 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

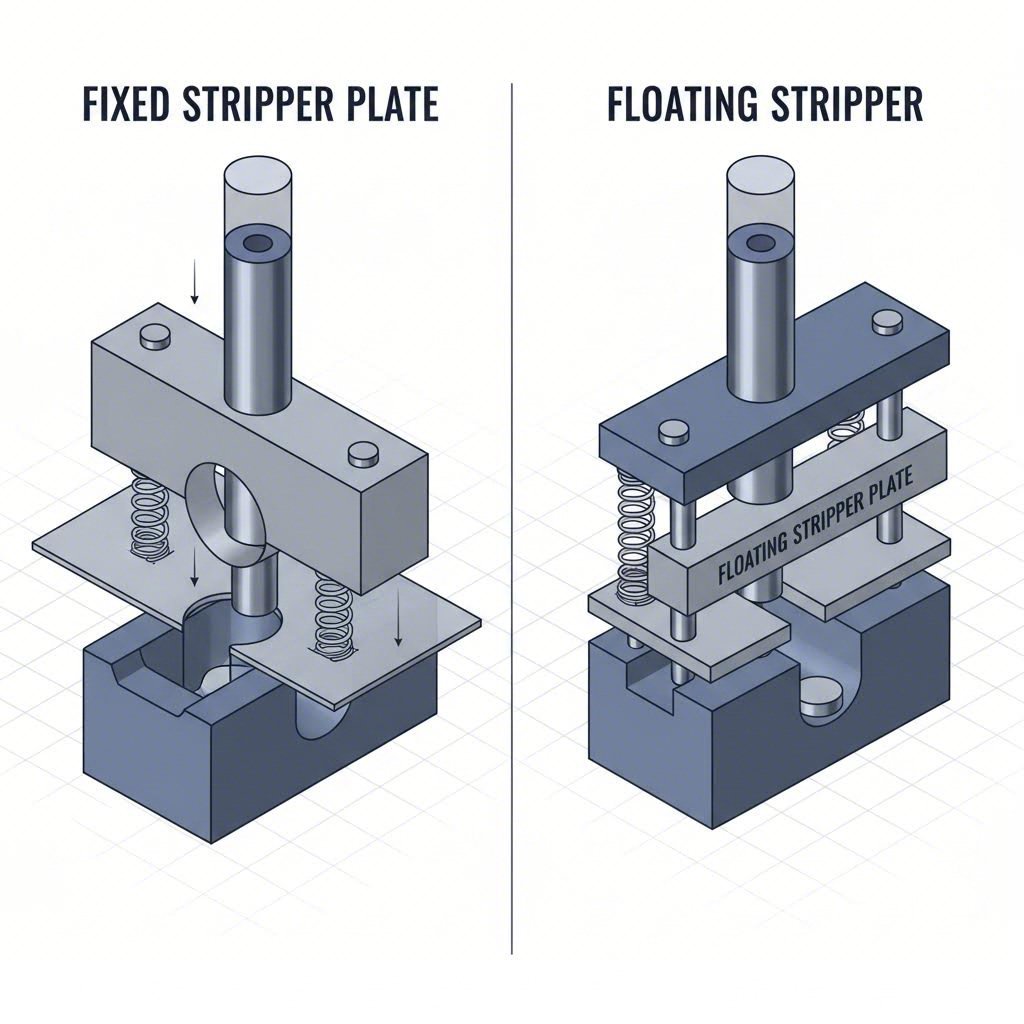
Rögzített vs úszó leszedőlemez: a sabirdöntés, amely meghatározza szerszámainak sikerét vagy bukását

A döntés a lelöketlappal kapcsolatban, amelyet minden sajtkialakító tervezőnek ismernie kell
Képzelje el, hogy egy nagyüzemi sajtolási műveletet üzemeltet, amikor hirtelen az alkatrészek ragadni kezdenek a dörzsökhez, élein váratlan maradványok jelennek meg, és karbantartó csapata diagnosztizálási munkálatokba kezd. Mi okozhattja mindezt? Sok esetben a probléma gyökere egy alapvető döntéshez vezethető vissza a sablontervezés során: a nem megfelelő típusú lelöketlap kiválasztásához az adott alkalmazásnál.
Akár vagy folyamatos sajtok tervezése autóipari alkatrészekhez vagy precíziós elektronikai eszközök eszközeinek tervezéséhez, elengedhetetlen a rögzített és az úszó lelöketlap közötti választás megértése. Ez a döntés közvetlenül befolyásolja az alkatrészek minőségét, az eszköz élettartamát és a végső nyereséget.
Miért határozza meg a lelöketlap kiválasztása a sablon teljesítményét
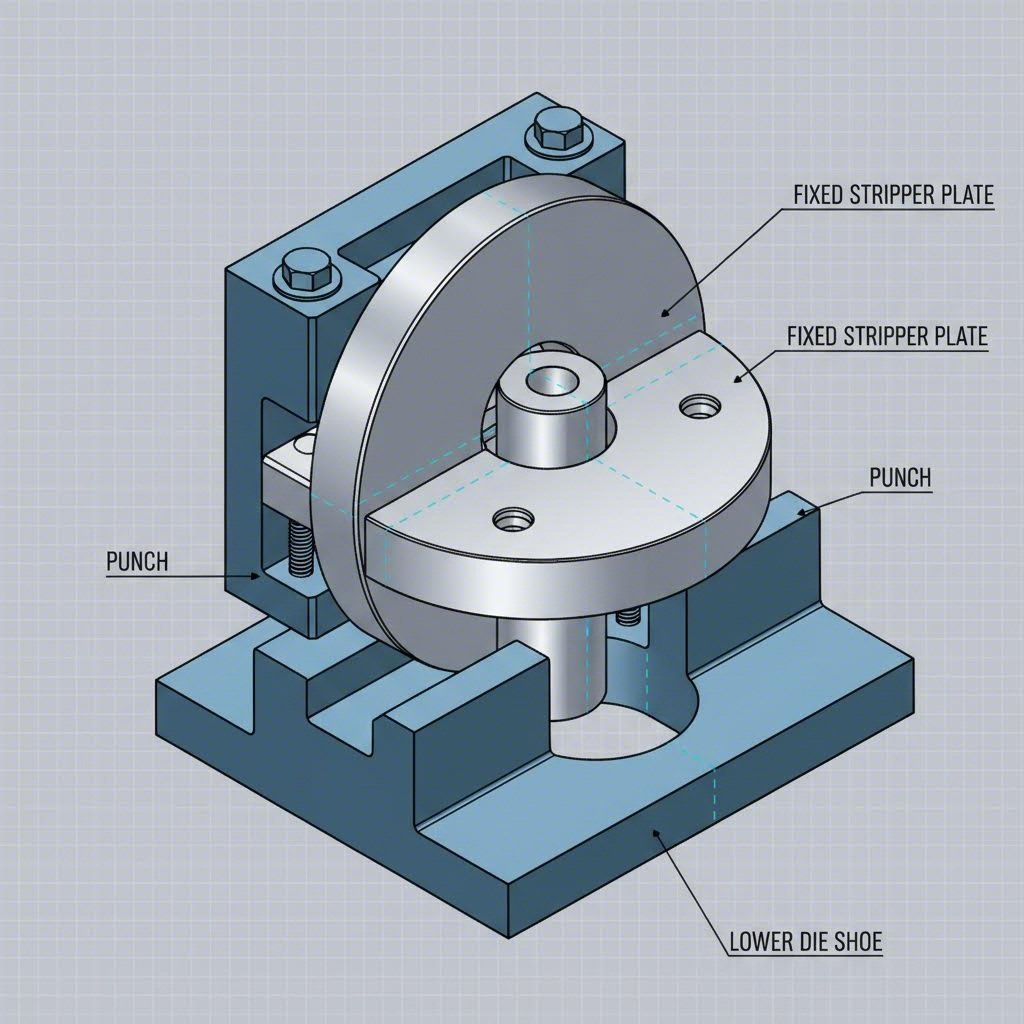
Tehát mi is az a leválasztólemez pontosan? Ez az alkatrész felelős a munkadarab anyagának eltávolításáért a kivágószerszámról minden ütés után. A megfelelő leválasztólemez-kiegyezés biztosítja a tiszta alkatrészleválást, megakadályozza a darabok magával rántását, és állandó ciklusidőt tart fenn. Ha a megfelelő konfigurációt választja, az ollózóforma zavartalanul fog működni. Ha helytelenül dönt, egy sor termelési problémával kell szembenéznie.
A leválasztólemez többet tesz, mint egyszerűen lehúzza az anyagot – irányítja a kivágószerszámokat, szabályozza az anyagmozgást, és befolyásolja az egész forma stabilitását. Ezért a rögzített és úszó kialakítás közötti választás egy olyan alapvető döntés, amely az ollózóforma teljesítményének minden területét érinti.
A helytelen leválasztó típusának rejtett költsége
A nem megfelelő leválasztólemez-típus kiválasztása olyan következményekkel jár, amelyek messze túlmutatnak a kezdeti szerszámberuházáson:
- Alkatrész sérülése: Karcolások, alakváltozások és méretpontatlanságok a helytelen leválasztó erőből adódóan
- Gyorsult szerszámkopás: A rosszul igazított kivágók és a túlzott súrlódás csökkentik az alkatrészek élettartamát
- Tervezetlen időtartam: A gyakori beállítások és sürgősségi javítások zavarják a termelési ütemtervet
- Növekedett selejtarány: A rossz kiegyeztetés elutasított alkatrészekhez és anyagpazarláshoz vezet
Pontos préselési siker előkészítése
Íme egy kihívás, amellyel sok sablontervező szembesül: a leválasztólemez kiválasztásával kapcsolatos információk szétszóródtak a műszaki kézikönyvekben, beszállítói katalógusokban és az építőmérnökök között továbbadott szakmai tudásban. Egyetlen forrás sem foglalja össze ezt a kritikus összehasonlítást világos, alkalmazható döntési szempontokkal — egészen mostanáig.
Ez az útmutató átfogó értékelést nyújt a rögzített és úszó leválasztólemezek között, strukturált kiválasztási keretekkel és gyakorlati ajánlásokkal együtt. Megtudhatja, hogy melyik típus mikor kerül előnybe, megérti a vele járó kompromisszumokat, és bizalmat szerez ahhoz, hogy ezt a lényeges szerszámelkészítési döntést saját alkalmazásaihoz megfelelően meghozza.
Leválasztólemez-kiválasztás értékelési szempontjai
Mielőtt részletekbe menően foglalkoznánk az álló és mozgó leválasztólemezekkel, szükség van egy világos keretrendszerre, amely alapján ezt a döntést meghozhatja. Meghatározott kritériumok nélkül a két lehetőség összehasonlítása találgatássá válik, nem marad mérnöki feladat. Állítsuk fel azt az értékelési módszertant, amelyet a szakemberek alkalmaznak a megfelelő leválasztólemez-konfiguráció kiválasztásakor tokmányos sajtolóformák és bélyegzőalkalmazások esetén.
Öt tényező, amely meghatározza a leválasztólemez sikerét
Amikor mérnökök értékelik, hogy milyen leválasztólemez lenne a legmegfelelőbb adott alkalmazásra, állandóan visszatérnek öt kritikus szemponthoz. Mindegyik tényező súlya eltérő attól függően, hogy milyen konkrét termelési igényekről van szó:
- Leválasztóerő szükséglet :Az anyagból történő kiszakadáshoz szükséges erő általában a kiszakadó erő 10–25%-a között mozog. A nagyobb leválasztási igényű alkalmazásokhoz olyan erősebb lemeztervek szükségesek, amelyek képesek a nyomás állandó biztosítására.
- Anyagvastagság kompatibilitás: A vékony falú anyagok másképp viselkednek a leválasztás során, mint a vastagabb alapanyagok. A lemez kiválasztásának illeszkednie kell a feldolgozandó anyagvastagság konkrét tartományához, mivel az eltérés sérülést okozhat az alkatrészeknél vagy hiányos kiegyensúlyozottsághoz vezethet.
- Gyártási mennyiségi szempontok: Nagy volumenű gyártás esetén olyan leválasztólemezekre van szükség, amelyek teljesítménye millió cikluson keresztül is stabil. Alacsonyabb volumenű gyártásnál egyszerűbb konfigurációk is elfogadhatók, amelyek azonban gyakoribb beállítást igényelhetnek.
- Karbantartási igények: Egyes leválasztólemez-kialakítások rendszeres rugócsere, kenés vagy újraigazítás szükségességét vonják maguk után. Ezek folyamatos igényeinek megértése segít a tényleges üzemeltetési költségek kiszámításában.
- Költséghatékonyság: A kezdeti vételár csak részben tükrözi a teljes képet. Figyelembe kell venni a beszerelés bonyolultságát, a beállítások miatti leállásokat, az alkatrészek cseréjének gyakoriságát és a hatást az alkatrészek minőségére a tulajdonlási összköltség értékelésekor.
Hogyan értékeltük az egyes leválasztó típusokat
Ebben az összehasonlításban a rögzített és mozgó leszedőlemezeket minden fenti szempont alapján értékeljük. Láthatóvá válnak az egyes típusok előnyei, valamint a korlátozások is. Ez a módszer kizárja az elfogultságot, és döntését mérhető teljesítménytényezőkre alapozza.
A szakemberek által használt kiválasztási keretrendszer
A tapasztalt sabtervezők nem szokásból vagy beszállítói javaslatokra hagyatkozva választanak leszedőlemezeket. Rendszeresen illesztik az alkalmazási követelményeket a lemezek képességeihez. Ahogy a részletes összehasonlításokon végighalad, tartsa szem előtt ezeket az értékelési szempontokat – ezek segítik majd abban, hogy olyan konfigurációt válasszon, amely optimális teljesítményt nyújt adott sajtolási feladataihoz.
Rögzített leszedőlemezek stabilitásért és költséghatékonyságért
Most, hogy megértette az értékelési keretet, nézzük meg elsőként a rögzített és mozgó leválasztólemez-összehasonlításban szereplő versenyzőt. A rögzített leválasztólemezek az alkatrész-kidobás alapvető megközelítését képviselik – egy olyan tervezési filozófiát, amely az egyszerűséget, merevséget és konzisztens teljesítményt helyezi előtérbe meghatározott alkalmazási tartományokban.
Amikor a kivágási művelet megjósolható viselkedést és költségkímélő szerszámozást igényel, a rögzített leválasztók gyakran a célszerű választásnak bizonyulnak. Ám pontosan megérteni, hogyan működnek – és hol válnak kiemelkedővé – azonban elválasztja a sikeres szerszámkialakításokat a problémásaktól.
Hogyan biztosítanak a rögzített leválasztók állandó teljesítményt
A rögzített leválasztólemezeket mereven rögzítik a sablonhoz vagy az ütőtartó egységhez, így állandó pozíciót tartanak a sablonalkatrészekhez képest az egész sajtmunka során. Ellentétben a rugós társaikkal, ezek a lemezek nem mozognak függetlenül – hanem magára a sajtmunkára hagyatkoznak az anyag elválasztásához az ütőktől.
Ez a merev rögzítési kialakítás több olyan teljesítményjellemzőt eredményez, amelyeket azonnal észrevehet:
- Üstökös-irányítás: A lemez stabil alapfelületként szolgál, amely irányítja a vezető ütközőket a leválasztólemezekhez való rögzítéshez, és fenntartja a helyes igazítást a nagysebességű működés során
- Állandó hézagtávolságok: A rugódeformáció változóinak hiányában az ütköző és a leválasztó közötti rés állandó marad, így biztosítva az egységes leválasztási műveletet
- Vibráció ellenállása: A saban szerkezethez való szilárd kapcsolat csökkenti az üzemszerű rezgéseket, amelyek befolyásolhatják az alkatrész minőségét
Amikor egyenes vezető ütközőkkel dolgozik a leválasztólemezekhez, a rögzített konfiguráció biztosítja, hogy ezek a kritikus igazítóalkatrészek pontosan megmaradjanak a helyükön. Ez az állapot különösen értékes a progresszív sabas alkalmazásokban, ahol a halmozódó eltolódás több munkaállomáson is felhalmozódhat.
Rögzített leválasztólemezek ideális alkalmazásai
A rögzített leválasztók a saját erősségeiknek megfelelő alkalmazásokban dolgoznak a legjobban. Fontolja meg ezt a kialakítást, ha az Ön projektje a következőkkel foglalkozik:
- Vékony lemezek: 1,5 mm-nél vékonyabb anyagvastagság általában tisztán leválasztható anélkül, hogy az úszó kialakítások által biztosított szabályozott nyomásra szükség lenne
- Nagysebességű sajtolás: 400 ütés/percet meghaladó műveletek profitálnak a kevesebb mozgó alkatrész és az állandó viselkedés előnyeiből
- Pontossági elektronikai alkatrészek: Csatlakozók vázai, csatlakozókapcsok és mikrosajtolású alkatrészek igénylik a rögzített lemezek által nyújtott stabilitást
- Vékony lemezű autóipari alkatrészek: Tartók, kapcsok és kisebb szerkezeti elemek vékony acél- vagy alumíniumlemezből
- Egyszerű kivágási műveletek: Egyszerű geometriájú, kiszámítható anyagviselkedésű egyszerű állványos sablonok
A kulcsfontosságú minta itt az? A rögzített tömörítőlemezek akkor működnek kiemelkedően, amikor az anyagvastagság egy kezelhető tartományon belül van, és a lyukasztó-elem és az anyag kölcsönhatása kiszámítható marad. Különösen hatékonyak akkor, ha a tömörítőlemez felületi érintkezése minimális és szabályozott.
Rögzített tömörítőlemez előnyeinek és hátrányainak áttekintése
Minden szerszámozási döntés kompromisszumokkal jár. Íme egy őszinte értékelés arról, mit hozhatnak a rögzített tömörítőlemezek a sablontervezéshez:
Előnyök
- Alacsonyabb kezdeti költség: Az egyszerűbb felépítés csökkentett gyártási költségekhez vezet – gyakran 20–30%-kal alacsonyabb, mint az összehasonlítható úszó kialakításoké
- Egyszerűbb tervezés és szerelés: Kevesebb alkatrész miatt gyorsabb a beállítás, könnyebb a hibaelhárítás és csökkennek az összeszerelési hibák
- Minimális karbantartási igény: Nincs elernyedő rugó, nincs kalibrálandó állítómechanizmus, nincs kenésre szoruló mozgó alkatrész
- Kiváló teljesítmény vékony lemeznél: Megbízható lefejtést biztosít olyan anyagoknál, ahol a szabályozott erő nem kritikus
- Hosszabb szolgáltatóképesség: Kevesebb elhasználódó alkatrész miatt a megfelelően tervezett rögzített lemezek gyakran hosszabb ideig tartanak, mint a mozgó alternatívák
- Állandó ciklusonkénti viselkedés: Kiküszöböli a rugók öregedése vagy az állítás elmozdulása által bevezetett változókat
Hátrányok
- Korlátozott anyagvastagsági tartomány: Nehezen birkózik meg vastagabb anyagokkal, ahol a szabályozott lefejtési nyomás szükségessé válik
- Kevesebb tűrés a lyukasztó elemek igazítási hibájával szemben: Rugalmas kompenzáció hiányában a kisebb igazítási hiba közvetlenül a lyukasztó és az anyaméret alkatrészekre hat
- Nincs előlefejtési lehetőség: Nem tudja rögzíteni az anyagot a lyukasztó elem fogása előtt, így korlátozott a bonyolult alakítási műveletekben való alkalmazhatósága
- Csökkent alkalmazkodóképesség: A leválasztási viselkedés finomhangolása nehézkes a sablon elkészítése után
- Anyagrugó hatás kihívásai: Vastagabb anyagok esetén a lyukasztószerszámok deformálódhatnak, ha nincs meg a kompenzáló lebegő konstrukció
A rögzített leválasztólemezek a sablontervezésben az 80/20-as megoldást jelentik – az alkalmazások 80%-át kezelik lényegesen kisebb bonyolultsággal. A kulcsfontosságú kérdés az, hogy felismerjük, alkalmazásunk beletartozik-e ebbe a többségbe.
Rögzített leválasztólemezek megadásakor az anyagválasztás különösen fontos. A D2-es szerszámacél kiváló kopásállóságot nyújt nagy sorozatgyártás esetén, míg az OHNS (olajhőntött, nem zsugorodó acél) költséghatékony alternatíva közepes sorozatokhoz. A keménység általában 58–62 HRC tartományban van a leválasztó felületen, így biztosítva a tartósságot túlzott ridegség nélkül.
Ezeknek a jellemzőknek a megértése lehetővé teszi, hogy megfontolt döntést hozzon – vagy felismerje, amikor az alkalmazás további képességeket igényel, amelyeket az úszó leválasztólemezek nyújtanak.
Úszó leválasztólemezek maximális sokoldalúságért
Mi történik akkor, ha az alkalmazás túllépi a rögzített leválasztólemezek kényelmes határait? Amikor a rétegvastagság növekszik, az alkatrész geometriája összetettebbé válik, vagy szigorúbbak lesznek a pontossági követelmények, egy kifinomultabb megoldásra van szükség. Itt jönnek képbe az úszó leválasztólemezek – rugóhatású munkaerők, amelyek igényes sajtoló alkalmazásokat kezelnek, ahol a rögzített alternatívák nem elegendők.
Az úszó leválasztólemezek a prémium kategóriát képviselik a rögzített és úszó leválasztólemezek összehasonlításában, olyan irányított erőátvitelt és alkalmazkodóképességet kínálva, amely nehézkes bélyegzési műveleteket megbízható gyártási folyamatokká alakít át.
Rugóterhelt pontosság igényes alkalmazásokhoz
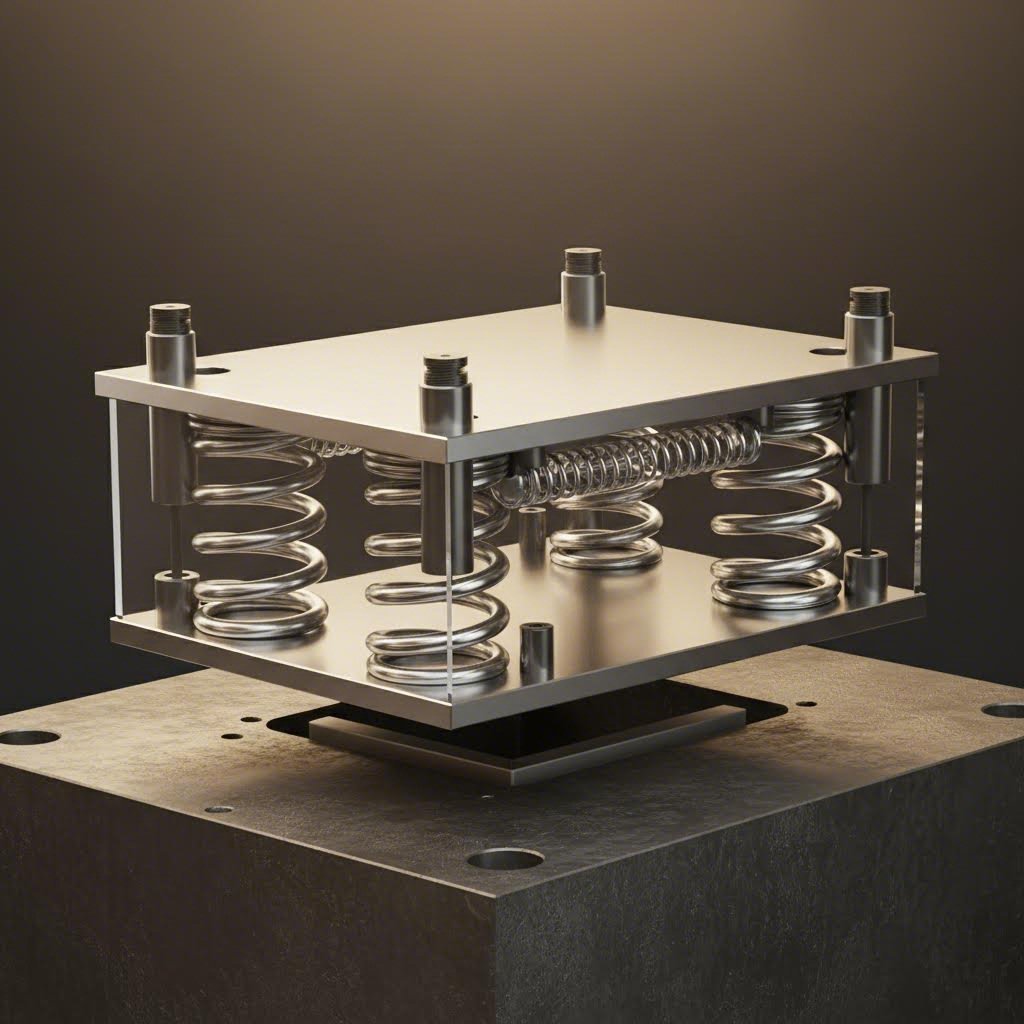
Ellentétben a merev megfelelőikkel, a lehúzó lemezek rugókra vagy más rugalmas elemekre szerelhetők, amelyek lehetővé teszik a független függőleges mozgást. Ez az egyszerű különbség alapvetően megváltoztatja, hogy a lehúzó hogyan hat a munkadarab anyagára.
Így működik a rugóhatású kialakítás gyakorlatban:
- Érintkezés az előfeszítés során: Ahogy az sajtoló lefelé mozog, a lebegő lemez érintkezik az anyaggal, és megtartja azt, mielőtt a dörzsök bekapcsolódnának – ezzel stabilizálva a munkadarabot tisztább vágásokért
- Szabályozott nyomás fúrás közben: A rugók összenyomódnak, miközben a dörzsök behatolnak, és folyamatos lefelé irányuló erőt biztosítanak az anyagon az egész vágóütem során
- Aktív lehúzás visszafelé haladáskor: A visszahúzási ütem során a rugóerő aktívan lelöki az anyagot a dörzsökről, nem csupán a gravitációra és a súrlódásra hagyatkozva
- Automatikus kopás-kiegyenlítés: A rugós kialakítás lehetővé teszi a kisebb dörzs-kopás kompenzálását anélkül, hogy a sablon beállítására lenne szükség
A leválasztólemez rugótartók kulcsfontosságú szerepet játszanak ebben a rendszerben, rögzítve a rugókat a megfelelő helyzetben, miközben lehetővé teszik a megfelelő összenyomódási utat. Ezek az alkatrészeknek millió ciklust kell elviselniük lazulás vagy meghibásodás nélkül – ezért különösen fontos a minőségi tartók kiválasztása a hosszú távú megbízhatóság érdekében.
A csodálatos hatás a szabályozott nyomásátadásban rejlik. Míg a merev lemezek egyetlen, statikus kapcsolatot biztosítanak az anyaggal, a mozgó kialakítások dinamikus kölcsönhatást hoznak létre, amely alkalmazkodik az anyagváltozásokhoz, az ütőszerszám állapotához és az üzemeltetési igényekhez.
Amikor a mozgó leválasztólemezek felülmúlják a merev alternatívákat
Bizonyos alkalmazások gyakorlatilag szükségessé teszik a mozgó leválasztólemezek használatát. Ha a projektje bármelyik alábbi forgatókönyvvel megegyezik, akkor a magasabb beruházás általában megtérül a minőség és a termelékenység javulásában:
- Vastag anyagok feldolgozása: Az 1,5 mm-nél vastagabb anyagok olyan szabályozott erőt igényelnek, amely megakadályozza az anyag felemelkedését, és biztosítja az ütőszerszám teljes behatolását
- Folyamatos (progresszív) sablonműveletek: A többállású sabunkák előnyt jelentenek a lebegő lemezek által biztosított anyagvezérlésnek köszönhetően, fenntartva a pontosságot a sorozatos műveletek során
- A lefúrás megelőzése: Az aktív lefelé irányuló nyomás a kihúzás során drámaian csökkenti a hüvelyek sabun keresztüli visszahúzásának tendenciáját
- Nagy pontosságú alkatrész pozícionálás: Az állítható kihúzólemezek lehetővé teszik az anyag leszakaszolásának finomhangolását olyan alkalmazásoknál, amelyek szűk pozíciós tűréshatárokkal rendelkeznek
- Változó anyagállapotok: Amikor változó vastagságú anyagokat vagy különböző keménységű tételeket dolgozunk fel, a rugók kompenzálják ezeket a változásokat
- Összetett alkatrész geometriák: Olyan alkatrészek, amelyek kidomborított elemekkel, mélyhúzott területekkel vagy bonyolult kerületi formákkal rendelkeznek, előnyt élveznek a szabályozott anyagkezelésből
Fontolja meg az eltávolító lemezek formázását fröccsöntő formákban – hasonló funkciót látnak el, rugóerőt használva tisztán kisajtolják az alkatrészeket összetett üreggeometriákból. Az alapul szolgáló elv közvetlenül alkalmazható a fémsajtolásban: a szabályozott erőkifejtés olyan problémákat old meg, amelyekkel a merev rendszerek nem tudnak megbirkózni.
Úszó eltávolító lemezek előnyei és korlátai
Egy megfontolt döntéshez mind a előnyök, mind a korlátok őszinte értékelése szükséges. Az úszó eltávolító lemezek vonzó előnyökkel rendelkeznek – de ezek sem járnak kompromisszumok nélkül.
Előnyök
- Kiválóbb alkatrész-vezérlés: Az anyag végig biztosan pozícionálva marad az ütőszeg mozgása során, kiküszöbölve az eltolódást, amely méretingadozást okoz
- Hatékonyan kezeli a vastagabb anyagokat: A rugóerő ellensúlyozza az anyag rugóhatását és felemelkedési erőket, amelyek túlterhelik a rögzített lemezeket
- Jelentősen csökkenti a hüvelyk kihúzódását: Az aktív eltávolítási nyomás a hüvelyket a forma nyílásában tartja, ahelyett hogy az ütőszeggel együtt visszahúzná őket
- Képes az ütőszeg kopásának kompenzálására: Ahogy a vágóélek tompák lesznek, a rugó rugalmassága hatékony lefejtést biztosít azonnali beállítás nélkül
- Állítható erőátvitel: A rugó előfeszítése és kiválasztása lehetővé teszi a lefejtőerő finomhangolását az adott alkalmazási igényekhez
- Védett döntők sérülés ellen: A szabályozott anyagbevezetés csökkenti az oldalirányú terhelést, amely eltörheti vagy letörheti a vágóéleket
- Élminőség javítása: Megfelelő anyartartás minimalizálja a maradékanyag képződését és a deformálódást a kiszúrt elemek körül
Hátrányok
- Magasabb Kezdeti Költség: A rugók, reteszek és precíziós megmunkálási követelmények növelik a kezdeti szerszámköltségeket
- Rugókarbantartás szükséges: A nyomórugók idővel fáradnak, így rendszeres ellenőrzést és cserét igényelnek
- Összetettebb beállítás: A megfelelő rugóelőfeszítés és menetállás beállítása jártasságot igénylő sablonbeállítókat és hosszabb beállítási időt igényel
- További kopóhelyek: A rugótálcák, vezetőcsapok és rögzítőfelületek olyan alkatrészeket jelentenek, amelyek figyelést igényelnek
- Inkonzisztencia lehetősége: Elhasználódott vagy nem illő rugók egyenetlen leszedő erőt okozhatnak a lemez felületén
- Növekedett sablonmagasság: A rugómenet igénye növeli az összes sablonmagasságot, ami potenciálisan korlátozhatja a sajgó kompatibilitást
A megfelelő rugó kiválasztása kritikus a lebegő leszedőlemez sikeres működéséhez. A rugóknak elegendő erőt kell biztosítaniuk teljes munkahosszukon, miközben millió számú összenyomási ciklust is kibírnak – ez az egyensúly óvatos mérnöki tervezést igényel, nem történhet önkényesen.
A lehúzó lapok lebegő kialakításának megadásakor különös figyelmet érdemelnek a rugóerő számításai. A lehúzó erőnek képesnek kell lennie legyőzni az anyag fogást a dörzsön, valamint minden vákuumhatást, miközben elég finomnak kell maradnia, hogy elkerülje az alkatrész deformálódását. Ez a számítás az anyag típusától, vastagságától, a dörzs kerületétől és a vágóréstől függ – olyan változóktól, amelyek mindegyike alkalmazásonként eltérő. Ahelyett, hogy általános képleteket alkalmaznánk, érdemes tapasztalt sablontervezőkkel vagy rugógyártókkal konzultálni, akik képesek értékelni az Ön specifikus igényeit.
A lebegő lemezek által nyújtott állíthatóság különösen értékes a sablonpróbák és a gyártás optimalizálása során. Ha a lehúzó teljesítmény nem teljesen megfelelő, a rugó előfeszítését módosíthatja vagy más rugóállandójú rugókra cserélhet, anélkül hogy nagyobb sablonmódosításokat kellene végezni – ez a rugalmasság pedig egyszerűen nem érhető el rögzített lemezek esetén.
Mivel mind a rögzített, mind a lebegő lehetőségeket már alaposan áttekintettük, most készen áll arra, hogy feltárja, hogyan emelik tovább a fejlett mérnöki képességek a lehúzó lemezek teljesítményét.
Pontosan Kialakított Szedőmegoldások Az Autóipari Kiválóságért
Már látta, hogyan biztosítják a rögzített szedőlemezek a költséghatékonyságot vékony anyagok esetén, és hogyan kezelik a lebegő kialakítások a nehézkes vastag anyagú alkalmazásokat. De mi történik akkor, ha a projektje mindkét világ legjobbját igényli? Amikor az autógyártók hibamentes alkatrészeket követelnek meg, amikor a tűrések mikron szintre szűkülnek, és amikor a gyártási mennyiségek több millió darabba emelkednek – ekkor az átlagos megközelítések elérkeznek határaikhoz.
Itt lépnek színre a precíziós szedőlemez-megoldások. A modern sababeszerezés előretekintő szimulációs technológiát, tanúsított gyártási folyamatokat és szakértői tervezési módszertant kombinál, hogy olyan szedőrendszereket hozzon létre, amelyek konkrét alkalmazási igényekhez optimalizáltak. Akár fröccsöntőforma-szedőlemezt igényel műanyag alkatrészekhez, akár sajtoló sabaszedőt fémalkatrészekhez, az elv, amely a kiválóságot meghatározza, mindig ugyanaz.
Mérnöki Kiválóság a Modern Szedőlemez-tervezésben
Mi különbözteti meg a megfelelő mértékű csúszólemez-teljesítményt a kiváló eredményektől? A válasz az egyedi követelmények megértésében rejlik. Az anyagjellemzők eltérnek a beszállítók között. A alkatrészgeometriák helyi feszültségkoncentrációkat hoznak létre. A gyártási sebességek befolyásolják a hőviselkedést. A szakértő mérnöki munka ezeket a változókat szisztematikus elemzéssel veszi figyelembe, nem pedig általános specifikációkkal.
Gondoljon bele, mi is az a csúszólemez fröccsöntési környezetben – ellenállónak kell lennie a hőciklusoknak, ellenállnia kell az adalékanyagokkal ellátott polimerek kopásának, és konzisztens kitolóerőt kell biztosítania az alkatrész felületén. A fémsajtoló csúszólemezek más kihívásokkal néznek szembe: nagy frekvenciájú ütőterhelés, abrazív anyagérintkezés és pontos igazítási követelmények. A szakmai sabvmérnöki tervezés ezeket az alkalmazás-specifikus igényeket a következőképpen kezeli:
- Anyagválasztás optimalizálása: A szerszámacél minőségek összeegyeztetése az adott kopási mintákkal, terhelési feltételekkel és felületminőségi követelményekkel
- Geometriai analízis: Komplex alkatrészkerületek mentén a lefejtőerő eloszlásának értékelése a helyi túlterhelés megelőzése érdekében
- Hővezérlés: Figyelembe kell venni a nagy sebességű műveletek során keletkező hőt, amely befolyásolja az illesztések méretét és az anyag viselkedését
- Integrációs tervezés: Olyan lefejtőrendszerek tervezése, amelyek másik kihúzóalkatrészekkel összhangban működnek az optimális teljesítmény érdekében
Az injekciós formatervezésnél alkalmazott lefejtőlap-megközelítés hasznos tanulságokkal szolgál a sajtolóalkalmazások számára. Az űrformatervezők rendszeresen szimulációs eszközöket használnak a kioldási viselkedés előrejelzésére még azelőtt, hogy feldolgoznák az acélt – ezt a módszert egyre inkább átveszik a progresszív sajtolóformák tervezői is a bonyolult lefejtőlap-kihívások kezelésére.
Hogyan optimalizálja a CAE-szimuláció a lefejtő teljesítményét
Bonyolultnak hangzik? Nem kell, hogy az legyen. A számítógéppel segített mérnöki (CAE) szimuláció a lefejtőlap-optimalizálást a találgatásból tudományossá teszi. A gyártás megkezdése előtt a mérnökök virtuálisan tesztelhetik a különböző konfigurációkat, előrejelezhetik a lehetséges problémákat, és finomíthatják a terveket az optimális teljesítmény érdekében.
A CAE szimuláció olyan kritikus kérdésekre ad választ, amelyekre a hagyományos módszerek nem tudnak megbízhatóan válaszolni:
- Erőeloszlás térképezés: A lefejtőerők lemezfelületen történő eloszlásának vizualizálása felfedi az erősítésre vagy terhelés csökkentésére szoruló területeket
- Alakváltozás-elemzés: A terhelés alatti lemezdeformáció előrejelzése azonosítja azokat a konstrukciókat, amelyek fenntartják a kritikus hézagokat a teljes sajtolási ütem során
- Rugóállandó optimalizálás: Lebegő kialakítású rendszereknél a szimuláció segít olyan rugókombinációk meghatározásában, amelyek egységes erőt biztosítanak a munkahézag teljes tartományában
- Kopás-előrejelzés: A magas kopásnak kitett zónák azonosítása iránymutatást nyújt a felületkezelési döntésekhez és a karbantartási tervezéshez
- Hőhatások modellezése: A hőmérséklet okozta méretek változásának megértése megelőzi a hézagtartomány-problémákat a gyártás során
A Shaoyihoz hasonló vállalatok fejlett CAE szimulációt alkalmaznak a leszedőlemez tervezésének optimalizálására a szerszámgyártás megkezdése előtt. Ez a módszer időben felfedezheti a lehetséges problémákat – amikor még fillérekbe kerül a módosítás, nem dollárba – és felgyorsítja a fogalmaktól a termelésre kész szerszámokig vezető utat.
A szimuláció-vezérelt módszertan különösen értékes a rögzített és úszó típusú leszedőlemez közötti döntés értékelésekor. Az egyszerű tapasztalaton alapuló szabályok helyett az mérnökök mindkét konfigurációt modellezhetik egy adott alkalmazásra, és objektíven összehasonlíthatják az előrejelzett teljesítményüket. Néha az elemzés azt mutatja, hogy egy jól megtervezett rögzített lemez kezelni tud egy olyan alkalmazást, amelyet korábban csak úszó kialakításra bíztak – vagy fordítva.
Pontos gyártás hibamentes eredményért
Még a legelegánsabb tervezés sem hoz eredményt pontossággal gyártás nélkül, hogy életre kelhessen. Az autóipari alkalmazások különösen olyan gyártási képességeket igényelnek, amelyek folyamatosan szigorú specifikációknak megfelelő szerszámokat állítanak elő. Itt válnak jelentősségteljessé az IATF 16949-hez hasonló tanúsítványok, nem csupán díszítő elemmé.
Az IATF 16949 tanúsítvány egy, az autóipari ellátási lánc követelményeire kifejezetten kialakított minőségirányítási rendszert jelez. A leválasztólemez gyártása esetén ez a következőket jelenti:
- Dokumentált folyamatirányítás: Minden gyártási lépés hitelesített eljárásokat követ, amelyek ismételhetőséget biztosítanak
- Mérési rendszer érvényesítése: A vizsgálóberendezések rendszeres kalibráció és képesség-ellenőrzés alá esnek
- Nyomon követhetőség: Anyagtanúsítványok és feldolgozási nyilvántartások összekapcsolják a kész alkatrészeket az alapanyagokkal
- Folyamatos fejlesztés: A minőségi adatok rendszerszerű elemzése folyamatos folyamatfejlesztést hajt előre
Amikor a csikaszólemez pontossága közvetlenül befolyásolja az alkatrész minőségét – és az autógyártók visszakövetik a hibákat az ellátási lánc mentén –, akkor ezek a gyártási irányítások elengedhetetlenné válnak, nem maradhatnak csak opcionálisak. Egy példa a ezüst csikaszólemez felületénél: az egységes felületelőkészítésre és a bevonat vastagságának szabályozására van szükség, amit kizárólag szigorú gyártási folyamatok képesek biztosítani.
A megfelelő és kiváló csikaszólemez teljesítmény közötti különbség gyakran a gyártási pontosságon múlik – azon képességen, hogy mikronos, nem tizedes pontossággal hozzák létre folyamatosan az alkatrészeket a tervezési szintentnek megfelelően.
A professzionális sabermérnöki szolgáltatások ötvözik e képességeket—CAE szimuláció, tanúsított gyártás és alkalmazási szakértelmet—annak érdekében, hogy a konkrét igényekhez optimalizált lefejtőlemez megoldásokat nyújtsanak. A Shaoyi mérnöki csapata példát mutat erre az integrált megközelítésre, amely gyors prototípusgyártást kínál akár 5 nap alatt, és szimulációalapú tervezési módszertanuknak köszönhetően 93%-os elsőkörös elfogadási arányt ér el. Ők kiterjedt formatervezési és gyártási képességeikkel olyan igényes autóipari alkalmazásokat szolgálnak ki, ahol az álló és úszó lefejtőkialakítások is szakértői mérnöki tudást igényelnek az OEM-szabványok teljesítéséhez.
A pontossági sabermérnöki szakértőkkel való együttműködés főbb előnyei:
- Gyors prototípuskészítési lehetőségek: Fejlesztési időtáv felgyorsítása gyorscserélhető szerszámokkal érvényesítő teszteléshez
- Magas elsőkörös elfogadási arány: Szimulációval validált tervek csökkentik a próbafuttatások számát és felgyorsítják a termelési indítást
- OEM-szabványú szerszámozás: Teljesítse a dokumentációs, minőségi és nyomonkövethetőségi követelményeket, amelyeket az autóipari vásárlók megkövetelnek
- Alkalmazásspecifikus optimalizálás: Profittaljon olyan műszaki szakértelme, amely a leválasztólemez-terveket az Ön egyedi igényeihez igazítja
Függetlenül attól, hogy alkalmazása ezüstözött felületkezelést igényel-e korrózióállóság érdekében, vagy speciális edzést kopásálló anyagokhoz, a precíziós mérnöki megoldások biztosítják, hogy a kész szerszám az első darabtól kezdve egészen a termékéletciklus végéig hibátlanul működjön.
Mivel a mérnöki kiválóság határozza meg az optimális leválasztólemez-teljesítmény alapjait, nézzük meg közelebbről a rendszert kiegészítő alapvető komponenseket és tartozékokat.
Alapvető Leválasztólemez-alkatrészek és Tartozékok
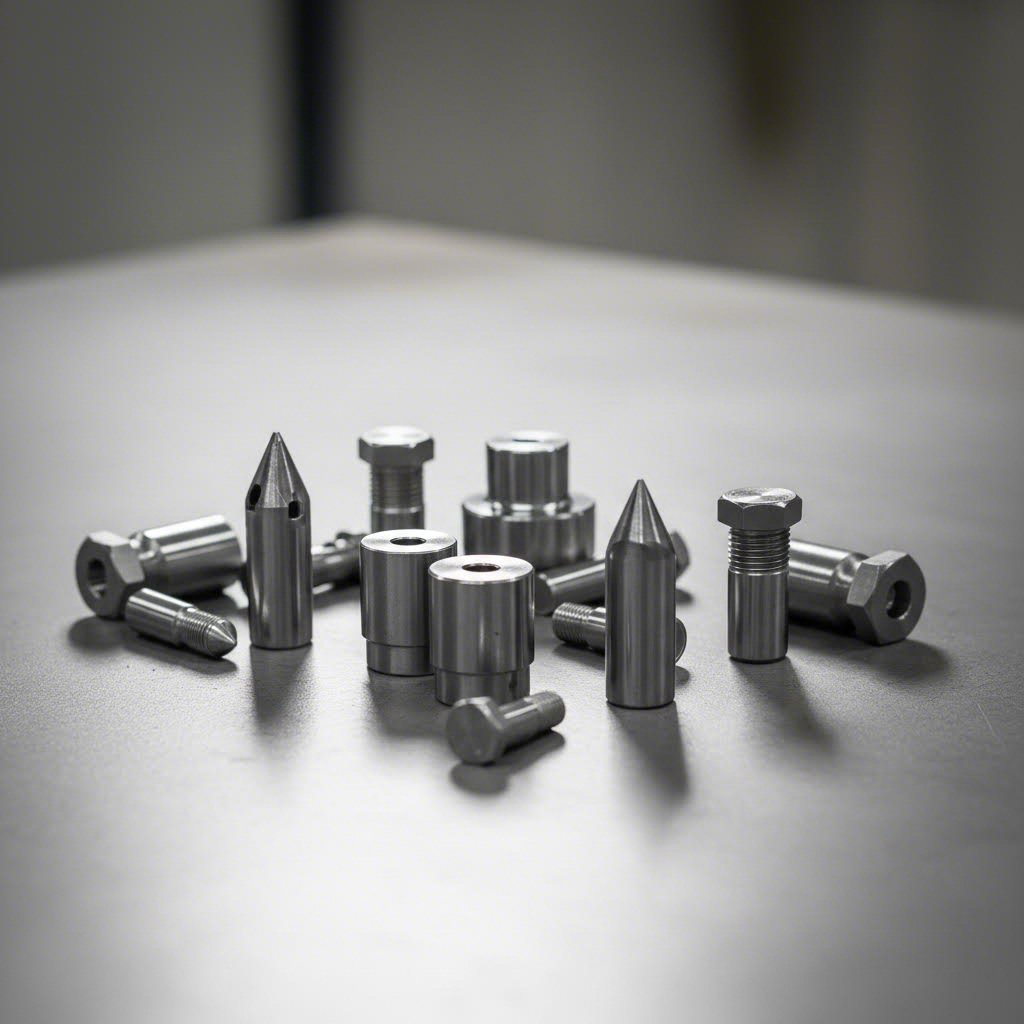
A leválasztólemez-kiválasztása – legyen az rögzített vagy úszó típusú – csupán a teljes rendszer egy részét képezi. A lemez körül elhelyezkedő alkatrészek jelentősen befolyásolják az egész bélyegző sablon teljesítményét, élettartamát és a kész alkatrészek minőségét. Az irányító lyukasztók, rugótartók és leválasztó csavarok együttesen működnek a kiválasztott lemeztervvel, megbízható leválasztó rendszer kialakítása érdekében.
Gondolja végig így: még a legfinomabb úszó lyukasztólemez is alacsony szinten működik, ha nem megfelelő vezérlyukasztókkal vagy helytelenül meghatározott rugókkal van párosítva. Ezeknek a támogató alkatrészeknek a megértése segít teljes rendszereket építeni, nem pedig elkülönült megoldásokat.
Vezérlyukasztó kiválasztása lyukasztólemez-rendszerekhez
A vezérlyukasztók olyan lényeges funkciót látnak el, ami messze túlmutat az egyszerű lyukasztáson. Ezek a precíziós alkatrészek biztosítják a szalag pontos helyzetét a progresszív sablon műveletei során, így minden állomás pontosan a megfelelő pozícióban kapcsolódik a munkadarabhoz. Amikor karbid vezérlyukasztókat választ lyukasztólemezek rögzítéséhez, olyan igazítási pontosságba fektet be, amely minden sablonállomáson felhalmozódik.
Az egyenes vezérlyukasztóknak a lyukasztólemezekhez szigorú követelményeket kell teljesíteniük:
- Koncentricitás: A vezérátmérőnek mikronokon belüli pontossággal kell illeszkednie a szárhoz, hogy elkerülje a halmozódó pozícionálási hibákat
- Felületkezelés: A sima vezérfelületek csökkentik a súrlódást a szalag előtolása során, és minimalizálják a vezérlyukak kopását
- Merevség: A vezérlőhegynek ellenállónak kell lennie az ismétlődő anyagérintkezésből eredő kopásnak, miközben megőrzi méretstabilitását
- Hosszpontosság: A megfelelő vezérlőbehatolási mélység biztosítja, hogy a szalag pozícionálódjon, mielőtt a vágóütők elérnék az anyagot
A vezérlőütő bekapcsolódása és a leszedőlap típusa közötti kapcsolat gondos figyelmet érdemel. Rögzített leszedő tervezésnél a vezérlőknek teljesen be kell hatolniuk a szalagba, mielőtt a vágóütők áthatolnának a lemezfelületen. A mozgó leszedők nagyobb rugalmasságot kínálnak — a rugósan felfüggesztett lemez rögzíti az anyagot, miközben a vezérlők pozícionálnak, így egy szabályozott bekapcsolódási sorrend jön létre, csökkentve a helytelen pozícionálás kockázatát.
Kritikus alkatrészek, amelyek javítják a leszedő teljesítményét
A vezérlőütőkön túl több alkatrészcsoport is befolyásolja, hogy mennyire jól működik leszedőlemez-rendszered a termelési élettartam során:
- Rugótartó lehetőségek: Ezek az alkatrészek rögzítik a nyomórugókat úszó lefejtő alkalmazásokban. A minőségi tartók megtartják a rugók helyzetét több millió ciklus során is, megakadályozva a lazulást vagy a helytelen igazítást, amely egyenetlen lefejtőerőt okozhat. Fontolja meg a vállas kialakítású tartók használatát a biztos rugóhelyezés érdekében, vagy a csavarfejes kialakításokat a könnyen hozzáférhető állításhoz.
- Lefejtőcsavar-konfigurációk: Az úszó lemezeket az anyaméretekhez kapcsoló csavaroknak erősséget és állíthatóságot kell egyensúlyozniuk. A finommenetes kialakítások pontos előfeszítés-szabályozást tesznek lehetővé, míg a szabványos menetek egyszerűbb cserelehetőséget biztosítanak. A csavaranyag-választás – szabványos ötvözött acéltól a prémium minőségekig – befolyásolja a fáradási élettartamot ciklikus terhelés alatt.
- Iránytűs és csapágybélés rendszerek: A megfelelő lemezvezetés megakadályozza az oldalirányú mozgást, amely okozhatja az ütőszeg és a lefejtőlemez felületi érintkezési problémáit. Pontosan köszörült iránytűk párosítva minőségi csapágybérelésekkel fenntartják az igazítást még kopás felhalmozódása esetén is.
- Tartólemezek és alátéttömbök: Ezek a tartóalkatrészek az eltávolító erőket az egész lemezfelületen elosztják, megakadályozva a helyi deformációt, amely befolyásolja az alkatrész minőségét.
Az ütőszeg mozgásának távolsága – az a löketméret, amelyen az ütőszeg áthalad az eltávolító lemezen – jelentősen befolyásolja az alkatrészek kiválasztását. A hosszabb ütőszeg-löket szilárdabb vezetőpályát és nagyobb rugóutat igényel a lebegő kialakításoknál. Amikor az ütőszeg-eltávolító lemez súrlódik a felszínnel illesztési hiba esetén, mindkét alkatrész gyorsabb kopást szenved.
Keményfém vs. Szabványos vezető ütőszeg összehasonlítása
Az egyik legnagyobb hatású döntés az ütőszeg anyagának kiválasztása. A keményfém és a szabványos szerszámacél közötti választás befolyásolja az élettartamot, a karbantartási intervallumokat és a hosszú távú üzemeltetési költségeket.
| A tulajdonságok | Keményfém Egyenes Vezető Ütőszeg | Szabványos Szerszámacél Vezetők |
|---|---|---|
| Kopásállóság | Kiváló – megtartja az átmérőt több millió cikluson keresztül | Jó – a fokozatos kopás időszakos cserét igényel |
| Kezdeti költség | 3-5-ször magasabb, mint a szabványos alternatívák | Alacsonyabb kezdeti befektetés |
| Legjobb alkalmazások | Nagy mennyiségű gyártás, tömörítő anyagok, szigorú tűrések | Közepes mennyiség, nem tömörítő anyagok, szabványos tűrések |
| Törési kockázat | A nagyobb ridegség óvatos kezelést igényel | Ütéseket és helytelen igazítást jobban elvisel |
| Újraélezési lehetőség | Korlátozott—általában cserélik, nem élezik újra | Többszöri újraélezés meghosszabbítja az élettartamot |
Karbid egyenes vezetőtüskék, amelyek a leválasztólemezekhez rögzíthetők, igénybe vett alkalmazásokban meggyőző előnyökkel rendelkeznek. Olyan tömörítő anyagok, mint az ötvözött acél vagy a szilíciumacél feldolgozása során a karbid vezetőtüskék sokkal hosszabb ideig megőrzik pontosságukat, mint a szabványos alternatívák. Olyan műveletek esetében, amelyek napi három műszakban folynak minimális tervezett leállással, a csere ritkasága gyakran indokolja a magasabb kezdeti beruházást.
A karbid ridegsége azonban tiszteletet követel. A sablon beállítása során a helytelen kezelés, véletlen ütközés vagy súlyos igazítatlanság azonnal eltörheti a karbid vezetőt – míg az acél megfelelője ugyanezt a terhelést esetleg csak felületi károsodással túléli. Ez a jellemző nemcsak az anyag, hanem a leválasztó lemez típusának kiválasztását is befolyásolja: az úszó leválasztók szabályozott kapcsolódási sorrendje csökkenti azt az ütőterhelést, amely veszélyezteti a karbid alkatrészeket.
Az alkatrészszintű döntések hatása összeadódik a teljes sablonrendszerben. Annak ellenére, hogy prémium karbid vezetőtüskékre költünk a leválasztó lemezekhez való rögzítés érdekében, a rugótartó minőségének elhanyagolása olyan rendszert eredményez, amelyet a leggyengébb eleme határol be.
Amikor a vezetődörzsöket és kiegészítőket adja meg a kidobólap-rendszeréhez, vegye figyelembe a teljes működési környezetet. Illessze össze a rendszer elemeinek minőségi szintjét, válasszon anyagokat, amelyek megfelelnek a termelési mennyiségének, és győződjön meg arról, hogy minden elem összhangban működik a választott rögzített vagy úszó laptervezéssel.
Kidobó sín és gyűrűk alternatív megoldásként
Eddig a rögzített és úszó kidobólap közötti választásra koncentráltunk – de mi van, ha egyáltalán nem a lap a megfelelő megoldás? Néha a legjobb döntés nem a rögzített vagy úszó kialakítás közötti választás, hanem az, ha lépünk egyet hátra, és felismerjük, hogy a kidobó sín vagy gyűrű jobban kielégítheti az alkalmazási igényeinket.
Ezek az alternatív kidobási módszerek fontos szerepet töltenek be az állványtervezésben. Annak megértése, hogy mikor melyik módszer a hatékonyabb, segít elkerülni az egyszerű alkalmazások túlméretezését, miközben biztosítja, hogy az összetett állványok megfelelő megoldást kapjanak.
Amikor a kidobó sín felülmúlja a lapokat
Képzeljen el egy egyszerű kivágási műveletet – egyetlen ütővel készülnek egyszerű kerek vagy téglalap alakú alkatrészek a lemezanyagból. Szükséges ebben az alkalmazásban egy teljes lapleszedő szerkezet az összes vele járó bonyolultsággal és költséggel? Gyakran a válasz nem.
A leszedősínek egyszerűbb sablonkonfigurációkhoz nyújtanak áttekinthető alternatívát. Ezek a keskeny, edzett szerszámacél sávok a sablonnyílás fölött rögzülnek, és az ütő mindkét oldalán érintkeznek a munkadarabbal. Amikor az sajtoló visszatér, a sín megtartja az anyagot, miközben az ütő visszahúzódik.
Fontolja meg a leszedősínek használatát, ha az alkalmazása a következők valamelyikét tartalmazza:
- Egyszerű kivágó sablonok: Egylépcsős műveletek egyszerű alkatrészgeometriával profitálnak a csökkentett bonyolultságból
- Nagy felületű ütők: Amikor olyan széles leszedőlapok lennének szükségesek, amelyek szélesebbek, mint a rendelkezésre álló alapanyag, a sablonnyílást áthidaló sín gyakorlati megoldást jelent
- Gyorscsere eszközök: A sínek gyorsabb hozzáférést biztosítanak az ütőkhöz cseréhez vagy élezéshez, mint a teljes lemezek eltávolítása
- Korlátozott sablonmagasság: A rudak minimális függőleges profilja megőrzi a zárómagasságot nyomóerő-érzékeny alkalmazásokban
- Költségérzékeny projektek: A rudak kevesebb anyagot és gépelőkészítést igényelnek, mint a teljes lemezek, csökkentve ezzel az eszközberuházást
Mi a kompromisszum? A kiszedőrudak kevésbé hatékonyan szabályozzák az anyagot, mint a lemezek. Csak keskeny vonalak mentén érintkeznek a munkadarabbal, nem pedig a teljes felületen. Vékony anyagoknál vagy olyan műveleteknél, ahol a darab síksága nem kritikus, ez a korlátozás ritkán jelent problémát. Pontos anyagtartásra szoruló alkalmazásoknál továbbra is a teljes lemezű kiszedők a jobb választás.
Gyűrűs kiszedők speciális alkalmazásokhoz
Mi a helyzet az elkülönítetten működő kör alakú dörzsökkel? A gyűrűs kiszedőket – más néven kiszedőgyűrűket vagy tokmányokat – koncentrikusan helyezik el az egyedi dörzsök körül, így pontosan ott biztosítva a kiszedőerőt, ahol szükséges.
Ez az alternatív lemez-kiszedő megoldás különösen jól teljesít meghatározott helyzetekben:
- Egyedülálló dörzsű furatolási műveletek: Amikor egy kerek nyílás dominál a bélyegzési funkcióban, egy gyűrűs leválasztó hatékony leválasztást biztosít teljes lemezfelület nélkül
- Forgótornyos lyukasztó szerszámok: Az egyedi lyukasztó állomások saját, minden szerszámmal együtt mozgó, önálló leválasztó rendszerekből profitálnak
- Nagy átmérőjű lyukasztók: A nagy méretű kör alakú lyukasztók jelentős, kis területre koncentrálódó leválasztó erőket fejtenek ki – a gyűrűk hatékonyan kezelik ezeket a terheléseket
- Utólagos felszerelési alkalmazások: Leválasztó képesség hozzáadása meglévő sablonokhoz gyakran könnyebb gyűrűkkel, mint teljes lemezrendszerek beépítésével
- Rugós változatok: A gyűrűs leválasztók egyéni rugókat is tartalmazhatnak, amelyek úszó jellegű viselkedést biztosítanak egyszeri lyukasztás esetén
A gyűrűs leválasztók általában a leválasztólemez formájába vagy tartóba szerelhetők enyhén interferenciális illesztéssel vagy rögzítőcsavarokkal. A gyűrű belső átmérője irányítja a lyukasztót, míg alsó felülete a leválasztás során érintkezik a munkadarabbal. Ez a kettős funkció – irányítás és leválasztás – különösen értékesvé teszi a gyűrűket az olyan hosszú, vékony lyukasztóknál, amelyek hajlamosak az elhajlásra
Lemezek, rudak és gyűrűk közötti választás
Hogyan dönti el, melyik leszedési módszer felel meg az alkalmazásának? A döntés a sablon összetettségétől, az alkatrész geometriájától és a gyártási igényektől függ:
| Leszedési módszer | Legjobb alkalmazások | Fő előnyök | Fő korlátozások |
|---|---|---|---|
| Leszedőlemezek (rögzített/úszó) | Progresszív sablonok, összetett geometriák, precíziós alkatrészek | Teljes anyagvezérlés, ütőszeg irányítása, sokoldalúság | Magasabb költség, bonyolultabb tervezés |
| Leszedőrudak | Egyszerű kivágás, nagy alkatrészek, gyorscsere sablonok | Alacsonyabb költség, könnyű lyukasztás, minimális magasság | Korlátozott anyagtartás, kevésbé pontos |
| Gyűrűs leválasztók | Kerek lyukasztók, toronyszerszám, utólagos alkalmazások | Koncentrált erő, lyukasztóvezetés, moduláris tervezés | Csak kerek lyukasztók, egyéni beállítás szükséges |
Amikor értékeli a lehetőségeket, tegye fel ezeket az irányadó kérdéseket:
- Hány lyukasztó igényel leválasztást? Több, egymáshoz közeli lyukasztó esetén a lemezek előnyösek; elkülönített lyukasztók esetén rudak vagy gyűrűk megfelelőek lehetnek
- Milyen alkatrész geometriát gyártok? Összetett kerületek esetén lemezek szükségesek; egyszerű alakoknál rudak vagy gyűrűk is megfelelőek
- Mennyire kritikus az anyag síkossága? A szigorú síkossági követelmények a teljes lemezalapú leválasztók felé mutatnak
- Mi az én költségvetési korlátom? Korlátozott költségvetés esetén egyszerűbb rudas megoldások előnyösek lehetnek megfelelő alkalmazásoknál
- Milyen gyakran fogom cserélni az ütőszerszámokat? Gyakori cserék esetén a könnyebb hozzáférhetőség miatt a rudak vagy gyűrűk előnyösek
A legjobb leválasztási megoldás az adott alkalmazás tényleges követelményeihez igazodik – nem feltétlenül a rendelkezésre álló legkifinomultabb opció. Az egyszerű kivágó sablonok, amelyek leválasztólemezzel rendelkeznek, túlméretezettek; a folyamatos sablonok, amelyek csak leválasztórudakat tartalmaznak, alultervezettek.
Sok termelési sablon ezeket a módszereket stratégiai módon kombinálja. Egy folyamatos sablon például több állomáson át úszó leválasztólemezt használhat, miközben elkülönített, nagy átmérőjű ütőszerszámokhoz, amelyek különösen nagy leválasztási erőt igényelnek, gyűrűs leválasztókat alkalmaz. Ez a hibrid megközelítés minden egyes állomás leválasztórendszerét az adott igényekhez optimalizálja.
Most, hogy már ismeri az alternatív lefejtési megoldásokat, készen áll a teljes körű, egymással szembeállított összehasonlításra, amely minden lehetőséget egyesített választási keretrendszerbe foglal.
Teljes összehasonlítás: Rögzített és mozgó lefejtőlemez
Áttekintette a rögzített lefejtőlemezeket, a mozgó konstrukciókat, a precíziós mérnöki megoldásokat és az alternatív lefejtési módszereket. Most eljött az ideje, hogy mindent egy helyre hozzon – a részletes összehasonlításra, amelyre várt: az oldalról-oldalra történő elemzésre, amely minden lényeges tényezőt egyesít, és hatékony döntéshozatali útmutatót nyújt.
Ez nem arról szól, hogy egyetemes győztest nyilvánítsunk ki. Ehelyett egy világos keretrendszert kap, amely segítségével minden lefejtőlemez-típust konkrét alkalmazási követelményekhez tud igazítani. A megfelelő választás teljes mértékben az Ön egyedi termelési igényeitől, az anyagjellemzőktől és a teljesítményre vonatkozó prioritásoktól függ.
Rögzített vs. Mozgó: Összehasonlítás
A rögzített és úszó kihúzólemez közötti választás során hat tényező a legfontosabb. Az alábbi összehasonlító táblázat mindhárom megoldási szintet — precíziós, úszó és rögzített — bemutatja ezekben a kritikus teljesítménytényezőkben:
| Értékelési szempont | Pontossági mérnöki megoldások | Úszó kihúzólemezek | Rögzített kihúzólemezek |
|---|---|---|---|
| Kihúzóerő-teljesítmény | Pontosan kalibrálva a CAE szimulációval az adott alkalmazási igényekhez; az ütőerő 10–25%-át képes kezelni precíziós beállítással | A rugók kiválasztásával állítható; általában hatékonyan kezeli a nagyobb kihúzóerőket | Kizárólag a merev rögzítés által kezelhető erőkre korlátozódik; alacsonyabb erőigényű alkalmazásokhoz ideális |
| Anyagvastagság tartománya | Teljes spektrumú teljesítmény – vékonytól a vastag anyagokig, alkalmazásspecifikus optimalizálással | Kiemelkedő teljesítmény 1,5 mm feletti anyagoknál; kezeli a vastag lemezekre jellemző szabályozott nyomást | Optimális 1,5 mm alatti vékony lemezekhez; nehezen birkózik meg vastagabb anyagokkal |
| Fenntartási követelmények | Szimulációs adatokon alapuló prediktív karbantartás; optimalizált szervizelési időszakok | Rendszeres tavaszi ellenőrzés és cserére szorul; időszakos beállítás szükséges | Minimális karbantartás; kevesebb kopóalkatrész figyelése vagy cseréje szükséges |
| Kezdeti költség | Prémium befektetés; a legmagasabb kezdeti költség a teljesítményoptimalizálással ellensúlyozódik | Mérsékelttől magasig; 20–40%-kal magasabb, mint az álló alternatíváké | Legalacsonyabb kezdeti befektetés; gazdaságos megoldás megfelelő alkalmazásoknál |
| Legjobb alkalmazások | Autóipari OEM-követelmények, hibamentes gyártás, összetett progresszív sablonok | Vastag anyagok, progresszív sablonok, selejteltávolítás megelőzése, precíziós pozicionálás | Vékony lemezek kihajtása, nagy sebességű műveletek, egyszerű kivágás, elektronikai alkatrészek |
| Gyártási Mennyiség Alkalmasítása | Nagy sorozatgyártás, magas minőségi igényekkel; milliókban számolt ciklusok | Közepes és magas mennyiségek; a rugócsere időszakos karbantartási ablakokat jelent | Minden mennyiség; különösen költséghatékony nagy sebességű, nagy mennyiségű vékony anyagfeldolgozás esetén |
Vegye észre, hogyan foglal el mindegyik lehetőség egy-egy elkülönült teljesítménytartományt. A precíziós megoldások maximális képességet nyújtanak, de ehhez igazodó beruházást is igényelnek. A lebegő kialakítások a sokoldalúságot a kezelhető komplexitással ötvözik. A fix lemezek egyszerűséget és gazdaságosságot kínálnak az alkalmazások számára, amelyek illeszkednek az erősségeikhez.
Kiválasztási mátrix alkalmazástípus szerint
A általános összehasonlításon túlmenően a konkrét alkalmazási helyzetek egyértelmű ajánlásokhoz vezetnek. Használja ezt a mátrixot ahhoz, hogy projektparamétereihez a legmegfelelőbb leválasztólemez-megoldást rendelje:
| Alkalmazási forgatókönyv | Ajánlott Megoldás | Indokolás |
|---|---|---|
| IATF-követelményekkel rendelkező autóipari szerkezeti alkatrészek | Pontosságra tervezve | Az OEM nyomonkövethetőségi igénye, a hibamentes működés elvárása és a bonyolult geometriák indokolják a prémium szerszámok használatát |
| Többszörös állomású (5+) progresszív sablonok | Lebegő vagy precíziós | A több műveleten átívelő anyagvezérlés megakadályozza a halmozódó pozícionálási hibákat |
| Vastag acél alakítása (2 mm felett) | Úszó | A rugóerő ellensúlyozza az anyag rugóhatását; megakadályozza a darabkák kihúzását |
| Nagysebességű csatlakozódugó végek hidegen sajtolása | Megállítva | Vékony anyagok és extrém sebességek esetén a merev stabilitás előnyösebb, mint a rugalmas illeszkedés |
| Prototípus- és kis sorozatgyártás | Megállítva | Alacsonyabb beruházás megfelelő, ha az eszközök változhatnak a nagy sorozatgyártás indítása előtt |
| Fűtött lemez leszedő alkalmazások | Pontosságra tervezve | A hőkezelés szimuláció-vezérelt tervezést igényel a hézagtartás fenntartásához |
| Formázó lemezek leszedőlemezei prototípus formák fejlesztéséhez | Lebegő vagy precíziós | Az állíthatóság lehetővé teszi a tervezési változtatásokat; a szabályozott kiegyezés megóvja az alkatrészek felületét |
| Egyszerű kör alakú kivágási műveletek | Rögzített (vagy gyűrűs) leválasztók | Az egyszerű geometria nem igazolja a mozgó szerkezet bonyolultságát |
Ha az alkalmazás több kategóriát is átível – például egy folyamatos üreg, amely vékony anyagokat dolgoz fel nagy sebességgel –, akkor ennek megfelelően kell mérlegelni a tényezőket. A domináns követelmény általában meghatározza a kiválasztást, míg a másodlagos tényezők megerősítik vagy finomítják a kezdeti irányt.
Költség- és teljesítménybeli kompromisszumok feltárása
A kezdeti vételár csupán a teljes költségek egy részét tükrözi. Az okos szerszámválasztás figyelembe veszi a termelési életciklus során keletkező teljes gazdasági képet:
- Előzetes beruházás: A rögzített lemezek 20–30%-kal olcsóbbak, mint a mozgó alternatívák; a pontossággal tervezett megoldások prémium árat igényelnek
- Beállítási idő: A rögzített lemezek gyorsan felszerelhetők minimális beállítással; a mozgó kialakítások rugóelőfeszítés-kalibrációt igényelnek; a optimalizált megoldások hatékony beállítási eljárásokat tartalmaznak
- Karbantartási gyakoriság: A lebegő rendszerek rugói 500 000–1 000 000 ciklusonként igényelnek ellenőrzést; a rögzített lemezek évekig működhetnek karbantartás nélkül
- Leállási költségek: Egy leválasztóval kapcsolatos leállás termelési időveszteséggel jár, függetlenül a kezdeti szerszámberuházástól – a rossz típus kiválasztása folyamatos költségeket eredményez
- Hulladékcsökkentés: A megfelelő leválasztó kiválasztása közvetlen hatással van az első menetben megfelelő minőségű darabok arányára; a prémium megoldások gyakran megtérülnek a csökkent selejtarány révén
- Szerszámélettartam hatása: A megfelelő leválasztóerő meghosszabbítja az ütőszeg és az anyamélyedés élettartamát; az illesztetlen rendszerek felgyorsítják az összes vágóalkatrész kopását
Vegye figyelembe az olyan fröccsöntőformákban alkalmazott U-csöves kioldólemez-kiejectálási módszert, amelyeknél a kezdeti bonyolultságra vonatkozó beruházás lehetővé teszi a konzisztens alkatrészminőséget, csökkentve ezzel a másodlagos műveleteket és az ügyfél általi visszaküldéseket. Ugyanez az elv érvényesül a sajtolásnál is: a leválasztólemez-rendszerekbe történő megfelelő beruházás gyakran pozitív megtérülést eredményez a minőség javulása révén a későbbi folyamatokban.
A legdrágább leválasztó lemez a rossz, függetlenül annak beszerzési árától. Egy olcsó, rögzített lemez, amely 2%-kal több selejtet okoz egy egymillió darabos gyártási sorozatban, jóval nagyobb költséget jelent, mint egy prémium minőségű úszó rendszer, amely folyamatosan magas minőséget biztosít.
Amikor a leválasztó lemezek beruházásának megtérülését számítja ki, vegye figyelembe ezeket a gyakran figyelmen kívül hagyott tényezőket:
- Mérnöki idő: Összetett alkalmazások esetén több próbabeállításra lehet szükség az egyszerűbb leválasztókkal – olyan idő, amelyet a precíziós mérnöki megoldások megtakarítanak
- Lehetőségköltség: A termelés indításának késleltetése a leválasztóval kapcsolatos problémák miatt piaci pozíciót és ügyfélmegbízhatóságot veszít
- Láncszerű hatások: A leválasztó által okozott alkatrész-sérülések további összeszerelési problémákat, garanciális igényeket és reputációs károkat eredményezhetnek
- Rugalmas használat értéke: Az úszó leválasztók állíthatósága lehetővé teszi a nyersanyag-kötegek közötti eltérések és az ütőszerszám kopása kezelését a bélyegzék módosítása nélkül
Magas kockázatú alkalmazásoknál – például járműipari biztonsági alkatrészek, orvosi berendezések, repülőgépipari alkatrészek – a pontosságra tervezett vagy megfelelően meghatározott úszó rendszerek teljesítménybiztosítása általában indokolja a magasabb költségeket. Árujellegű alkatrészeknél, amelyeknél nagyobb tűréshatárok elfogadhatók, a rögzített leválasztók költséghatékony megoldást nyújtanak.
Ezzel a részletes összehasonlító kerettel felszerelkezve most már készen áll arra, hogy elemzését konkrét ajánlásokká alakítsa, amelyeket gyakori gyártási forgatókönyvekhez igazítottak.
Végső ajánlások a leválasztólap kiválasztásához
Átnavigált a technikai részleteken, értékelte az alternatívákat, és áttekintette a teljes szalagleválasztási megoldások skáláját. Most elérkezett a legfontosabb pillanat – az összes szerzett tudás átültetése határozott lépésekké az Ön konkrét alkalmazása érdekében. Akár új progresszív sablon tervezésénél, akár meglévő sajtóüzem hibaelhárításánál, akár nagy sorozatgyártás indításánál van is, ezek a rangsorolt javaslatok segítenek a megfelelő leválasztólap kiválasztásában.
Ne feledje: a cél nem az abszolút értelemben vett „legjobb” leválasztólap megtalálása. Hanem az, hogy egyedi alkalmazási igényeit olyan megoldáshoz illessze, amely optimális teljesítményt, megbízhatóságot és értéket nyújt az Ön adott helyzetében.
A leválasztólap-kiválasztás útmutatója
Számtalan alkalmazás elemzése és a rögzített versus mozgó leválasztólap közötti döntés minden szögletének értékelése után egyértelmű minták bontakoznak ki. Ezek a rangsorolt javaslatok tükrözik azt a döntéshozatali folyamatot, amelyet a tapasztalt sablontervezők követnek:
- Olyan autóipari precíziós sajtoláshoz, amely IATF-megfelelést igényel: Olyan tanúsított sablontervező szakértőkkel partnereljen, akik a CAE-szimulációs képességeket minőségellenőrzött gyártással kombinálják. Az autóipari alkalmazásokban felmerülő kockázatok – biztonsági következmények, az OEM-ek nyomkövethetőségi követelményei és a hibamentességgel szembeni elvárások – olyan precíziósan tervezett megoldásokat igényelnek, amelyek nem egyszerű késztermék-megközelítések. A Shaoyi vállalat például jól szemlélteti ezt a képességet, amely mintegy 5 napos gyors prototípusgyártást kínál, és szimulációalapú tervezési módszertanának köszönhetően 93%-os első alkalommal történő jóváhagyási arányt ér el. Az IATF 16949 tanúsítványuk és átfogó formatervezési szakértelmük miatt értékes partnerré válnak, ha az Ön alkalmazása professzionális sablontervezési támogatást igényel.
- 1,5 mm-nél vékonyabb anyagok esetén: A rögzített leválasztó lemezek költséghatékony és megbízható teljesítményt nyújtanak. A merev rögzítési kialakítás kiváló ütőszeg-irányítást, minimális karbantartási igényt és konzisztens működést biztosít több millió cikluson keresztül. Ilyen megoldások jellemzően a nagysebességű elektronikai kivágásra, vékonylemez-alapú autóipari konzolokra és egyszerű kivágási műveletekre jellemzőek. Ne legyen túlmérnökölt megoldás ezeknél az alkalmazásoknál – spórolja meg prémium szerszámköltségkeretét azokra a projektekre, amelyek ténylegesen igénylik a mozgó vagy precíziósan tervezett megoldásokat.
- Vastag anyagokhoz vagy progresszív sablonokhoz: A mozgó leválasztó lemezek a szükséges szabályozott nyomást és anyagkezelést biztosítják ezekhez az alkalmazásokhoz. A rugós kialakítás kompenzálja az anyag rugóhatását, megakadályozza a hüvelyek magával rántását, és kompenzálja az ütőszeg kopását a hosszabb termelési folyamatok során. Amikor 1,5 mm-nél vastagabb alapanyagot dolgozunk fel, vagy többállásos progresszív sablonokkal dolgozunk, a mozgó kialakítás állíthatósága és aktív leválasztó ereje általában indokolttá teszi a magasabb kezdeti beruházást.
- Prototípusos és fejlesztési munkák esetén: Kezdjen eltolólapokkal, kivéve ha az adott alkalmazás igényei egyértelműen mást írnak elő. Az alacsonyabb kezdeti beruházás értelmes megoldás, amikor a tervezés a gyártás megkezdése előtt még változhat. Később mindig frissíthet a lebegő rendszerekre, ha a próbák eredménye szükségessé teszi.
- Speciális berendezések alkalmazásánál: Fontolja meg berendezése speciális igényeit. Egy például yardmax fakolbotó berendezéshez tartozó eltolólap teljesen más követelményeknek kell megfeleljen, mint egy precíziós sajtolószerszám—erős ütőterhelés, kültéri környezeti hatások és eltérő anyagjellemzők. Az eltolólap kiválasztását az aktuális működési környezethez igazítsa, ne alkalmazza univerzálisan a sajtolószerszámokra vonatkozó irányelveket. Hasonlóan, az ingun eltolólap alkalmazásai tesztelőberendezéseknél olyan precíziós igazítást igényelhetnek, amely fix terveket részesít előnyben, annak ellenére, hogy más tényezők esetleg lebegő alternatívákat javasolnának.
Igazítsa alkalmazását a megfelelő eltolólap típushoz
A kiemelt ajánlásokon túlmenően vegye figyelembe ezeket az alkalmazásspecifikus megfontolásokat, amelyek pontosítják a kiválasztást:
- Amikor a lemez síksága kritikus fontosságú: A lebegő leválasztók szabályozott leszorító ereje megakadályozza az anyag felemelkedését, amely vágás közben mérethűségi torzulást okozhat
- Több különböző lemezek vastagságának futtatásakor: Az állítható leválasztólemezek megtérülnek, mivel képesek különböző alapanyagvastagságokhoz alkalmazkodni a bélyegzőforma módosítása nélkül
- Amikor a hüvelykivonás minőségi problémákat okoz: A lebegő kialakítású elemek aktív lefelé irányuló nyomása jelentősen csökkenti a hüvely maradását az ütőszeg felületén
- Amikor a forma magassága korlátozott: A rögzített leválasztók minimális függőleges profilja megőrzi a drága zárómagasságot olyan alkalmazásokban, ahol a sajtoló korlátozott
- Amikor a karbantartási időszakok korlátozottak: A rögzített kialakítású elemek csökkentett alkatrész-száma kevesebb alkatrészt jelent, amelyet ellenőrizni, beállítani vagy cserélni kell
- Abrazív anyagok feldolgozása esetén: Válassza ki a tisztítóelemet megfelelő felületkezeléssel és prémium minőségű vezetőütőanyagokkal együtt a hosszabb élettartam érdekében
Vegye figyelembe, hogy speciális alkalmazások, például a yardmax favágógép tisztítólemezének cseréje teljesen eltérő kiválasztási kritériumokat követ – elsősorban a tartósságra és az ütésállóságra helyezi a hangsúlyt, nem pedig a pontossági szempontokra, amelyek a sajtoló sablonoknál dominálnak.
Szakértői ajánlások gyakori helyzetekhez
Az olvasók számára, akik konkrét döntési pontokkal szembesülnek, itt közvetlen útmutatást találnak a leggyakoribb alkalmazási forgatókönyvek alapján:
- Új progresszív sablonprogram indítása: Feccsön be CAE szimulációba a tervezés során, hogy optimalizálja a tisztítólemez kialakítását még a acél vágása előtt. A szimulációs költség csak egy töredéke a próbabeállítási módosításoknak.
- Inkonzisztens alkatrészminőséggel küzd: Értékelje, hogy jelenlegi leszedő típusa megfelel-e az anyagvastagságnak és a komplexitási követelményeknek. A rögzített típusról úszó típusra történő áttérés gyakran megoldja a tartós minőségi problémákat.
- Nagyléptékű gépjárműgyártás tervezése: Igenyedjen meg IATF-szertifikált sablontervező szakértőkhöz már a program korai szakaszában. Shaoyi mérnöki csapata költséghatékony, magas minőségű, a gyártók szabványainak megfelelő szerszámokat kínál, amelyek nagy létszámú gyártási kapacitással rendelkeznek, és skálázhatók az Ön termelési igényeihez.
- Költségvetési korlátok és teljesítményigények egyensúlyozása: Használjon rögzített leszedőket ott, ahol ez megfelelő, így megőrizve a költségvetést az úszó vagy precíziós mérnöki megoldások számára, ahol azok valóban szükségesek.
- Meglévő sablonok felújítása: A gyűrűs leszedők gyakorlati fejlesztési lehetőséget nyújtanak az úszó típusú leszedés bevezetésére konkrét ütőhelyeken, anélkül, hogy teljes lemezcsere szükséges lenne.
A rögzített és úszó leválasztólemez közötti választás végül is egy alapelven alapul: a megoldást az aktuális igényekhez kell igazítani. A gyenge műszaki megoldás minőségi problémákat okoz; a túlméretezés pedig erőforrás-pazarlás. Az arany középút a tényleges alkalmazási követelmények őszinte értékelésében rejlik.
Ahogy halad előre a leválasztólemez kiválasztásával, ne feledje, hogy ez a döntés összefonódik a sablontervezés minden más aspektusával. A legjobb leválasztólemez-kiválasztás a lyukasztó geometriáját, az anyagjellemzőket, a gyártási mennyiségeket, a minőségi követelményeket és a karbantartási képességeket egymással összefüggő tényezőkként kezeli, nem pedig elkülönült változókként. Ha bizonytalan, forduljon tapasztalt sablontervező mérnökökhöz, akik képesek az Ön teljes alkalmazási körét értékelni, és konkrét sikeréhez optimalizált megoldásokat javasolni.
Gyakran feltett kérdések rögzített és úszó leválasztólemezekről
1. Mi az a leválasztólemez egy sajtolószerszámban?
A kiszedőlemez egy kritikus alkatrész az anyában, amely eltávolítja a munkadarab anyagát a dörzsökről minden ütés után. Lehet rögzített (mereven felszerelt) vagy úszó (rugós). A rögzített kiszedők leválasztják az alapanyagot, de nem tartják le azt működés közben, míg az úszó kiszedők aktívan lenyomva tartják az anyagot a bélyegzés során, és rugóerőt használnak a szabályozott kiegyensúlyozás érdekében. A típusok közötti választás közvetlenül befolyásolja az alkatrész minőségét, az eszköz élettartamát és a gyártási hatékonyságot.
2. Mi a kiszedőerő sajtószerszám-alkalmazásokban?
A kiszedőerő az a mechanikai erő, amely szükséges ahhoz, hogy az anyagot leválasszuk a dörzsről vágás után. Általában a kivágóerő 10–25%-át teszi ki. Az úszó kiszedőlemezek rugókiválasztáson keresztül állítható kiszedőerőt biztosítanak, míg a rögzített lemezek magától a sajtóütéstől függenek. A megfelelő kiszedőerő megakadályozza a hüvelyk húzását, tiszta alkatrészelválasztást biztosít, és állandó ciklusidőt tart fenn a bélyegzési műveletek során.
3. Mikor kell rögzített kiszedőlemezt használni az úszó helyett?
A rögzített leválasztólemezek ideálisak 1,5 mm alatti vékony lemezekhez, percenként 400 ütésnél nagyobb sebességű kivágó műveletekhez, valamint egyszerű kivágó sablonokhoz. Áruk 20-30%-kal alacsonyabb, mint a mozgó típusoké, minimális karbantartást igényelnek, és kiváló stabilitást biztosítanak a precíziós elektronikai alkatrészek kihúzásához. Válassza a rögzített leválasztókat, ha az anyag viselkedése kiszámítható, és a pontos lenyomó nyomás nem kritikus.
4. Mik a mozgó leválasztólemezek fő előnyei?
A mozgó leválasztólemezek kitűnően alkalmazhatók 1,5 mm-nél vastagabb anyagokhoz, progresszív sablonokhoz és olyan alkalmazásokhoz, ahol pontos alkatrészpozícionálás szükséges. Fő előnyeik közé tartozik a kiváló anyagvezérlés dörzsölés közben, a hüvelyk húzásának csökkentése aktív lefelé irányuló nyomással, az önműködő kompenzáció a dörzsök kopása esetén, valamint az állítható rugóerő. Elengedhetetlenek olyan esetekben, amikor az anyag rugóhatása, összetett geometriák vagy hibamentes gyártási követelmények szabályozott leválasztó erőt igényelnek.
5. Miben különböznek a leszedő sávok és gyűrűk a leszedőlemezekkel?
A leszedő sávok keskeny, edzett acélcsíkok, amelyek áthidalják az alakvágó nyílást – ideálisak egyszerű kivágáshoz, nagyobb alkatrészekhez és költséghatékony, gyors cserélhető szerszámokhoz. A gyűrűs leszedők kör alakú egyedi ütőszeg köré csavarodnak, tökéletesek egyedileg működő ütőszeges műveletekhez és toronyszerszámokhoz. A lemezes leszedők teljes anyagvezérlést biztosítanak összetett progresszív sablonokhoz. A választás a sablon bonyolultságától függ: lemezek többállásos, precíziós feladatokhoz, sávok egyszerű műveletekhez, gyűrűk izolált kör alakú ütőszeghez.