 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Fontos kovácsolási tűrések az autóipari teljesítményért
Fontos kovácsolási tűrések az autóipari teljesítményért

TL;DR
A gépjárműipari specifikációkhoz tartozó kovácsolási tűrések az engedélyezett méreteltérések olyan kritikus csoportját jelentik, amelyek a gyártott járműalkatrészek pontosságát határozzák meg. A szigorú tűrések betartása elengedhetetlen ahhoz, hogy az alkatrészek pontosan illeszkedjenek, megbízhatóan működjenek terhelés alatt, és kielégítsék a gépjárműipar magas követelményeit a biztonságra és hatékonyságra vonatkozóan. Az ilyen pontosság elérése növeli az alkatrészek szilárdságát, csökkenti az anyagpazarlást, és alapvető fontosságú a nagyteljesítményű, megbízható járművek előállításában.
Kovácsolási tűrések meghatározása: a precíziós gyártás alapja
A gyártás során a tűrés egy alkatrész fizikai méretének megengedett eltérési határa. A kovácsolási tűrések konkrétan az adott műszaki tervben meghatározott névleges méretek engedélyezett eltérési tartományát határozzák meg. Ezek nem önkényes számok; a tűrések olyan lényeges paraméterek, amelyek biztosítják, hogy az alkatrészek megfelelően illeszkedjenek és működjenek egy nagyobb egységben, például egy jármű motorjában vagy felfüggesztési rendszerében. Ahogy azt az iparági források is kiemelik, mint például Engineers Edge , ezek a tűrések figyelembe kell vegyék a kovácsolási folyamathoz jellemző tényezőket, mint a sablonkopás, az anyag zsugorodása hűlés közben, valamint az esetleges eltolódás a felső és az alsó sablon között.
A kovácsolási tűrések általában „általános” vagy „speciális” kategóriákba sorolhatók. Az általános tűrések, amelyek akkor érvényesek, ha nincs külön szabvány megadva, tovább oszlanak „Kereskedelmi szintre” általános gyakorlat esetén, és „Pontos szintre” olyan munkákhoz, ahol nagyobb pontosság és költség szükséges. A speciális tűréseket műszaki rajzokon határozzák meg egyértelműen azoknál a kritikus méretnél, ahol a pontosság elsődleges fontosságú. Gondoljunk csak egy nagyteljesítményű motor összeszerelésére: bár a főtömbnek bizonyos elfogadható mérete van (kereskedelmi tűrés), a dugattyúk illesztése a hengerekbe sokkal szigorúbb, pontos hézaggal (speciális tűrés) történik, hogy optimális sűrítést és teljesítményt lehessen elérni.
Végül is a kovácsolási tűrések a tervező és a kovácsmegrendelő közötti megállapodást jelentenek. Ahogyan azt elmagyarázták Queen City Forging , ezeket esetileg kell megvizsgálni, mivel közvetlenül befolyásolja őket az alkatrész tervezése és a konkrét gyártási technikák. A tűrések ezen alapvető megértése az első lépés ahhoz, hogy olyan alkatrészeket hozzunk létre, amelyek megfelelnek bármely magas teljesítményű iparág követelményeinek.
A szigorú tűrések kritikus szerepe az autóiparban
Az autóipar óriási nyomás alatt áll, hogy biztonságos, megbízható, üzemanyag-hatékony és magas teljesítményű járműveket szállítson. A nagy pontosságú cseppkovanás szoros tűrésekkel egy alapvető gyártási folyamat, amely hozzájárul ezekhez az elvárásokhoz. Amikor az autóipari alkatrészeket pontos specifikációk szerint kovácsolják, a javak hatással vannak az egész járműre, a teljesítménytől a hosszú élettartamig. A precíziós kovácsolással elérhető állandó méretpontosság elengedhetetlen olyan alkatrészek előállításához, amelyek képesek ellenállni a napi üzem során fellépő extrém igénybevételnek, rezgésnek és hőmérsékletingadozásnak.
A szoros kovácsolási tűrések fenntartásának előnyei az autóipari alkatrészeknél jelentősek, és közvetlen hatással vannak a végső termék minőségére és költséghatékonyságára. Ahogyan egy útmutató részletesen ismerteti Sinoway Industry , ezek az előnyök többtényezősnek bizonyulnak:
- Kiemelkedő szilárdság és tartósság: A kovácsolási folyamat finomítja a fém szemcseszerkezetét, amely így az alkatrész alakjával párhuzamosan alakul ki. Ez javítja az anyag mechanikai tulajdonságait, és az alkatrészeket különösen ellenállóvá teszi a fáradtsággal, ütéssel és kopással szemben. Olyan kritikus alkatrészek, mint a hajtótengelyek, hajtórudak és kormányzó tüskék, ezen kovácsolt szilárdságra támaszkodnak a meghibásodások megelőzésében.
- Növekedett biztonság és megbízhatóság: Biztonságtechnikai szempontból kritikus rendszereknél, mint a fékek és felfüggesztés, nincs helye hibának. A pontos tűrések biztosítják, hogy az alkatrészek hibátlanul illeszkedjenek és működjenek együtt, csökkentve ezzel a mechanikai meghibásodás kockázatát. Tanulmányok kimutatták, hogy a pontos tűrésekkel gyártott alkatrészek jelentősen javíthatják a teljesítményt és a megbízhatóságot.
- Súlycsökkentés: A modern autótervezés a súlycsökkentésre helyezi a hangsúlyt, hogy javítsa az üzemanyag-hatékonyságot. A nagy pontosságú kovácsolás erős, könnyű alkatrészeket hozhat létre, felesleges anyagot megszüntetve anélkül, hogy csökkentené a szerkezeti integritást. Ez segíti a gyártókat abban, hogy egyre szigorúbb kibocsátási és üzemanyag-takarékossági előírásoknak tegyenek eleget.
- Költséghatékonyság nagy mennyiségeknél: Bár a szorosabb tűréshatárok elérése fejlettebb szerszámokat igényelhet, a cseppkovanásos eljárás nagyon hatékony nagy sorozatgyártás esetén. Minimálisra csökkenti az anyagveszteséget (vagy peremképződést), és gyakran csökkenti a kiterjedt másodlagos megmunkálás szükségességét, így alacsonyabb egységköltségeket eredményez tömeggyártásban.
Kovácsolási szabványok és irányelvek áttekintése
A szakma egészében érvényes konzisztencia és minőség biztosítása érdekében a kovácsolási tűrések gyakran meghatározott szabványokon alapulnak. A Mechanical Engineers (ASME) amerikai társasága és a Deutsches Institut für Normung (DIN) olyan előírásokat dolgozott ki, amelyek lefedik a kovácsolt alkatrészek anyagait, méreteit és nyomásosztályait. Például az ASME B16.11 szabvány részletes követelményeket határoz meg a kovácsolt idomdarabokhoz, míg a DIN 1.2714-es szabvány olyan anyagminőségeket ír elő, amelyek magas kopásállóságúak és alkalmasak zártható formájú kovácsoláshoz. Ezeknek a szabványoknak a betartása biztosítja a különböző beszállítóktól származó alkatrészek kölcsönös csereszabatosságát és a minőség alapvető szintjét.
A elérhető tűrés nagyban függ a kovácsolási módszertől is. Az alaktömb nélküli kovácsolás, ahol a fém nincs teljesen kialakított öntőformába zárva, általában lazább tűréseket eredményez. Ezzel szemben a zártömbös (vagy lenyomat-kovácsolás), ahol a fém egy pontosan megmunkált üregbe van kényszerítve, sokkal szigorúbb mérettűrések elérését teszi lehetővé. Ez az oka annak, hogy a bonyolult autóalkatrészek, mint például a fogaskerekek és felfüggesztési alkatrészek esetében elsősorban a zártömbös kovácsolást részesítik előnyben.
Az alábbi táblázat általános áttekintést nyújt a különböző kovácsolási típusok tipikus tűréseiről, bár a konkrét értékek eltérhetnek az alkatrész méretétől, anyagától és bonyolultságától függően.
| Kovácsolási módszer | Tipikus tűrési tartomány | Gyakori autóipari alkalmazások |
|---|---|---|
| Zártömbös / lenyomat-kovácsolás | ±0,5 mm-től ±1,5 mm-ig (lehet szigorúbb is) | Hajtórudak, fogaskerekek, forgattyús tengelyek, kormányzáró csuklók |
| Nyitott kovácsolás | ±1 mm-től ±3 mm-ig (vagy ±0,03″-tól ±0,125″-ig) | Nagy átmérőjű tengelyek, gyűrűk, nyersöntvények kezdeti alakítása |
| Pontos (netto forma) kovácsolás | ±0,1 mm-től ±0,3 mm-ig | Nagy teljesítményű fogaskerekek, turbinapálcák |
Kulcsfontosságú tervezési és anyagmegfontolások az optimális kovácsolási tűrések érdekében
Az optimális kovácsolási tűrések elérése nem csupán egy szám megadásáról szól; inkább egy olyan átfogó megközelítés eredménye, amely a tervezési fázistól kezdődik. Számos kulcsfontosságú tényező határozza meg a kovácsolt alkatrész végleges pontosságát. A mérnököknek és tervezőknek ezen tényezők között kell egyensúlyt teremteniük, hogy olyan alkatrészt hozzanak létre, amely egyaránt gyártható és teljesíti a teljesítménnyel szemben támasztott követelményeket. Ahogy egy technikai összefoglalóban bemutatják Frigate Manufacturing , a jól átgondolt tervezés alapvető fontosságú a sikerhez.
A következő szempontok döntő jelentőségűek minden kovácsolt autóipari alkatrész elérhető tűréseinek befolyásolásában:
- Alkatrész geometriája és összetettsége: Az egyszerűbb alakzatok alapvetően könnyebben kovácsolhatók nagy pontossággal. Az összetett tervek, mély üregekkel, éles sarkokkal vagy vékony falakkal nehezíthetik a fémáramlást az oltásban, ami méretbeli eltérésekhez vezethet. A bőven megadott lekerekítések és közbenső ívek elengedhetetlenek a zavartalan anyagáramláshoz és a hibák megelőzéséhez.
- Anyagválasztás: A különböző anyagok különböző módon viselkednek hő és nyomás hatására. Az acél, az alumínium és a titán ötvözetek mindegyike más-más hőtágulási rátával, áramlási jellemzőkkel és hűtéskor zsugorodással rendelkezik. Az anyag választása közvetlenül befolyásolja az oltás tervezését és a véglegesen tartható tűréseket. Például az alumínium magas hővezető-képessége más folyamatirányítást igényel, mint az acél.
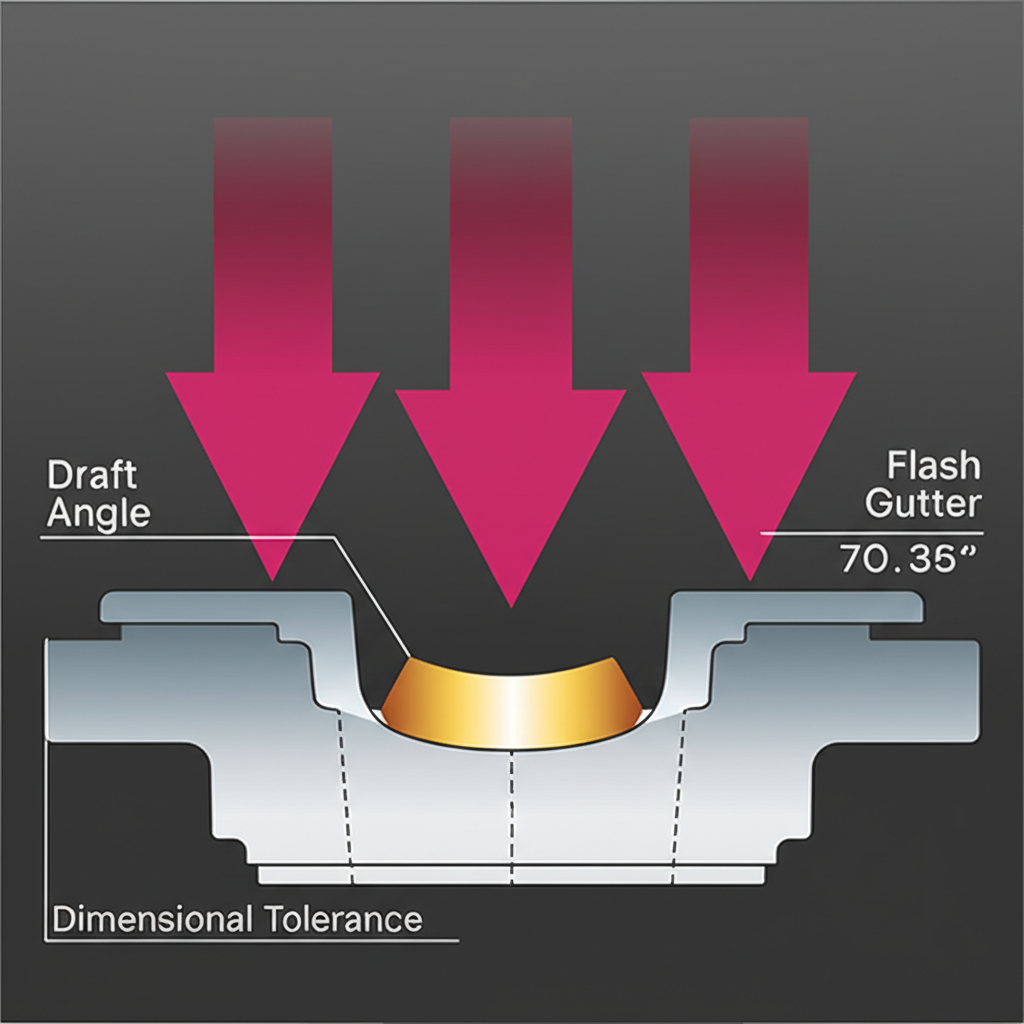
- Oltás tervezése és kihúzási szögek: A sajtóforma maga az alap eszköz, amely meghatározza az alkatrész alakját. A megfelelő forma tervezés, beleértve az eltávolítási hajlások (enyhe lejtés a függőleges felületeken) alkalmazását is, elengedhetetlen ahhoz, hogy a kész alkatrészt sérülés nélkül lehessen kivenni. Az elégtelen hajlás torzulást okozhat és befolyásolhatja a tűréshatárokat.
- Kovácsolási hőmérséklet és folyamatirányítás: A munkadarab és a formák hőmérsékletét gondosan kell szabályozni. A hőmérséklet ingadozása következetlen anyagáramlást és összehúzódást eredményezhet, ami közvetlen hatással van a méreti pontosságra. Az automatizált folyamatok biztosítják a konzisztenciát, amelyre a nagy sorozatú járműgyártásnak szüksége van.
Ezeknek a tényezőknek a sikeres kezelése gyakran egy kovácsolási szakemberrel való együttműködést igényel. Olyan vállalatok számára, amelyek minőségi alkatrészeket keresnek, egy tapasztalt szolgáltatóval való partnerség kulcsfontosságú. Például, Shaoyi Metal Technology speciális, IATF16949 tanúsítvánnyal rendelkező melegkovácsolási szolgáltatásokat kínál az autóipar számára, bemutatva a sablonkészítésben és a folyamatirányításban szerzett szakértelmet, amely szükséges a szigorú autóipari előírásoknak való megfeleléshez a prototípusgyártástól a tömeggyártásig.

Gyakran Ismételt Kérdések
1. Mi a DIN szabvány a kovácsoláshoz?
A DIN (Deutsches Institut für Normung) szabványok számos kovácsolással kapcsolatos területet lefednek. Egy kapcsolódó példa a DIN 1.2714, amely egy Cr-Ni-Mo-V ötvözésű acél anyagszabványa, amelyet zárt alakú kovácsolatokhoz ajánlanak, mivel nagy szívósságú, kopásálló és kemény. Ez a szabvány biztosítja, hogy az anyag maga alkalmas legyen tartós, nagy szilárdságú alkatrészek előállítására.
2. Mi az ASME szabvány a kovácsoláshoz?
Az ASME (American Society of Mechanical Engineers) számos, a kovácsolásra vonatkozó szabványt állapít meg. Egyik legfontosabb az ASME B16.11, amely előírja a kovácsolt acélidomok követelményeit, beleértve azok nyomástartósságát, méreteit, tűréseit, jelölését és anyagkövetelményeit. Ez a szabvány alapvető fontosságú a konzisztencia és biztonság biztosításában nagy nyomású alkalmazások esetén.
3. Mekkora a nyílt kovácsolás tűrése?
A nyílt kovácsolásnál általában nagyobb tűrések adódnak, mint a zárt kovácsolásnál, mivel a munkadarab nincs teljesen bezárva. A tűrés értéke kb. ±0,03 hüvelyk és ±0,125 hüvelyk (kb. ±0,8 mm és ±3,2 mm) között mozoghat megmunkálás előtt, a komponens méretétől és összetettségétől függően. Ez a módszer elsősorban nagyobb alkatrészekhez vagy kezdeti alakítási műveletekhez alkalmas, ahol a pontos méretek másodlagosak.