 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Kulcsfontosságú ellenőrzési technikák az autóipari bélyegek épségéhez

TL;DR
Az autóipari sablonok hatékony ellenőrzése egy több módszert kombináló komplex stratégiát igényel. A folyamat a kézi, alapvető módszerektől, mint a vizuális és tapintásos vizsgálatok, egészen az olyan fejlett, nagy pontosságú mérési technikákig terjed, mint a koordináta mérőgépek (CMM) és a 3D-szkennelés, amelyek abszolút méretpontosságot biztosítanak. Emellett a roncsolásmentes vizsgálat (NDT) elengedhetetlen a sablon belső anyagának sértetlenségének értékeléséhez sérülés nélkül, így biztosítva a minőséget és a hosszú élettartamot.
Alapvető ellenőrzési módszerek: Kézi és vizuális technikák
Az első védelmi vonal az autóipari sablonminőség-ellenőrzésben a manuális és vizuális ellenőrzési módszerekben rejlik. Ezek a módszerek költséghatékonyak, gyorsak, és alapvető előzetes ellenőrzést nyújtanak, mielőtt összetettebb technológiákat alkalmaznánk. A vizuális ellenőrzés a legközvetlenebb módszer, amelyet a nagy méretű hibák és bármilyen nyilvánvaló rendellenességek azonosítására használnak a sajtolt alkatrészekben vagy magában a sablonban. Ez az eljárás egy képzett ellenőr szemétől függ, aki felismeri azokat a problémákat, amelyek veszélyeztethetik a végső termék minőségét.
Az alapvető vizuális ellenőrzéseken túlmenően több tapintással és kibővített vizuális módszer is mélyebb betekintést nyújt. A „tapintásos vizsgálat” során egy tapasztalt ellenőr védőkesztyűt visel, és megérinti az anya felületét, hogy észrevegye a szemmel nem azonnal látható apró hibákat. Apró szúrólyukok vagy hullámzások felderítésére kiválóan alkalmas az „olajbevonatos ellenőrzés”: az anya felületére vékony, egyenletes olajréteget visznek fel, majd erős fényben vizsgálják, amely kiemeli a legkisebb hibákat. Egy másik technika az anya felületének csiszolása rugalmas gézzel vagy köszörűkővel, amely megmutathatja a nehezen észrevehető gödröket, horpadásokat és egyéb felületi szabálytalanságokat az anyag reakciója alapján az abrazív hatásra.
A szabványos vizuális ellenőrzési eljárás kritikus fontosságú az anyák karbantartásában. Bármely gyártási folyamat megkezdése előtt alapos ellenőrzést kell végezni jól megvilágított környezetben, gyakran nagyítóeszközök segítségével, hogy biztosítsuk az anya szennyeződéstől és sérüléstől mentes voltát. A fő ellenőrzési pontok a teljes felület repedések, hasadékok vagy elszíneződések szempontjából történő vizsgálata, valamint különös figyelem a munkafelületek és élek kopásának vagy lekerekedésének (gyakran nevezik gombaszerűsödésnek) jeleire. Ez a proaktív megközelítés segít korai felismerni a potenciális problémákat, megelőzve a költséges leállásokat és biztosítva az állandó minőségű alkatrészeket.
| Technika | Fő cél | Főbb hibák észlelve | Korlátozások |
|---|---|---|---|
| Látóvizsgálat | Nyilvánvaló, makroszkopikus hibák azonosítása | Repedések, elszíneződések, korrózió, lerakódás | Nem képes belső vagy mikroszkopikus hibák észlelésére; az ellenőr szakértelmétől függ |
| Érintési Teszt | Apró felületi hibák észlelése | Kisebb bemélyedések, egyenetlen felületek | Nagymértékben függ az ellenőr tapasztalatától és érzékenységétől |
| Olajbevonat-ellenőrzés | Nagyon kis felületi hibák kiemelése | Apró szúrások, hullámzások, sekély bemélyedések | Tiszta felületet és megfelelő megvilágítást igényel a hatékonysághoz |
| Köszörűkő/gazse poszpolírozás | Bemaródások és bemélyedések felfedése | Bemaródások, bemélyedések, felületi érdesség | Lehet durva; körültekintően kell alkalmazni, hogy ne változzon meg a sablon felülete |
Nagypontosságú mérés: CMM és 3D-szkennelés
Olyan iparágakban, mint az autógyártás, ahol a pontosság elengedhetetlen, az alapvető ellenőrzéseket követik a fejlett mérési módszerek. A nagypontosságú szerszámozáshoz szükséges a szofisztikált berendezésekkel történő ellenőrzés annak érdekében, hogy minden alkatrész pontosan megfeleljen az előírt specifikációknak. A koordináta mérőgépek (CMM) régóta alapvető eszközök e célból. A CMM egy érintőt használ a sablon felületén lévő pontos adatpontok rögzítésére, majd ezeket összehasonlítja az eredeti CAD-modellal a geometriai tűrések és méretpontosság ellenőrzése érdekében. Ez a módszer kivételesen pontos a kritikus méretek érvényesítéséhez.
Az elmúlt években a 3D-szkennelés hatékony alternatívává és kiegészítővé vált a CMM-ekkel szemben. Ellentétben a CMM pontalapú adatgyűjtésével, egy 3D-szkennelő több millió adatpontot rögzít, így létrehozva az öntőforma teljes felületének teljes körű, nagy sűrűségű digitális modelljét. Ez a komplex felületi adat lehetővé teszi részletes 3D ellenőrzési jelentések elkészítését, amelyek gyakran színtérképek (kromatogramok) formájában jelennek meg, és egyértelműen mutatják az eltéréseket a tervezési előírásoktól. Ez segít azonosítani a finom torzulásokat, felületi hibákat vagy elhasználódást, amelyeket a pontalapú mérések esetleg nem fednek fel.
A nagypontosságú ellenőrzés munkafolyamata általában több kulcsfontosságú lépést foglal magában. Először az adatokat begyűjtik, akár CMM-probával, akár 3D-szkenneléssel. Az így nyert nyers adatokat ezután feldolgozzák, és az eredeti CAD-tervhez igazítják. Végül részletes elemzést végeznek annak megállapítására, hogy mely területek térnek el az előírt tűréshatároktól. Olyan vállalatok, amelyek kiemelkedő minőségű szerszámok gyártásában szakosodtak, például Shaoyi (Ningbo) Metal Technology Co., Ltd. , ezekre a fejlett mérési technikákra és CAE szimulációkra hagyatkoznak, hogy testre szabott autóipari sajtolóformáik megfeleljenek az OEM-ek és a Tier 1 szintű beszállítók által előírt szigorú IATF 16949 szabványoknak.
| Funkció | Koordinátamérőgép (CMM) | 3D skennelés |
|---|---|---|
| Adatgyűjtési módszer | Fizikai tapintó meghatározott pontokat érint | Nem kontakt optikai vagy lézeres pásztázás millió pontot rögzít |
| Adatgazdagság | Különösen pontos adatokat szolgáltat előre meghatározott, konkrét pontokhoz | A teljes felület teljes, nagy sűrűségű 3D-s modelljét hozza létre |
| Sebesség | Lassabb, mivel pontonként végzi a mérést | Gyorsabb, nagy felületeket rögzít gyorsan |
| Legjobban alkalmas | Kritikus méretek, geometriai tűrések és prizmatikus alakzatok ellenőrzése | Összetett felületek vizsgálata, torzulások azonosítása és eltérések színképekkel történő ábrázolása |
Anyagvizsgálat: romboló és rombolásmentes vizsgálat (NDT)
A méretpontosságon túlmenően az autóipari sablon anyagának szerkezeti integritása elsődleges fontosságú. Ennek értékelésére két fő filozófia létezik: a romboló és a rombolásmentes vizsgálat. A romboló vizsgálat, ahogyan a neve is mutatja, egy mintadarab fizikai megsemmisítését jelenti annak tulajdonságainak méréséhez, például az anyag szilárdságához. Ez magában foglalhatja a törést, fűrészelést vagy a öntvény darabolását olyan területeken, ahol hibák, például üregek gyaníthatók. Bár meghatározott adatokat szolgáltat a minta határairól, fő hátránya, hogy a vizsgált alkatrészt használhatatlanná teszi, ami azt jelenti, hogy csak kis sorozatú mintán végezhető el, nem minden egyes alkatrészen.
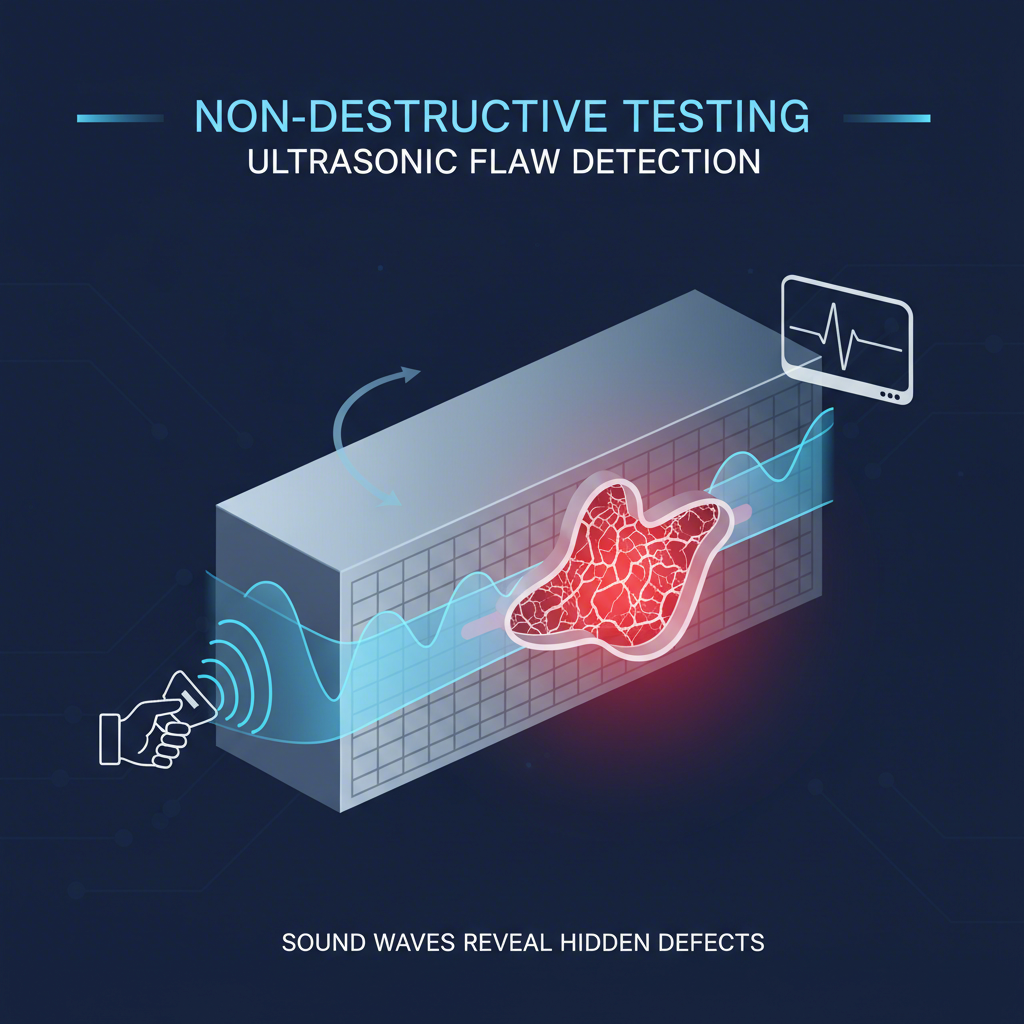
Ennek a korlátnak a kiküszöbölésére a Nem Destructív Tesztelés (NDT) az anyagminőség-ellenőrzés során széles körben előnyben részesített az öntőformák gyártásánál. Az NDT módszerek lehetővé teszik a vizsgálók számára, hogy hibákat keressenek az öntőformában belső vagy felületi szinten anélkül, hogy károsítanák azt, így biztosítható a kritikus alkatrészek 100%-os ellenőrzése. Ezek az eljárások elengedhetetlenek a rejtett hibák azonosításához, amelyek katasztrofális meghibásodáshoz vezethetnek a gyártás során. Lehetőséget nyújtanak az anyag belső szerkezetének megtekintésére, így biztosítva, hogy az anyag ne tartalmazzon olyan szabálytalanságokat, amelyek befolyásolhatják teljesítményét extrém nyomás hatására.
Több NDT módszer is különösen fontos az autóipari öntőformáknál. Mágneses részecsketest ferromágneses anyagoknál, mint például vas és acél, a felületi és közeli rétegbeli repedések kimutatására használatos. Az alkatrész mágnesesítésre kerül, majd finom vasreszelék kerül alkalmazásra; bármely repedés megzavarja a mágneses teret, így a reszelék felhalmozódik és feltárja a hibát. Nem mágneses anyagok esetén Szondázó anyaggal történő vizsgálat használatos. Egy színes vagy fluoreszkáló folyadékfestéket visznek fel a felületre, amely behatol a repedésekbe. Miután le lett törölve a felesleg, egy fejlesztőanyagot visznek fel, amely kihúzza a behatoló anyagot, így láthatóvá téve a repedést. Belső hibák megtalálásához Hangüvegtesztek nagyfrekvenciás ultrahanghullámokat használ, amelyek áthaladnak az anyagon, és visszaverődnek bármilyen hibáról vagy a hátsó falról, lehetővé téve a technikusok számára belső üregek vagy bevonatok helyének és méretének meghatározását.
Az űrítő állapotának és karbantartásának értékelése: A hosszú élettartam és teljesítmény biztosítása
Az ellenőrzési folyamat nem ér véget, miután az űrítőt üzembe helyezték. A használt űrítők rendszerszerű értékelése alapvető fontosságú a teljesítmény fenntartásához, a termékminőség biztosításához és az eszköz élettartamának meghosszabbításához. Az állapotfelmérés egy proaktív folyamat, amely során a használt űrítőket értékelik a kopás és sérülések azonosítása céljából, mielőtt azok gyártási hibákhoz vezetnének. Ez a folyamat a vizuális és méretellenőrzési eljárások kombinációját foglalja magában, amelyeket az új űrítőkön is elvégeznek, de konkrétan az idővel fellépő üzemeltetési igénybevétel hatásaira összpontosít.
Egy használt bélyegzőforma vizsgálatakor több kulcsfontosságú ellenőrzési pont is kritikus jelentőségű. Alapos felületvizsgálatra, gyakran nagyítás alatt, van szükség a ismételt használatból eredő gyakori hibák azonosításához. Ezek közé tartoznak:
- Repedés és hasadás: Gyakran túlzott erőhatás vagy rossz igazítás okozza.
- A galling: A próbavas és a forma közötti súrlódásból és anyagátvitelből származó felületi károsodás.
- Elhasználódás és Gombaszerű elváltozás: A munkafelületek és hegyek lekerekedése vagy deformálódása nagy mechanikai terhelés hatására.
- Pittasérülés és Korrózió: Felületromlás, amely befolyásolhatja az alkatrész minőségét és a forma integritását.
A kiterjedt karbantartási program elengedhetetlen ezeknek a problémáknak a csökkentéséhez. Egy világosan meghatározott legjobb gyakorlatok készlete megelőzheti a korai meghibásodást, és csökkentheti a költséges leállásokat. A megfelelő karbantartás biztosítja, hogy az alkatrész továbbra is előírt tűréshatárokon belül működjön, és így életciklusa során folyamatosan magas minőségű alkatrészeket állítson elő. Egy szabályos rendszer betartása segít korán felismerni a problémákat, lehetővé téve a időben történő javítást vagy cserét, és végül megóvja azt a jelentős befektetést, amelyet egy minőségi alkatrész jelent.
- Rendszeres tisztítás: Tisztítsa meg alaposan az alkatrészeket megfelelő oldószerekkel az esetleges olaj, maradékanyag vagy tapadó anyag eltávolítása érdekében használat előtt és után.
- Ütemezett ellenőrzések: Alkalmazzon rögzített ütemtervet a vizuális és méretellenőrzésekhez, például adott számú gyártási ciklus után.
- A megfelelő kenés: Gondoskodjon megfelelő kenésről működés közben a súrlódás csökkentése és a ragadásos kopás (galling) megelőzése érdekében.
- Pontos dokumentáció: Vezessen részletes nyilvántartást az összes ellenőrzésről, karbantartási tevékenységről és javításról. Ez az előzmények ismerete segít az ismétlődő problémák azonosításában, valamint a felújítás vagy cserére vonatkozó döntések meghozatalában.
- Helyes tárolás: A sablonokat tisztán, száraz környezetben, védőréteggel ellátva kell tárolni használaton kívül, hogy megakadályozzuk a korróziót.
Stratégiai megközelítés a sablonminőséghez és élettartamhoz
A járműipari sablonok minőségének és teljesítményének biztosítása nem egyetlen lépés, hanem folyamatos, többrétegű folyamat. A módszer alapja a vizuális és manuális ellenőrzések elvégzése, amelyekkel nyilvánvaló hibák felfedhetők, majd ezt követi a nagy pontosságú mérési eljárások alkalmazása, mint például a CMM vagy a 3D-szkennelés, így garantálva a szigorú tervezési tűréshatárok betartását. Ez a kombinált megközelítés biztosítja, hogy a sablon méretileg tökéletes legyen, mielőtt a gyártásba kerülne.
Ezen felül az anyag integritására való odafigyelés, a nem romboló, illetve ha szükséges, romboló vizsgálatok révén megerősített, hogy a sablon szerkezetileg egészséges állapotú, és képes ellenállni a kihajtás során fellépő extrém erőknek. Végül, egy szigorú használat közbeni értékelési és karbantartási program kulcsfontosságú a szerszám élettartamának maximalizálásához és a folyamatos termelés biztosításához. Ezen különböző ellenőrzési módszerek egységes minőségbiztosítási stratégiába történő integrálásával a gyártók megelőzhetik a hibákat, minimalizálhatják a leállásokat, és bizalommal előállíthatják a nagy minőségű autóipari alkatrészeket.
Gyakran Ismételt Kérdések
1. Melyek a 4 ellenőrzési módszer?
A széles körű minőségellenőrzési összefüggésben a vizsgálatot gyakran négy fő típusba sorolják a gyártási szakasz alapján: előtermészeti vizsgálat (nyersanyagok ellenőrzése), termelési vizsgálat során (a gyártás korai szakaszának ellenőrzése), szállítási előtti vizsgálat (a késztermékek végső ellenőrzése a gyár elhagyása előtt) és konténerek Azonban, ha kifejezetten egy olyan elem műszaki vizsgálatára utalunk, mint például egy autóipari öltőgép, a módszereket olyan kategóriákba sorolhatjuk, mint a vizuális vizsgálat, a dimenziós vizsgálat (métrológia), az anyagvizsgálat (NDT / pusztító) és a funkcionális vizsgálat.
2. A székhely. Hány szakasz van a NDT-ben a vizuális vizsgálatban?
A nem pusztító vizsgálatok (NDT) keretében, különösen olyan folyamatok esetében, mint a hegesztés, amelyek a szál gyártásával és karbantartásával megegyező elvek szerint működnek, a vizuális vizsgálatot általában három kulcsfontosságú szakaszban végzik. Ezek a következők: a folyamat megkezdése előtt (pl. anyag- és beállításellenőrzés), a folyamat során (azonnali problémák megfigyelése) és a folyamat befejezése után (a végtermék felületi hibákra való ellenőrzése). Ez a többlépcsős megközelítés biztosítja a minőség fenntartását az egész életciklus során.