelményekkel rendelkeznek, hogy ellenőrizze a teljesítménnyel kapcsolatos állításokat
- Tanúsítvány-ellenőrzés: Győződjön meg arról, hogy az ISO, az IATF vagy iparágspecifikus tanúsítványok érvényesek maradnak, és lefedik a vonatkozó folyamatokat
Egy megbízható gyártó szívesen fogadja ezt a vizsgálatot. Ha haboznak dokumentumok szolgáltatásában, gyárlátogatások ütemezésében vagy hivatkozások megadásában, az arra utalhat, hogy a hirdetett képességek nem egyeznek meg a valósággal.
Az eszközök műszaki specifikációinak ismerete lehetővé teszi, hogy lényeges beszélgetéseket folytasson lehetséges gyártási partnereivel. Különbséget tud tenni azok között a műhelyek között, amelyek tényleges képességgel rendelkeznek, és azok között, amelyek olyan állításokat tesznek, amelyeket eszközeik nem támogatnak. Ez a tudás felkészíti Önt a végső, döntő lépésre: az értékelési kritériumok meghatározására, amelyek segítségével kiválaszthatja azokat a gyártási partnereket, akik valóban megérdemlik a hosszú távú együttműködést.
Hogyan válasszon kiváló fémmegmunkáló partnert
Már megvizsgálta a berendezések képességeit, a beszerzési stratégiákat és az iparágspecifikus követelményeket. Most jött el az igazság pillanata: hogyan alkalmazza ezt az összes ismeretet annak érdekében, hogy ténylegesen kiválasszon egy preferált fémfeldolgozó partnert? A sikeres hosszú távú gyártási együttműködés és a költséges megbánás közötti különbség gyakran nem a belső érzésen vagy a legalacsonyabb árajánlaton, hanem a szisztematikus értékelésen múlik.
Akár Utah állambeli fémfeldolgozó szakértőket keres, akár Portlandben található fémfeldolgozó lehetőségeket vizsgál, akár part menti fémfeldolgozó műveleteket értékel a létesítménye közelében, ugyanazok a alapvető szempontok érvényesek. Vizsgáljuk meg egy bevált keretrendszert, amely valóban különválasztja a kiváló fémfeldolgozó partnereket azoktól, akik csupán kiválóságot állítanak.
Minőségi szabványok, amelyek minőséget jeleznek
A tanúsítások harmadik fél általi igazolásként szolgálnak arra, hogy egy gyártó minőségirányítási rendszere megfelel az elismert szabványoknak. Azonban nem minden tanúsítás egyenértékű súlyt képvisel minden alkalmazási területen. Annak megértése, hogy milyen követelményeket takar egy-egy tanúsítás, segít a partnerek képességeit a valós igényeinkhez igazítani.
A DEKRA tanúsítvány az IATF 16949 a gépjármű-ipari ellátási lánc minőségének arany standardja. Ez a tanúsítás az ISO 9001 követelményeire épül, de kiegészíti azokat gépjárműipari specifikus elemekkel, például szabályozási megfelelőség érdekében szükséges nyomon követhetőséggel, biztonsági szempontból releváns alkatrészekkel és folyamatokkal, valamint garanciakezelési eljárásokkal. Minden olyan személy számára, aki alváz-, felfüggesztés- vagy szerkezeti alkatrészeket vásárol, az IATF 16949 tanúsítással rendelkező gyártókkal való együttműködés jelentősen csökkenti a minőségi kockázatot.
A diverzifikált fémmegmunkálási műveletek értékelésekor ellenőrizendő kulcstanúsítások:
- ISO 9001: Alapszintű, iparágtól függetlenül alkalmazható minőségirányítási rendszer-tanúsítás
- IATF 16949: Az autóiparra szakosodott tanúsítás, amely a fejlett minőségirányítási rendszereket, a hibák megelőzését és a folyamatos fejlődés (lean) gyártási elveit igazolja
- AS9100: A légi- és űripari minőségi szabvány, amely szigorú dokumentációs és nyomon követhetőségi követelményeket állít
- ISO 14001: Környezetmenedzsment-tanúsítás, amely a fenntartható gyakorlatok iránti elköteleződést mutatja
- AWS D1.1: Szerkezeti hegesztési tanúsítás, amely a terhelés alatt álló alkalmazásokhoz szükséges hegesztési minőséget igazolja
Ne fogadja el feltétlenül a tanúsításra vonatkozó állításokat. Kérje a jelenleg érvényes tanúsítványokat, ellenőrizze lejáratuk dátumát, és győződjön meg arról, hogy a tanúsítás hatóköre a projektjéhez szükséges konkrét folyamatokat is lefedi. Egy olyan gyártó, amely gépi megmunkálási műveletekre van tanúsítva, nem feltétlenül rendelkezik a szükséges hegesztési folyamatokra vonatkozó tanúsítvánnyal.
A teljes partnerelemzési ellenőrzőlista
A kívánt gyártási partnerek kiválasztása rendszerszerű értékelést igényel több szempont szerint. A TMCO iparági irányelvei szerint nem elég csupán az árat figyelembe venni, mivel a tapasztalt egyedi fémgyártókkal való együttműködés valódi értéke a kézműves hozzáértésben, a technológiában, a skálázhatóságban és a minőség iránti bizonyított elköteleződésben rejlik.
Használja ezt a számozott ellenőrzőlistát a lehetséges fémgyártási cégek komplex értékelésére:
- Ellenőrizze a jelenlegi tanúsításokat és a könyvvizsgálati előzményeket: Kérjen másolatot az ISO 9001-es, az IATF 16949-es vagy iparágspecifikus tanúsításokról. Ellenőrizze a kiadás dátumát, a lejárat dátumát, valamint azt, hogy bármely tanúsítás felfüggesztésre vagy visszavonásra került-e. Érdeklődjön a legutóbbi könyvvizsgálati eredményekről és a megtett korrekciós intézkedésekről.
- Értékelje a belső képességeket az alvállalkozásokkal szemben: A State Line Supply szerint egy olyan beszállító, amely másodlagos folyamatokat is belsőleg végez, drasztikusan csökkentheti a szállítási határidőket és a logisztikai nehézségeket. Határozza meg, mely folyamatok zajlanak belsőleg, és melyeket bíznak ki külső vállalkozóra, mivel a feladatátadások minőségi ingadozást eredményezhetnek.
- Értékelje a minőségellenőrzési folyamatokat és a vizsgálóberendezéseket: Érdeklődjön az első minta vizsgálatának eljárásairól, a folyamat közbeni minőségellenőrzésekről és a végleges ellenőrzési protokollokról. Győződjön meg arról, hogy koordináta-mérőgépeket (CMM-ket) vagy más, a megadott tűréshatárokhoz megfelelő pontosságú vizsgálóberendezéseket használnak.
- Kérjen ügyfélpéldákat hasonló alkalmazásokból: Egy megbízható gyártó összekapcsolja Önt olyan meglévő ügyfelekkel, akiknek hasonló projektkövetelményei, termelési volumenei vagy iparági tanúsítványai vannak. A referenciákkal való közvetlen beszélgetés feltárja a valós teljesítményt, amit a marketinganyagok elhomályosítanak.
- Tesztelje a kommunikációs reagálóképességet a kötelezettségvállalás előtt: Milyen gyorsan válaszolnak az árajánlat-kérésekre? A műszaki kérdésekre alapos válaszokat kapnak-e? A válaszadási minták az értékesítési folyamat során előre jelezhetik a viselkedést a gyártás idején, amikor problémák merülnek fel.
- Időben történő szállítás nyomon követhetőségének áttekintése: Kérje a dokumentált időben történő szállítás százalékos arányát. Érdeklődjön arról, hogyan kezelik a sürgősségi megrendeléseket, és mi történik akkor, ha nem teljesítik a szállítási kötelezettségeiket. Az egyenletes időben történő teljesítés az üzemeltetési kiválóságra utal.
- Az üzemi tervezési és DFM-támogatás elérhetőségének megerősítése: A kiváló fémmegmunkáló partnerek korai szakaszban együttműködnek a tervezési folyamatban, átnézik a rajzokat, és gyártási szempontból optimalizált tervezési (DFM) iránymutatást nyújtanak, amely csökkenti a költségeket anélkül, hogy kompromisszumot kötnének a teljesítmény tekintetében. Ez a proaktív támogatás megelőzi a drága gyártási meglepetéseket.
- Pénzügyi stabilitás és folytonosság értékelése: Egy gyártó pénzügyi helyzete befolyásolja képességét arra, hogy berendezésekbe fektessen, szakképzett munkavállalókat tartsanak meg, és átvészeljék a gazdasági visszaeséseket. Kérjen alapvető pénzügyi referenciákat vagy ellenőrizze a hitelminősítést jelentős partnerségek esetében.
Megbízható gyártási partnerség építése
Az értékelési folyamat túlmutat a minősítési kritériumok ellenőrzésén. A szakértők szerint az eredményes együttműködés az nyitott kommunikáción alapul, és egy beszállító „lágy készségei” ugyanolyan fontosak, mint a műszaki képességei.
Mi teszi különösen értékessé az ipari fémmegmunkálási vállalkozások működését, hogy előnyös státuszban részesüljenek? Vegye figyelembe az alábbi kapcsolati mutatókat:
- Proaktív problémaértesítés: Azonnal értesítik-e Önt, ha problémák merülnek fel, vagy csak akkor jutnak napvilágra a problémák, amikor már lekésett határidők vannak?
- Beruházás az Ön sikere érdekében: A kiváló partnerek tervezési javaslatokat tesznek, azonosítják a költségcsökkentési lehetőségeket, és saját projektjeikként kezelik az Ön projekteit.
- Átlátható árképzés: A világos, részletezett árajánlatok lehetővé teszik a tájékozott döntéshozatalt; a homályos becslések gyakran rejtett költségeket takarnak
- Kapacitás-tervezési kommunikáció: A megbízható partnerek őszintén beszélnek a szállítási határidőkről, ahelyett, hogy túlzottan ambiciózus ígéreteket tennének megrendelések megszerzése érdekében
- Folyamatos fejlődésre való törekvés: Olyan gyártókat keressen, akik minőségi mutatókat nyilvántartanak, hibákat elemeznek és rendszeres javításokat vezetnek be
Gyors prototípuskészítés és DFM-támogatás mint megkülönböztető tényezők
Két képesség egyre inkább elkülöníti a preferált gyártási partnereket a kommoditás-szintű szállítóktól: a gyors prototípuskészítés sebessége és a teljes körű DFM-támogatás.
A gyors prototípuskészítés lehetővé teszi a tervezőcsapatok számára, hogy gyorsan érvényesítsék az elképzeléseiket, teszteljék a formát és az illeszkedést, valamint iterációs módszerrel jussanak el az optimális megoldásokhoz, mielőtt a gyártási szerszámokra való kötelezettségvállalásra kerülne sor. Amikor egy gyártó 5 napos gyors prototípuskészítési határidőt kínál, a fejlesztési ciklusok drámaian lecsökkennek. Korán felismerhetők a problémák, amikor a módosítások költsége minimális, ellentétben azzal, amikor a hibákat a gyártás során fedezik fel, és a módosítások drága újraszerszámozást igényelnek.
A DFM-támogatás ugyanolyan értékesnek bizonyul. Tapasztalt gyártók átnézik a terveit a gyártás megkezdése előtt, azonosítják a gyártási nehézséget növelő elemeket, javaslatokat tesznek funkció-megőrző, de költségcsökkentő alternatívákra, és figyelmeztetnek a prémium feldolgozást igénylő tűréshatárokra. Ez a kollaboratív megközelítés megakadályozza azt a frusztráló köröket, amikor olyan alkatrészeket kapunk, amelyek technikailag megfelelnek a rajzoknak, de alkalmazásuk során meghibásodnak.
A Shaoyi (Ningbo) Fémtechnológia Kft. példázza ezeket a kívánt partneri tulajdonságokat gyakorlatban. Az ő IATF 16949-s tanúsítvánnyal rendelkező működése 5 napos gyors prototípus-gyártási szolgáltatásuk mellett kimerítő DFM-támogatást is nyújtanak, amellyel bemutatják, hogyan kombinálják a vezető gyártók a tanúsítási kiválóságot a gyakorlatias mérnöki együttműködéssel. A 12 órás árajánlat-készítési időtartamuk további példa a reagálóképességre, amely megkülönbözteti a kívánt partnereket a lassabban reagáló versenytársaktól.
Vörös zászlók, amelyek jövőbeli problémákat jeleznek
Az, hogy mit érdemes elkerülni, ugyanolyan értékes, mint az, hogy mit érdemes keresni. Ezek a figyelmeztető jelek gyakran előrejelezik a partnerségi csalódásokat:
- Hajlandóság hiánya referenciák megadására: Minőségi gyártók büszkén kapcsolják össze a leendő ügyfeleket elégedett vevőkkel
- Pontatlan válaszok technikai kérdésekre: Kompetens partnerek egyértelműen magyarázzák képességeiket, és őszintén ismerik el korlátaikat
- Nyomás a gyors kötelezettségvállalásra: Megbízható gyártók tudatosan tudatosítják, hogy alapos értékelés vezet erősebb partnerségekhez
- Köszönhetetlenül elavult berendezések frissítési terv nélkül: A megmerevedett tőkeberuházás gyakran pénzügyi korlátokra vagy elégedettségre utal
- Magas munkavállalói cserélődés: Inkonzisztens munkaerő vezet inkonzisztens minőségre és elveszett szervezeti tudásra
- Hiányzó vagy lejárt tanúsítványok: A tanúsítás lejárta a minőségirányítási rendszer megbomlását jelzi
Egy megbízható gyártási partner nem csupán alkatrészeket gyárt – hanem támogatja céljait, javítja termékét, és segít hosszú távon sikeresen pozicionálni projektjét.
A végső kiválasztás
Az értékelés befejezése után a végleges döntés meghozatalához súlyozni kell a tényezőket a saját, konkrét prioritásaitok szerint. A legalacsonyabb költségű megoldás ritkán nyújtja a legjobb teljes értéket, ha figyelembe vesszük a minőségi problémákat, a szállítási késéseket és a kommunikációs nehézségeket.
Fontolóra vehetitek egy súlyozott pontozólap létrehozását, amely tükrözi tényleges prioritásaitokat. Ha a gyors iteráció a legfontosabb, akkor nagy súlyt adjatok a prototípus-készítés sebességének. Ha a szabályozási megfelelőség határozza meg az igényeket, akkor hangsúlyozzátok a tanúsítási ellenőrzést. Ha a költségnyomás uralkodik, akkor egyensúlyozzátok az árakat a minőségi teljesítmény múltbeli nyomon követhetőségével, hogy elkerüljétek a látszólagos megtakarításokat.
Ne feledjétek, hogy egy kiválasztott fémgyártási partnert választani egy beruházás a gyártási jövőtökbe. Az elején befektetett értékelési erőfeszítésetek hozamot hoz a minőségi problémák csökkentésében, a zavartalanabb kommunikációban, valamint egy olyan gyártási kapcsolatban, amely erősíti – nem terheli – működési folyamataitokat.
Ezeknek a szisztematikus kritériumoknak az alkalmazásával a gyártási partnerek kiválasztása reménykedő találgatásból megbízható, informált döntéshozatallá válik. Az eredmény? Olyan partnerségek, amelyek ellenőrzött képességeken, nem pedig marketing ígéreteken alapulnak, és biztosítják azt a következetes minőséget és megbízhatóságot, amely valóban megfelel a „preferált” státusz elvárásainak.
Gyakran ismételt kérdések a preferált fémfeldolgozásról
1. Mi a preferált fémfeldolgozás?
A preferált fémfeldolgozás egy stratégiai gyártási megközelítés, amelynek keretében a vállalkozások a gyártási partnereket nem csupán a legalacsonyabb árajánlat alapján, hanem minőségi tanúsítványok, igazolt képességek és következetes megbízhatóság alapján választják ki. A „preferált” kifejezés egy ellenőrzött, megbízható kapcsolatot jelent, amely a teljesítési előzményeken, a nyílt kommunikáción és a közös elköteleződésen alapul a kiválóság iránt. A tranzakciós beszállítói kapcsolatoktól eltérően a preferált fémfeldolgozásra épülő partnerségek mély ismeretet igényelnek az Ön iparági követelményeiről, anyagpreferenciáiról és tűréshatárról.
2. Melyek a három fémmegmunkálási típus?
A három alapvető fémmegmunkálási technika a vágás, a hajlítás és az összeszerelés. A vágás közé tartozik a lézeres vágás és a CNC-lyukasztás, amelyek pontos anyageltávolítást tesznek lehetővé. A hajlítás során présfékek segítségével sík lemezeket alakítanak át háromdimenziós alkatrészekké levegőn keresztüli hajlítással, teljes mélységű hajlítással vagy érmeformázással. Az összeszerelés során az elkészített alkatrészeket hegesztési eljárásokkal – például MIG-, TIG- vagy ponthegesztéssel – kapcsolják össze. Ezen alapfolyamatok megértése segít a vásárlóknak értékelni a megmunkálási partnereket, és összeegyeztetni a képességeket a konkrét projektkövetelményekkel.
3. Keresettek a fémszerkezetek gyártói?
Igen, a fémmegmunkálók jelenleg nagy keresletnek örvendenek, mivel szakértelem-hiány és ipari növekedés egyaránt fennáll. A gyártás hazatelepítésének (reshoring) irányzata növelte a belföldi gyártási igényeket, és az OEM-ek 95%-a jelentette, hogy elégedett a hazatelepítés eredményeivel. A fémmegmunkálással kapcsolatos munkahelyek számos különböző iparágban elérhetők, például az autóiparban, a légiközlekedési iparban, a fűtés-, szellőztetés- és klímaberendezések (HVAC) területén, valamint az elektronikai iparban. Az IATF 16949 vagy az AS9100 szabványnak megfelelő tanúsítvánnyal rendelkező, hitelesített fémmegmunkálókat különösen keresik a pontosságot igénylő alkalmazásokhoz, ahol állandó minőség és dokumentált folyamatok szükségesek.
4. Milyen tanúsítványokkal kell rendelkeznie egy preferált fémmegmunkáló partnereknek?
A szükséges tanúsítások az iparágától függenek. Az ISO 9001 szabvány az iparágaktól függetlenül alapvető minőségirányítási érvényesítést biztosít. Az IATF 16949 kritikus fontosságú az autóipari ellátási láncban, mivel biztosítja a hibák megelőzését, a folyamatos fejlődésre épülő gyártást (lean manufacturing) és a garanciális kötelezettségek teljesítésének megfelelőségét. Az AS9100 az űr- és légiipari alkalmazásokra vonatkozik, szigorú nyomonkövethetőségi követelményekkel. Az AWS D1.1 szabvány érvényesíti a teherhordó alkatrészek szerelési minőségét. Mindig ellenőrizze a tanúsítás érvényességének időszakát, a hatáskörének terjedelmét és a legutóbbi audit eredményeit, mielőtt megkötne egy gyártási partnerséget.
5. Hogyan válasszak a belföldi és a nemzetközi fémmegmunkálási beszerzés között?
Értékelje prioritásait a szállítási idő, a minőségellenőrzés, a kommunikáció és a teljes tulajdonlási költség szempontjából. A hazai gyártás rövidebb szállítási időt, közvetlen minőségellenőrzést, azonos időzónában történő kommunikációt és a „Buy America” (Amerikában vásárolj) előírásoknak való megfelelést biztosít. A nemzetközi beszerzés alacsonyabb munkaerő-költségeket kínálhat, de hozzáadódik a szállítási késés, a minőség ellenőrzésének szükségessége, az ipari tulajdonjog kockázatai és rejtett költségek, amelyek a tényleges költségeket akár 20–30%-kal megnövelhetik az első árajánlatokhoz képest. Olyan projektek esetében, amelyek szigorú tűréseket, gyors prototípusgyártást vagy tanúsítási megfelelést igényelnek, általában a hazai partnerek a kedvezőbb választás.