 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Anyagok az autóipari fémsajtoláshoz: A mérnökök útmutatója
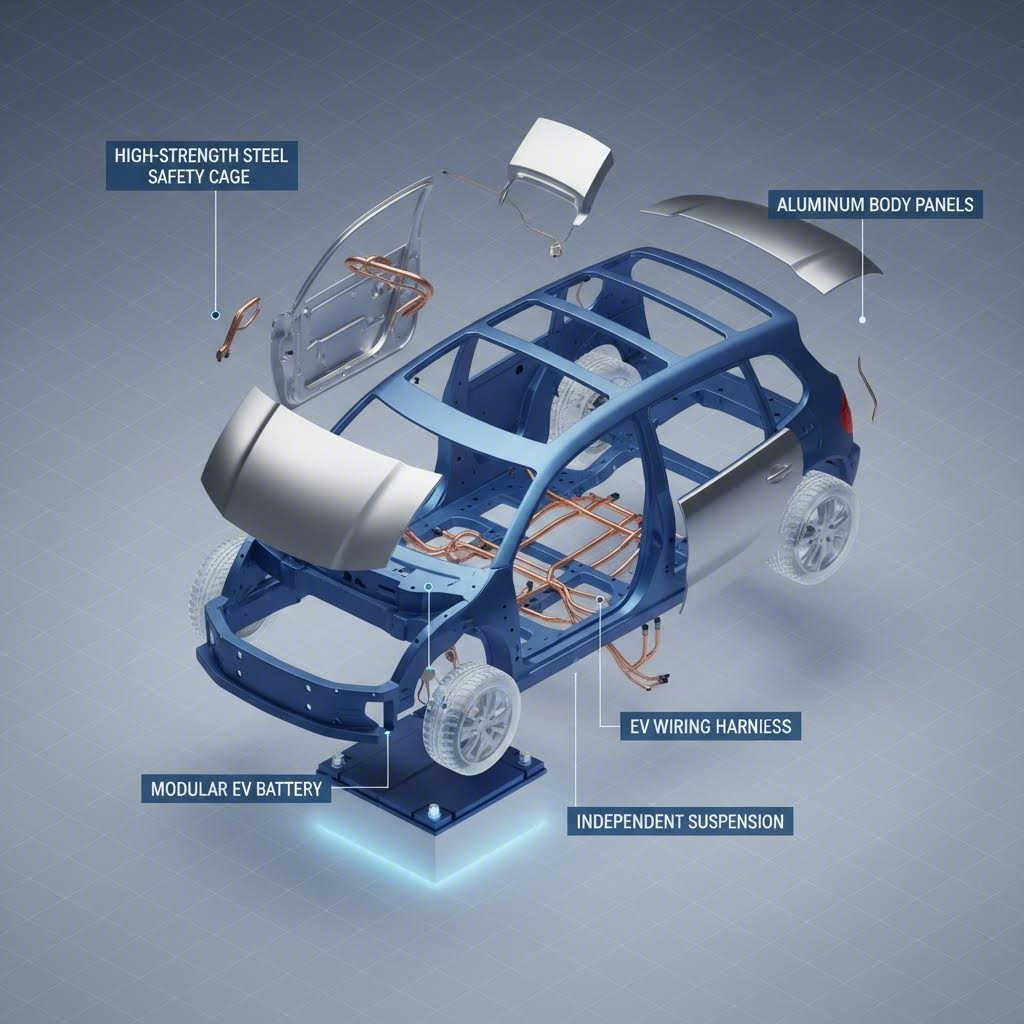
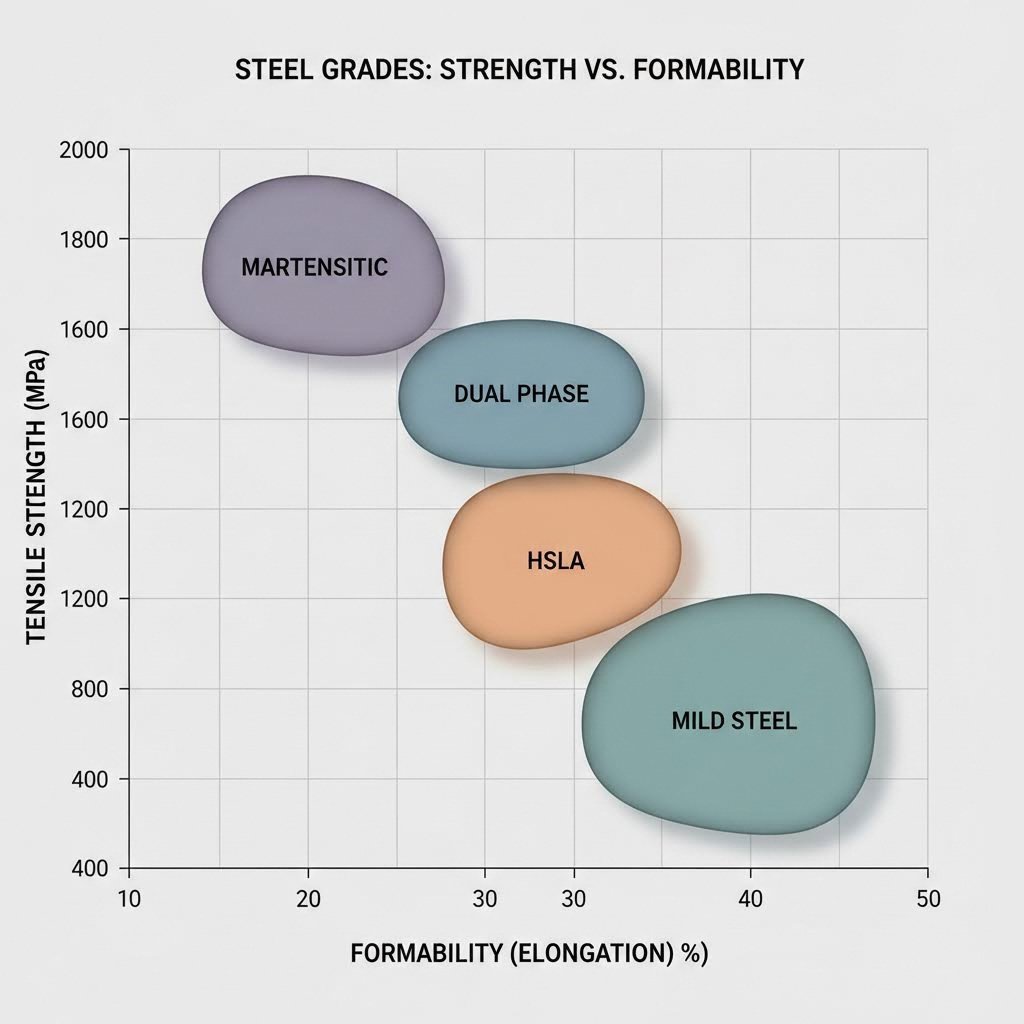
<h2>TL;DR</h2><p>Az autóipari fémsajtás elsősorban három anyagcsaládra támaszkodik: <strong>Acél</strong> (Fejlett nagy szilárdságú acél és HSLA) a szerkezeti integritásért és ütközésbiztonságért, <strong>Alumínium</strong> (5xxx és 6xxx sorozat) a könnyű karosszériapanelekért, valamint <strong>Réz</strong> az EV villamosítási alkatrészeihez. Az anyagválasztás a gyártás „Vas Háromszögének” – húzószilárdság, tömegcsökkentés és költséghatékonyság – kiegyensúlyozásától függ. A modern alkalmazásoknál a mérnökök egyre inkább a martenzites és kétfázisú acélok felé mozdulnak el biztonságkritikus alkatrészekhez, miközben speciális ötvözeteket, például berilliumréz-t tartanak fenn nagyteljesítményű elektromos csatlakozókhoz.</p><h2>Acélötvözetek: Az autóipari sajtás szerkezeti alapja</h2><p>Noha a könnyűsúlyra van hangsúly, az acél továbbra is domináns anyag az autógyártásban, kiváló költség- és szilárdsági arányának és alakíthatóságának köszönhetően. Az ipar azonban rég túllépte az alapvető lágy acélt. A mai sajtóüzemek komplex ötvözet-hierarchiát használnak, amelyek célja a szigorú ütközésbiztonsági előírások teljesítése túlzott tömeg nélkül.</p><h3>Lágy acéltól az HSLA-ig</h3><p>Alacsony szén tartalmú (lágy) acél minőségek, mint például a 1008 és 1010, hagyományosan nem kritikus alkatrészekhez használták, például padlólemezekhez és díszítő fedelekhez. Kiváló alakíthatósággal rendelkeznek, és jól hidegalakíthatók, de hiányzik belőlük a modern biztonsági keretekhez szükséges folyáshatár. <strong>Nagy szilárdságú, alacsony ötvözetű (HSLA)</strong> acél ezt a hiányt pótolja. Kisebb mennyiségű vanádium, nióbium vagy titán hozzáadásával az HSLA acélok akár 80 ksi (550 MPa) folyáshatárig is elérhetik, miközben megőrzik hegeszthetőségüket. Ezekből gyakran készülnek vázas alkatrészek, keresztrudak és felfüggesztési megerősítések, ahol a szerkezeti merevség kiemelkedő fontosságú.</p><h3>Fejlett nagy szilárdságú acél (AHSS)</h3><p>Kritikus biztonsági zónákhoz, mint például az A-oszlop, B-oszlop és a küszöbpanel esetében a mérnökök <a href="https://www.arandatooling.com/blog/guide-to-materials-used-in-metal-stamping/">fejlett nagy szilárdságú acélötvözetekre (AHSS)</a> támaszkodnak. Ezek a többfázisú acélok mikroszerkezeti szinten vannak kialakítva, hogy extrém szilárdságot nyújtsanak:</p><ul><li><strong>Kétfázisú (DP) acél:</strong> Egy puha ferit mátrixból áll az alakíthatóság érdekében, és kemény martenzites területekből a szilárdságért. A DP acélok (pl. DP590, DP980) ideálisak olyan ütközési zónákhoz, amelyek energiát kell elnyelniük.</li><li><strong>Alakváltozással indukált plaszticitás (TRIP):</strong> Szuperiort alakíthatóságot nyújt a szilárdsági szintjéhez képest, így bonyolult formákhoz alkalmasak, amelyek magas energiaelnyelést igényelnek ütközéskor.</li><li><strong>Martenzites (MS) acél:</strong> Az AHSS csoport legkeményebb tagja, amelyet oldalirányú behatolással szembeni ellenállásra használnak ütközésvédő rudakban és lökhárítókban. Az MS acél sajtásához gyakran speciális „forró sajtás” eljárások szükségesek a repedések és rugóhatás (springback) megelőzésére.</li></ul><h2>Alumíniumötvözetek: A könnyűsúly bajnokai</h2><p>Mivel az emissziós előírások szigorodnak, és az EV hatótávjel kapcsolatos aggodalmak fennmaradnak, az alumínium lett a súlycsökkentés („könnyűsúly”) szabványa. Az acél karosszérialemezek alumíniummal történő helyettesítése akár 40%-kal is csökkentheti az alkatrészek tömegét, közvetlenül javítva a tüzelőanyag-hatékonyságot és az akkumulátor hatótávolságát. Az alumínium sajtása azonban kihívásokat jelent, mint például a megnövekedett <strong>rugóhatás</strong> – a fém hajlama az eredeti alakjába való visszatérésre alakítás után.</p><h3>5xxx sorozat vs. 6xxx sorozat</h3><p>Az autóipari sajtás két specifikus alumíniumcsaládot használ elsősorban:</p><table><thead><tr><th>Sorozat</th><th>Általános minőségek</th><th>Jellemzők</th><th>Típusos alkalmazások</th></tr></thead><tbody><tr><td><strong>5xxx (Magnézium)</strong></td><td>5052, 5182</td><td>Nem hőkezelhető, magas korrózióállóság, jó alakíthatóság. Hidegalakítással keményedik.</td><td>Belső karosszérialemezek, vázas alkatrészek, üzemanyagtartályok, hőpajzsok.</td></tr><tr><td><strong>6xxx (Magnézium + Szilícium)</strong></td><td>6061, 6016</td><td>Hőkezelhető, magasabb szilárdság. Keményíthető a sajtás után (festékütés során).</td><td>Külső karosszérialemezek (motorháztetők, ajtók, tetők), szerkezeti oszlopok, EV akkumulátortok.</td></tr></tbody></table><p>A <a href="https://www.wiegel.com/materials/">iparági anyagútmutatók</a> szerint a 6xxx sorozat különösen értékes a külső burkolatok számára, mert T4 edzésállapotban alakítható, majd a festékütési ciklus során erősebb T6 állapotra érik, így növelve a befejezett jármű horpadásállóságát.</p><h2>Réz és speciális fémek: Az EV forradalom</h2><p>A meghajtás villamosítása az anyagigényt a magas vezetőképességű fémek felé tolta el. Míg a belső égésű motorok a hőállóságra koncentráltak, az Elektromos Járművek (EV-k) az elektromos hatékonyságot részesítik előnyben.</p><h3>Réz a csatlakoztatáshoz</h3><p>A réz elengedhetetlen az áramvezetők, csatlakozók és vezetékeretek számára. <strong>Oxigéntelen réz (C101/C102)</strong> és <strong>Elektrolitos Tough Pitch (ETP) réz (C110)</strong> a vezetőképesség mércéi. Olyan alkatrészekhez, amelyek vezetőképességet és mechanikai rugalmasságot egyaránt igényelnek – például akkumulátor leválasztók és nagyfeszültségű csatlakozók – a <strong>berilliumréz</strong> az anyag, annak ellenére, hogy drágább. Acél-szerű szilárdságot nyújt, ugyanakkor vezetőképessége messze felülmúlja a sárgarézét vagy bronzét.</p><h3>Exotikus ötvözetek extrém környezetekhez</h3><p>A „Nagy Három” (Acél, Alumínium, Réz) mellett speciális alkalmazások exotikus ötvözeteket használnak:</p><ul><li><strong>Titán:</strong> Kipufogórendszerekben és szelep rugókban használják nagy teljesítményű járművekben a hőállóság és a szilárdság-sűrűség arány miatt.</li><li><strong>Inconel & Hastelloy:</strong> Ezek a nikkelalapú szuperszövetekek ellenállnak extrém hőnek és korróziónak, ezért elengedhetetlenek turbófeltöltő alkatrészekhez és tömítésekhez nagy teljesítményű motorokban.</li></ul><h2>Stratégiai választás: Teljesítmény és költség kiegyensúlyozása</h2><p>A megfelelő anyag kiválasztása az autóipari fémsajtásban egy összetett kompromisszum a „Vas Háromszög” tényezői között: <strong>Teljesítmény (Tömeg/Szilárdság)</strong>, <strong>Alakíthatóság</strong> és <strong>Költség</strong>.</p><h3>A költség-tömeg kompromisszum</h3><p>Bár az alumínium jelentős tömegmegtakarítást kínál, akár háromszor is drágább lehet, mint a lágy acél. Ennek következtében a beszerzési csapatok gyakran csak nagy felületű alkatrészekre (motorháztetők, tetők) használják az alumíniumot, ahol a tömegmegtakarítás maximalizálható, miközben az AHSS-t tartják meg a biztonsági kerethez, hogy a költségek kezelhetők maradjanak. A <a href="https://americanindust.com/blog/material-selection-for-progressive-stamping-factors-and-trade-offs/">anyagválasztás tényezői</a> közé tartozik a szerszámköltség is; az AHSS sajtásához karbid szerszámok és nagyobb tonnás sajtók szükségesek, ami növeli a kezdeti szerszámberuházást a lágyabb acélokhoz képest.</p><h3>Sikeres gyártás érdekében partnerségbe lépés</h3><p>A modern anyagok összetettsége – a rugóhatásra hajlamos alumíniumtól a rendkívül kemény martenzites acélig – fejlett metalurgiai képességekkel rendelkező gyártási partnert igényel. Legyen szó új EV akkumulátortok prototípusának validálásáról vagy HSLA szerkezeti gerendák termelésének bővítéséről, a sajtó berendezéseinek illeszkedniük kell az anyagok követelményeihez. Az OEM-ek számára, akik hidat keresnek a gyors prototípusgyártás és a tömeggyártás között, a <a href="https://www.shao-yi.com/auto-stamping-parts/">Shaoyi Metal Technology</a> IATF 16949 tanúsítvánnyal rendelkező sajtószolgáltatásokat kínál, akár 600 tonnás sajtókat használva, hogy pontosan dolgozzák fel a bonyolult autóipari ötvözeteket.</p><h2>Következtetés</h2><p>Elmúlt az az időszak, amikor egy egész járműkarosszériát egyetlen lágy acél minőségből készítettek. A modern autóipari fémsajtás egy többanyagú szakterület, amely finomított metalurgiai ismereteket igényel. Az AHSS célszerű alkalmazásával a biztonságért, az alumíniummal az hatékonyságért és a rézzel a villamosításért a mérnökök optimalizálhatják a járműveket a mobilitás következő generációjához. A kulcs a korai együttműködés olyan sajtópartnerekkel, akik értik ezen fejlett anyagok egyedi alakítási viselkedését.</p><section><h2>Gyakran Ismételt Kérdések</h2><h3>1. Mi a legjobb anyag az autóipari fémsajtáshoz?</h3><p>Nincs egyetlen „legjobb” anyag; a választás az alkatrész funkciójától függ. A fejlett nagy szilárdságú acél (AHSS) a legjobb szerkezeti biztonsági alkatrészekhez a magas folyáshatár miatt. Az alumínium (5xxx/6xxx sorozat) a legalkalmasabb testpanelekhez a tömegcsökkentés érdekében. A réz elengedhetetlen az elektromos alkatrészekhez az EV-kben a vezetőképessége miatt.</p><h3>2. Miért nehezebb az alumíniumot sajtolni, mint az acélt?</h3><p>Az alumíniumnak magasabb a „rugóhatása”, mint a lágy acélnak, ami azt jelenti, hogy a sajtóprés elengedése után hajlamos az eredeti alakjába visszatérni. Ez kifinomult szerszámkialakítást és szimulációs szoftvert igényel, hogy pontosan túlhajlítsák az anyagot, így lazuljon a megfelelő végső tűrésre. Emellett akkor is hajlamosabb a repedésre, ha a hajlítási sugár túl kicsi.</p><h3>3. Mi a különbség az HSLA és az AHSS között?</h3><p>A nagy szilárdságú, alacsony ötvözetű (HSLA) acél szilárdságát mikroötvöző elemektől, például vanádiumtól kapja, és általában vázas alkatrészekhez használják. A fejlett nagy szilárdságú acél (AHSS) összetett többfázisú mikroszerkezeteket (például Dual-Phase vagy TRIP) használ, hogy lényegesen magasabb szilárdság-tömeg arányt érjen el, így szuperior választás az ütközésbiztonsági kritikus zónákhoz.</p></section>