 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Kovácsolt alumíniumötvözetek autókhoz: Illessze az optimális ötvözetet minden alkatrészhez

Miért fontosak a kovácsolt alumínium minőségek az autóipari teljesítmény szempontjából
Amikor arra gondol, mi teszi lehetővé egy modern alumíniumautó maximális teljesítményét, gyakran a felszín alatt rejlő válasz: magában a fém szerkezetében. A kovácsolt alumínium elengedhetetlenné vált az autógyártásban, akár felfüggesztési alkatrészek, akár nagy teljesítményű keréktárcsák esetén. Ám itt jön a döntő kérdés, amellyel a legtöbb mérnök és beszerzési szakember szembesül: annyi alumíniumminőség közül hogyan lehet a megfelelő ötvözetet minden alkatrészhez hozzárendelni?
Ennek az összefüggésnek az értése – az ötvözet kiválasztása és az alkatrész teljesítménye között – eldöntheti, hogy egy jármű kiemelkedik-e vagy csupán minimális előírásoknak felel meg. Tehát mi is pontosan az alumíniumötvözet, és miért olyan fontos a formázási módszer?
Miért alakítja át a kovácsolás az alumínium teljesítményét
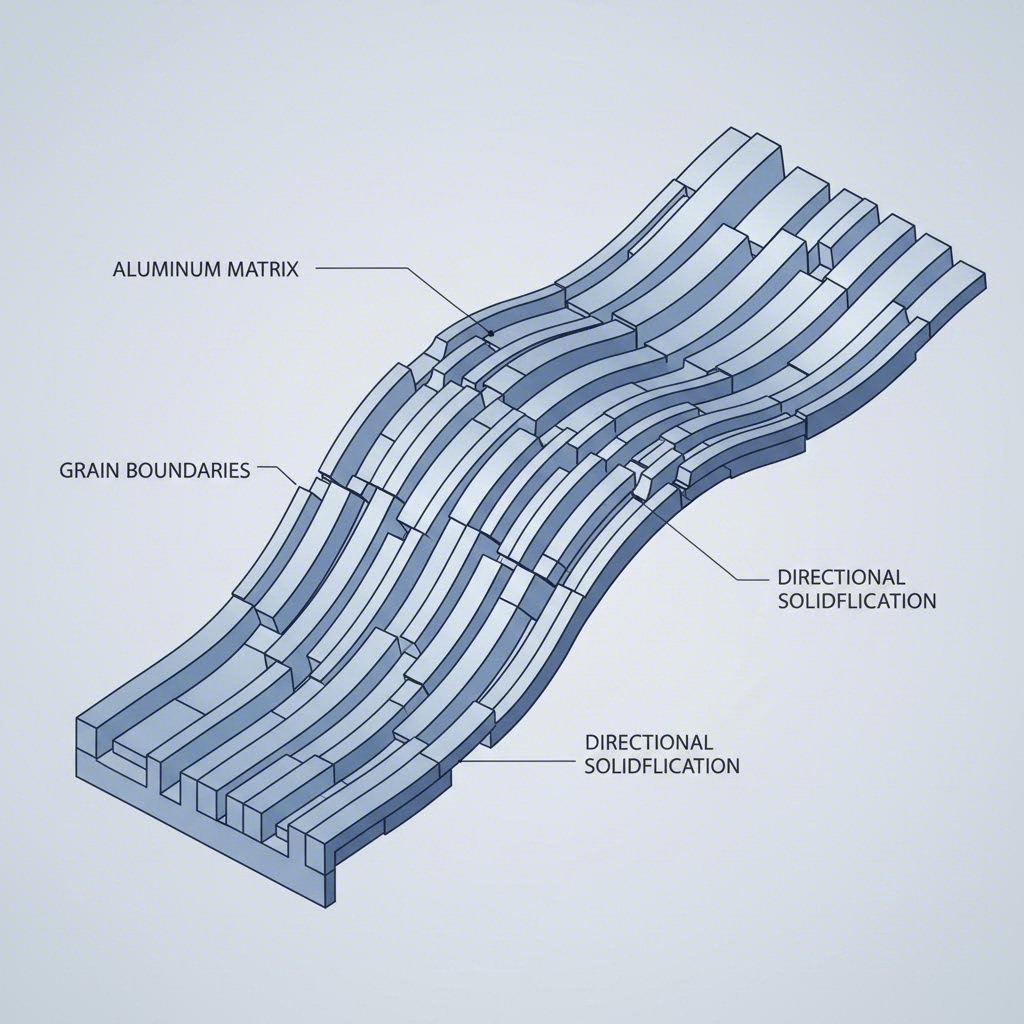
A kovácsolással szemben, ahol az olvadt alumíniumot öntőformákba öntik, vagy az extrúzióval, amelynél melegített fémeket préselnek át egy sablonon, a kovácsolás intenzív nyomást alkalmaz az alumínium alakítására magas hőmérsékleten. Ez az eljárás alapvetően megváltoztatja az anyag belső szerkezetét. Az eredmény? Sűrűbb és folyamatosabb szemcseáramlás, amely követi a kész alkatrész kontúrjait.
A gyártástechnológiai szakértők szerint a kovácsolás sűríti az alumínium szemcseszerkezetét , jelentősen növelve annak szilárdságát és ütésállóságát az öntött alternatívákkal összehasonlítva. Ez a finomabb mikroszerkezet javítja a fáradási ellenállást és az ütközési teljesítményt is – olyan tulajdonságokat, amelyek elengedhetetlenek a biztonságtechnikai szempontból kritikus alumíniumalkatrészeknél az autóiparban.
A kovácsolás az alumínium szemcseszerkezetét úgy finomítja, hogy összesűríti és igazítja a belső rostokat, így olyan mechanikai tulajdonságokat biztosít, amelyeket az öntött alternatívák egyszerűen nem tudnak felmutatni – különösen azoknál az alkatrészeknél, amelyek ismétlődő igénybevételi ciklusoknak vannak kitéve.
Ezért mutat jobb tartósságot valós körülmények között a kritikus területeken kovácsolt alkatrészekkel készített alumínium autó. A kovácsolási folyamat kiküszöböli a belső üregeket és porozitást, amely gyakori öntvések esetén, így minden alumínium autóalkatrész képes ellenállni a modern járművek igénybevételének.
Az ötvözetválasztási kihívás a járműgyártásban
Itt válik érdekessé – és összetetté. Nem minden alumínium ötvözet kovácsolható egyenlően jól, és nem minden kovácsolt ötvözet alkalmas minden alkalmazásra. A rossz ötvözet kiválasztása gyártási nehézségekhez, korai alkatrész meghibásodáshoz vagy szükségtelen költségekhez vezethet.
A mérnököknek több versengő tényezőt is mérlegelniük kell, amikor alumínium ötvözeteket választanak járműalkatrészekhez:
- Erőszakos követelmények: Szükség van maximális húzósztrengere vagy jó alakíthatóságra?
- A működési környezet: Az alkatrész korróziós körülményekkel vagy extrém hőmérsékletekkel fog-e szembesülni?
- Gyártási korlátozó tényezők: Mennyire összetett az alkatrész geometriája, és milyen kovácsolási hőmérsékletek alkalmazhatóak?
- Költségfontolások: Igazolja-e az alkalmazás a prémium ötvözetek használatát, vagy elegendő lenne a szabványos minőségek?
Ez a cikk gyakorlati kiválasztási útmutatóként szolgál, végigvezetve azokon az alapvető, ma használt, kovácsolt alumínium ötvözeteken, amelyeket a járművekben alkalmaznak. Feltárjuk, melyik ötvözet alkalmas konkrét alkatrészkategóriákhoz, megértjük a hőkezelés kritikus szerepét, és megtanuljuk, hogyan kerüljük el a gyakori kiválasztási hibákat. Akár felfüggesztési karok, akár kerékek vagy meghajtási alkatrészek anyagát határozza meg, az alkalmazáshoz illő ötvözet kiválasztása biztosítja a teljesítményt és az értéket egyaránt.
Alumínium Ötvözet Sorozatok és Azok Kovácsolhatósága
Mielőtt kiválaszthatná az optimális ötvözetet egy járműalkatrészhez, meg kell értenie, hogyan vannak csoportosítva az alumíniumötvözetek. Az Aluminum Association (Alumínium Szövetség) egy számozási rendszert hozott létre, amely a képlékenyen alakítható alumíniumötvözeteket sorozatokba osztja be az elsődleges ötvözőelemük alapján. Ez a besorolás – az 1xxx-es és 7xxx-es sorozatokig terjedően – sokat elárul az ötvözet viselkedéséről az alakítás során, valamint a végső teljesítményjellemzőiről.
Ám itt van valami, amit sok anyagspecifikáció nem magyaráz meg: miért alakíthatók bizonyos alumíniumötvözet-fajták kiválóan, míg mások repednek, torzulnak vagy egyszerűen nem alkalmazkodnak? A válasz a fémügyi tudományban rejlik, és ezeknek az alapelveknek az ismerete átalakítja majd az ötvözetválasztás módszerét járműipari alkalmazások esetén.
Az alumíniumsorozat-rendszer megértése
Minden alumíniumötvözet-sorozatot meghatároz a domináns ötvözőelem, amely meghatározza az ötvözet alapvető tulajdonságait. Gondoljon rá úgy, mint egy családfára, ahol a rokonok bizonyos jellemzőket osztanak meg:
- 1xxx sorozat: Alapvetően tiszta alumínium (99%+ Al). Kiváló korrózióállóság és vezetőképesség, de túl puha szerkezeti autóipari kovácsolatokhoz.
- 2xxx sorozat: A réz az elsődleges adalék. Ezek az ötvözetek nagy szilárdságot és kiváló fáradásállóságot biztosítanak – ideális választás követelődző repülési és autóipari meghajtási alkalmazásokhoz.
- 3xxx sorozat: Mangánötvözésű. Mérsékelt szilárdságú, jól alakítható, de ritkán használják kovácsolásra, mivel nem hőkezelhetők nagyobb szilárdság eléréséhez.
- 4xxx sorozat: Szilícium-domináns. A magas szilíciumtartalom kiváló kopásállóságot biztosít, így ezek az ötvözetek alkalmasak dugattyúkhoz, bár megmunkálásuk nehézkes.
- 5xxx sorozat: Magnézium-alapú. Kiváló korrózióállóság és hegeszthetőség, gyakran kovácsolják tengeri és kriotechnikai alkalmazásokhoz, nem tipikus autóalkatrészekhez.
- 6xxx sorozat: Magnézium és szilícium kombinációja. Ez az egyensúlyos kémia biztosítja a sokoldalúságot, amely miatt a 6xxx sorozatú ötvözetek az autóipari alumínium kovácsolatok munkalovai.
- 7xxx sorozat: A cink a magnéziummal és a rézzel együtt extrém magas szilárdságú ötvözeteket alkot. Ezek az elérhető legerősebb alumíniumötvözetek, amelyek elengedhetetlenek a tömegkritikus repülési és űripari, valamint a nagyteljesítményű gépjárműipari szerkezetek esetében.
A az Aluminum Association iparági dokumentációja , ez a megnevezési konvenció a II. világháború után alakult ki, hogy rendet teremtsen az egyre bővülő alumíniumanyag-katalógusban. Az e keretrendszeren belüli alumíniumötvözet-fokozatok megértése segít gyorsan szűkíteni a jelöltek körét bármely adott alkalmazás esetén.
Kovácsolhatósági tényezők az ötvözetcsaládokon belül
Itt jön képbe a valódi mérnöki szakértés. Nem minden alumíniumötvözet kovácsolható ugyanúgy, és ezek a különbségek nem véletlenszerűek – az egyes ötvözetek kémiai összetételéből fakadnak, amely meghatározza viselkedésüket nyomás és hő hatására.
A kovácsolhatóság több egymással összefüggő tényezőtől függ:
- Törésellenes rugalmasság: Mekkora erő szükséges az ötvözet deformálásához a kovácsforma üregébe történő kitöltéshez?
- Hőmérsékletérzékenység: Mennyire változnak drámaian a tulajdonságok a kovácsolási hőmérséklet-tartományon belül?
- Repedési hajlam: Képes az ötvözet súlyos alakváltozások elviselésére repedések vagy belső hibák kialakulása nélkül?
- Hőkezelhetőség: Erősíthető-e a kovácsolt alkatrész utólagos hőkezeléssel?
Kutatás a ASM International azt mutatja, hogy minden alumíniumötvözet kovácsolhatósága javul a fémhőmérséklet emelkedésével – ám ennek hatása jelentősen változik. A magas szilíciumtartalmú 4xxx sorozatú ötvözetek a legérzékenyebbek a hőmérsékletre, míg a nagy szilárdságú 7xxx sorozatú ötvözetek rendelkeznek a legszűkebb megmunkálható hőmérsékleti tartománnyal. Ennek köszönhető, hogy a 7xxx sorozatú ötvözetek pontos hőmérséklet-szabályozást igényelnek: itt kevesebb a hibalehetőség.
A 6xxx sorozat, különösen az 6061-es ötvözet, „kiválóan kovácsolható” hírnevét mérsékelt áramlási feszültségének és elnéző megmunkálási ablakainak köszönheti. Ezzel szemben a 2xxx és 7xxx sorozatú ötvözetek magasabb áramlási feszültséggel rendelkeznek – néha meghaladják a széntartalmú acélokét a tipikus kovácsolási hőmérsékleteken – ami nehezebbé, ugyanakkor szükségessé teszi alkalmazásukat nagyteljesítményű alkatrészeknél.
| Alloy sorozat | Elsődleges ötvözőelem | Kovácsolhatósági besorolás | Tipikus gépjármű-felhasználások | Fontos jellemzői |
|---|---|---|---|---|
| 2xxx | Réz | Mérsékelt | Dugattyúk, hajtókarok, motordalkok | Magas hőmérsékleti szszszszszszsztartósság, kiváló fáradási ellenállás, hőkezelhető |
| 5xxx | Magnesium | Jó | Szerkezeti alkatrészek korróziós környezetben, tengeri fokozatú alkatrészek | Nem hőkezelhető, kiváló tengeri korrózióállóság, magas hegeszthető szszszszszszsztartósság |
| 6xxx | Magnézium + Szilícium | Kiváló | Felfüggesztési karok, vezérlőkarok, kerekek, általános szerkezeti alkatrészek | Kiegyensúlyozott szszszszszszsztartósság és alakíthatóság, jó korrózióállóság, hőkezelhető, költséghatékony |
| 7xxx | Cink (+ Mg, Cu) | Közepes nehézségűtől nehéz | Nagy igénybevételű alvázalkatrészek, teljesítménykerekek, repülőgépipari minőségű autóalkatrészek | Rendkívül nagy szilárdság, kiváló fáradásállóság, gondos folyamatirányítást igényel, hőkezelhető |
Miért olyan fontos a kémia az űrtő formázási módszerekhez képest? Amikor az alumíniumot öntik, a fém folyékony állapotból szilárdul meg, gyakran belefogva pórusokat, és durva szemcseszerkezet alakul ki. Az extrudálás során a melegített fémet rögzített sablonnyílásokon nyomják keresztül, ami korlátozza a geometriai bonyolultságot. A kovácsolás viszont hatalmas nyomás hatására összesűríti a fémet, finomítja a szemcseszerkezetet, és megszünteti a belső üregeket – de csak akkor, ha az ötvözet elviseli ezt a súlyos alakváltozást repedés nélkül.
A gépjárművekben használt közös alumíniumötvözetek – elsősorban a 2xxx, 6xxx és 7xxx családokból származók – megosztanak egy kritikus tulajdonságot: mind hőkezelhetők. Ez azt jelenti, hogy szilárdságuk jelentősen növelhető az űzött állapotból kiindulva hőkezelési eljárásokon keresztül, mint a megoldási hőkezelés és érés. A hőkezelhetetlen ötvözetek, például a 5xxx sorozat, korlátozottan használják a gépjárművekben történő űzés során, mivel nem érhetik el azokat a szilárdsági szinteket, amelyeket a legtöbb járműalkatrész igényel.
Az alumíniumötvözetek osztályainak és azok űzési viselkedésének alapismeretével most készen áll arra, hogy megismertesse azokat a konkrét ötvözeteket, amelyek dominálják az autógyártást – és megértsük pontosan, miért választják az egyes anyagokat az egyes alkalmazásokhoz.
Fontos űzött alumíniumötvözetek gépjárműalkatrészekhez
Most, hogy már érti, hogyan különböznek az alumíniumötvözet-családok kovácsolhatóságuk tekintetében, nézzük meg részletesebben azokat a szabványos ötvözeteket, amelyek meghatározzák a gépjárműgyártást. Az alábbi öt ötvözet – 6061, 6082, 7075, 2024 és 2014 – jelenti a kovácsolt alkatrészek anyagkiválasztásának alapját. Mindegyik más-más előnnyel rendelkezik, és különbségeik ismerete segít olyan döntések meghozatalában, amelyek megfelelően összhangba hozzák a teljesítményt, a költségeket és a gyárthatóságot.
Miért éppen ezek az alumínium anyagminőségek terjedtek el ennyire a járművekben? A válasz az erősség, alakíthatóság és alkalmazáshoz kötött tulajdonságok közötti optimalizált egyensúlyban rejlik, amely évtizedek autóipari mérnöki tapasztalatán keresztül finomodott ki.
6061 és 6082 szerkezeti alkatrészekhez
A 6xxx sorozatnak jó okból van vezető szerepe az autóipari kovácsolásban. Ezek a magnézium-szilícium ötvözetek olyan sokoldalúságot nyújtanak, amire a mérnökök széles körű szerkezeti alkalmazásoknál szükségük van – anélkül, hogy drágább árat vagy gyártási nehézségeket jelentenének, mint a nagyobb szilárdságú alternatívák.
6061 Alumínium a leggyakrabban használt alumíniumötvözet az általános gyártásban, és az autóipari alkalmazások sem jelentenek kivételt. A Protolabs ötvözet-összehasonlító adatai szerint a 6061 "általában olyan alkalmazásokhoz kerül kiválasztásra, ahol hegesztésre vagy forrasztásra van szükség, illetve magas korrózióállósága miatt minden edzési állapotban." Ez ideálissá teszi autóalkatrészek, csővezetékek, bútorok, fogyasztási cikkek és olyan szerkezeti elemek gyártásához, amelyek összeszerelés közben összekapcsolást igényelhetnek.
A 6061 főbb jellemzői:
- Összetevők: Fő ötvözőelemek: magnézium (0,8–1,2%) és szilícium (0,4–0,8%), kis mennyiségű réz és króm hozzáadásával
- Vashatósság: Kiváló – bár a hegesztés gyengítheti a hőhatásra érzékeny zónát, így a szilárdság helyreállítása érdekében utólagos hőkezelés szükséges
- Korrózióállóság: Nagyon jó minden hőmérsékleti körülmény között
- Tipikus gépjárműipari felhasználás: Szerkezeti vázak, konzolok, általános CNC-megmunkált alkatrészek, hegesztésre következő alkatrészek
6082 Alumínium jelentős fejlődést jelent a európai gépjárműipari kovácsolásban, amelyet számos észak-amerikai specifikáció figyelmen kívül hagy. Ez az ötvözet szinte kizárólag a európai járműprogramokban használt alumínium felfüggesztési és alvázalkatrészekhez – megkérdőjelezhetetlenül jó okkal, a fémtechnológiai előnyök miatt.
A az Európai Alumínium Szövetség műszaki dokumentációja , "Az EN AW-6082-T6 ötvözet kiváló korrózióállósága miatt szinte kizárólag a gépjárművek felfüggesztési és alvázalkatrészeihez használják." A dokumentáció szerint a jelentős európai gyártók a 6082-T6-ot használják vezérlőkarokhoz, kormányzó csuklókhoz, csatlakozókhoz, kuplung hengerekhez és meghajtótengely alkatrészekhez.
Mi teszi a 6082-es ötvözetet különösen alkalmassá az alumínium gépjárműipari alkalmazásokra?
- Összetevők: Magasabb szilíciumtartalom (0,7-1,3%) és mangántartalom (0,4-1,0%) a 6061-hez képest, valamint magnézium (0,6-1,2%)
- Szilárdsági előny: Enyhén magasabb szilárdság, mint a 6061 T6 állapotban, jobb teljesítmény ciklikus terhelés alatt
- Korrózióállóság: Általános korrózióállósága nagyon jó, további felületi védelmet nyújt az alumínium lövedékkel történő sugárfújás
- Fáradtság: Az 6082-T6-ból készült kovácsolt alkatrészek kb. kétszeres deformációs amplitúdót bírnak el ugyanolyan élettartam mellett, mint az öntött alternatívák
Az Európai Alumínium Szövetség kutatásai kimutatták, hogy az 6082-T6 kovácsolatok fáradási tulajdonságai megmaradnak akár mérsékelt korróziós kitérés után is – ez kritikus szempont olyan felfüggesztési alkatrészeknél, amelyek útmenti só és nedvesség hatásának vannak kitéve egész élettartamuk során.
7075 és 2024 nagy igénybevételű alkalmazásokhoz
Amikor a szerkezeti követelmények meghaladják a 6xxx ötvözetek által nyújthatókat, a mérnökök a 7xxx és 2xxx sorozatú ötvözetekhez fordulnak. Ezek az ötvözetek magasabb költséggel járnak, és gondosabb feldolgozást igényelnek, de olyan szilárdsági szintet biztosítanak, amely elengedhetetlen a legnagyobb igénybevételű járműalkatrészek esetén.
7075 Alumínium általánosan az egyik legerősebb alumíniumötvözetként ismert, amely gyakran elérhető kovácsolási alkalmazásokhoz. Per iparági specifikációk , a 7075 "kromot ad a keverékhez, hogy kialakítsa a jó feszültségkorroziónak való ellenállást", és „az első számú ötvözet repülőgépipari alkatrészekhez, katonai alkalmazásokhoz, kerékpár-felszerelésekhez, túra- és sportfelszerelésekhez a könnyűsége mellett kiváló szilárdságának köszönhetően."
Kulcsfontosságú megfontolandó szempontok a 7075-ös ötvözet autóipari alkalmazásaihoz:
- Összetevők: Fő ötvözőelemek: cink (5,1–6,1%), magnézium (2,1–2,9%) és réz (1,2–2,0%), kromot tartalmaz a feszültségkorroziónak való ellenállás érdekében
- Szilárdság/súly arány: Az alumíniumötvözetek között az egyik legmagasabb – elengedhetetlen a súlykritikus teljesítményalkalmazásokhoz
- Vashatósság: Gyenge – ez az ötvözet nem hegeszthető jól, és ridegebb lehet az alacsonyabb szilárdságú alternatíváknál
- Tipikus gépjárműipari felhasználás: Nagy igénybevételű alvázalkatrészek, teljesítményorientált kerékalkalmazások, versenyfelfüggesztési alkatrészek és olyan komponensek, ahol a maximális szilárdság indokolja az anyag árkategóriáját
Olyan alkalmazásoknál, amelyek hasonlóan nagy szilárdságot igényelnek, a mérnökök néha az alu 7050-t választják alternatívaként a 7075-höz képest. Ez a rokon ötvözet kiváló feszültségkorroziónak ellenálló képességgel és ütőszilárdsággal rendelkezik, így különösen értékes a leszállófogantyúk, szerkezeti bordák és más fáradásra érzékeny alkatrészek esetében, ahol a 7075 korlátozottsága aggályokat vet fel.
2024-es alumínium más tulajdonságprofilhoz juttatja a nagy igénybevételű alkalmazásokat. Ez a rézalapú ötvözet kiemelkedik a fáradási ellenállásban – egy olyan tulajdonságban, amely elengedhetetlen az ismétlődő terhelési ciklusoknak kitett alkatrészek esetében.
A gyártási adatok szerint a 2024-es alumínium "nagy szilárdság- és tömegarányt, kiváló fáradásállóságot, jó megmunkálhatóságot és hőkezelhetőséget" nyújt. Azonban a mérnököknek figyelembe kell venniük korlátait is: "rossz korrózióállóság, és nem alkalmas hegesztésre."
A 2024-es alumínium főbb jellemzői:
- Összetevők: Az elsődleges ötvözőelem a réz (3,8–4,9%), magnézium (1,2–1,8%) és mangán adalékkal
- Fáradási teljesítmény: Kiváló ellenállás a ciklikus terhelésekkel szemben – kritikus fontosságú forgó és lengő mozgást végző alkatrészeknél
- Gyártási képesség: Jó, lehetővé teszi a pontos utómegmunkálást az űrtömbökön
- Tipikus gépjárműipari felhasználás: Dugattyúk, hajtórudak és nagy terhelésű meghajtási alkatrészek, ahol a fáradási ellenállás fontosabb, mint a korrózióállóság
2014-es alumínium kiegészíti az elsődleges kovácsoló ötvözeteket, magas szilárdságot nyújtva jobb kovácsolhatósággal, mint némely 7xxx sorozatú alternatíva. Ezt az ötvözetet olyan szerkezeti alkalmazásokban használják, amelyek a 2xxx sorozat rézalapú szilárdsági profilját igénylik
Mechanikai tulajdonságok összehasonlítása
Az egyes típusok kiválasztása megköveteli annak megértését, hogyan viszonyulnak egymáshoz mechanikai tulajdonságaik azonos körülmények között. Az alábbi táblázat az iparági előírások és gyártói adatok alapján összegzi a relatív teljesítménysorrendeket:
| Minőségi osztály | Szakítószilárdság (T6 hőkezelés) | Folyáshatár (T6 hőkezelés) | Megnyúlás | Relatív keménység | Fő előny |
|---|---|---|---|---|---|
| 6061-T6 | Mérsékelt | Mérsékelt | Jó (8-10%) | Mérsékelt | Kiváló hegeszthetőség és korrózióállóság |
| 6082-T6 | Közepes-Magas | Közepes-Magas | Jó (8-10%) | Közepes-Magas | Kiváló fáradási teljesítmény korróziós környezetben |
| 7075-T6 | Nagyon magas | Nagyon magas | Mérsékelt (5-8%) | Magas | Legnagyobb szilárdság-tömeg arány |
| 2024-T6 | Magas | Magas | Mérsékelt (5-6%) | Magas | Kiváló fáradási ellenállás |
| 2014-T6 | Magas | Magas | Mérsékelt (6-8%) | Magas | Jó kovácsolhatóság magas szilárdsággal |
Vegye figyelembe a jelen levő kompromisszumokat ezen összehasonlításban. A legerősebb alumíniumötvözetek – a 7075-ös és a 2xxx sorozat – rugalmasságukat és korrózióállóságukat részben feláldozzák a szuperi erősségért. Eközben a 6xxx sorozat kiegyensúlyozottabb anyagjellemzőket kínál, amelyek megfelelnek a legtöbb járműszerkezeti alkalmazás igényeinek.
Amikor a termelési mennyiség, költségkorlátok és alkalmazási követelmények összehangolódnak, a 6082-T6 gyakran az optimális választás európai specifikációjú felfüggesztési és alvázalkatrészek esetén. Olyan alkalmazásoknál, ahol a maximális szilárdság az elsődleges szempont, a 7075-T6 a megoldás. És ahol a fáradásállóság határozza meg a tervezést, a 2024-es alumínium marad a bevált megoldás.
Ezen ötvözet-specifikus jellemzők megértése felkészíti Önt a következő fontos döntésre: az egyes ötvözetekhez rendelni az adott alkatrészkategóriákat az egyedi teljesítményigények alapján.

Ötvözetek hozzárendelése járműalkatrészek követelményeihez
Most már ismeri a legfontosabb kovácsolt alumíniumötvözeteket és mechanikai tulajdonságaikat. De itt jön a gyakorlati kérdés, amit minden mérnök és beszerzési szakember feltesz: melyik ötvözet melyik autóalkatrészhez való? Az egyes ötvözetek konkrét alkatrész-kategóriákhoz történő hozzárendelése elméleti tudást alakít át alkalmazható specifikációvá – és pontosan ezt nyújtja ez a szakasz.
Gondoljon a modern járművek különböző igényeire. A felfüggesztés karjai milliószámra bírnak el feszültségi ciklusokat durva útfelületeken. A dugattyúk extrém hőmérséklettel és robbanásveszélyes erőkkel néznek szembe. A kerekeknek erősséget, könnyűséget és esztétikát kell egyensúlyba hozniuk. Mindegyik alkatrész-kategória más-más kihívások elé állítja az anyagválasztást, így bizonyos alumíniumötvözetek előnyösebbek másokkal szemben.
Felfüggesztés és alváz alkatrészek anyagválasztása
A felfüggesztés és alvázalkatrészek az egyik legnagyobb alkalmazási területe az alumínium alkatrészeknek a gépjárművekben. Ezek az alkatrészeknek el kell nyelniük az út ütéseit, állandó geometriát kell megtartaniuk terhelés alatt, valamint ellenállóknak kell lenniük az útsó és nedvesség okozta korróziónak – gyakran egyszerre több tényező hatására is. Az alumínium autóváz és kapcsolódó szerkezeti elemek olyan anyagokat igényelnek, amelyek milliószoros terhelési cikluson keresztül is megbízható teljesítményt nyújtanak.
Függő- és lengéscsillapító karok
A függőkarok a kerékagyat az autó alvázához kötik, szabályozva a kerekek függőleges mozgását és az oldalirányú erőket kanyarodáskor. A European Aluminium Association dokumentációja szerint az 6082-T6-ból kovácsolt függőkarok az európai járműgyártási programok szabványává váltak kiváló fáradási tulajdonságaik miatt korróziós környezetben.
- 6082-T6: Az európai gyártók elsődleges választása – kiváló korrózióállóság kombinálva kiemelkedő fáradási élettartammal ciklikus terhelés mellett; tulajdonságait akár sópermet után is megőrzi
- 6061-T6: Költséghatékony alternatív megoldás hegeszthetőséget igénylő alkalmazásokhoz; kissé alacsonyabb fáradási teljesítmény, mint a 6082-nél, de számos alkalmazásra elegendő
- 7075-T6: Kizárólag nagyteljesítményű és versenyalkalmazásokra fenntartva, ahol a maximális szilárdság-tömeg arány indokolja a prémium árat és csökkent korrózióállóságot
Kormánybillentyűk
A kormánybillentyűk – amelyek a felfüggesztés és a kerekek közötti forgópontot képezik – összetett, többirányú terhelésnek vannak kitéve. Meg kell őrizniük méretstabilitásukat, miközben továbbítják a kormányzott mozgásokat és tartják a jármű súlyát. A kovácsolt alumínium billentyűk általában 40-50%-kal könnyebbek, mint acéllal való alternatívák, miközben felülmúló fáradási ellenállást nyújtanak
- 6082-T6: Ipari szabvány sorozatgyártású járművekhez; az ötvözet kiegyensúlyozott tulajdonságai hatékonyan kezelik a statikus terhelések és dinamikus erők kombinációját
- 6061-T6: Alkalmazásokra alkalmas, ahol poszt-kovácsolási hegesztés szükséges, vagy a költségoptimalizálás elsődleges
- 2014-T6: Súlyos igénybevételű alkalmazásokra fontolóra vétel, amelyek nagyobb szilárdságot igényelnek, mint amit a 6xxx sorozatú ötvözetek nyújtanak
Alváz és szerkezeti elemek
Ha azt vizsgáljuk, milyen anyagból készülnek a modern járművek karosszériái, egyre több alumíniumot találunk az alvázakban és a szerkezeti kereszttartókban. Ezek az alkatrészek alkotják a járműszerkezet gerincét, tartják az erőátviteli rendszert, és kötik össze a fő felfüggesztési pontokat.
- 6061-T6: Kiváló választás olyan alváztervezés esetén, amely hegesztett kötésekkel rendelkezik; megőrzi jó tulajdonságait a hőhatásra érzékeny zónákban is, ha megfelelő utólagos hőkezelést alkalmaznak
- 6082-T6: Előnyben részesített zárt keresztmetszetű, kovácsolt alvázalkatrészeknél, ahol a korrózióállóság és a fáradási teljesítmény kritikus fontosságú
Erőátvitel és kerékalkalmazások
Az erőátviteli alkatrészek igénybe vannak téve nehéz hőmérsékleti és mechanikai körülményeknek, amelyek speciális ötvözetek kiválasztását teszik szükségessé. Eközben a kerekeknek meg kell felelniük a műszaki követelményeknek, miközben estétikai elvárásokat is kielégítenek – ez az egyedi kombináció formálja az anyagválasztást.
Dugattyúk
A dugattyúk talán a legextrémebb körülményeket szenvedik el bármely motorban. Minden égési ciklus robbanásveszélyes nyomásnak, extrém hőmérséklet-ingadozásoknak és nagy sebességű visszatérő mozgásnak teszi őket ki. A szakmai kutatások szerint az alumínium gyakorlatilag az egyetlen anyag, amelyet modern dugattyúkhoz használnak, és a legtöbbet gravitációs öntés vagy kovácsolás útján állítják elő.
- 2618 (alacsony szilíciumtartalmú Al-Cu-Mg-Ni ötvözet): A magas teljesítményű kovácsolt dugattyúk szabványa; megtartja szilárdságát magas hőmérsékleten, és ellenáll a termikus fáradtságnak
- 4032 (eutektikus/hipereutektikus Al-Si ötvözet Mg-, Ni- és Cu-adalékkal): Alacsonyabb hőtágulást és javított kopásállóságot biztosít speciális magas hőmérsékletű alkalmazásokhoz
- 2024-T6: Versenydugattyúkhoz választják, ahol a fáradásállóság extrém ciklikus terhelés alatt az elsődleges tervezési szempont
A hivatkozási dokumentáció a szinterezett dugattyúk eutektikus vagy hipereutektikus ötvözetekből készülnek, amelyek nagyobb szilárdságot biztosítanak, és olyan nagy teljesítményű motorokban használatosak, ahol a dugattyúk nagyobb igénybevételnek vannak kitéve. Ugyanolyan ötvözetösszetétel esetén a szinterezett dugattyúk finomabb mikroszerkezettel rendelkeznek, mint az öntött dugattyúk, és a szinterezési folyamat nagyobb szilárdságot biztosít alacsonyabb hőmérsékleten, lehetővé téve a vékonyabb falakat és a csökkentett dugattyútömeget.
Csatlakoztatós rúdok
A hajtórúd a dugattyútól a forgattyús tengelyig továbbítja az égési erőket, miközben nagy frekvenciájú húzó- és nyomóterhelésnek van kitéve. A teljesítménymérnöki adatok alapján az anyag kiválasztása erősen függ a konkrét motoralkalmazástól.
- 2024-T6: Kiváló fáradási ellenállása miatt ez az alumínium az első választás a nagy fordulatszámú, természetes töltésű motoroknál, ahol a súlycsökkentés elsődleges fontosságú
- 7075-T6: Maximális alumíniumszilárdságot biztosít a töltött motorok alkalmazásaihoz, bár sok gyártó acélötvözeteket (4340, 300M) részesít előnyben extrém töltési nyomások esetén
A legtöbb nagy teljesítményű alkalmazás esetén a referenciaanyag szerint: „Az alumínium hajtókarokat gyakran az autóversenyzésre tartják fenn, kiváló rezgéscsillapítással rendelkeznek, és képesek rövid ideig tartó extrém teljesítmény elviselésére. Alacsony súlyuk hozzájárul a motor maximális gyorsulásához. Ugyanakkor az alumínium viszonylag alacsony fáradási ellenállása és rövidebb élettartama miatt nem alkalmas napi használatra vagy kitartó versenyekre.”
Forgatott kerekek
A kerekek egyedi módon ötvözik a szerkezeti mérnöki ismereteket és a fogyasztói esztétikát. Az alumínium autókarosszéria és kerék kombináció jelentősen befolyásolja a jármű teljesítményét és a vásárlók észlelését. A kovácsolt kerekek jelentős súlycsökkentést kínálnak az öntött alternatívákhoz képest – általában 15–30%-kal könnyebbek –, miközben szuperiort erősséget és ütésállóságot biztosítanak.
- 6061-T6: A termelés során készült kovácsolt kerekek leggyakoribb választása; kiegyensúlyozza az erősséget, alakíthatóságot és költséghatékonyságot; kiváló felületi minőséget nyújt esztétikai alkalmazásokhoz
- 6082-T6: Növekvő elterjedés az európai kerékprogramokban; enyhén magasabb szilárdság, mint a 6061-es ötvözet, hasonló gyártási jellemzőkkel
- 7075-T6: Kizárólag motorsport és ultra-premium alkalmazásokra fenntartva; a legmagasabb szilárdság-tömeg arány indokolja az érdemben magasabb anyag- és feldolgozási költségeket
A ipari adatok megerősíti, hogy „az A365 öntött alumíniumötvözet, jó öntési tulajdonságokkal és magas általános mechanikai teljesítménnyel, világszerte széles körben használják öntött alumíniumkerékre”. A 6xxx és 7xxx sorozatú ötvözetekből kovácsolt kerekek azonban jobb szilárdságot és alacsonyabb tömeget nyújtanak teljesítményközpontú alkalmazásokhoz.
Szerkezeti karosszériakomponensek
A modern alumínium karosszériájú autók egyre inkább beépítenek kovácsolt szerkezeti csomópontokat és merevítéseket járművük alumínium karosszériafelépítésébe. Ezek a komponensek kritikus terhelési utakat és ütközési energiakezelést biztosítanak az alumíniumintenzív járműtervezésekben.
- 6061-T6: Előnyben részesített oda, ahol a komponenseket lemezhez vagy extrudált alumínium karosszériaszerkezethez kell hegeszteni
- 6082-T6: Magas feszültségű csomópontokhoz választják űvázas szerkezetekben; az európai gyártók ezt az osztályt részesítik előnyben integrált szerkezeti alkalmazásokhoz
- 7xxx sorozat: Szelektíven használják ütközés-szempontból kritikus alkatrészekhez, ahol maximális energiaelnyelés szükséges
Ahogy a járművek szerkezetei folyamatosan növekvő alumíniumtartalom felé fejlődnek, az öntött osztályok kiválasztása szerkezeti alkalmazásokhoz egyre fontosabbá válik a súlycsökkentés mellett az ütközésbiztonsági követelmények teljesítése érdekében
Most, hogy az egyes alkatrészkategóriákhoz már meghatározott osztályajánlások tartoznak, a következő kritikus kérdés merül fel: hogyan befolyásolja a hőkezelés az öntött alumínium tulajdonságait, hogy konkrét teljesítménycélokat elérjen
Hőkezelés és edzés kiválasztása öntött alkatrészekhez
Kiválasztotta a megfelelő alumíniumfokozatot járműalkatrészéhez – de a munka még nem ért véget. A kovácsolás után alkalmazott hőkezelés határozza meg, hogy az alaposan kiválasztott ötvözet teljesíti-e teljes potenciálját, vagy elmarad az elvárásoktól. Itt válnak különböző típusú alumíniumok ígéretes anyagokból igazi magas teljesítményű járműalkatrészekké.
Bonyolultnak tűnik? Gondoljon a hőkezelésre, mint a végső hangolási lépésre, amely felszabadítja egy ötvözet rejtett képességeit. Ahogy egy gitárnak megfelelő hangolásra van szüge, hogy a megfelelő hangokat adják, a kovácsolt alumíniumnak is pontos termikus feldolgozásra van szüge, hogy elérje a megadott tulajdonságokat. Az alumíniumtípusok és -tulajdonságok megértése megköveteli, hogy megértsük, hogyan határozzák meg a hőkezelési jelölések ezt a kritikus átalakulást.
T6 edzés maximális szilárdságot igénylő alkalmazásokhoz
Amikor az autóipari mérnökök maximális szilárdságot írnak elő hőkezelhető alumíniumötvözetektől, majdnem mindig a T6 edzést kérik ASM International dokumentációja az alumínium hőkezelési jelölésekről , a T6 jelöli, hogy az ötvözet „megoldási hőkezelt, jelentős hidegömbölés nélkül, mesterségesen érett, hogy elérje a csapadékos keményedést.”
Mit is jelent ez a kétlépcsős folyamat?
- Megoldáshőkezelés: A kovácsolt alkatrészt magas hőmérsékletre melegítik—általában 480-540°C-ra az ötvözet függvényében—és elegendő ideig kitartják ahhoz, hogy az ötvözőelemek egyenletesen oldódjanak az alumínium mátrixba
- Hűtés: A gyors hűtés, általában vízben, rögzíti ezeket az oldott elemeket egy szuper-szaturált szilárd oldatban
- Mesterséges éretés: Az alkatrészt mérsékelt hőmérsékleten (150-175°C több órán keresztül tartják a legtöbb ötvözetnél), lehetővé téve, hogy mikroszkópikus erősítő részecskék csapadjanak ki az egész fémstruktúrában
Mint technikai gyártási adatok kifejti: „A T6 hőkezelés az alumíniumot rendkívül szilárdsággá alakítja gondosan megtervezett hevítési és hűtési lépések során. Ez a folyamat olyan fémet hoz létre, amely tökéletes egyensúlyt teremt a szilárdság és alakíthatóság között számos iparág számára.”
Az autóipari alkalmazásoknál a T6 biztosítja a kívánt szilárdsági szintet a futóművek, kerékagyak és szerkezeti alkatrészek számára. A dokumentáció megerősíti, hogy például a 6061-es alumínium ömlesztett állapotban körülbelül 55 MPa nyúlási szilárdságáról a T6 hőkezelés után körülbelül 275 MPa-ra nő.
Ez a szilárdságnövekedés azonban kompromisszummal jár. Az alakváltozás általában kb. 25%-ról körülbelül 12%-ra csökken, ahogy az anyag keményebbé és szilárdabbá válik. A legtöbb autóipari szerkezeti alkalmazás esetén ez az alakíthatóság csökkenése elfogadható – az alkatrészeket a T6 tulajdonságprofiljához tervezik, nem maximális alakíthatóságot igényelnek.
Alternatív hőkezelések speciális igényekre
Míg a T6 domináns szerepet játszik az autóipari kovácsolt alkatrészek specifikációiban, több más hőkezelési jelölés is fontos szerepet tölt be, amikor az alkalmazási követelmények túlmutatnak a maximális szilárdságon.
T651 hőállapot: Feszültségmentesített méretstabilitás érdekében
Amikor T651-es jelölést látunk egy alumíniumötvözet-jelölési táblázatban, akkor tulajdonképpen T6 tulajdonságokat látunk, amelyekhez feszültségmentesítés is társul. A ASM hőállapot-jelölési referencia szerint az „51” utótag azt jelenti, hogy a terméket a kioltás után, de az öregítés előtt 1,5–3%-os megnyújtással feszültségmentesítették.
Miért fontos ez az autóipari alkatrészek esetén? A kioltás jelentős maradó feszültséget indukál a kovácsolt alkatrészekben. Feszültségmentesítés hiányában ezek a belső feszültségek okozhatják a következőket:
- Méretbeli torzulás a következő megmunkálás során
- Csökkent fáradási élettartam a feszültségek összeadódó hatása miatt
- Növekedett hajlam a stressz-korróziós repedésre bizonyos környezetekben
Pontosan megmunkált alkatrészekhez, például kormányzó csuklókhoz vagy összetett futóművekhez, a T651 biztosítja azon méretstabilitást, amelyet a szengelyes tűrések megkövetelnek.
T7 Hőkezelés: Növelt korrózióállóság
Amikor a stresszkorróziós repedések jelentős kockázatot jelentenek – különösen a 7xxx sorozatú ötvözeteknél – a mérnökök T7 típusú hőkezelést írnak elő. Az ASM dokumentáció szerint a T7 azt jelenti, hogy az ötvözet "megoldáshőkezelt és mesterségesen érett (a csúcserősség utáni) állapotba került".
Ez a szándékos túléretés némi szerecsökkenést eredményez – általában 10-15%-kal alacsonyabb, mint a T6 szintje – de jelentősen javítja a stresszkorróziós repedésekkel szálló ellenállást. Két fontos változat létezik:
- T73: Maximális stresszkorrózióállóság, a T6-hoz képest körülbelül 15%-kal alacsonyabb folyáshatárral
- T76: Javított exfoliációs korrózióállóság 5-10% erősségcsökkenéssel
A repülőgépiparban használt, nagy szilárdságú 7xxx ötvözetekhez, amelyeket az autóipari komponensekben alkalmaznak, a T7 edzés gyakran az optimális egyensúlyt jelenti a szilárdság és a hosszú távú megbízhatóság között korróziós környezetben.
T5 edzés: Költséghatékony feldolgozás
A T5 edzés egyszerűsített hőkezelési utat kínál — az alkatrész forrgatási hőmérsékletéről történő hűtés után mesterséges öregítésre kerül, kihagyva a különálló oldódási hőkezelési lépést. Ahogy a iparági dokumentáció megjegyzi, a T5 "közepes szilárdságú alkalmazásokhoz ideális, ahol bizonyos rugalmasságra szükség van."
Bár a T5 alacsonyabb szilárdságot nyújt, mint a T6, csökkenti a feldolgozási költségeket és a ciklusidőt. Ezért olyan alkatrészekhez alkalmas, ahol nem szükséges maximális szilárdság — például bizonyos díszítőelemek vagy nem teherhordó konzolok esetében.
Edzésjelölési referencia
Ha alumínium edzési táblázatot vagy alumíniumötvözetek táblázatát tanulmányozza űrtartó alkatrészekhez, akkor leggyakrabban ezekkel az edzésjelölésekkel fog találkozni:
| Hőkezelési állapot | Kezelési folyamat | Eredményezett tulajdonságváltozások | Tipikus gépjármű-felhasználások |
|---|---|---|---|
| T4 | Oldatba edzett, szobahőmérsékleten természetesen érlelt | Közepes szilárdság, magasabb alakíthatóság, mint a T6-os állapotban, jó formázhatóság | Utóformázást igénylő, köztes feldolgozási fokozatokat tartalmazó alkatrészek |
| T5 | Kovácsolási hőmérsékletről lehűtött, mesterségesen érlelt | Közepes szilárdság, költséghatékony feldolgozás, elegendő nem kritikus alkatrészekhez | Tartókonzolok, burkolatok, nem teherhordó alkatrészek |
| T6 | Oldatba edzett, oltott, csúcserősségig mesterségesen érlelt | Maximális szilárdság és keménység, alacsonyabb alakíthatóság a T4-hez képest | Felfüggesztési karok, csuklók, kerekek, nagy terhelésű szerkezeti alkatrészek |
| T651 | T6 kezelés plusz feszültségmentesítés nyújtással (1,5–3%) | T6 tulajdonságok javított méretstabilitással és csökkentett maradékfeszültséggel | Pontosan megmunkált alkatrészek, szűk tűréshatárokhoz tartozó alkatrészek |
| T7 | Oldás hőkezelt, csúcserősség utáni túlégetett | Enyhén alacsonyabb szilárdság, mint a T6 esetében, jelentősen javított feszültségkorróziós ellenállás | Magas szilárdságú ötvözetalkatrészek korrózív környezetben |
| T73 | Oldás hőkezelt, maximális SCC-állóság érdekében külön túlégetett | kb. 15%-kal alacsonyabb folyáshatár, mint a T6-nál, kiváló stressz-korróziós repedéállóság | 7xxx sorozatú szerkezeti alkatrészek igényes környezetekben |
| T76 | Oldás hőkezelt, repedéses korrózióállóság érdekében túlégetett | 5–10%-kal alacsonyabb szilárdság, mint a T6 esetében, javított réteges korrózióállóság | 7xxx sorozatú alkatrészek, amelyek páratartalomhoz és nedvességhez érnek |
A hőkezelési állapot kiválasztásának összekapcsolása a teljesítményigényekkel
Hogyan válassza ki a megfelelő hőkezelési állapotot egy adott járműalkatrészhez? A döntés abból származik, hogy megértse, milyen meghibásodási módokat kell a alkatrésztől elviselni, és milyen gyártási korlátozások léteznek.
Vegye példaként egy kovácsolt felfüggesztési kar. Az alkatrész a következőket tapasztalja:
- Milliószámra fáradási terhelési ciklusokat a jármű élettartama során
- Kitéve útsó és nedvesség hatásának
- Lehetséges kőbecsapódás okozta károk
- Pontos méreti előírások a megfelelő felfüggesztési geometriához
Egy 6082-es ötvözetű lengéscsillapító kar esetében a T6 edzés biztosítja a szükséges szilárdságot és fáradási ellenállást. Ha a gyártási folyamat jelentős hőkezelés utáni megmunkálást is magában foglal, a T651 garantálja a méretstabilitást. A 6xxx széria ötvözetek sajátos korrózióállósága általában elhagyhatóvá teszi a T7 típusú túlérészt.
Vegyünk most egy 7075-ös ötvözetből kovácsolt alkatrészt nagyteljesítményű alkalmazásra. A 7075-T6 ultra magas szilárdsága maximális teljesítményt nyújt, de az ötvözet hajlama a feszültségkorróziós repedésre a T6 állapotban elfogadhatatlan lehet biztonságtechnikai szempontból kritikus alkatrészeknél. A 7075-T73 előírása körülbelül 15%-kal csökkenti a maximális szilárdságot, de biztosítja a feszültségkorrózió-állóságot, amely hosszú távú megbízhatósághoz szükséges.
A lényeg? A hőkezelési állapot kiválasztása nem csupán a maximális szilárdság eléréséről szól – hanem arról, hogy a teljes anyagjellemző-profilt pontosan az adott alkatrész tényleges igényeihez igazítsuk. Ez a hőkezelés hatásainak megértése felkészít a gyártási szempontokra, amelyek meghatározzák, hogy az alumínium ötvözetből kovácsolt alkatrészek képesek-e folyamatosan teljesíteni az előírt specifikációkat.
Kovácsolási folyamatparaméterek és gyártási szempontok
Az alu ötvözet fokozatának megértése, amely megfelel az alkatrésznek, csak a feladat fele. A másik fele? Tudni, hogyan kell sikeresen kovácsolni az adott ötvözetet. Az eljárási paraméterek – hőmérsékleti tartományok, nyomási igények, saban melegítése és alakváltozási sebességek – jelentősen különböznek az alumínium ötvözetek között. Ha ezeket rosszul állítjuk be, akkor még a tökéletes ötvözet kiválasztása is repedt alkatrészekhez, hiányos sababesoroláshoz vagy olyan alkatrészekhez vezethet, amelyek szolgáltatás közben korai meghibásodást szenvednek.
Miért olyan fontosak ezek a részletek? Ellentétben az öntéshez használt alumínium ötvözetekkel, ahol az olvadék folyékony fém szabadon áramlik a formákba, a kovácsolásnál pontosan szabályozott szolid állapotú alakváltoztatásra van sz szükség. Mindegyik alumínium ötvözet különbözőképpen reagál különböző hőmérsékleteken alkalmazott nyomásra, így az eljárási paraméterek kiválasztása kritikus fontosságú szerkezeti alumínium alkalmazásoknál.
Kritikus kovácsolási paraméterek ötvözetfokozat szerint
A ASM Handbook kutatás az alumínium kovácsolásról , a munkadarab hőmérséklete talán a legkritikusabb folyamatváltozó. A gyakran használt autóipari ötvözetek ajánlott kovácsolási hőmérséklet-tartománya meglepően szűk – általában ±55 °C (±100 °F) határokon belül –, és ezeknek a határoknak a túllépése repedés vagy elégtelen anyagáramlás kockázatát jelenti.
Íme, mit tár fel a kutatás az egyes ötvözetcsaládokkal kapcsolatban:
- 6061 Alumínium: A kovácsolási hőmérséklet-tartomány 430–480 °C (810–900 °F). Ez az ötvözet majdnem 50%-os csökkenést mutat a folyási feszültségben, ha a felső hőmérsékleti határon kovácsolják, összehasonlítva az alacsonyabb hőmérsékletekkel, így a hőmérséklet-szabályozás elengedhetetlen a következetes eredményekhez.
- 6082-es alumínium: Hasonló hőmérséklet-tartomány, mint a 6061-es ötvözetnél. Az európai gyártók gyakran a felső határhoz közeli hőmérsékleten kovácsolják ezt az ötvözetet, hogy optimalizálják az alkatrészkitöltést összetett futómű-geometriák esetén.
- 7075-ös Alumínium: 380-440 °C (720-820 °F) keskenyebb kovácsolási tartomány. A 7xxx sorozat a legkevésbé érzékeny a hőmérsékletváltozásra, ez azt is jelenti, hogy kevesebb hely marad hibának – az ötvözet nem „bocsát meg” feldolgozási hibákat olyan módon, ahogyan az alakíthatóbb márkák teszik.
- 2014-es és 2024-es alumínium: Hőmérsékleti tartomány 420-460 °C (785-860 °F). Ezeket a rézalapú ötvözeteket gondos előmelegítési szabályozás mellett kell kovácsolni, mivel gyors kovácsolási ütemeknél hajlamosak deformációs melegedésre.
A kutatás kiemeli, hogy „az alumíniumötvözetek kovácsolása során a megfelelő előmelegítési hőmérséklet elérése és fenntartása kritikus folyamatparaméter, amely elengedhetetlen a kovácsolási folyamat sikeréhez.” Általában 10-20 perc áztatási idő szükséges col/anyagvastagság mértékegységenként ahhoz, hogy a kovácsolás megkezdése előtt egyenletes hőmérséklet-eloszlás alakuljon ki.
Szerszámhőmérséklet és alakváltozási sebesség hatása
Ellentétben az acélkohászattal, ahol a szerszámok gyakran viszonylag hidegek maradnak, az alumínium kovácsolása melegített szerszámokat igényel – és a hőmérsékleti igények a folyamattípustól függően változnak:
| Kovácsolási folyamat/berendezés | Szerszám hőmérséklet-tartománya °C (°F) | Fontos tényezők |
|---|---|---|
| Csavar | 95-150 (200-300) | Alacsonyabb hőmérsékletek a gyors alakváltozás miatt; csökkenti az adiabatikus felmelegedésből eredő túlmelegedés kockázatát |
| Mechanikus sajtók | 150-260 (300-500) | Mérsékelt hőmérsékletek, amelyek kiegyensúlyozzák a szerszám élettartamát és az anyagáramlást |
| Csavar nyomóval | 150-260 (300-500) | Hasonló a mechanikus sajtokhoz; kiváló összetett alumínium lapátokhoz |
| Hidraulikus nyomók | 315-430 (600-800) | A legmagasabb hőmérsékletek a lassú alakváltozás miatt; izoterm körülmények alakulnak ki |
| Gyűrűhengerlés | 95-205 (200-400) | Mérsékelt hőmérsékleten a fémek alakíthatósága megmarad az egyes lépések során |
A deformációs sebesség szintén jelentősen befolyásolja a kovácsolás eredményét. Az ASM kutatása kimutatja, hogy 10 s⁻¹ deformációs sebességnél a 6061-es alumínium folyáshatára körülbelül 70%-kal növekszik, míg a 2014-es alumínium folyáshatára majdnem megduplázódik 0,1 s⁻¹-hez képest. Ez azt jelenti, hogy kalapácsos kovácsolás (magas deformációs sebesség) lényegesen nagyobb erőt igényel ugyanazon ötvözet esetén, mint hidraulikus sajtolópréses kovácsolás (alacsony deformációs sebesség).
A nagy szilárdságú 2xxx és 7xxx ötvözeteknél a gyors alakváltozási sebességű kovácsolóberendezések, mint például a kalapácsok, valójában problémákat okozhatnak. Az ASM dokumentáció megjegyzi, hogy „néhány nagy szilárdságú 7xxx ötvözet nem tűri el a gyors alakváltozási sebességű kovácsolás során fellépő hőmérséklet-változásokat, ezért ezt a berendezéstípust nem használják ezekben az ötvözetekben készült kovácsolt alkatrészek gyártásához.” A gyártók gyakran csökkentik az előmelegítési hőmérsékletet az elfogadható tartomány alsó szintjére, amikor gyors berendezéseket használnak a deformációs melegedés kompenzálása érdekében.
Hegesztési és szerelési szempontok
Miután az alumínium autóalkatrészeket kovácsolták és hőkezelték, sok esetben össze kell őket kötni, hogy teljes járműszerkezetek jöjjenek létre. Az alumínium hegeszthető fajtái és korlátaik ismerete megelőzi a költséges szerelési hibákat, és biztosítja a szerkezeti integritást.
A kovácsolt alumíniumfajták hegeszthetősége jelentősen eltér az ötvözetcsaládok szerint:
- 6061 és 6082: Kiváló hegeszthetőség—ezek az ötvözetek hagyományos MIG és TIG eljárásokkal hegeszthetők 4043 vagy 5356 töltőanyagok használatával. Azonban a hegesztés olyan hőhatásra érzékeny zónát (HAZ) hoz létre, ahol a T6 hőkezelési állapot jellemzői jelentősen romlanak. A Lincoln Electric hegesztéstechnikai kutatása szerint kritikus alkalmazások esetén utólagos hőkezelés szükséges lehet a szilárdság visszaállításához.
- 7075:Gyenge hegeszthetőség—ez az ötvözet hajlamos a forró repedésre hegesztés közben, és általában nem szabad olvasztani. A mechanikus kötés vagy ragasztás a 7075-es darabolt alkatrészekhez ajánlott csatlakoztatási módszer.
- 2024 és 2014: Korlátozott hegeszthetőség—bár technikailag hegeszthetők, ezek a réztartalmú ötvözetek hajlamosak a forró repedésre, és általában speciális eljárásokat igényelnek. Számos gépjárműipari alkalmazás mechanikus rögzítést ír elő helyettük.
- 5xxx sorozat: Kiváló hegeszthetőség—ezek a nem hőkezelhető ötvözetek könnyen hegeszthetők, bár kevésbé gyakoriak az alumínium darabolt járműalkatrészekben az alacsonyabb szilárdsági szint miatt.
Hőkezelhető alumínium darabolt alkatrészek, például a 6061-T6 vagy a 6082-T6 hegesztése során a hőhatásra érzékeny zóna akár a nyírási szilárdság 40%-át is elveszítheti. A Lincoln Electric kutatása a fejlett hullámforma-vezérlési technológiáról megjegyzi, hogy „az összetétel változásai drámaian megváltoztatják egy ötvözet fizikai tulajdonságait”, és speciális hegesztési hullámformák tervezhetők adott ötvözetekhez, hogy ezeket a hatásokat minimalizálják.
Kritikus szerkezeti alumínium alkalmazások esetén vegye figyelembe ezeket a folyamatstratégiákat:
- Hőbevitel minimalizálása: Impulzusos MIG eljárások alkalmazása a bázisfémbe kerülő hőmennyiség csökkentésére
- Szegecselési helyszínek tervezése: Lehetséges mértékben helyezze a hegesztési varratokat a maximális igénybevételi területektől távolabb
- Utókezelés előírása: Azon alkalmazásoknál, melyek teljes szilárdság-visszanyerést igényelnek, a hegesztést követően szerepeltessen oldás és öregítés lépéseket
- Mechanikus kötések figyelembevétele: Nagy szilárdságú 2xxx és 7xxx öntvények esetén gyakran megbízhatóbb megoldást nyújtanak a csavarkötések vagy szegecsek
A modern járművek szerkezetei növekvő mértékben kombinálják kovácsolt alumínium csomópontokat sajtolásos és lemezalumínium alkatrészekkel. Ezek az összesítések összekapcsolási stratégiájának figyelembe kell vennie az érintett különböző ötvözeteket és hőkezelt állapotokat – például egy kovácsolt 6082-T6 felfüggesztési pontot ragasztott kötés és önbehatoló szegecsek kombinációjával csatlakoztathatnak egy 6063-T6 sajtolásos gerendához.
A folyamatparaméterek és hegeszthetőségi szempontok megértése után a logikus következő kérdés: hogyan viszonyul a kovácsolt alumínium az ugyanazon alkatrészekhez használt alternatív gyártási módszerekhez? Ez az összehasonlítás mutatja meg, mikor nyújt a kovácsolás valóban felülmúló értéket.

Kovácsolt vs. öntött vs. tömör (billet) alumínium járműipari alkalmazásokban
Áttekintette a lényeges kovácsolt alumíniumötvözeteket és gyártási paramétereiket. Ám itt van egy kérdés, amellyel gyakran szembesülnek a beszerzéssel foglalkozó szakemberek és mérnökök: szükséges-e egyáltalán ezt az alkatrészt kovácsolni? Annak megértése, hogy mikor biztosít a kovácsolás nagyobb értéket, és mikor célszerűbb öntés vagy tömbmegmunkálás alkalmazása, jelentős költségeket takaríthat meg, miközben optimális teljesítményt garantál.
Az igazság az, hogy mindegyik gyártási módszer azért létezik, mert bizonyos problémákat jobban old meg, mint a választható alternatívák. Amikor autókarosszéria-alkatrészek, meghajtási egységek vagy felfüggesztési elemek anyagát választjuk, a gyártási eljárás ugyanolyan fontos, mint maga az ötvözet típusa. Nézzük meg részletesen, hogyan is viszonyulnak egymáshoz ez a három megközelítés.
A gyártási módszerek teljesítményének összehasonlítása
Mi történik valójában a fém belsejében az egyes eljárások során? A különbségek alapvetőek – és közvetlenül meghatározzák, hogy az egyes alkatrészek hogyan működnek járművében.
Forgálással készített alumínium
Az autógyártási kutatás szerint a kovácsolás olyan alkatrészeket állít elő, amelyek „melegített fém deformálásával készülnek nyomás hatására, amely megváltoztatja a belső szerkezetet, és növeli az erősségét”. Ez a folyamat a fém szemcseszerkezetét igazítja, lényegesen erősebb anyagot hozva létre a öntvény alternatívájához képest.
A kovácsolási folyamat számos jelentős előnyt kínál:
- Kiváló mechanikai integritás: A szemcseszerkezet irányítottsága lehetővé teszi, hogy a kovácsolt alkatrészek nagyobb terhelést bírjanak el
- Növekedett fáradási ellenállás: Kritikus fontosságú azoknál az alkatrészeknél, amelyek milliószámú feszültségciklust kell, hogy elviseljenek
- Minimális belső hibák: A kompressziós folyamat megszünteti az öntvényekben gyakori üregeket és porozitást
- Kiváló szívósság: Ideális ütésnek kitett alkalmazásokhoz, például kerekekhez és felfüggesztési alkatrészekhez
Légyalfém
Az öntés olyan alkatrészeket hoz létre, amelyeknél olvadt alumíniumot öntenek formákba, és megengedik szolidifikálódni. Amint gyártáselemzés kifejti, hogy ez a folyamat „összetett alakzatok létrehozását teszi lehetővé szabályozott szilárdulással”, és páratlan tervezési rugalmasságot kínál.
Öntött alumíniumminőségek és nyomásos öntésű alumíniumötvözetek értékelésekor figyelembe kell venni ezeket a jellemzőket:
- Összetett geometriai képesség: Bonyolult belső járatok és részletes elemek megvalósíthatók
- Alacsonyabb szerszámköltségek összetett alkatrészek esetén: Az öntőformák gyakran olcsóbbak, mint az azonos bonyolultságú kovácsformák
- Porozitási kockázat: A lezárt gázok belső üregeket hozhatnak létre, amelyek csökkentik a szilárdságot
- Változó mechanikai tulajdonságok: Az alumíniumötvözetből készült öntvények nagyobb tulajdonságváltozást mutatnak, mint az azonos anyagból kovácsolt darabok
A kutatás kiemeli, hogy a nagynyomású öntési eljárások fejlődése jelentősen javította az alumíniumötvözetek minőségét, "lehetővé téve olyan alkatrészek gyártását, amelyek egyaránt könnyűek és tartósak". Biztonságtechnikai szempontból kritikus alkalmazásoknál azonban az öntési folyamat belső korlátai továbbra is érvényesek.
Tömör alumínium
A billet megmunkálás során szilárd alumínium nyersanyaggal – általában extrudált vagy hengerelt formában – kezdődik, majd CNC berendezésekkel eltávolítják a felesleges anyagot a végső geometria kialakításához. A iparági dokumentáció , ez az eljárás "pontos tűréshatárokat tesz lehetővé, így ideálissá válik nagyteljesítményű alkatrészekhez."
A billet fő jellemzői:
- Maximális pontosság: A CNC megmunkálás olyan tűréseket ér el, amelyeket az öntés és a kovácsolás közvetlenül nem tud versenyképesen felvenni
- Egységes személyszerkezet: A kiinduló anyag egészében egységes tulajdonságokkal rendelkezik
- Nagy anyagveszteség: Jelentős mennyiségű alumíniumot maratnak le, ami növeli az effektív anyagköltségeket
- Nincs szerszámberuházás: A programozási változtatások fizikai bélyegmódosításokat helyettesítenek
A gyártási módszer összehasonlítása
| Kritériumok | Forgálással készített alumínium | Légyalfém | Tömör alumínium |
|---|---|---|---|
| Szilárdságot | Legmagasabb—az igazított személyszerkezet maximalizálja a mechanikai tulajdonságokat | Alacsonyabb—a személyszerkezet véletlenszerű; az esetleges pórusosság gyengíti az anyagot | Magas—egyedi alapanyag, de a megmunkálás eltávolítja a kedvező személyáramlást |
| Súly optimalizálás | Kiváló—az erősség lehetővé teszi a vékonyabb falakat teljesítmény fenntartása mellett | Jó—a bonyolult alakok lehetővé teszik az anyagelhelyezés optimalizálását | Mérsékelt—a kiindulási alapanyag geometriája és a megmunkálási korlátozások határolják be |
| Egységköltség | Mérsékelt és magas—az összetettségtől és a darabszámtól függ | Alacsony nagy mennyiségeknél—a szerszám költségei nagy sorozatgyártás esetén amortizálódnak | Magas—jelentős gépüzemidő és anyagveszteség alkatrészenként |
| Szerszámberuházás | Magas—a precíziós kovácsformák jelentős előzetes beruházást igényelnek | Mérsékelt vagy magas—attól függően változik, hogy milyen öntési módszerről és összetettségről van szó | Alacsony—a CNC-programozás helyettesíti a fizikai szerszámokat |
| Gyártási Mennyiség Alkalmasítása | Közepes vagy nagy mennyiségek—a szerszámberuházás nagyobb sorozatoknál gazdaságosabb | Nagy mennyiségek—az öntőformázás kiválóan alkalmas tömeggyártásra | Kis mennyiségek—ideális prototípusokhoz és speciális alkatrészekhez |
| A tervezés bonyolultsága | Mérsékelt—korlátozza a forma tervezése és az anyagáramlás korlátai | Magas—belső járatok és bonyolult geometriák is kialakíthatók | Nagyon magas – gyakorlatilag bármilyen geometria, amelyet a CNC szerszám elér |
| Tipikus gépjármű-felhasználások | Felfüggesztési karok, kerekek, hajtórudak, kormányzócsuklók | Motorblokkok, váltóműházak, szívókollektorok | Prototípus alkatrészek, kis sorozatban gyártott teljesítményalkatrészek, egyedi konzolok |
Amikor a kovácsolás szolgáltatja a felülmúlhatatlan értéket
A fentebb ismertetett kompromisszumok figyelembevételével mikor kerül előnybe egyértelműen a kovácsolás? Az eldöntési szempontok egyszerűvé válnak, ha megértjük, hogy az egyes alkalmazások valójában mit igényelnek.
Kovácsolást válasszon, ha:
- A fáradási ellenállás kritikus fontosságú: Az ismétlődő terhelési ciklusoknak kitett alkatrészek – például felfüggesztési karok, kerekek, hajtórudak – a legnagyobb mértékben profitálnak a kovácsolt darabok összefüggő szemcseszerkezetéből. A kutatások megerősítik, hogy a kovácsolt alkatrészek „jellemzően jobb fáradási ellenállással és ütőszilárdsággal rendelkeznek”, ezért „különösen alkalmasak teljesítményközpontú járművekhez.”
- A maximális szilárdság-súly arány a lényeg: A karosszériákban és szerkezeti alkalmazásokban használt fémek között az öntött alumínium éri el a legnagyobb szilárdságot minimális tömeg mellett. Amikor minden gramm számít a teljesítményért vagy hatékonyságért, az öntés megalapozza a prémium árat.
- A gyártási mennyiség indokolja a szerszámokat: Éves több ezer darabot meghaladó mennyiségek esetén a kovácsforma amortizációja hatékonyan megvalósul. E küszöb alatt az előgyártmány megmunkálása gazdaságosabb lehet, annak ellenére, hogy az egységköltségek magasabbak.
- Biztonságkritikus alkalmazások megbízhatóságot követelnek: A kovácsolt darabok belső pórusmentessége biztonságot nyújt, amelyet az öntött alternatívák nem tudnak felvenni. Olyan alkatrészeknél, ahol a meghibásodás súlyos következményekkel jár, a kovácsolás állandó minősége csökkenti a kockázatot.
Fontolja meg az alternatívákat, ha:
- Összetett belső geometriák szükségesek: Az öntés lehetővé teszi olyan járatok és kamrák kialakítását, amelyeket kovácsolással nem lehet létrehozni. A motorblokkok és a váltóműházak például azt illusztrálják, amikor az öntés tervezési rugalmassága elengedhetetlen.
- A mennyiség rendkívül magas: Az évente milliókban gyártott alkatrészek esetében az öntés darabárának gazdaságossága meggyőzővé válik, annak ellenére, hogy az anyag szilárdsága alacsonyabb.
- Prototípus vagy kis sorozatú gyártás: A tömbből marás teljesen kiküszöböli a szerszámgyártási költségeket, így ideális fejlesztési alkatrészekhez vagy speciális alkalmazásokhoz, ahol a mennyiség nem éri el az előnyös kovácsolási határt.
- Az esztétikus felületek elsődlegesek: Az öntött és megmunkált felületek gyakran kevesebb utómunkát igényelnek díszítő alkalmazásoknál, mint a kovácsolt felületek.
Az autóipar anyagválasztása a karosszériákhoz egyre inkább tükrözi ezeket a kompromisszumokat. A nagy terhelésű szerkezeti csomópontok gyakran kovácsolt alumíniumot használnak, míg az összetett házak az új generációs öntési technikákra építenek, a prototípusprogramok pedig a tömbből marást használják a gyors fejlesztés érdekében.
Annak megértése, hogy mikor teljesít jobban a kovácsolás az alternatíváknál, segít már eleve a megfelelő eljárás meghatározásában. Mégis, még ezzel a tudással is előfordulhatnak ötvözetosztály-kiválasztási hibák – és az, hogy tudja, hogyan kerülje el ezeket, vagy hogyan cserélje le az osztályokat, ha szükséges, megelőzheti a költséges gyártási problémákat.
Ötvözetosztály-csere és kiválasztás legjobb gyakorlatai
Még tökéletes ismeret mellett is az alumíniumötvözetek tulajdonságairól és a kovácsolási paraméterekről, a gyakorlati gyártás váratlan kihívások elé állíthat. Az ellátási lánc zavarai, alapanyag-elérhetőségi problémák vagy költségnövekedés néha arra kényszeríti a mérnököket, hogy alternatívát fontoljanak meg kedvelt alumíniumötvözetük helyett. Annak ismerete, hogy melyik csere működik – és melyik okoz problémát – választja el a sikeres programokat a költséges kudarcoktól.
A helyettesítési forgatókönyveken túl számos ötvözet-kiválasztási hiba egyszerűen azért fordul elő, mert a mérnökök acélszerkezetekre jellemző gondolkodásmódot alkalmaznak alumíniumszerkezetek esetében. Ezeknek a gyakori buktatóknak az ismerete segít elkerülni a költséges újramunkát és alkatrészhibákat, mielőtt bekövetkeznének.
Ötvözet-helyettesítési irányelvek
Amikor a megadott alumíniumötvözet nem érhető el, ellenálljon a kísértésnek, hogy egyszerűen a listán következő lehetőséget válassza. Az alumínium különböző fajtái eltérően viselkednek kovácsolás, hőkezelés és üzemeltetés során. A sikeres helyettesítések során a legfontosabb teljesítményjellemzők egyeztetése szükséges, miközben másodlagos tulajdonságokban kompromisszumokat kell fogadni.
Az alábbiakban bemutatunk bevált helyettesítő párokat közös autóipari kovácsötvözetekhez:
- 6082 → 6061: Az autóipari kovácsolásban a leggyakoribb helyettesítés. Enyhén alacsonyabb folyáshatárt (kb. 5–10%-os csökkenés) és kissé csökkent fáradási teljesítményt várhatunk korróziós környezetben. Mindkét ötvözet kiváló hegeszthetőséggel és korrózióállósággal rendelkezik. Elfogadható a legtöbb felfüggesztési és szerkezeti alkalmazásnál, ahol a 6082-es számot elsősorban elérhetőségi okokból, nem pedig minimális szilárdságnövekedés miatt írták elő.
- 6061 → 6082: Jól működik, ha az anyag elérhető – a 6082 valójában enyhén jobb szilárdságot biztosít. Nincs jelentős tulajdonságromlás, bár a 6082 ára régióként eltérően magasabb lehet. Európai ellátási láncok gyakran a 6082-t részesítik előnyben, míg Észak-Amerikában általában a 6061 áll rendelkezésre nagyobb mennyiségben.
- 7075 → 7050: Mindkettő rendkívül magas szilárdságot biztosít, de a 7050 jobb feszültségkorrodációs repedésállósággal és megnövekedett ütőmunkával rendelkezik. Ez a helyettesítés gyakran fejlesztést, nem pedig kompromisszumot jelent. Hasonló vagy enyhén alacsonyabb csúcsszilárdságra lehet számítani javult törésállóság mellett.
- 7075 → 2024: Óvatosan használja – bár mindkét ötvözet nagy szilárdságú, tulajdonságaik jelentősen különböznek. A 2024 kitűnő fáradási ellenállást nyújt, de alacsonyabb végleges szilárdsággal rendelkezik, mint a 7075. Megfelelő olyan tervezési esetekben, ahol a ciklikus terhelés dominál, de nem akkor, ha maximális statikus szilárdság szükséges.
- 2024 → 2014: Mindkét rézalapú ötvözet hasonló kovácsolhatósággal rendelkezik. A 2014 enyhén jobb kovácsolhatóságot kínál, összehasonlítható szilárdsággal. Elfogadható a legtöbb meghajtási alkalmazásban, ahol eredetileg 2024-es anyagot írtak elő.
- 6061 → 5083: Általában nem ajánlott kovácsolt alkatrészekhez. Bár az 5083 kitűnő korrózióállóságot nyújt, nem hőkezelhető, és nem érheti el a 6061-T6 szilárdsági szintjeit. Ezt a helyettesítést csak olyan nem szerkezeti alkalmazásoknál érdemes fontolóra venni, ahol a korrózióállóság fontosabb, mint a szilárdság.
Bármilyen helyettesítés értékelésekor ellenőrizze, hogy az alternatív minőség minden kritikus előírást teljesít-e, beleértve a kovácsolási hőmérséklet-kompatibilitást, a hőkezelésre adott választ, valamint az esetleges további gyártmányösszeszerelési követelményeket, mint például a hegeszthetőség. Egy öntvényként megfelelő minőség is kudarcot vallhat, ha a gyártóberendezése nem képes megfelelően feldolgozni.
A gyakori kiválasztási hibák elkerülése
A Lincoln Electric mérnöki útmutatója , az alumíniumtervezés egyik leggyakoribb hibája egyszerűen a rendelkezésre álló legerősebb ötvözet kiválasztása más kritikus tényezők figyelembe vétele nélkül. A technikai dokumentáció szerint: "Nagyon gyakran a tervező a rendelkezésre álló legerősebb ötvözetet választja. Ez több okból is rossz tervezési gyakorlat."
Miért lehet visszafelé ütni, ha a legerősebb alumíniumötvözetet választjuk?
- A deformáció gyakran a szilárdság helyett az irányadó tervezési tényező: A legtöbb alumíniumötvözet rugalmassági modulusa—gyenge és erős egyaránt—körülbelül azonos (az acél egyharmada). Ha az alkatrész kritikus határa a merevség, nem a folyáshatár, akkor a 7075-ös ötvözet megvásárlása a 6061-es helyett nem hoz előnyt.
- Sok nagy szilárdságú ötvözet nem hegeszthető: A Lincoln Electric kutatása hangsúlyozza, hogy „sok legerősebb alumíniumötvözet hagyományos technikákkal nem hegeszthető”. A 7075-ös ötvözet megadása olyan alkatrészhez, amelyet nagyobb egységbe kell hegeszteni, gyártási lehetetlenséget teremt. A dokumentáció kifejezetten megjegyzi, hogy „7075-ös ötvözet soha ne legyen hegeszelve szerkezeti alkalmazásokhoz.”
- A hegesztési zóna tulajdonságai különböznek az alapanyagtól: Még hegeszthető ötvözeteknél, például a 6061-es típusnál is igaz, hogy „a hegesztési varrat ritkán lesz olyan szilárdságú, mint az alapanyag.” Az T6-os alapanyagjellemzőkre történő tervezés a hőhatásra érzékeny zóna tulajdonságromlásának figyelmen kívül hagyásával túl kis méretű varratokhoz és potenciális meghibásodásokhoz vezethet.
Az alábbiakban további, elkerülendő választási hibákat sorolunk fel:
- Képlékenyen megmunkált állapotú ötvözetek előírása hegesztett szerkezetekhez: A nem hőkezelhető ötvözeteknél (1xxx, 3xxx, 5xxx) a hegesztés helyi lágyító hatású, azaz lokális izzító műveletként viselkedik. A kutatások megerősítik, hogy „függetlenül attól, milyen állapotból indulunk ki, a hőhatásra érzékeny zóna tulajdonságai mindig az O állapotú, izzított anyagéval egyeznek meg”. Ezért költséges képlékenyen megmunkált anyag beszerzése hegesztett szerkezetek esetén pazarlás – a hőhatásra érzékeny zónában az anyag mindenképpen visszatér az izzított állapothoz.
- A hegesztést követő utóműveletek figyelmen kívül hagyása: A hőkezelhető ötvözetek, például a 6061-T6, jelentős szfestrength csökkenést szenvednek a hegesztési zónában. A kutatás kimutatta, hogy a hegesztett állapotban minimális szfestrength 24 ezer font / négyzetcol, szemben a T6 alapanyag 40 ezer font / négyzetcol-ával – ez 40%-os csökkenés. Ha nem írják elő utólagos hőkezelést, amikor szfestrength visszanyerésre van szsz, az sérti a szerkezeti integritást.
- A stressz-korrodálási hajlam figyelmen kívül hagyása: A nagy szfestrength 7xxx ötvözetek T6 edzett állapotban érzékenyek lehetnek stressz-korrodálásos repedések kialakulására. A 7075-T6 anyag előírása olyan alkatrészekhez, melyek nedvességnek és tartós terhelésnek vannak kitéve, anélkül, hogy figyelembe vennék a T73 vagy T76 edzett állapotokat, növeli a korai meghibásodás kockázatát a terepen.
- Öntvényi és kovácsolt ötvözetek összekeverése: Néhány specifikáció helytelenül aluminium öntvényi minőséget ír elő kovácsolt alkatrészekhez. Az A356 és A380 kiváló öntvényi ötvözetek, de nem alkalmasak kovácsoláshoz – kémiai összetételük a folyékonyságot optimalizálja olvadott állapotban, nem a szfest testi alakítást.
Munka minősített kovácsoló partnerekkel
Sok fokozatválasztási kihívás kezelhetővé válik, ha olyan tapasztalt kovácsoló beszállítókkal dolgozik együtt, akik ismerik az autóipari követelményeket. Az autóipari alkalmazásokhoz szükséges speciális ötvözetek gyakran olyan pontos folyamatirányítást igényelnek, amelyet csak a bevezetett gyártók tudnak folyamatosan biztosítani.
Amikor lehetséges kovácsolási partnereket értékel, vegye figyelembe mérnöki támogatási képességeiket. Tudnak tanácsot adni az Ön adott alkatrészéhez legmegfelelőbb minőség kiválasztásával kapcsolatban? Rendelkeznek tapasztalattal azokkal a hőmérsékleti állapotokkal és utólagos kovácsolási kezelésekkel, amelyekre alkalmazása szükséges? Az IATF 16949 tanúsítvánnyal rendelkező gyártók, mint például Shaoyi a megfelelő minőségirányítási rendszerekkel és műszaki szakértelemmel rendelkeznek, amelyek segítenek a minőségkiválasztási döntéseket megbízható sorozatgyártási alkatrészekké alakítani.
Gyors prototípuskészítési képességeik – akár csak 10 nap alatt szállítva az első alkatrészeket – lehetővé teszik az ötvözet osztályok validálását, mielőtt nagy volumenű gyártósorokba fektetne. Olyan alkatrészeknél, mint a felfüggesztési karok és a meghajtótengelyek, ahol az alumínium minősége közvetlenül befolyásolja a jármű biztonságát, rendkívül értékes, ha olyan mérnöki partnerekkel dolgozhat, akik egyaránt értenek a fémtechnológiához és az autóipari követelményekhez.
A megfelelő ötvözet osztály kiválasztására vonatkozó szakértet és a minősített gyártási partnerek együttesen teremtik meg a sikeres kovácsolt alumínium programok alapját. Ha ezek az elemek adottak, akkor készen áll az anyag kiválasztására, amely hatékonyan képes kiegyensúlyozni a teljesítményigényeket, a gyártási korlátozásokat és a költségvetési szempontokat.
A megfelelő kovácsolt alumínium ötvözet kiválasztása az adott alkalmazáshoz
Most már áttekintette az autókhoz használt teljes kovácsolt alumíniumfajták palettáját – az ötvözetek sorozatainak megértésétől kezdve a konkrét fajták komponenkénti igényekhez történő hozzárendelésén át, valamint a hőkezelési szempontoktól a gyártási paraméterekig. De hogyan tudja összekapcsolni ezt az összes tudást gyakorlati döntésekkel? Vessük össze az alapvető irányelveket, amelyek a technikai tudást sikeres beszerzési eredményekké alakítják.
Akár új járműprogramban határoz meg alumíniumot autókhoz, akár meglévő ellátási láncot optimalizál, a fajta kiválasztásának logikus sorrendet kell követnie. Ennek a sorrendnek a helyes betartása megelőzi a költséges hibákat, és biztosítja, hogy az alumínium autóalkatrészek teljesítsék az igényelt járműteljesítményt.
Kulcsfontosságú tanulságok a fajtakiválasztáshoz
A teljes spektrumú autóipari alumíniumlehetőségek áttekintése után több döntési tényező ismétlődve meghatározza a sikerességet:
- Induljon a mechanikai igénybevételektől, ne az anyagpreferenciáktól: Határozza meg, hogy alkatrésze milyen igénybevételnek van kitéve – statikus terhelés, ciklikus fáradás, ütőerők vagy ezek kombinációja. Egy olyan futóműtartó kar, amely milliószámra éli meg az úti ciklusokat, más anyagjellemzőket igényel, mint egy csupán statikus terhelésnek kitett konzol. Illessze az ötvözetcsaládot a valós igénybevételekhez: 6xxx sorozat kiegyensúlyozott teljesítményhez, 7xxx sorozat maximális szilárdsághoz, 2xxx sorozat kiváló fáradási ellenálláshoz.
- Vegye figyelembe a gyártási mennyiséget már korán: A kovácsolás gazdaságossága közepes vagy nagy sorozatszámoknál válik előnyössé, ahol a szerszámköltségek hatékonyan eloszlanak. Néhány ezer darabnál kisebb éves mennyiség esetén ellenőrizze, hogy a kovácsolás továbbra is költséghatékony-e a tömbből maratott alternatívákhoz képest. A nagy sorozatú termelés profitál leginkább a kovácsolás kiváló anyagjellemzőiből és hatékony gyártási folyamatából.
- Vegye figyelembe a további feldolgozást: Ha az alkatrészhez hegesztés szükséges egy nagyobb szerkezetbe, akkor ez az egyetlen követelmény kizárhatja bizonyos ötvözetcsaládokat a megfontolásból. Adja meg a 6061 vagy a 6082 típust, ha a hegeszthetőség fontos; kerülje a 7075-ös ötvözetet bármilyen szerkezeti hegesztett alkalmazásnál. Hasonlóképpen vegye figyelembe a kovácsolás utáni megmunkálási igényeket – a T651 edzetségi állapot biztosítja a méretstabilitást, amelyet a pontos megmunkálás megkövetel.
- Értékelje a teljes költséget, ne csak az anyagárakat: A legolcsóbb alumínium az autókhoz nem mindig a leggazdaságosabb választás. Egy prémium ötvözet, amely vékonyabb falakat, csökkentett felületi utómunkálatot vagy egyszerűsített hőkezelést tesz lehetővé, alacsonyabb teljes alkatrész-költséget eredményezhet, mint egy olcsóbb minőség, amely további feldolgozást igényel. Számítsa ki a teljes képet, mielőtt véglegesítené a specifikációkat.
- Építsen ellenállóképes ellátási láncot: Azonosítsa a megfelelő helyettesítő minőségeket a gyártás megkezdése előtt. Annak tudatában, hogy az 6061 helyettesítheti az 6082-t, vagy hogy az 7050 fejlesztett változatot jelent az 7075-höz képest, lehetősége nyílik gyors reagálásra ellátási zavarok esetén. Rögzítse ezeket a helyettesítő lehetőségeket specifikációiban, hogy beszerzési csapatai gyorsan reagálhassanak az elérhetőségi változásokra.
A legfontosabb kiválasztási elv: olyan ötvözetet válasszon, amely a komponens tényleges teljesítményigényeihez a leginkább illik – ne a rendelkezésre álló legerősebb opciót. A túlméretezés pénzkidobás, és gyártási nehézségeket okozhat, míg az alulméretezés mezőn történő meghibásodások kockázatát hordozza magában, amelyek károsítják a járműveket és a reputációt egyaránt.
Közös munka az autóipari kovácsolás sikeréért
Íme a valóság, amit minden tapasztalt mérnök ismer: tökéletes ötvözetválasztás semmit sem ér anélkül, hogy olyan gyártási partner álljon mögötte, aki folyamatosan képes végrehajtani a feladatot. Az anyagspecifikáció és a minőségi alkatrészek közötti űrt csak a megfelelő kovácsoló szállítók szakértelme tudja áthidalni.
Amikor az autókban használt alumíniumnak igénybevételi szempontból magas teljesítményszintet kell elérnie, a beszállító kiválasztása ugyanolyan kritikus fontosságúvá válik, mint az ötvözet kiválasztása. A iparági irányelvek szerint a kovácsoló beszállítók értékelésénél három tényező a legfontosabb: minősítések és minőségirányítási rendszerek, gyártási kapacitások és berendezések, valamint szigorú minőségellenőrzési szabványok.
Az autóipari alkalmazások esetében kifejezetten az IATF 16949 minősítés bizonyítja, hogy a beszállító bevezette azokat a minőségirányítási rendszereket, amelyeket az autóipar megkövetel. Ez a tanúsítvány – amely az ISO 9001 alapjait veszi alapul, de az autóipar sajátos követelményeit is tartalmazza – igazolja, hogy a gyártó megfelelő szinten érti a nyomonkövethetőséget, a folyamatirányítást és a folyamatos fejlesztést, amelyekre járműprogramjai során szüksége van.
A minősítéseken túl olyan gyakorlati képességeket is értékelni kell, amelyek a specifikációkat alkatrészekké alakítják:
- Mérnöki támogatás: Tud-e a szállító tanácsot adni az optimális minőség kiválasztásához az Ön sajátos geometriai és terhelési viszonyai alapján? Értik-e a hőkezelés következményeit, és tudnak megfelelő edzettséget javasolni?
- Prototípus-készítési sebesség: A modern járműfejlesztési időkeretek gyors iterációt igényelnek. Azok a partnerek, amelyek rövid időn belül – akár 10 nap alatt – prototípus-kovácsolatokat kínálnak, lehetővé teszik a tervezés érvényesítését a sorozatos szerszámozás elkötelezése előtt.
- Alkatrész-szakértelmesség: Azok a szállítók, akik már igazoltan tapasztalattal rendelkeznek az Önök alkatrész-kategóriájában – legyen szó felfüggesztési karokról, meghajtótengelyekről vagy szerkezeti csomópontokról – olyan alkalmazásspecifikus tudással rendelkeznek, amely általános kovácsüzemeknél hiányozhat.
- Minőségirányítási infrastruktúra: Korszerű ellenőrzési technológiák, folyamatközbeni monitorozás és átfogó dokumentációs rendszerek biztosítják, hogy minden alkatrész megfeleljen az előírásoknak. A forrásanyagok hangsúlyozzák, hogy a vezető szállítók koordináta mérőgépekbe, roncsolásmentes vizsgálati berendezésekbe és anyagvizsgálati képességekbe fektetnek be.
Mérnökök és beszerzési szakemberek számára, akik alumínium autóalkatrészek gyártását keresik, Shaoyi (Ningbo) Metal Technology megtestesíti azt a partnertípust, amelyet a sikeres programok megkövetelnek. Az IATF 16949 tanúsítványuk igazolja az autóipari minőségű minőségirányítási rendszert, míg belső mérnöki csapatuk technikai iránymutatást nyújt, amely segíti a minőségi osztályok kiválasztásának döntéseit a gyártásra kész specifikációkká alakítani. Ningbo Kikötő közelében találhatók, és gyors prototípusgyártási képességeik – kezdeti alkatrészek már legfeljebb 10 nap alatt elérhetők – mellett nagy tömegű sorozatgyártási kapacitással is rendelkeznek érett programokhoz.
A szakértelem, amelyet a követelményes alumínium autóalkatrészek, például felfüggesztési karok és meghajtótengelyek terén demonstráltak, tükrözi az alkatrészspecifikus tudást, amely lehetővé teszi a minőségkiválasztási útmutató célratörő alkalmazását. Amikor a specifikációk 6082-T6 vázkarokat vagy 7075-T6 teljesítményalkatrészeket írnak elő, egy olyan gyártási partner, aki érti az anyagtechnológiát és az autóipari minőségi követelményeket is, biztosítja, hogy az anyagválasztás megbízható alkatrészekké alakuljon.
Az ötvözetmeghatározástól a jármű teljesítményéig vezető út a gyártási kivitelezésen keresztül halad. Az ebben az útmutatóban szerzett minőségkiválasztási ismereteknek olyan minősített kovácsoló partnerekkel való kombinálása, akik megosztják minőség iránti elkötelezettségét, sikeresen helyezheti autóipari programjait – így biztosítva a szilárdságot, a tömegtakarékosságot és a megbízhatóságot, amelyet a modern járművek kovácsolt alumínium alkatrészeiktől elvárnak.
Gyakran ismételt kérdések a kovácsolt alumíniumminőségekről autókhoz
1. Milyen minőségek vannak az alumínium kovácsoláshoz?
Az autóipari alkalmazásokban a leggyakrabban kovácsolt alumíniumötvözetek a 6000-es sorozatból származó 6061, 6063, 6082, valamint a 7000-es sorozatból származó 7075-ös jelzésű ötvözetek. A 6xxx sorozatú ötvözetek kiváló kovácsolhatóságot, korrózióállóságot és kiegyensúlyozott szilárdságot nyújtanak, így ideálisak felfüggesztési elemekhez és keréktárcsákhoz. A 7xxx sorozat extrém magas szilárdságot biztosít teljesítménykritikus alkatrészekhez. Emellett a 2xxx sorozatból származó 2024 és 2014 jelzésű ötvözetek kiváló fáradási ellenállást biztosítanak hajtóművek olyan alkatrészeihez, mint a dugattyúk és a hajtórudak. Az IATF 16949 tanúsítvánnyal rendelkező gyártók, mint például a Shaoyi, segíthetnek az optimális ötvözet kiválasztásában az adott alkatrész követelményeinek függvényében.
milyen minőségű alumíniumot használnak az autókban?
Az autóipari alkalmazások többféle alumíniumminőséget használnak az alkatrész követelményeinek megfelelően. Gyakori minőségek a 1050, 1060, 3003, 5052, 5083, 5754, 6061, 6082, 6016, 7075 és 2024. Kovácsolt alkatrészek esetében kifejezetten az 5083-T6 dominálja Európai felfüggesztési és alvázalkalmazásokat kiváló fáradási teljesítménye miatt korróziós környezetben. A 6061-T6 az Észak-Amerikában marad népszerű hegeszthetősége miatt. A nagyteljesítményű alkalmazások gyakran a 7075-T6-t határozzák meg a maximális szilárdság-tömeg arányért, míg a 2024-T6 kiemelkedik a fáradásra érzékeny hajtáslánctalaj alkatrészeknél.
3. Melyik erősebb: az 5052-es vagy a 6061-es alumínium?
a 6061-es alumínium jelentősen erősebb, mint az 5052-es. T6 edzett állapotban a 6061-es szakítószilárdsága körülbelül 310 MPa, míg az 5052-esé körülbelül 220 MPa. Azonban az erősség nem minden – az 5052-es jobb korrózióállósággal és alakíthatósággal rendelkezik, mivel nem hőkezelhető ötvözet. Olyan űzött alumínium autóalkatrészeknél, amelyek szerkezeti integritást igényelnek, a 6061-T6 az előnyben részesített, mert hőkezeléssel magasabb szilárdsági szint érhető el, ami elengedhetetlen a felfüggesztési karok, kerekek és alvázalkatrészek esetében.
4. Mi a különbség az űzött és öntött alumíniumkerék között?
Az űrtartalmú alumíniumkeréket extrém nyomás alatt melegített alumínium összenyomásával készítik, így a szemcseszerkezet rendezetté válik, ami kiváló szilárdságot és fáradási ellenállást eredményez. A nyomott keréktárcsákat olvadt alumínium öntésével állítják elő formákba, amely véletlenszerű szemcseszerkezetet és pórusokat eredményezhet. Az űrtartalmú keréktárcsák általában 15–30%-kal könnyebbek, mint a nyomott megfelelőik, miközben jobb ütésállósággal és tartóssággal rendelkeznek. Teljesítményorientált járművek esetén az űrtartalmú 6061-T6 vagy 7075-T6 jelzésű keréktárcsák olyan szilárdság- és tömegarányt biztosítanak, amelyet a nyomott alternatívák nem tudnak felvenni.
5. Hogyan válasszam ki a megfelelő alumínium minőséget autóipari kovácsoláshoz?
Kezdje el a komponens tényleges igénybevételi követelményeinek meghatározásával – statikus terhelések, ciklikus fáradás vagy ütőerők. Kiegyensúlyozott szerkezeti alkalmazásokhoz a 6xxx ötvözetek, például a 6082-T6 vagy a 6061-T6 kiváló teljesítményt nyújtanak. Amikor a maximális szilárdság kiemelten fontos, akkor a 7075-T6 típust érdemes megadni. Kiváló fáradási ellenállásra törekvő meghajtási alkatrészekhez vegye figyelembe a 2024-T6 típust. Figyelembe kell venni az hegeszthetőségi igényeket (a 6xxx ötvözetek jól hegeszthetők; a 7075 nem), a gyártási mennyiségeket és a hőkezelési követelményeket. Olyan tapasztalt kovácsoló partnerekkel, mint a Shaoyi, akik gyors prototípusgyártást és IATF 16949 tanúsítványt kínálnak, lehetővé válik az ötvözet-kiválasztás érvényesítése a sorozatgyártási szerszámok elkészítése előtt.