 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Hogyan hajtja az innovációt a magas teljesítményű öntés az autóiparban

TL;DR
A magas teljesítményű autóipari öntés egy olyan gyártási eljárás, amely során olvadt fém, például alumínium vagy cink extrém nyomás alatt kerül egy formába. Ez a módszer erős, könnyű és rendkívül pontos alkatrészek előállítását teszi lehetővé, amelyek elengedhetetlenek a modern járművek számára. A technológia kulcsfontosságú az üzemanyag-hatékonyság javításában, az általános teljesítmény növelésében, valamint a belső égésű motoros (ICE) és az elektromos járművek (EV) számára szükséges fejlett tervezési megoldások megvalósításában.
A magas teljesítményű autóipari öntés megértése
Az autóipari öntés egy alapvető gyártási eljárás, amely bonyolult és méretileg pontos fémalkatrészeket hoz létre olvadt fém nyomás hatására történő betöltésével egy újrafelhasználható acélformába, amelyet sablonak (die) neveznek. Magas teljesítményű alkalmazások esetén ezt az eljárást továbbfejlesztik, hogy olyan alkatrészeket állítsanak elő, melyek szigorú követelményeknek tesznek eleget szilárdság, súly és pontosság tekintetében. A nagy nyomás használata biztosítja, hogy az olvadt fém kitöltse a forma minden részletét, így olyan közel végleges alakú alkatrész keletkezik, amely minimális másodlagos megmunkálást igényel.
Ez a technológia központi szerepet játszik számos kritikus járműalkatrész gyártásában. Az autógyártók az öntésre támaszkodnak olyan alkatrészek előállításánál, amelyek könnyűek és tartósak egyaránt, közvetlenül hozzájárulva a járművek biztonságához és hatékonyságához. Ahogyan szakértők leírták Autocast Inc. , a folyamat létfontosságú az olyan alkatrészek előállításában, mint a motorblokkok és váltódoboz-házak, valamint a strukturális alvázkomponensek. Például az öntőformában készült alumínium motorblokk csökkenti a motor teljes tömegét, ezáltal javítja a gyorsulást és az üzemanyag-gazdálkodást, miközben pontos tervezése hozzájárul az hatékony hőelvezetéshez.
Az alkalmazások az egész járműre kiterjednek. A szektoranalízisek kiemelt példái az öntött alkatrészek közül Transvalor tartalmazza:
- Motoros részek: Könnyű és robosztus hengercsúcsok és motorblokkok.
- Váltódoboz-házak: Merev és méretstabil házak hatékony teljesítményátvitelhez.
- Alváz- és szerkezeti alkatrészek: Felfüggesztési konzolok és kormánycsuklók nagy szilárdság-tömeg aránnyal.
- Elektronikai házak: Védőburkolatok szenzorokhoz, váltókhoz és motorokhoz.
- Fékalkatrészek: Féktartók, amelyek nagy szilárdságot és pontosságot igényelnek a biztonság érdekében.
A nagy teljesítményű öntés alkalmazása számos olyan előnnyel jár, amely közvetlenül jobb járművekhez vezet. A könnyűsúlyú alkatrészek létrehozásával csökkenti a jármű saját tömegét, ami elsődleges tényező a fogyasztás javításában és a kibocsátások csökkentésében. Ezen felül az öntvény alkatrészek pontossága simább motorfutást, hatékonyabb kormányzást és növekedett általános tartósságot eredményez. A folyamat rendkívül hatékony is, lehetővé téve a gyors gyártási ciklusokat és költséghatékony gyártást nagy mennyiségű alkatrész esetén.
Alapvető folyamatok és gyártási megfontolások
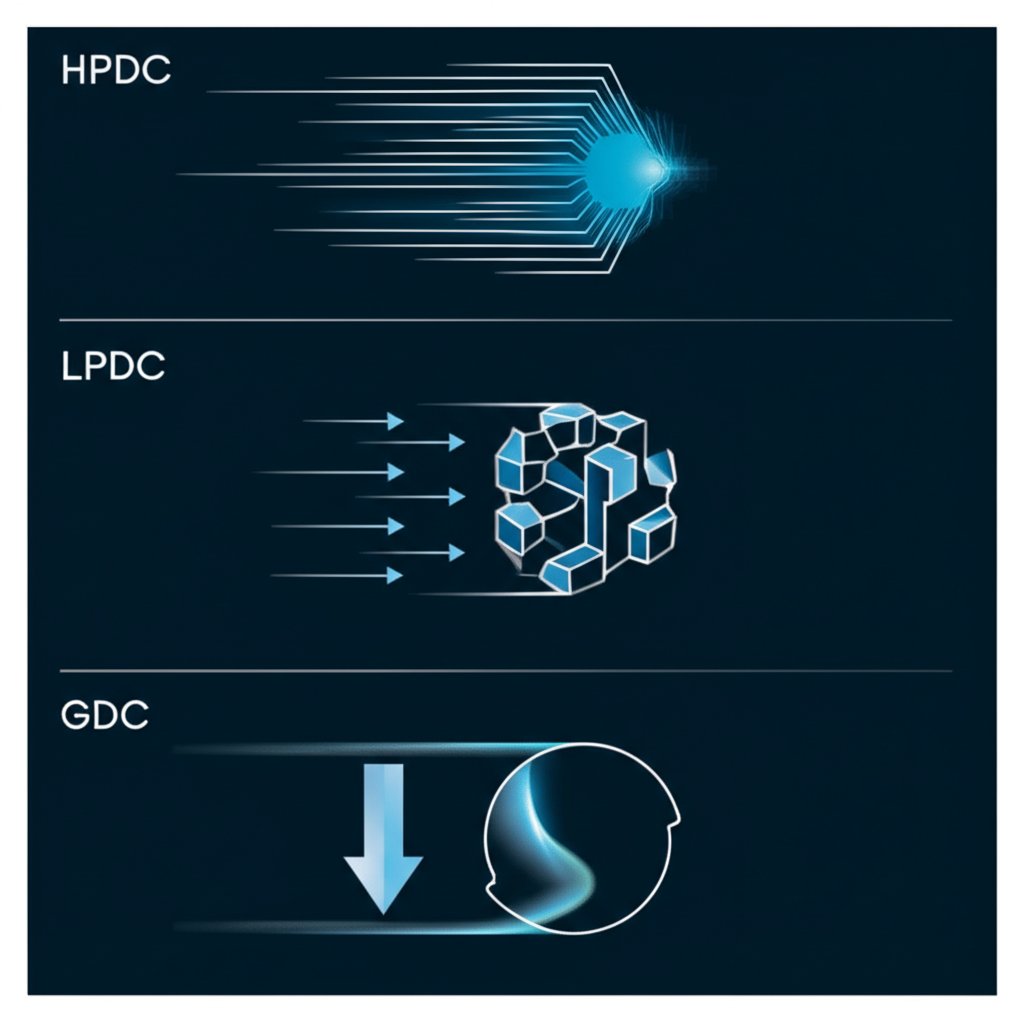
Az öntés világa nem egységes; több különböző folyamat létezik, amelyek mindegyike más-más anyagokhoz és alkatrész-igényekhez igazodik. A három fő módszer a nagynyomású öntés (HPDC), az alacsonynyomású öntés (LPDC) és a gravitációs öntés (GDC). Ezek különbségeinek megértése kulcsfontosságú ahhoz, hogy értékelni tudjuk, miért olyan elterjedt az HPDC a nagy teljesítményű gépjárműipari alkalmazásokban.
A HPDC, ahogyan a neve is mutatja, olvadt fémet fecskendez nagyon magas sebességgel és nyomással. A DyCast Specialties Corporation szerint ez a módszer ideális nagy mennyiségű, összetett, vékonyfalú alkatrészek előállítására, kiváló méretpontossággal és sima felületi minőséggel. A HPDC két fő kategóriára oszlik: melegkamrás eljárás, amely alacsony olvadáspontú ötvözetekhez, például cinkhez használatos, és hidegkamrás eljárás, amely magas olvadáspontú ötvözetekhez, például alumíniumhoz használatos. A hidegkamrás módszer az autóiparban domináns nagyobb szerkezeti alkatrészek, mint például motorblokkok és váltóházak gyártásánál.
Miközben a nyomásos öntés kiválóan alkalmas összetett, közel végleges alakú alkatrészek előállítására, más nagyteljesítményű gyártási eljárások, mint a kovácsolás, elengedhetetlenek azoknál az alkatrészeknél, amelyek maximális szilárdságot és fáradási ellenállást igényelnek. Például olyan vállalatok, mint a Shaoyi (Ningbo) Metal Technology specializálódnak az autóipari kovácsolásra, és így egy másik útvonalat kínálnak erős járműalkatrészek előállítására, amely során a fém alakítása nyomóerők segítségével történik.
Azonban a HPDC-nek sem vannak kihívásai. Egy fő hátrány a pórusosság lehet, amikor apró üregek vagy lyukak keletkeznek az öntött alkatrészben a lezárt gázok miatt. Ez ronthatja az alkatrész mechanikai tulajdonságait. Ennek csökkentésére speciális technikákat, például az Átmeneti Áramlási Öntési Módszert (TFFM) alkalmaznak, hogy minimalizálják a lezárt gázt, ahogyan azt az AdvanTech International megjegyezte. Az alábbiakban a főbb öntési eljárások összehasonlítása látható:
| Folyamat | Fontos jellemzői | Legjobban alkalmas | Gyakori autóipari alkalmazások |
|---|---|---|---|
| Magas Nyomású Formaöntés (HPDC) | Nagyon magas sebesség, nagy pontosság, sima felület, pórusosság veszélye. | Nagy sorozatú, összetett és vékonyfalú alkatrészek. | Motorblokkok, váltódoboz-házak, elektronikai burkolatok, szerkezeti alkatrészek. |
| Alacsony nyomású öntés (LPDC) | Lassabb kitöltési sebesség, jó szerkezeti integritás, kevesebb turbulencia. | Nagy méretű, szimmetrikus és szerkezetileg megbízható alkatrészek, amelyek magas integritást igényelnek. | Kerekek, felfüggesztési alkatrészek és egyéb biztonságkritikus komponensek. |
| Fémöntés (GDC) | Gravitációval tölti meg az öntőformát, egyszerű eljárás, sűrű alkatrészeket eredményez. | Erős, magas minőségű alkatrészek előállítása minimális pórusossággal. | Féknyergerek, dugattyúk és egyéb, nagy szilárdságot igénylő alkatrészek. |
Kulcsfontosságú anyagok a nagyteljesítményű nyomásos öntésben
Az anyag kiválasztása ugyanolyan kritikus, mint maga az öntési folyamat. Az autóipari nyomásos öntésnél a mérnökök elsősorban nem vasalapú ötvözetek közül választanak, amelyek közül az alumínium, a cink és a magnézium a legelterjedtebb. Mindegyik anyag különleges tulajdonságprofilnal rendelkezik, amely alkalmassá teszi őket meghatározott alkalmazásokra, és közvetlen hatással van a jármű teljesítményére, tömegére és tartósságára.
Az alumínium az autóipari nyomásos öntés ipar munkalovát jelenti. Kombinált könnyűsége, magas szilárdsága, kitűnő korrózióállósága és jó hővezető-képessége ideális választássá teszi széles körű alkatrészekhez. Ahogyan a gyártástechnológiai szakértők részletezték Dynacast , a vékonyfalú alumínium öntvények az összes hidegenököltek közül a legmagasabb üzemelési hőmérsékletet bírják el, így ideálisak motorblokkok, váltóházak és hűtőbordák készítéséhez. Az üzemanyag-hatékonyság javítására irányuló törekvés miatt az alacsony súlyú anyagok iránti igény növekedése miatt az alumínium elengedhetetlen anyaggá vált.
A cinkötvözetek szintén népszerű választás, különösen olyan alkatrészek esetében, amelyek bonyolult részleteket és kiváló minőségű felületet igényelnek. A cink kitűnő folyékonysága lehetővé teszi, hogy rendkívül pontosan kitöltse a forma vékonyfalú, összetett szakaszait, gyakran kiküszöbölve a másodlagos műveletek szükségességét. Gyakran használják kisebb, részletes alkatrészekhez, például elektronikai házakhoz, belső díszítőelemekhez és összetett érzékelőtestekhez. Emellett a cinköntéshez használt formák jelentősen hosszabb ideig tartanak, mint az alumíniumöntéshez használtak, így nagy sorozatgyártás esetén költséghatékony megoldást nyújtanak.
A magnézium az összes szerkezeti fém közül a legkönnyebb. Fő előnye kiváló szilárdság-súly aránya, amely ideális választássá teszi olyan alkalmazásokhoz, ahol a tömegcsökkentés az elsődleges szempont. A magnézium alkatrészek gyakran megtalálhatók prémium járművekben, például belső keretek, kormánykerék-magok és műszerfalak formájában. A Thixomoldinghoz hasonló fejlett eljárások tovább javíthatják a magnézium alkatrészek minőségét és felhasználási területét.
| Anyag | Kulcsfontosságú tulajdonságok | Költség | Gyakori gépjárműipari alkalmazások |
|---|---|---|---|
| Alumínium | Könnyűsúlyú, nagy szilárdságú, kiváló hőelvezetés, korrózióálló. | Mérsékelt | Motorblokkok, váltódobozok, alvázalkatrészek, hűtőbordák, EV motorházak. |
| Cink | Magas folyékonyság összetett alakzatokhoz, kiváló felületminőség, nagy tartósság. | Alacsonyabb (a szerszámozás élettartamát is figyelembe véve) | Elektronikai házak, szenzorok, belső alkatrészek, csatlakozók, fogaskerekek. |
| Magnesium | Rendkívül könnyű, kiváló szilárdság-súly arány, jó merevség. | Magasabb | Műszerfalak, kormánykeret-keretek, ülésvázak, alvázvázak. |

Az autóipari öntés jövője: Innovációk elektromos járművekhez és elektronikához
Az autóipar jelenleg súlyos átalakuláson megy keresztül az elektromos meghajtás és az önvezető technológia felé, miközben az öntési technológia is gyorsan fejlődik az új kihívások kezelésére. A nagyteljesítményű öntés jövője szorosan összefügg az elektromos járművekkel (EV) kapcsolatos igényekkel és a fejlett elektronika elterjedésével. Ez a fejlődés nem csupán arról szól, hogy a meglévő alkatrészeket tovább tökéletesítsük; hanem arról is, hogy teljesen új járműarchitektúrák megvalósítását tegyük lehetővé.
Az elektromos járművek (EV) esetében a könnyűsúlyúság még fontosabb, mint a hagyományos járműveknél, mivel közvetlen hatással van a hatótávolságra és a teljesítményre. Az öntés kulcsfontosságú szerepet játszik a nagy méretű, egész darabból álló szerkezeti alkatrészek előállításában – ezt a trendet gyakran „gigacasting” néven emlegetik. Ez egy egész járműfenékváz vagy akkumulátortartó egyszeri öntését jelenti. Ez az eljárás több száz kisebb, sajtolt és hegesztett alkatrész egyesítését teszi lehetővé egyetlen egységbe, ami jelentősen leegyszerűsíti az összeszerelést, csökkenti a súlyt, és alacsonyabb költségekhez vezet. Ezek a nagyméretű alumínium öntvények elengedhetetlenek a nehéz akkumulátorcsomagok elhelyezéséhez és védelméhez, miközben hozzájárulnak a jármű szerkezeti merevségéhez.
Ugyanakkor az avanzsált vezetőtámogató rendszerek (ADAS) és az autó belső kapcsolódási lehetőségeinek növekedése robbanásszerűen megnövelte a járművekben található szenzorok, kamerák és elektronikus vezérlőegységek (ECU-k) számát. Ezek mindegyikéhez pontosan gyártott, elektromágnesesen árnyékolt házak szükségesek. A hidegalakítás, különösen cink- és alumíniumötvözetekkel, ideális eljárás ezek összetett, vékonyfalú burkolatainak előállításához. A hidegalakítás netto alakot biztosító képessége lehetővé teszi olyan bonyolult elemek, mint hűtőbordák és rögzítési pontok közvetlen integrálását a alkatrészbe, így helyet spórolva és javítva az érzékeny elektronikus alkatrészek hőkezelését.
A technológiai fejlődés magában az öntési folyamatban is kitolja a lehetséges határait annak, ami elérhető. Olyan újítások, mint a vákuumsegéd öntés és a fejlett öntőforma-áramlás szimulációs szoftverek, alacsonyabb pórusosságú, nagyobb szilárdságú, sőt hegeszthető tulajdonságú alkatrészek előállítását teszik lehetővé. Ezek a fejlesztések kritikusak a biztonságtechnikai szempontból fontos szerkezeti elemek és tömített akkumulátortartók gyártásához elektromos járművekhez. Ahogy az ipar előre halad, az öntés továbbra is kulcsfontosságú tényező marad a biztonságosabb, hatékonyabb és fenntarthatóbb járművek megvalósításában.
Gyakran Ismételt Kérdések
1. Mik a HPDC hátrányai?
A nagy nyomású öntés (HPDC) fő hátránya a pórusosság kockázata. Mivel az olvadt fém nagyon magas sebességgel kerül befecskendezésre, gázok kerülhetnek a forma belsejébe, és apró üregek keletkezhetnek az elkészült alkatrészben. Ez a pórusosság gyengítheti az alkatrészt, és alkalmatlanná teheti olyan alkalmazásokra, amelyek hőkezelést vagy hegesztést igényelnek. A modern technikák, mint például a vákuumos segédberendezések és a fejlett forma-tervezés, azonban segítenek enyhíteni ezt a problémát.
2. Mi a különbség az HPDC, az LPDC és a GDC között?
Ahogyan a cikk fő részében részletezve van, a kulcskülönbség az öntőforma kitöltéséhez használt nyomás és sebesség mértékében rejlik. Az HPDC nagyon magas nyomást alkalmaz gyors, nagy mennyiségű, összetett alkatrészek előállításához. Az LPDC alacsonyabb nyomást használ, lassabb, de pontosabban szabályozott kitöltés érdekében, amely ideális szerkezeti szilárdságot igénylő alkatrészekhez, például kerekekhez. A GDC kizárólag a gravitációra támaszkodik, így sűrű, erős alkatrészeket eredményez, de lényegesen lassabb gyártási ciklussal.
3. Mi az HPDC kitöltési aránya?
Az HPDC töltési aránya a fröccsöntő hüvelybe öntött olvadt fém térfogatát jelenti a hüvely teljes térfogatához képest. A kutatások azt mutatják, hogy gyakran 60–70% közötti töltési arányt javasolnak. Ez segít minimalizálni a fémmel együtt a formaüregbe kerülő levegő mennyiségét, így csökkentve a gázbecsukódást és a pórusosságot a végső alkatrészben.