 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Sajtolópárna funkció: precíziós szabályozás a sajtoló formázásban

TL;DR
A kivágópárna elsődleges funkciója a sajtoló formázás során az, hogy rugalmas, szabályozott ellennyomást, gyakran úgynevezett alakítóerőt biztosítson a munkadarabra. Ez a pontos erőszabályozás kritikus fontosságú az anyagáramlás szabályozásában az alakító műveletek során, különösen mélyhúzásnál. A megfelelő anyagrögzítéssel a kivágópárna megelőzi a gyakori hibákat, mint a redők, szakadások és törések, így magasabb minőségű kész alkatrészekhez és stabilabb folyamathoz vezet.
A kivágópárna alapvető funkciójának és jelentőségének megértése
A sabandzsó egy alapvető fontosságú komponens a munkagépnél, általában egy hidraulikus, pneumatikus vagy szervomechanikus rendszer, amely a sajtolóágyba vagy ütőrészbe van integrálva. Alapvető célja, hogy szabályozott és állítható ellennyomást hozzon létre a munkadarab ellen a kialakítási ciklus során. Ezt az erőt, amelyet tartóerőként ismernek, a felső sablon és egy anyagtartó között rögzíti a lemezalakot, biztosítva, hogy a prés ütésekor simán és egyenletesen áramoljon a sablonüregbe. Ha ez az ellenőrzés hiányzik, az anyag hullámzását vagy egyenetlen nyúlását okozhatja, ami költséges hibákhoz vezethet.
A sabandzsó jelentősége világossá válik, ha összehasonlítjuk a korábbi, kevésbé megbízható módszerekkel. Korábban a sajtolószerszámok olyan alkatrészekre, például spirálrugókra vagy gázos rugókra támaszkodtak a lemeztartó erő biztosításához. Ezek a rendszerek azonban gyakran biztosítanak inkonzisztens teljesítményt. Ahogyan a szakértők kiemelték a N2-Tech , még a rugók közötti apró különbségek is eltéréseket okozhatnak az alakítási folyamatban, ami redők, szakadások vagy más alakhibák kialakulásához vezethet. A bélyegpárna, mint egységes és állítható rendszer, kiküszöböli ezeket a korlátozásokat, mivel stabil és ismételhető erőgörbét biztosít a szerszámtervezéstől, ciklusidőtől vagy hőmérsékletingadozástól függetlenül.
Ez a pontos anyagáramlás-irányítás teszi elengedhetetlenné a bélyegpárnát a bonyolult alakítási feladatoknál. Mélyhúzás jellegű művelet során az anyag jelentős nyúlásnak és alakváltozásnak van kitéve. A bélyegpárna éppen elegendő erőt fejt ki ahhoz, hogy megakadályozza a lemezperem redőzését, miközben lehetővé teszi annak a szerszámba való behúzását. Túl kevés erő redők kialakulásához vezet, míg túl nagy erő korlátozza az anyagáramlást, és a darab szakadását vagy törését okozhatja. Az általa biztosított finomhangolási lehetőség révén a bélyegpárnák közvetlenül hozzájárulnak a magasabb alkatrészminőséghez, az alacsonyabb selejtarányhoz és a hosszabb szerszámélettartamhoz.
A kihúzópárna-rendszerek típusai: hidraulikus, pneumatikus és szervomechanikus
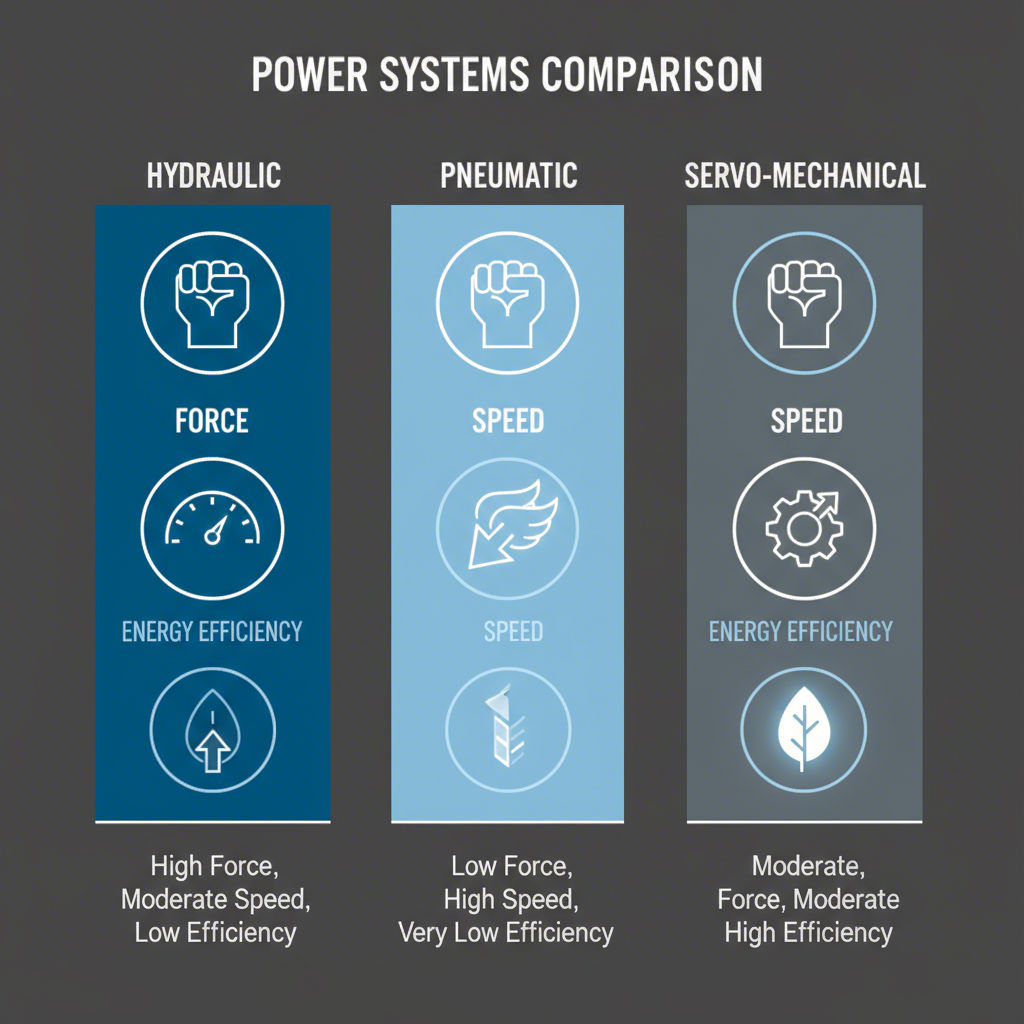
A kihúzópárnák nem mindenre egyformán alkalmas megoldások; több különböző típus létezik, amelyek mindegyike más-más jellemzőkkel rendelkezik, így különböző alkalmazásokhoz illenek. A leggyakoribbak a hidraulikus, pneumatikus, valamint az újabb szervomechanikus kialakítások. Különbségeik ismerete alapvető fontosságú ahhoz, hogy egy sajtoló formázási műveletét optimalizálni lehessen adott anyagokhoz, alkatrész-bonyolultságokhoz és termelési igényekhez.
Hidraulikus kihúzópárnák a legelterjedtebb típus, különösen nehézüzemi alkalmazásokban. Ezek arányos szelepekkel szabályozott hidraulikus folyadékot használnak nagy erők előállítására kivételesen pontosan. Ahogy az ipar vezetője részletezte, a modern hidraulikus rendszerek programozható erőprofilokat tesznek lehetővé, ami azt jelenti, hogy a nyomótalp-erő változtatható a kihúzóütem során, így alkalmazkodva az alkatrész geometriájának változó igényeihez. Ez a szabályozási szint elengedhetetlen nagy szilárdságú acélok vagy összetett autóipari alkatrészek formázásánál. A gyártó , a modern hidraulikus rendszerek programozható erőprofilokat tesznek lehetővé, ami azt jelenti, hogy a nyomótalp-erő változtatható a kihúzóütem során, így alkalmazkodva az alkatrész geometriájának változó igényeihez. Ez a szabályozási szint elengedhetetlen nagy szilárdságú acélok vagy összetett autóipari alkatrészek formázásánál.
Pneumatikus sablonpárnák sűrített levegőt használnak erő kifejtésére. Általában egyszerűbbek és olcsóbbak, mint hidraulikus megfelelőik, így könnyebb igénybevételű alkalmazásokhoz alkalmasak, ahol az erőigény alacsonyabb, és a pontossággal szembeni követelmények kevésbé szigorúak. Habár jó sebességet nyújtanak, az erőszabályozásuk általában kevésbé pontos, mint a hidraulikus rendszereké, a levegő összenyomhatósága miatt.
Szervo-mechanikus sablonpárnák , melyeket gyakran „e-párnáknak” is neveznek, e technológia legújabb fejlődési szakaszát jelentik. Ezek a rendszerek a hidraulikus vagy pneumatikus alkatrészeket villamos szervomotorokkal és mechanikus működtetőkkel, például fogasléc-csiga rendszerekkel váltják fel. A Fagor Arrasate , az e-cushionok a legnagyobb mértékű irányítást, sebességet és energiatakarékosságot kínálják. Még visszatartó erőt is képesek kifejteni a présmozgás emelkedése közben, ami különösen hasznos az előrehaladott anyagok rugóhatásának szabályozásában. Bár a kezdeti beruházás magasabb, az alacsonyabb energiafogyasztás és karbantartási igény gyors megtérülést eredményezhet.
E különbségek tisztázása érdekében az alábbi táblázat közvetlen összehasonlítást nyújt:
| Funkció | Hidraulikus kompenzátor | Pneumatikus ülőpárna | Szervo-mechanikus (E-Cushion) |
|---|---|---|---|
| Erőszabályozás | Magas és pontos; programozható profilok | Közepes; kevésbé pontos | Legnagyobb pontosság; dinamikus szabályozás |
| Energiatakarékosság | Közepes; fejlett rendszerekkel javítható | Alacsony közepesig | Nagyon magas; regeneratív képességek |
| Sebesség | Jó; képes előgyorsításra | Jó | Nagyon magas és jól szabályozható |
| Költség | Mérsékelt és magas | Alacsony | Magas Kezdeti Beruházás |
| Tökéletes alkalmazások | Nagy igénybevételű mélyhúzás, összetett alkatrészek | Kisebb igénybevételű alakítás, egyszerűbb alkatrészek | Nagysebességű gyártás, fejlett anyagok, energiahatékonyságra törekvő műveletek |
A bélyegpárnák kritikus szerepe a mélyhúzó alkalmazásokban
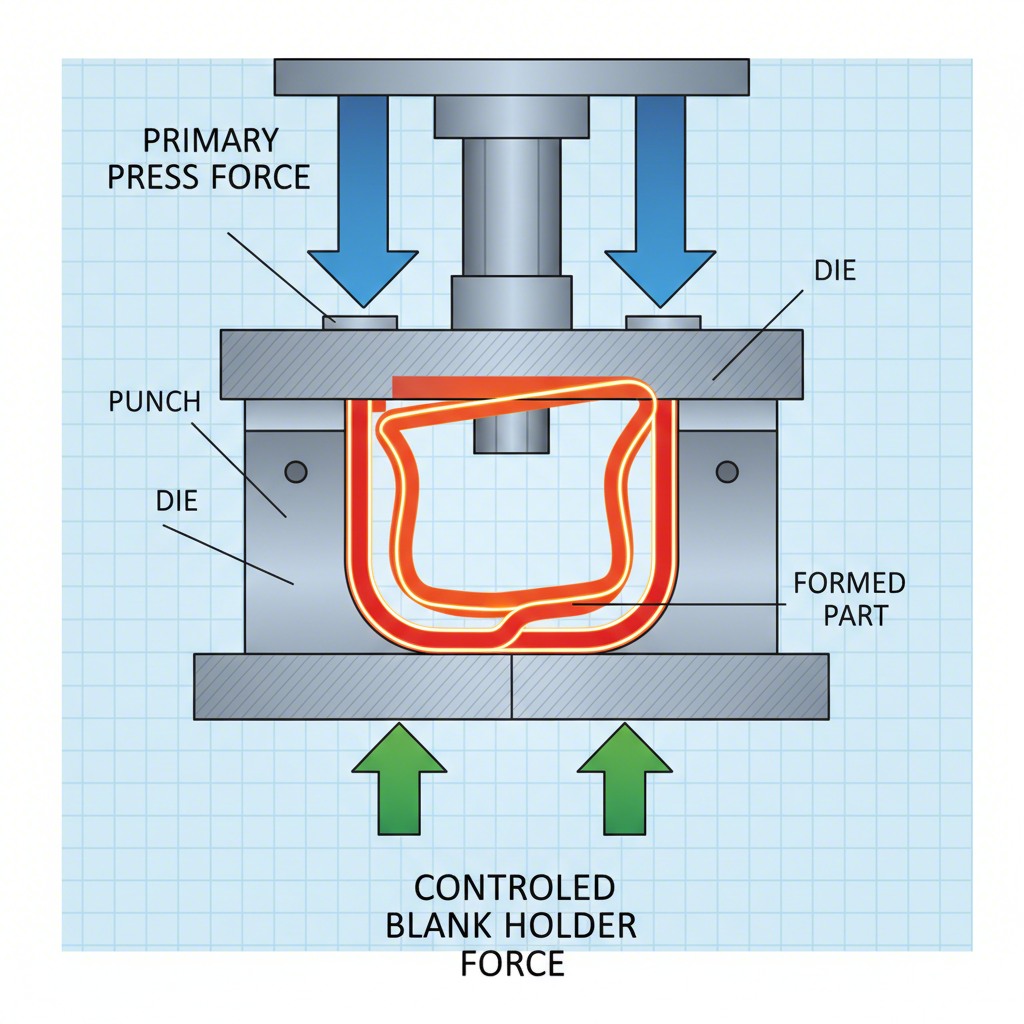
Bár a bélyegpárnák számos sajtoló alakító műveletnél előnyösek, a sikeres mélyhúzás esetén elengedhetetlenek. Ez az eljárás – amelyet például autótest panelek, konyhai mosogatók és összetett házak készítésére használnak – egy lapos lemezalakból indul ki, amelyet háromdimenziós formába húznak. Az anyag extrém deformáción megy keresztül, és pontos szabályozás nélkül az anyagáramlásnak a bélyegbe való behatolás során a meghibásodás majdnem biztos.
A mélyhúzás mechanikája kiemeli a párnának fontos szerepét. Ahogy az sajtoló üstök a lemezt betolja az alakba, a lemez külső részét, amelyet peremként ismerünk, befelé kell csúsztatni. A forma párna feladata, hogy egy pontosan kalibrált lemezbefogó erőt alkalmazzon erre a peremre. Ez az erő egy finom egyensúly: elegendően erősnek kell lennie ahhoz, hogy megakadályozza a perem összenyomódási feszültségeiből származó redők kialakulását, ugyanakkor elég enyhe legyen ahhoz, hogy az anyag simán áramolhasson anélkül, hogy túlzott húzófeszültség miatt szétrepedne. Ezért olyan források, mint a Pressmachine-World.com kihangsúlyozzák a mélyhúzáshoz való elengedhetetlen szükségességüket.
A modern kivonópárnák programozható erőprofilokat kínálnak, amelyek különösen előnyösek összetett kivonások esetén. A szükséges fogóerő gyakran nem állandó az egész ütközés során. Például nagyobb erőre lehet szükség a kivonás kezdetén a redőképződés megelőzése érdekében, majd az erő csökkenhet a kivonás mélyebb részeinél a szakadás elkerülése érdekében. A fejlett párnák ezeket az összetett erőgörbéket nagy ismételhetőséggel hajtják végre, így biztosítva az elsőtől az utolsó alkatrészig állandó minőséget.
Ez a pontossági szint elsődleges fontosságú olyan iparágakban, mint az autóipar, ahol a mélyhúzott alkatrészeknek szigorú mérettűréseket kell teljesíteniük. A szakterületen specializálódott vállalatok ezen eredmények eléréséhez fejlett sajtótechnológiára támaszkodnak. Például az egyedi autóipari kivonóformák szolgáltatói, mint például Shaoyi (Ningbo) Metal Technology Co., Ltd. , kiforrott folyamatokat alkalmaznak az OEM-ek és a Tier 1 beszállítók számára készülő minőségi alkatrészek gyártásához, amit gyakran a modern kivonópárna-rendszerek pontos szabályozása tesz lehetővé.
Korszerű funkciók és modern bélyegpárna technológia
A korszerű bélyegpárna rendszerek már rég túlléptek az egyszerű nyomólapok szintjén. Ma már kiforrott, programozható mechatronikus rendszerek, amelyek számos fejlett funkciót kínálnak, lehetővé téve a működtetők számára korábban elképzelhetetlen szintű irányítást a kialakítási folyamat felett. Ezek az innovációk elengedhetetlenek a nagy szilárdságú acél és az alumínium kezeléséhez, valamint a modern gyártás által támasztott szigorú tűréshatárok eléréséhez.
Az egyik legjelentősebb fejlesztés a teljes párnaciklus programozhatósága. Ahogyan a The Fabricator részletes elemzése is bemutatja, egy modern párnával végzett művelet több fő szakaszra bontható, amelyek mindegyike külön szabályozható. Ide tartozik a megelőző gyorsítás, amikor a párna mozgása pontosan illeszkedik az ütőszán sebességéhez az ütközés előtt. Ez a funkció csökkenti a rázkódást, így csökkentve a zajt és a kopást a bélyegzésnél és magánál az ütőgépnél egyaránt. Ezt követi a nyomás gyors növelése a szükséges tartóerőig.
A húzás folyamata során az erőt többlépcsős profilként lehet programozni, a mélyítő orsó süllyedésével változó módon. Továbbá egyes rendszerek a löket alsó holtpontján (BDC) lefelé húzó funkciót is kínálnak. Ez a rövid lefelé irányuló mozgás megakadályozza, hogy az alkatrész megsérüljön a párnahatás miatt, amikor az sajtoló orsó visszahúzódását kezdi. Végül a visszahúzó ütem szabályozható úgy, hogy a kész alkatrészt egy adott automatizált fogási pozícióba vigye, mielőtt visszatérne a kiinduló helyzetbe a következő ciklus előtt.
Egy másik fontos fejlesztés a modularitás és a többpontos szabályozás. A nagy, egységes tömítőbetét helyett a rendszerek több, függetlenül szabályozható hengermodulból épülhetnek fel. Ez lehetővé teszi az erő elosztásának testreszabását az egész sablon keresztül. Egy kezelő nagyobb vagy kisebb erőt alkalmazhat a lemezbefogó adott sarkain vagy területein, így hatékony eszközt nyújtva az anyagáramlás problémáinak kijavításához aszimmetrikus vagy szokatlan alakú alkatrészek esetén. Ez a többpontos nyomásszabályozás elengedhetetlen a bonyolult alkatrészek gyártásának optimalizálásához, valamint az új sablonok beállítási idejének csökkentéséhez.
Gyakran Ismételt Kérdések
1. Mi az a sablonbetét?
A bélyegpárna egy alkatrész sajóban, amelyet általában hidraulikus, pneumatikus vagy szervo-elektromos rendszer hajt, és a sajóágyban helyezkedik el. Feladata, hogy szabályozható felfelé irányuló erőt (ellennyomást) biztosítson a lemezrögzítőre alakítási műveletek során. Ez a szabályozott erő alapvető fontosságú a lemezacél áramlásának szabályozásában a forma belsejébe, így megelőzve hibákat, mint például redők vagy szakadások, különösen mélyhúzásos eljárások esetén.
2. Mi a párna nyomása egy sajóban?
A párna nyomása a bélyegpárna rendszer által kifejtett erőt jelenti. Ez a nyomás szabályozható, és gyakran programozható úgy, hogy a sajó üteme során változzon. Kritikus paraméter a lemezalakításban, mivel közvetlenül szabályozza a súrlódást és az anyagáramlást a lemezrögzítőnél. A megfelelő párna nyomás biztosítja, hogy a munkadarab hibamentesen, a kívánt alakra kerüljön alakításra.
3. Mi a bélyeg a sajószerszámban?
Egy sajtolószerszám esetében az alkatrész a munkadarabot formáló speciális szerszám. Általában egy férfi komponensből (a kivágóboltpenből) és egy női komponensből (az alkatrészüregből vagy alkatrészblokkból) áll. A lemezes fémet ezek közé a komponensek közé helyezik, és amikor a sajtó lezáródik, a boltpen beszorítja a fémet az alkatrészüregbe, így adva meg az alkatrész végső alakját. Az alkatrészpárna együttműködik az alkatrészszel a kialakítási folyamat szabályozásához.