 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

A Testre Szabott Lézeres Fémvágás Igazi Költségei: Amiről a Gyártók Nem Beszélnek

Mi az egyedi lézeres fémvágás
Emlékszik, milyen volt gyerekkorában nagyítóüveggel játszani, és a napfényt egy apró, intenzív pontba fókuszálni? Az egyedi lézeres fémvágás hasonló elven működik – de rendkívül erősítve. A gyártók nem napfényt, hanem extrém koncentrált lézersugarakat használnak, amelyek olyan hőmérsékletre képesek felmelegedni, több mint 20 000 °C-ra hogy acélon, alumíniumon és más fémeken sebesség- és precizitással vághassanak keresztül.
Tehát mi is az a lézervágás pontosan? Alapjában véve ez a folyamat fókuszált optikai fényenergiát használ, hogy a fémeket számítógéppel programozott pályák mentén megolvasztja vagy elpárologtassa. Az eredmény? Olyan alkatrészek gyártása, amelyek pontosan megfelelnek az Ön specifikációinak, akár egy prototípusra, akár száz egyedi konzolra van szüksége. Ellentétben a szabványos gyártási folyamatokkal, amelyek azonos darabokat állítanak elő előre beállított sablonokból, a fém lézervágása teljes tervezési szabadságot biztosít – CAD-fájljának egyedi terveit valós, kézzelfogható alkatrészként hozza létre.
Hogyan alakítják a lézernyalábok a nyers fémeket precíziós alkatrészekké
Képzelje el, hogy kifejlesztett egy összetett rögzítőlemezt bonyolult kivágásokkal és pontos lyukmintákkal. Így születik meg a terv a fém lézervágás segítségével:
- Lézergenerálás: A gép erős nyalábot állít elő CO2 gázelegyek vagy ritkaföldfémekkel dúsított üvegszálak segítségével
- Fókusztázás: Tükrök és lencsék a nyalábot rendkívül finom energiaponttá fókuszálják
- Anyagkölcsönhatás: Amikor ez a fókuszált nyaláb a fém felületéhez ér, azonnal megolvasztja vagy elpárologtatja az anyagot az érintkezési ponton
- CNC-irányítás: A számítógéppel vezérelt numerikus vezérlésű rendszerek extrém pontossággal irányítják a lézerfejet a programozott tervezési útvonal mentén
Ennek az eljárásnak az a szépsége, hogy kizárólag rendelésre készül. Nem korlátozódnak előre meghatározott sablonokra vagy katalógustervekre. Akár építészeti panelekre van szüksége dekoratív mintázattal, akár repülőgépipari alkatrészekre szigorú tűréshatárokkal, a lézeres fémvágás igazodik az Ön igényeihez, ahelyett, hogy az Önnek kellene alkalmazkodnia a gyártási korlátokhoz.
A hőalapú vágástechnológia tudománya
Miért működik olyan hatékonyan a lézeres fémvágás? A válasz két kulcsfontosságú tudományos elvre redukálódik.
Először is, van a szivárvány . A különböző fémek különböző fényhullámhosszakat nyelnek el. Amikor a lézer fotonjai kölcsönhatásba lépnek a fém elektronjaival, a kontaktus pontos pontján gyors felmelegedés következik be. Ez a célzott energiaátvitel azt jelenti, hogy a vágási zóna majdnem azonnal felmelegszik, miközben a környező anyag viszonylag hideg marad.
Másodszor, a fémek kiváló hővezetők . A hő gyorsan elvezetődik a vágási zónából, megakadályozva a szomszédos területek károsodását. Ez a kombináció – intenzív lokális felmelegedés és gyors hőelvezetés – eredményezi azokat a tiszta, pontos éleket, amelyek miatt a lézervágás ideális választás részletes munkákhoz.
Az egyedi lézervágással fémek esetében olyan tűréshatárok és bonyolult minták érhetők el, amelyek korábban lehetetlennek tűntek, így ez lett az első választás mindenféle alkalmazásnál, a kézműipartól kezdve az űripari alkatrészekig.
Mi különbözteti meg valójában az egyedi munkát a szabványos gyártástól? A rugalmasság. A szabványos sorozatok ismétlődő tervekre optimalizálnak az hatékonyság érdekében. Az egyedi projektek pedig az Ön specifikus igényeire optimalizálnak – egyedi méretek, nem szabványos anyagok vagy összetett geometriák esetén, amelyeket kész alkatrészek egyszerűen nem tudnak biztosítani. Ha megérti, hogyan működik valójában a technológia, jobban felkészült arra, hogy olyan alkatrészeket tervezzen, amelyek kihasználják annak előnyeit, és elkerülik a felesleges költségeket.

CO2 és Fiber lézertechnológia – Magyarázat
Van itt valami, amit a legtöbb bolt eleve nem mond el: a fémvágó lézer típusa jelentősen befolyásolja projektje költségét, minőségét és készítési idejét. Ennek ellenére sok gyártó figyelmen kívül hagyja ezt a lényeges részletet, amikor árajánlatot ad. A CO2 és a fiber Laser Technológia közötti különbség megértése segít feltenni a megfelelő kérdéseket – és esetleg több száz forintot megspórolni a következő rendelésén.
Mindkét technológia koncentrált fényt használ a fémek vágására, de alapvetően eltérő módon állítják elő ezt a fényt. Egy CO2 lézer sugarát elektromos gerjesztéssel állítja elő egy gázelegyből (főként szén-dioxid), míg egy szálas lézer ritkaföldfémekkel, például itterbiummal adalékolt optikai szálakat használ. Ez a különbség technikainak tűnhet, de közvetlen hatással van arra, hogy mely fémek vágása történik hatékonyan, és hogy mennyit fog fizetni.
Szálas lézer előnyei visszaverő fémes anyagoknál
Elgondolkodott már azon, miért lehet meglepően magas a réz lézeres vágásának ára? A hagyományos CO2 lézerek nehezen birkóznak meg a tükröződő fémekkel, mivel hosszabb hullámhosszuk (10,6 mikrométer) hajlamos visszaverődni csillogó felületekről, mint az alumínium, a sárgaréz és a réz. Ez a visszaverődés ténylegesen károsíthatja a lézer optikáját – egy költséges javítást, amit a vállalkozók figyelembe vesznek az ajánlatban.
Az iparszál-lézerek megváltoztatták a játékot. 1,064 mikrométeres hullámhosszon működve – kb. tízszer rövidebb, mint a CO2-é – ezeket a tükröződő fémek könnyen elnyelik, ahelyett hogy visszaverődnének. Szerintük iparági elemzés az iparszál-lézerek képesek nagyon tükröző anyagok vágására anélkül, hogy a visszaverődések károsítanák a berendezést, így új lehetőségek nyílnak a szélesebb anyagválaszték feldolgozására.
Mit jelent ez az Ön projektje szempontjából? Ha alumíniummal, sárgarézzel vagy rézzel dolgozik, akkor egy olyan vállalkozás, amely iparszál-lézeres vágógépet használ fémből készült alkatrészekhez, valószínűleg a következőket kínálja:
- Gyorsabb vágási sebesség (3–5-ször produktívabb megfelelő feladatoknál)
- Tisztább szélminőség minimális hőhatású zónákkal
- Alacsonyabb darabköltség csökkentett feldolgozási idő miatt
- Nagyobb megbízhatóság tükröződésből származó károk nélkül
A lézertechnológia összeegyeztetése a fém típusával
Tehát melyik a legjobb lézer az Ön adott anyagának vágásához? A válasz attól függ, hogy mit és milyen vastagon kíván vágni.
A CO2 lézerek továbbra is kiváló megbízható gépek vastagabb lágyacél lemezekhez, különösen 10–20 mm-es és annál nagyobb vastagságoknál. Egyes műveletek oxigén segítségével akár 100 mm vastag acéllemezeket is képesek vágni. Ezek a gépek egyben elsődleges választás nemfém anyagokhoz, mint az akril, a fa és a bőr, így vegyes anyagokat feldolgozó műhelyek számára rendkívül sokoldalú megoldást nyújtanak.
A szálas lézerek azonban akkor kerülnek előtérbe, amikor a pontosság és a sebesség a legfontosabb. Kiválóan teljesítenek vékonytól közepesen vastag fémlemezeknél (általában 20 mm vagy annál kisebb), és könnyedén kezelik a nehezen vágható fémeket, például a titánt. Hatásfokuk meghaladja a 90%-ot – ami azt jelenti, hogy az elektromos bemenet nagy részét tényleges vágóerővé alakítják – szemben a CO2 rendszerek 5–10%-os hatásfokával.
| Gyár | Co2 laser | Fiber lézer |
|---|---|---|
| Legjobb fém típusok | Sima acél, vastagabb lemezek | Rozsdamentes acél, alumínium, sárgaréz, réz, titán |
| Optimális vastagsági tartomány | 10-100 mm felett (oxigén segítségével) | Legfeljebb 20mm |
| Élek minősége | Jó | Kiváló (simább, pontosabb) |
| Energiatakarékosság | 5-10% | 90%+ |
| Műszaki költségek | Magasabb (nagyobb energiafogyasztás, hűtés) | Alacsonyabb (csökkentett energiafelhasználás, minimális karbantartás) |
| Felszerelések élettartama | ~2 500 óra tipikus | 25 000–100 000+ óra |
| Kezdőköltség | Alacsonyabb kezdeti befektetés | 5–10-szer magasabb beszerzési ár |
| Legjobb alkalmazások | Nagy teherbírású lemezfeldolgozás, vegyes anyagok | Pontos alkatrészek, tükröző fémek, nagy mennyiségű gyártás |
Itt egy olyan információ, amely hatással van a költségvetésére: bár a szálas fémvágó lézergépek kezdetben jelentősen drágábbak, az üzemeltetési megtakarítások gyorsan felhalmozódnak. Az alacsonyabb energiafogyasztás, a minimális karbantartási igény és az 100 000 órát meghaladó élettartam azt jelenti, hogy a szálas berendezésekkel rendelkező műhelyek gyakran versenyképes árakon adják tovább ezeket a megtakarításokat – különösen alumínium- és rozsdamentes acélprojekteknél.
Ajánlatkéréskor ne habozzon megkérdezni, hogy milyen lézertechnológiát használ egy műhely. Egy CO2 lézeres fémvágó gép tökéletes lehet a 15 mm-es acéllemez projekthez, míg egy szálas lézeres fémvágó jelentősen csökkentheti költségeit az alumínium konzolok adagjánál. Ennek a különbségnek az ismerete erősebb pozícióba helyezi Önt az ajánlatok értékelésekor, és segít kiválasztani a legmegfelelőbb partnert az Ön konkrét igényeihez.
Fémtípusok és anyagválasztás lézervágáshoz
Kitaláltad a technológiát – de itt jön képbe az anyagválasztás, amely megdöntheti vagy meghatározhatja költségvetésedet. A különböző fémek lényegesen eltérően reagálnak a lézeres vágásra, befolyásolva mindent: az élképzéstől a maximális vastagságkezelésig. Ennek ellenére a legtöbb műhely feltételezi, hogy már tudod, melyik fém felel meg projektednek. Töltsük be ezt a tudásrészt, hogy tájékozott döntéseket hozhass még az árajánlatkérések előtt.
Egyedi lézeres fémvágási projektek anyagainak kiválasztásakor lényegében öt kulcsfontosságú tényezőt kell egymással összhangba hozni: szilárdsági igények, korrózióállóság, súlykorlátozások, esztétikai követelmények és költség. A választott fém közvetlenül befolyásolja a vágási sebességet, az élminőséget, és végül azt, amit fizetni fogsz. Mindegyik anyag lézersugár alatti viselkedésének megértése segít optimalizálni teljesítményt és költségvetést egyaránt.
Acél és rozsdamentes acél vágási jellemzői
A lágyacél továbbra is a lézeres vágás fő munkaanyaga — és nem véletlenül. Ez az acél-szén ötvözet magas szilárdságot és keménységet kínál költséghatékony áron, így ideális választás, ha a korrózióállóság és az esztétika nem elsődleges szempont. A lézeres acélvágás tiszta éleket eredményez minimális utómegmunkálással, és a műhelyek képesek jelentős anyagvastagságok feldolgozására a rendelkezésre álló berendezésektől függően.
Mekkora vastagság vágása valósítható meg? Az alapfokú szálas lézerek (500 W–1,5 kW) hatékonyan dolgozzák fel a legfeljebb 3 mm-es lemezeket. A középkategóriás rendszerek (3–6 kW) kezelik a legtöbb ipari feladatot, míg a nagy teljesítményű berendezések (10–40 kW) 25 mm-nél vastagabb súlyos lemezeket is képesek vágni. A minél vastagabb az anyag, annál több teljesítményre van szükség —ami közvetlenül befolyásolja az árajánlatot.
- Lágyacél jellemzői: Kiváló hegeszthetőség, könnyen alakítható és megmunkálható, magas szilárdság-árat arány, befejező réteg nélkül hajlamos a korrózióra
- Legjobb alkalmazások: Építőelemek, autóalkatrészek, mezőgazdasági gépek, bútorvázak, gépházak
- Vastagságtartomány: Legfeljebb 100 mm trởére oxigén segédgázzal nagy teljesítményű CO2 rendszereken; legfeljebb 25 mm-re szabványos szálas lézereken
A rozsdamentes acél lézeres vágásához több lézerteljesítmény szükséges, mint a lágyacél esetében – de kiváló eredményt hoz. A króm tartalom, amely a rozsdamentes acélnak korrózióállóságát adja, ugyancsak befolyásolja a lézersugárral való kölcsönhatást. A lézerrel vágott rozsdamentes acél alkatrészek azonban sima felülettel kerülnek elő, amely gyakran nem igényel további felületkezelést.
- Rozsdamentes acél jellemzői: Kiváló korrózióállóság, kitűnő szilárdság, jó hegeszthetőség, keményebb, mint a lágyacél, magasabb anyagköltség
- Legjobb alkalmazások: Orvosi berendezések, élelmiszer-feldolgozó alkatrészek, repülőgépipari alkatrészek, építészeti elemek, tengeri alkalmazások
- Élszegély minősége: Tiszta vágás minimális oxidációval, ha nitrogén segédgázt használnak
Profi tipp: Amikor idézést kér rozsdamentes acélra, mindenképpen jelezze, hogy szüksége van-e oxidációmentes élekre. A nitrogén segédgázas vágás drágább, de kiküszöböli az elszíneződést, amit az oxigénes vágás okozhat – ez fontos részlet olyan látható alkatrészeknél vagy élelmiszeripari alkalmazásoknál, látható alkatrészeknél vagy élelmiszer-minőségű alkalmazásoknál .
Alumínium, réz és sárgaréz anyagokkal való munkavégzés
Emlékezik a korábban tárgyalt tükröződő fémek kihívására? Itt találkozik közvetlenül az anyagválasztás a technológia választásával. Az alumínium lézervágása, a sárgaréz megmunkálása és a rézfeldolgozás optimális eredményeihez mind fiber lézer technológia szükséges – és anyagaik egyedi jellemzőinek megértése segít okosabb alkatrészek tervezésében.
A lézeres vágású alumínium kiváló kombinációt kínál az alacsony súly, tartósság és költséghatékonyság terén. Körülbelül egyharmada az acél súlyának, miközben jó szilárdságot is biztosít, így ideális olyan alkalmazásokhoz, ahol minden gramm számít. Az alumínium lézervágása tiszta éleket eredményez, bár anyag hővezető-képessége miatt enyhén nagyobb hőhatású zónák keletkezhetnek, mint acélnál.
- Alumínium jellemzői: Könnyű (az acél súlyának kb. egyharmada), kiváló hő- és elektromos vezetőképesség, jó korrózióállóság, könnyen anodizálható fokozott védelem érdekében
- Legjobb alkalmazások: Autóipari panelek, repülőgépipari alkatrészek, elektronikai házak, hűtőbordák, építészeti elemek
- Vastagsági szempontok: Hatékonyan vágható akár 20 mm-es vastagságig is szálas lézereken; magasabb teljesítménybeállítást igényel, mint az azonos vastagságú acél
- Tervezési megjegyzés: Az alumínium puhasága miatt rendkívül finom részleteket tartalmazó összetett minták esetén figyelembe kell venni a minimális elemméretek korlátait
A réz és a lézerrel vágott sárgaréz egyedi lehetőségeket – és kihívásokat – jelent. Mindkét fém kiváló elektromos vezetőképességgel és természetes antimikrobiális tulajdonságokkal rendelkezik, így elengedhetetlen az elektromos alkatrészekhez, díszítő elemekhez és speciális alkalmazásokhoz. A szálas lézerek hatékonyan dolgozzák fel mindkét anyagot, bár a vágási sebesség általában lassabb, mint az acélnál, a magas visszaverődés és hővezetés miatt.
- Réz jellemzői: Kiváló elektromos vezetőképesség, kitűnő korrózióállóság, antimikrobiális tulajdonságok, különleges esztétikai megjelenés
- Sárgaréz jellemzői: Nagyobb szilárdság és alakíthatóság a tiszta rézhez képest, alacsonyabb súrlódási pont, kiválóan alkalmas díszítő alkalmazásokhoz, könnyen megmunkálható és forrasztható
- Legjobb alkalmazások: Elektromos csatlakozók, építészeti elemek, hangszeralkatrészek, díszítő szerelvények, hőcserélők
- Költségmegfontolások: A magasabb anyagköltségek és lassabb vágási sebességek miatt a réz- és sárgaréz projektek általában prémium áron kerülnek értékesítésre
Bonyolultnak tűnik? Itt egy leegyszerűsített döntési keret: válasszon lágyacélt, ha a költség és a szilárdság a legfontosabb, és a korrózió nem kritikus. Válasszon rozsdamentes acélt igénybevételnek ellenálló környezetekhez vagy élelmiszeripari alkalmazásokhoz. Válasszon alumíniumot, ha a súlycsökkentés indokolja az enyhén magasabb árat. Tartsa fenn a rézet és a sárgarézt olyan alkalmazásokhoz, amelyek egyedi elektromos, hővezető vagy esztétikai tulajdonságokat igényelnek.
Ezen anyagjellemzők ismerete még a gyártóval való kapcsolatfelvétel előtt erősebb tárgyalási pozícióba helyezi Önt. Tudni fogja, miért kerül többe a rozsdamentes acél ára a lágyacélnál, miért igényelhetnek az alumínium alkatrészek speciális szélkialakítást, és hogy a réz valóban szükséges-e – vagy használható lenne-e egy olcsóbb alternatíva. Ezzel a tudással felvértezve készen áll a következő lépésre: megfelelően előkészíteni a tervezési fájlokat.
Tervezési irányelvek és fájl-előkészítési követelmények
Kiválasztotta a fém anyagot, és érti a technológiát – ám itt találkoznak sokan váratlan késésekkel. Ha olyan tervezési fájlokat küld be, amelyek nem felelnek meg a gyártási követelményeknek, az visszajelzéseket, időpazarlást és néha költséges újratervezést von maga után. Ugyanakkor a legtöbb gyártó nehezen elérhető dokumentációkba temeti el tervezési irányelveit, így csak akkor derül ki a probléma, miután feltöltötte a fájljait.
Az első alkalommal való tökéletes tervezés nem csupán a frusztrációtól való mentesülést jelenti – közvetlen hatással van az árajánlatra is. A precíziós lézeres vágás olyan fájlokat igényel, amelyek zökkenőmentesen alakulnak át gépi utasításokká. Minél jobb a fájl előkészítése, annál gyorsabb lesz a leadtime, és annál pontosabbak lesznek a lézerrel vágott alkatrészek.
Fájlformátumok és tervezőszoftver-kompatibilitás
Milyen fájlformátumban kell beküldenie a tervet? Ez a tervező szoftvertől és a gyártó képességeitől függ, de a legtöbb gyártó elfogad egy alapvető vektorgrafikus formátumkészletet.
Az ipari szabványok a következők:
- DXF (Drawing Exchange Format): A lézeres és CNC-felszerelések univerzális nyelve. Szinte minden gyártó elfogadja a DXF fájlokat, így ez a legbiztonságosabb választás a kompatibilitás szempontjából
- DWG (AutoCAD natív): Gyakori az ipari és építészeti alkalmazásokban. A legtöbb műhely belsőleg DXF formátumba konvertálja ezeket
- AI (Adobe Illustrator): Népszerű díszítő és művészi projektekhez. Győződjön meg róla, hogy az összes szöveg körvonallá lett alakítva a beküldés előtt
- EPS és SVG: Vektorformátumok, amelyek egyszerűbb tervekhez jól működnek, bár néhány műhely pontossági okokból inkább a DXF-et részesíti előnyben
Itt egy részlet, ami sok első alkalommal vásárlót meglep: ha fájlját raszterképből konvertálta, ellenőrizze gondosan a méreteket. Egy JPEG vagy PNG vektorosítása hibás méretarányt eredményezhet. Terve kidolgozásának 100%-os méretarányú kinyomtatása segíthet ellenőrizni, hogy a méretek megfeleljenek-e az elképzelésének a beküldés előtt.
Diákverziót használ? Ne aggódjon – a SolidWorkshoz hasonló programokból származó fájlokban megjelenő „Diákverzió” vízjeleket általában figyelmen kívül hagyják a gyártási rendszerek. Minden aktív szövegdobozt azonban alakzatokká kell alakítani. Az Illustratorban ez azt jelenti, hogy „kontúrrá alakításra” kerül. A CAD programokban olyan parancsokat keressen, mint például az „explode” vagy „expand”.
Kritikus tervezési szabályok tiszta vágásokhoz
A lézeres vágás pontossága erősen függ a folyamat fizikai korlátainak megértésétől. Még a legfejlettebb lézeres vágó CNC-gépnek is vannak korlátai – és ha ezek között a paraméterek között tervez, akkor alkatrészei pontosan úgy készülnek el, ahogy szánta.
Kerf szélesség tűrések
Amikor egy lézer fémet vág, elpárologtat egy vékony anyagsávot, amelyet kerf-nek nevezünk. Ennek a szélessége általában 0,1 mm és 0,5 mm között mozog, az anyag vastagságától, a lézer típusától és a teljesítménybeállításoktól függően. Miért fontos ez? Ha egymáshoz illeszkedő alkatrészeket vagy pontos szerelvényeket tervez, ezt az anyageltávolítást figyelembe kell vennie méretezéskor.
Minimális elemméretek
A tervezésében szereplő apró részletek tökéletesnek tűnhetnek a képernyőn – de a túl kicsi elemeket egyszerűen nem lehet pontosan kivágni . Általános irányelvek:
- Minimális lyukátmérő: Általában megegyezik vagy nagyobb, mint az anyagvastagság
- Minimális rés szélessége: Általában az anyagvastagság 1,5-szerese
- Minimális betűméret: Olvashatósági szempontból gyakran 3 mm vagy nagyobb
- Minimális híd szélessége (az anyag a vágások között): Általában megegyezik az anyagvastagsággal
Saroklekerekítési követelmények
A lézersugaraknak fizikai szélessége van, ami azt jelenti, hogy tökéletesen éles belső sarkok nem készíthetők. A belső sarkok természetesen kis sugárral, kb. a bevágás szélességének felével rendelkeznek. Mechanikai igénybevétel szempontjából kritikus alkatrészeknél szándékos saroklekerekítés (0,5–1 mm) alkalmazása valójában javítja a szerkezeti integritást, mivel csökkenti a feszültségkoncentrációt.
Vágások közötti távolság
Ha túl közel helyezi el a vágásvonalakat egymáshoz, hőfelhalmozódás léphet fel, ami torzíthatja a vékony szakaszokat, vagy ronthatja az élek minőségét. A párhuzamos vágások közötti távolságnak legalább anyagvastagság 1,5-szeresének kell lennie – hőérzékeny alkalmazásoknál ennél nagyobbnak.
Tűréselőírások
Milyen pontossági szintekre számíthat valósan? A szabványos lézeres CNC műveletek általában ±0,1 mm-től ±0,2 mm-ig terjedő tűréseket érnek el. Olyan alkalmazásoknál, amelyek szigorúbb specifikációkat igényelnek, beszélje meg követelményeit előzetesen – a ±0,05 mm-es tűrések elérése speciális eljárásokat vagy utómegmunkálást igényelhet, ami befolyásolhatja az árat és az időkeretet.
Fájl-előkészítési ellenőrzőlista
A tervezés benyújtása előtt végezze el ezt a lépésről lépésre történő ellenőrzést, hogy elkerülje a gyakori hibákat, amelyek késleltethetik a gyártást:
- Alakzatokká vagy keretekké alakított szövegek —futtassa az egérmutatót a szövegelemek felett, és győződjön meg róla, hogy a szöveg többé nem szerkeszthető
- Méretek ellenőrzése 100% méretarányban —nyomtassa ki a tervét, vagy használjon szoftveres mérőeszközöket a pontosság megerősítéséhez
- Ellenőrizze a duplikált vagy egymást átfedő vonalakat —ezek miatt a lézer kétszer vágja ugyanazt az útvonalat, időpazarlást okozva, és potenciálisan károsíthatja a széleket
- Távolítsa el az összes rejtett réteget és segédvonalakat —csak azokat az elemeket tartalmazza, amelyeket vágásra szeretne
- Győződjön meg arról, hogy minden alakzat zárt útvonal legyen —a nyitott útvonalak bizonytalanságot okoznak azzal kapcsolatban, hogy mely területeket kell levágni, illetve figyelmen kívül hagyni
- Ellenőrizze, hogy a minimális elemméretek megfelelnek-e az anyagkövetelményeknek —ellenőrizze a lyukakat, horonyokat és szöveget a kiválasztott vastagságnak megfelelően
- Vegye figyelembe a vágási hézag (kerf) szélességét a precíziós alkatrészeknél —igazítsa a méreteket, ha az egymásba illeszkedő alkatrészek pontos illeszkedést igényelnek
- Erősítse meg, hogy a megtartott kivágások megfelelően csatlakoznak —a belső elemek, amelyek nincsenek összekötve a fő tervezéssel, kieshetnek és elveszhetnek
- Mentse elfogadott vektorformátumban —a DXF biztosítja a legáltalánosabb kompatibilitást
- Méretezett referencia rajzot mellékeljen, ha a tűrések kritikusak —segíti a gyártókat abban, hogy megértsék pontossági igényeit
Hogyan befolyásolja a tervezés bonyolultsága a költségeket? Minden döfés (ahol a lézer új vágást kezd) és minden irányváltoztatás növeli a vágási időt. Egy egyszerű téglalap négy sarkával gyorsabban vágható le, mint egy díszes dekoratív minta száz többszörösen összetett görbével. Amikor fontos az alapvető költségkeret, fontolja meg, hogy egyszerűsített tervek is elérhetik-e funkcionális célokat – vagy hogy az esztétikai érték indokolja-e a hosszabb vágási időt.
Ezeknek az irányelveknek a követése nemcsak késedelmeket akadályoz meg – azt is bemutatja a gyártóknak, hogy ön érti a folyamatot. A műhelyek értékelik a jól előkészített fájlokat, és ez a jóindulat jobb kommunikációban, gyorsabb árajánlatokban és gördülékenyebb projektekben nyilvánulhat meg. Amikor a tervezési fájlok megfelelően elkészültek, készen áll annak felmérésére, hogyan viszonyul ez a technológia az alternatív vágási módszerekhez.
Lézeres vágás összehasonlítva alternatív módszerekkel
Tudja, hogy az egyedi lézeres fémvágás pontosságot biztosít – de mindig a legjobb választás? Itt van valami, amit sok gyártó önként nem emelne ki: attól függően, milyen követelményeket támaszt a projektjéhez, esetleg más technológiák még jobban megfelelhetnek. A rossz vágási módszer kiválasztása több ezer dollár fölösleges költségbe kerülhet, vagy ronthatja az alkatrészek minőségét. Annak megértése, hogy mikor melyik technológia a leghatékonyabb, lehetővé teszi, hogy ön döntsön a kérdésben.
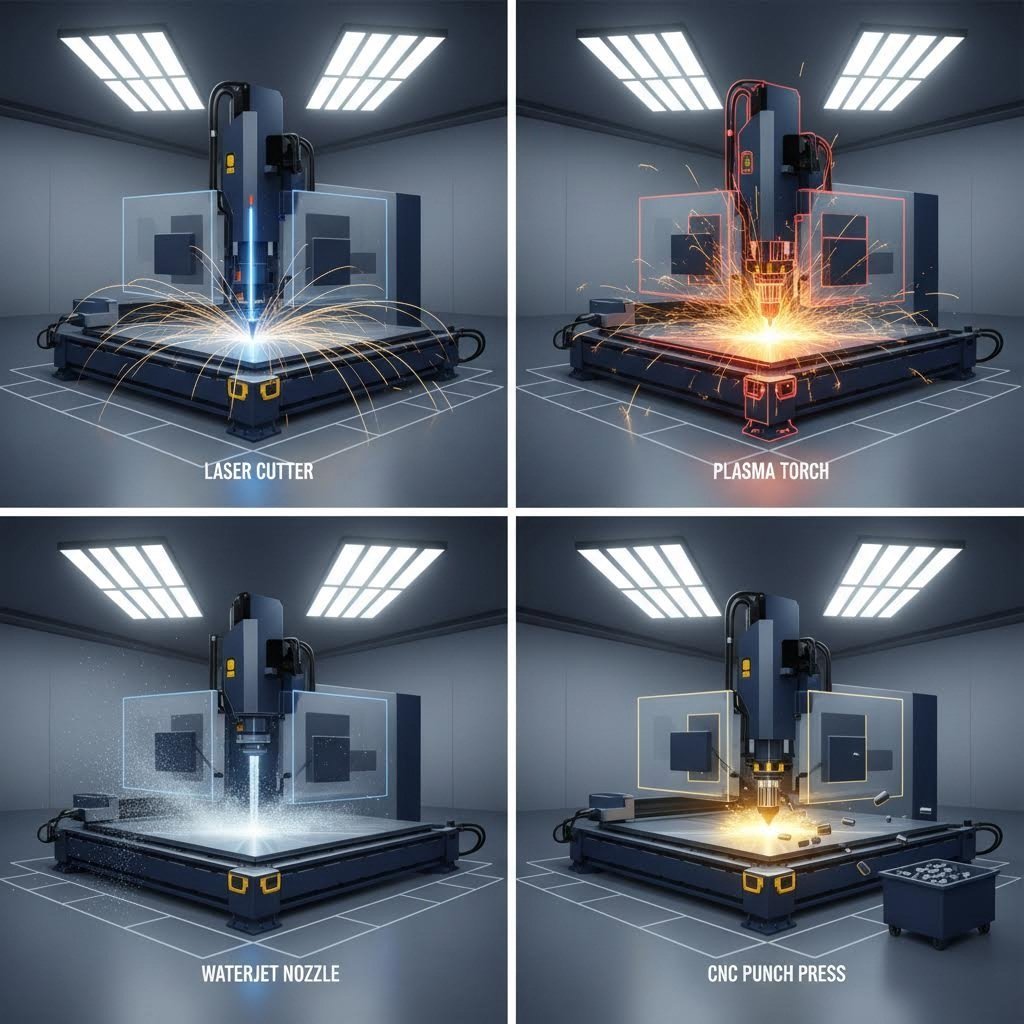
Négy fő technológia dominál a fémmegmunkáló vágások közelségében folytatott keresések terén: lézervágás, vízsugaras vágás, plazmavágás és CNC ütővágás. Mindegyiknek megvannak a saját erősségei, és a „legjobb” opció teljes mértékben az anyagtól, vastagságtól, pontossági igényektől és költségvetési korlátoktól függ. Nézzük meg, mikor érdemes mindegyiket választani – és mikor kell máshol körülnézni.
Amikor a lézeres vágás túlszárnyalja az alternatívákat
A CNC lézervágás a vékonyabb és közepes vastagságú anyagoknál mutatkozik a legelőnyösebbnek, különösen akkor, ha bonyolult részletek vagy szigorú tűrések szükségesek. Ha a projekt tiszta éleket, kis lyukakat vagy összetett geometriákat igényel, akkor a lézeres technológia általában kiválóbb eredményt nyújt.
A több technológia átfogó ipari tesztelése , a lézervágás kulcsfontosságú előnyökkel rendelkezik:
- Kivételes pontosság: ±0,1 mm-es tűrések elérhetők megfelelő anyagok esetén
- Kiváló élminőség: Tiszta vágások, amelyek gyakran nem igényelnek utómegmunkálást
- Gyors feldolgozás: Gyors vágás legfeljebb 20–25 mm vastagságú anyagoknál
- Kis vágási rések (kerf width): Kevesebb anyagpazarlás a plazma- vagy vízsugaras vágáshoz képest
- Részletgazdag megvalósítás: Kis lyukak, éles sarkok és részletes minták pontos kivitelezése
Olyan precíziós fémmegmunkálási alkalmazások, mint az elektronikai házak, orvosi eszközalkatrészek és díszítő építészeti panelek, általában a lézeres technológiát részesítik előnyben. Amikor alkatrészeinek pontosan kell illeszkedniük vagy finom részletekkel kell rendelkezniük, a lézeres acél- és egyéb fémvágás általában a legjobb értékajánlást nyújtja.
A lézervágásnak azonban vannak korlátai. Nagyon vastag anyagok (a legtöbb rendszer esetében 25 mm felett), hőérzékeny ötvözetek és nem fémes anyagok esetében más megközelítésekre lehet szükség. Ezek határainak ismerete segít elkerülni a frusztráló beszélgetéseket olyan gyártókkal, akik nem tudják teljesíteni az igényeit.
Termikus és nem termikus vágás közötti választás
Itt egy különbségtétel, amely befolyásolja az alkatrészek minőségét és az anyagválasztást is: a lézeres és plazmavágás termikus eljárások, míg a vízsugaras vágás semmilyen hőt nem használ. Ez az alapvető különbség határozza meg, hogy melyik technológia alkalmas adott alkalmazásra.
Plazmavágás: A vastag fémek szakértője
Amikor plazmavágás keresése közben „plazmavágás közelről” vagy „plazmavágó szolgáltatás közelről” kifejezéseket használ, akkor általában olyan vastag, vezetőképes fémekkel dolgozik, ahol a sebesség és az ár fontosabb, mint a legnagyobb pontosság. A plazmavágók elektromos ívet és sűrített gázt használnak, hogy hatékonyan elvágják az acélt, alumíniumot és rézet.
A plazmavágás elsődleges alkalmazási területei:
- ½ hüvelyknél (12 mm) vastagabb acéllapok
- Szerkezeti acélgyártási projektek
- Nehézgépgyártás
- Olyan alkalmazások, ahol elfogadható a csekély érdesség a vágott éleken
Az árkülönbség jelentős: a plazma berendezések körülbelül 90 000 dollárba kerülnek, míg összehasonló vízsugaras vágóberendezés esetén ez az összeg 195 000 dollár. Olyan fémgépgyártó vállalatok számára, amelyek elsősorban vastag acélon és alumíniumon dolgoznak, a plazmavágás gyakran a legjobb megtérülést biztosítja.
Vízsugaras vágás: hőmentes, maximális sokoldalúság
A vízsugaras vágás nagy nyomású, abrasív részecskékkel kevert vízzel vág le gyakorlatilag bármilyen anyagot hőhatás nélkül. Ez a hidegvágásos eljárás teljesen kiküszöböli az alakdeformálódást, megkeményedést és a hőt befolyásoló zónákat.
Válassza a vízsugaras vágást, ha a projektje a következők valamelyikét tartalmazza:
- Hőérzékeny anyagok, amelyek deformálódnának vagy megkeményednének a hőalapú vágás során
- A lézeres vágási képességeket meghaladó vastag anyagok (akár több hüvelykig)
- Nem fémes anyagok, például kő, üveg vagy kompozitok
- Olyan alkalmazások, amelyeknél abszolút nincs szükség hő okozta torzulásra
A vízsugárvágó piac gyorsan növekszik, és a légiközlekedési, orvosi és precíziós gyártási alkalmazásokban folyamatosan növekvő igény a hőmentes vágás iránt 2034-re több mint 2,39 milliárd dollárra becsült piaci értéket eredményez.
CNC dörzsölés: Nagy mennyiségű egyszerű alakzat
Olyan projekteknél, amelyek ezrekben azonos alkatrészeket igényelnek viszonylag egyszerű geometriával – például rögzítőfuratok, rácsok vagy alapvető kivágások – a CNC dörzsölés gyakran olcsóbb megoldást kínál, mint a lézeres vágás. A dörzsölő gépek formázott nyomószerszámokat használnak a lemezfémben történő gyors átütéshez, így ideálisak nagy mennyiségű sorozatgyártásra, ahol a beállítási költségek sok darabra oszlanak el.
A CNC dörzsölés különösen hatékony, ha:
- Nagyon nagy mennyiségű azonos alkatrészre van szükség
- Az alakzatok illeszkednek a rendelkezésre álló nyomószerszám-készletekhez (körök, téglalapok, szabványos minták)
- Az anyagvastagság a kivágási tartományban van (általában legfeljebb 6 mm)
- A sebesség és az alkatrész költsége fontosabb, mint az aprólékos részletek képessége
| Gyár | Lézeres vágás | Plazma vágás | Vízjetes felvágás | Cnc lyukastász |
|---|---|---|---|---|
| Pontosság | ±0,1 mm (kiváló) | ±0,5-1 mm (mérsékelt) | ±0,1-0,2 mm (nagyon jó) | ±0,1 mm (jó) |
| Anyag Vastagság | Tipikusan akár 25 mm-ig | Legfeljebb 150 mm felett | Legfeljebb 200 mm+ | Tipikusan legfeljebb 6 mm |
| Élek minősége | Kiváló, minimális utómunka szükséges | Durvább, esetleg megmunkálás szükséges | Simább, enyhe ferdeség lehetséges | Tiszta, enyhe áthajlás lehetséges |
| Hőhatásövezet | Kicsi, de jelen van | Nagyobb, jelentős | Nincs (hidehű folyamat) | Nincs (mechanikai) |
| Legjobban alkalmas | Pontos alkatrészek, vékony-közepes fém | Vastag acél, költségérzékeny projektek | Hőérzékeny anyagok, vastag vágások | Nagy mennyiségű egyszerű formák |
| Relatív költség | Mérsékelt | Alacsonyabb vastag anyagoknál | Magasabb (lassúbb folyamat) | Legalacsonyabb nagy mennyiségeknél |
Döntés meghozatala
Tegye fel ezeket a kérdéseket vágástechnológia kiválasztásakor:
- Milyen vastag az anyag? 20 mm alatt előnyben részesül a lézer; 25 mm felett plazma vagy vízsugaras vágás jön szóba
- Mennyire pontosaknak kell lenniük a vágásoknak? Keskeny tűréshatárok esetén a lézeres vagy vízsugaras vágás előnyösebb
- Probléma-e a hőfejlődés? Hőérzékeny alkalmazások esetén vízsugaras vágás szükséges
- Mennyiség? Egyszerű alakzatok nagy mennyisége esetén a CNC kivágás lehet előnyösebb
- Mennyi a költségvetése? Plazmavágás költségelőnyt jelent vastag acél esetén; lézervágás pontossági értéket nyújt precíziós munkákhoz
Sok sikeres gyártóüzem több technológiát is fenntart, pontosan azért, mert egyetlen módszer sem kezel optimalisan minden alkalmazást. Ajánlatok értékelésekor ne habozzon megkérdezni, hogy a javasolt technológia valóban illik-e projektre – vagy esetleg egy alternatíva jobb eredményt hozhatna. Ezeknek a kompromisszumoknak az ismerete átalakítja Önt passzív vevőről tájékozott partnerré a gyártási folyamatban.
Költségtényezők és árképzési változók magyarázata
Íme a kellemetlen igazság, amit a legtöbb gyártó nem magyaráz meg eleve: az a lézeres vágási árajánlat, amit kapott, nem önkényes – egy pontos képlet alapján kerül kiszámításra, amely olyan tényezőket vesz figyelembe, amelyekről valószínűleg nem is tudott. Ezeknek a költségtényezőknek az ismerete nem csupán kielégíti a kíváncsiságát; lehetővé teszi tervezési optimalizálást, költségcsökkentést, és olyan informált kérdések feltevését, amelyekből világossá válik, hogy nem könnyű célpontja a túlárazásnak.
A legnagyobb félreértés? Az anyagfelülettel való elsődleges összefüggés feltételezése. Valójában a gépidő az egyetlen legfontosabb tényező, amely meghatározza az Ön egyedi vágott félmegmunkálás költségeit. Egy egyszerű téglalap és egy díszes dekoratív panel azonos lemezekből történő vágása drámaian eltérő árral járhat – akár ötszörösen vagy még többel is.
Az árajánlati változók és árképzési tényezők megértése
Minden lézeres vágási árajánlat egy alapvető számítás követ: Végső Ár = (Anyagköltség + Változó költségek + Fix költségek) × (1 + Haszonkulcs). Nézzük meg, mit jelent mindez a pénztárcája szempontjából.
Az anyagi költségek nem csupán a beszerzett nyers fémet foglalják magukban, hanem a vágás során keletkező hulladékot is. Amikor egyedi méretű fémeket rendel, a vállalkozásoknak figyelembe kell venniük a teljes lemez árát, még akkor is, ha az alkatrészek csak a lemez 60%-át használják ki. Az hatékony elrendezés – az alkatrészek stratégiai elhelyezése a lemezen – közvetlenül csökkenti ezt a hulladékfaktort.
Változó költségek a gépüzemidőt jelentik, megszorozva a műhely óradíjával. A ipari adatok szerint tipikus lézervágó óradíjak $60 és $120 között mozognak, a berendezés képességeitől és teljesítményszintjétől függően. A tervezés határozza meg, hogy a gép hány percig vagy óráig üzemel.
Fix költségek az üzemeltetési költségeket fedezik – például bérleti díj, berendezések karbantartása, szoftverlicensek és adminisztratív kiadások –, amelyek a projektjére arányosan esnek.
Az alábbiakban a fő költségtényezők láthatók, amelyeket a végső árajánlatra gyakorolt tipikus hatásuk alapján rangsoroltunk:
- Anyagvastagság: A legjelentősebb változó. A vastagság kétszeresére növelése több mint duplájára növelheti a vágási időt, mivel a lézert sokkal lassabban kell mozgatni a teljes áthatoláshoz
- Tervezési összetettség: A bonyolult minták, amelyek sok görbét és irányváltást tartalmaznak, kényszerítik a gépet a lassításra, ezzel meghosszabbítva a feldolgozási időt
- Fúrási pontok száma: Minden alkalommal, amikor a lézer új vágást kezd, először át kell fúrnia az anyagot. Egy 100 kis lyukat tartalmazó tervezés drágább, mint egy nagy kivágás, mivel az összes fúrási idő összeadódik
- Anyag típusa és minősége: A magas minőségű alumínium vagy rozsdamentes acél drágább, mint az alacsony széntartalmú acél – mind az alapanyag árában, mind néha a feldolgozási időben
- Rendelt mennyiség: A beállítási költségek több darabra oszlanak el, így alacsonyabb egységár jön létre
- Befejezési követelmények: A másodlagos műveletek, például hajlítás, csavarhúzás vagy porfestés további munkaerő- és feldolgozási költségeket jelentenek
Hogyan befolyásolja a tervezési bonyolultság az ön költségvetését
Képzeljen el két alkatrészt: egy egyszerű 6" × 6" négyzetet és egy bonyolult, díszes panelet ugyanolyan külső méretekkel, de 50 belső kivágással és díszes görbe vonalakkal. Ugyanazt az anyagot használják – mégis, a díszes panel ára ötszörös is lehet. Miért?
Vágási távolság: A lézer által megtett teljes lineáris távolság közvetlenül arányos az idővel. A hosszabb vágások magasabb költségekkel járnak. A díszes panelnél például 10 láb vágás szükséges lehet, míg az egyszerű négyzetnél csak 2 láb.
Fúrási műveletek: Minden belső kivágáshoz a lézernek át kell fúrnia az anyagot a vágás megkezdése előtt. Egy sok fúrást igénylő tervezés drágább lehet, mint egy nagy kivágás, pusztán a fúrási idők összeadódása miatt – akkor is, ha a teljes vágási távolság hasonló.
Sebességváltozások: A bonyolult geometriák, szoros ívekkel és éles sarkokkal kényszerítik a vágófejet, hogy folyamatosan lassítson és gyorsítson. Egy egyenes vonal gyorsabban vágható, mint egy sor bonyolult görbe, mivel az egyszerűbb pályákon a gép magasabb átlagsebességgel működik.
Tűréshatár-előírások: A funkcionálisan szükségesnél szigorúbb tűrések előírása rejtett költségvetag. Ahhoz, hogy nagyon pontos méreteket tartson be a gép, lassabb, jobban szabályozott sebességgel kell működnie. Mielőtt ±0,05 mm-es tűrést kérne, kérdezze meg magától, hogy ±0,2 mm valójában megfelel-e az alkalmazásához.
Mennyiség és skála-gazdaságosság
A beállítási díjak egyszeri költségeket jelentenek – anyag betöltése, gép kalibrálása, fájljának előkészítése –, amelyek a rendelés méretétől függően másképp oszlanak el. Ha 10 alkatrészt rendel, akkor a 50 USD beállítási díj darabonként 5 USD-t jelent. Ha 100 alkatrészt rendel, akkor az alkatrészenként mindössze 0,50 USD.
A iparági elemzés , a mennyiségi kedvezmények akár 70%-osak is lehetnek nagyobb tételszám esetén. Azonos alkatrészek között a gépet nem kell újra beállítani, és a nagyobb mennyiségek hatékonyabb anyagkihasználást tesznek lehetővé. Ha úgy véli, hogy jövőben is szüksége lesz alkatrészekre, gyakran érdemes egyesíteni a rendeléseket.
További költségtényezők
A fő változókon túl több tényező is növelheti az árajánlatot:
- Gyorsított gyártás: A sürgős megrendelések miatt a műhelyeknek újra kell szervezniük az ütemtervet, és túlórára lehet szükség – emelt árakat várhat
- Fájl előkészítése: Hibás fájlok benyújtása (ismétlődő vonalak, nyitott kontúrok, hiányzó méretek) azt jelenti, hogy a technikusoknak javítaniuk kell a hibákat a vágás előtt, ami gyakran további díjakat von maga után
- Speciális anyagok: Olyan speciális ötvözetből származó fém igénylése, amelyet a műhely nem tart raktáron, anyagbeszerzési felárral járhat
- Szállítás és logisztika: Nagy súlyú vagy törékeny alkatrészek speciális kezelést és csomagolást igényelnek
Gyakorlatias költségvetési becslés
Bár a lézervágás pontos költségei szolgáltatónként eltérhetnek, megalapozott becsléseket készíthet, ha figyelembe veszi ezeket az összefüggéseket: Az egyszerű tervek vékony lágyacélon képviselik az alapköltséget. Minden további bonyolultsági tényező – vastagabb anyag, összetett minták, tükröző fémmel, szigorú tűrések – megszorozza ezt az alapköltséget. Több szolgáltatótól kérjen árajánlatot, hogy pontosabban tudja elhelyezni elvárásait konkrét projekttípusok esetén.
A legokosabb megközelítés? Mielőtt véglegesítené a terveket, kérdezze meg a lehetséges gyártóktól, hogy mely módosítások csökkentenék legjelentősebben a költségeit. Néha apró tervezési változtatások – például lekerekített sarkok hozzáadása, kis lyukak hornyokká egyesítése vagy enyhén lazább tűréshatárok elfogadása – akár 20–30%-kal is csökkenthetik az árajánlatot anélkül, hogy funkcióbeli kompromisszumra kerülne sor. Ezzel a költségtudással felszerelkezve már fel tudja mérni, hogyan alakulnak ezek a precíziós vágású alkatrészek valós alkalmazásokká az iparágak szerte.
Gyakori alkalmazások az iparágakban
Most, hogy már ismeri a költségeket – pontosan hol is használják ezt a precíziós vágási technológiát? Itt jön a meglepetés: az egyedi lézeres fémvágás szinte minden elképzelhető iparágban jelen van. Az autótól, amit vezet, egészen a zsebében lévő telefonig, lézerrel vágott alkatrészek rejtőznek nyilvánvaló helyeken. Ezeknek az alkalmazásoknak a megértése segít eldönteni, hogy ez a technológia megfelel-e konkrét projektigényeinek – és kontextust ad ahhoz, miért éppen bizonyos iparágak dominálnak a gyártási tájolón.
A iparági elemzés , az egyedi fém lézeres vágása olyan pontosságot, sebességet és sokoldalúságot kínál, amely kielégíti a mai leginnovatívabb szektorok igényeit. Nézzük meg, hova kerül valójában a lézerrel vágott fém – és mit jelent ez az Ön projektje szempontjából.
Gépjárműipari és ipari alkatrészalkalmazások
Amikor kinyitja autója motorháztetejét, tucatnyi lézerrel vágott alkatrésszel néz szembe. A gépjárműipar erősen támaszkodik az ipari lézervágásra a vázas tartóktól kezdve a tüzelőberendezés-alkatrészekig minden esetében. Miért? Mert pontosságra van szükség, amikor az alkatrészek extrém körülmények között is tökéletesen illeszkedniük kell.
Autóipari alkalmazások:
- Alkatrészek az alvázhoz: Szerkezeti panelek, megerősítő tartók és pontos specifikációk szerint vágott keretelemek
- Kipufogóegységek: Hőpajzsok, kollektoralkatrészek és precíziós illesztést igénylő egyedi kipufogóhegyek
- Elektromos járművek alkatrészei: Akkutartók, motortartók és hűtőrendszer-alkatrészek
- Belső elemek: Műszerfal-tartók, ülésvázak és díszítőelem-rögzítőlemezek
- Felfüggesztési alkatrészek: Felfüggesztési lengőkar-alkatrészek, rögzítőtartók és egyedi teljesítménynövelő elemek
Az autóiparban az egyedi fém lézeres vágás lehetővé teszi a gyártók számára, hogy növeljék a termelést, miközben folyamatos minőséget biztosítanak, csökkentik a hulladékot és javítják az hatékonyságot. Ez ideálissá teszi nagy sorozatgyártásra és utángyártott egyedi alkatrészekre egyaránt.
Ipari berendezések és gépek:
A nehézgépekhez és ipari berendezésekhez erős, pontos alkatrészekre van szükség, amelyek megbízhatóan működnek a nehéz körülmények között. A lézeres gyártás lehetővé teszi a gyártók számára, hogy előállítsák:
- Fogaskerekek és szerelvények: Pontos alkatrészek teljesítményátviteli rendszerekhez
- Gépházak: Burkolatok és védőburkolatok a belső mechanizmusok védelmére
- Rögzítőlemezek: Szerkezeti elemek motorok, szenzorok és vezérlőrendszerek elhelyezéséhez
- Szállítórendszer-alkatrészek: Tartókonzolok, vezetők és támasztószerkezetek anyagmozgatáshoz
- Mezőgazdasági gépek: Tartós alkatrészek traktorokhoz, betakarító gépekhez és öntözőrendszerekhez, amelyek kemény körülményeknek vannak kitéve
A lézerrel vágott fémlemezek ismételhetősége biztosítja, hogy a cserealkatrészek pontosan illeszkedjenek az eredetiekhez – ami kritikus fontosságú, amikor a leállás óránként ezrekbe kerül.
Architekturális, tájékoztató és díszítő projektek
Volt már olyan, hogy elment egy épület mellett, amely bonyolult fém homlokzati panelekkel vagy lenyűgöző díszkorlátokkal rendelkezik? Valószínűleg ezek az elemek lézeres lemezvágó gépből származnak. Az építészek és tervezők egyre inkább a lézervágást választják olyan projektekhez, ahol az esztétika és a pontosság találkozik.
Építészeti és építőipari:
- Díszítő fémtáblák: Homlokzatelemek geometriai mintákkal, organikus formatervekkel vagy egyedi műalkotásokkal
- Szerkezeti komponensek: Acél konzolok, csatlakozók és egyedi szerelvények, amelyek pontosan megfelelnek az előírt specifikációknak
- Korlátok és kapuk: Díszes korlátok és biztonsági elemek, amelyek funkciót és vizuális hatást kombinálnak
- Világítótestek: Egyedi lámpaernyők, függőlámpa házak és szórópanelek
- Helyiséghatárolók: Perforált képernyők és privátszférát biztosító panelek bonyolult kivágási mintákkal
A lézeres vágás tiszta, éles vonalakat eredményez, amelyek innovatív terveket elevenítenek meg esztétikai vagy funkcionális célokra egyaránt. Ez a lehetőség átalakította a modern építészetben elérhető korlátokat.
Táblák és márkázás:
Sétáljon végig bármely kereskedelmi negyeden, és mindenütt lézeres vágólemezből készült munkákat lát – merész kirakatfeliratoktól kezdve a finom tájékoztató rendszerekig. A lézervágó és lézergravírozó képességek lehetővé teszik:
- Csatornabetűs Felületek: Pontosan vágott alumínium és rozsdamentes acél megvilágított táblákhoz
- Térfogatos Logók: Márkajelek tiszta szélekkel, amelyek megfogják a fényt és az árnyékot
- Tájékoztató Rendszerek: Irányjelző táblák kórházakhoz, repülőterekhez és kereskedelmi komplexumokhoz
- Emléktáblák: Részletes szöveg és képi ábrázolás emlékbeavatkozásokhoz
- Kiadásli bemutatók: Hordozható promóciós elemek, amelyek vizuális hatást követelnek meg
Művészeti és kreatív alkalmazások:
Művészek és dizájnerek lézeres vágott lemezfémet használnak olyan darabok elkészítéséhez, amelyek hagyományos gyártási módszerekkel lehetetlenek lennének – vagy aránytalanul időigényesek. Galériaszobroktól kezdve egyedi ékszerekig, a technológia új kreatív lehetőségeket nyit meg:
- Fém szobrok: Nagyméretű művészeti installációk összetett negatív terekkel
- Ékszeralkatrészek: Részletes minták aranyból, ezüstből és rézből
- Bélyegződés: Faliképek, gyertyatartók és díszítő tárgyak
- Zenészkészülékek: Egyedi alkatrészek és díszítőelemek
Elektronika, technológia és prototípus-fejlesztés
Ahogy az elektronikai eszközök egyre kisebbé és összetettebbé válnak, a gyártók egyre inkább lézeres vágásra támaszkodnak a szükséges szűk tűréshatárok eléréséhez. Ez a szektor a precíziós lézerfeldolgozás egyik leggyorsabban növekvő alkalmazási területét képviseli.
Elektronika és technológia:
- Hőleválasztók: Pontosan levágott alumínium hűtőbordák, amelyek maximalizálják a hőelvezetést
- Rögzítőlemezek: Nyomtatott áramkörök tartóelemei és alkatrészek helyzetbe állító elemei
- Zárólapok: Védőházak érzékeny elektronikai alkatrészekhez, melyek pontos szellőzőmintázatot igényelnek
- Árnyékoló alkatrészek: EMI/RFI árnyékolások, amelyek blokkolják az elektromágneses zavarokat
- Távközlési infrastruktúra: 5G infrastruktúra alkatrészei, melyek pontosságot és tartósságot igényelnek
A kontaktusmentes vágási módszer biztosítja, hogy a finom alkatrészek sérülésmentesen maradjanak a gyártás során – kritikus fontosságú vékony anyagok és szűk tűréshatárok esetén.
Prototípus-fejlesztés és gyors iteráció:
Talán sehol nem hoz annyi értéket a lézeres vágás, mint prototípus-fejlesztésnél. Képzeljen el öt különböző konzoldizájn tesztelését, mielőtt gyártósoros szerszámokba fektetne be. A hagyományos gyártási módszerek heteket és ezer dollárt költhetnek egy-egy iterációra. A lézeres vágással viszont:
- Több dizájn egyszerre tesztelése: Vágjon le öt változatot egyetlen gyártási folyamatban
- Gyors iterálás: Napokon belül kapja meg az alkatrészeket, nem hetek múlva; értékelje a teljesítményt, majd finomítsa a terveket
- Szerszámköltségek minimalizálása: Nincs szükség kivágó sablonokra vagy formákra – csupán frissítse a CAD-fájlját
- Zökkenőmentes skálázás: Áttérés a prototípusról a gyártásra ugyanazzal a technológiával
- Fejlesztési kockázat csökkentése: Tervek érvényesítése fizikai alkatrészekkel erőforrások lekötése előtt
Ez a gyors iterációs lehetőség átalakította a termékfejlesztési ciklusokat az iparágak szerte. A mérnökök a tömeggyártási infrastruktúrába történő befektetés előtt valódi fémből készült alkatrészekkel – nem csupán 3D modellekkel – tudják ellenőrizni az illeszkedést, formát és funkciót.
További ipari alkalmazások:
- Repülőgép: Könnyűsúlyú konzolok, szerkezeti panelek és házak alumíniumból és titánból
- Orvosi eszközök: Sebészeti eszközök, implantátum-alkotóelemek és diagnosztikai berendezések alkatrészei
- Ernevelható energia: Napelemkeretek, szélgenerátor-konzolok és akkumulátoros rendszerek burkolatai
- Védelem: Járműalkatrészek, kommunikációs rendszerek és védőfelszerelések
- Élelmiszer és italipari: Rozsdamentes acél feldolgozóberendezések és csomagolóautomaták alkatrészei
Igazodik a projektje ezekhez a kategóriákhoz? Ha olyan munkán dolgozik, amely pontos fémmegmunkálást igényel – legyen szó funkcionális konzolokról vagy díszítő panelekről – akkor a lézeres vágás valószínűleg előnyösebb lehet az alternatív módszerekkel szemben. A lényeg itt az, hogy a technológia előnyeit a saját konkrét igényeihez igazítsa. Mivel a lézeres vágás alkalmazási területe nagyon széles – a művészi kifejezéstől kezdve egészen a biztonsági alkatrészekig – fontos megérteni, hogy projektje hová illik ebbe a skálába, így hatékonyabban tud együttműködni a gyártókkal, és reális elvárásokat tud megfogalmazni a minőséggel, határidővel és költségekkel kapcsolatban.
Utómunkálatok és felületkezelési lehetőségek
Már a lézerrel vágott alkatrészei a kezében vannak – és most mi következik? Íme egy olyan dolog, amit a gyártók ritkán magyaráznak el előre: a vágási folyamat gyakran csak a kezdete a teljes gyártási folyamatnak. Az alkalmazásától függően ezeket az éppen kivágott alkatrészeket másodlagos műveletek, felületkezelések vagy védőbevonatok is szükségessé tehetik, mielőtt valóban késznek tekinthetők. Az ilyen utófeldolgozási lehetőségek megértése segít a teljes igények pontos megadásában már a kezdetektől, így elkerülhetők a késedelmek és a váratlan költségek későbbi szakaszban.
A lemezmetallográfiai lézervágás minősége és a befejező műveletek közötti kapcsolat egyszerű: minél jobb a lézer által létrehozott vágási élminőség, annál kevesebb előkészítési munka szükséges a befejező műveletek előtt. Ugyanakkor még a legtisztább lézerrel vágott élek is szükségessé tehetnek további kezelést az adott alkalmazástól függően. Nézzük meg, mi történik a lézeres lemezvágó gép munkájának befejezése után.
Másodlagos műveletek és fémformázás
A síkidomok csak a kiindulópontot jelentik számos projekt esetében. A lemezlaserszabás és az alakítás gyakran együtt jár, kétdimenziós kivágásokból háromdimenziós szerelvényeket alakítva. Az ezen másodlagos műveletek megértése segít a teljes gyártási folyamatok tervezésében.
Hajlítás és formálás
A legtöbb egyedi lemezmegmunkálási projekt valamilyen mértékű alakítást igényel. A sajtolóprészek lapos lemezeket hajtanak szögekbe, csatornákba és összetett geometriákba. Amikor hajlításra tervez, ne feledje, hogy a lézerszabott sík mintázatnak figyelembe kell vennie az anyag nyúlását a hajtásvonalak mentén – ezt a tényezőt hajlítási ráhagyásnak nevezik. A tapasztalt gyártók tanácsot adhatnak az optimális hajlítási sugarakról és sorrendekről.
Hegesztés és szerelés
Több lézerrel vágott alkatrész gyakran hegesztéssel kapcsolódik egymáshoz. A fémlapok lézervágásával kialakított tiszta élek általában kiválóan hegeszthetők, minimális előkészítést igényelve. Ha azonban alkatrészei hegesztésre kerülnek, fontolja meg, hogyan befolyásolják a hegesztési zónák a teljes méreteket, és elfogadható-e a hegesztés utáni csiszolás.
Átmenetek eltávolítása és élkiképzés
Még a nagy minőségű lézeres vágás is hagyhat kisebb hibákat. A szakmai szakértők szerint a csavarozgatás eltávolítja a karcolásokat, csattot és a gyártási folyamat során keletkezett kisebb hibákat, előkészítve az alkatrészeket a későbbi festésre vagy anódolásra. Gyakori csavarozgatási módszerek:
- Lineáris csavarozás: Egyik oldal kefézése a karcolások simítására és a salak eltávolítására – minőségi gyártók gyakran ingyenesen nyújtják ezt
- Tumbling: Vibrációs utómegmunkálás kisebb alkatrészekhez, amely egységes élsimítást biztosít minden felületen
- Kézi burkolásmentesítés: Kézi utómunkálás olyan alkatrészekhez, amelyek külön figyelmet igényelnek, vagy túl nagyok az automatizált folyamatokhoz
Ne feledje, hogy bár a csavarozgatás és a görgőzés eltávolítja az éles éleket, ez nem teszi tökéletes megjelenésűvé az alkatrészt. Igazán befejezett megjelenés eléréséhez további felületkezelésre lesz szüksége.
Felületkezelés és védőbevonatok
A felületi bevonatok többet tesznek, mint csak a megjelenés javítása – jelentősen javíthatják az anyag tulajdonságait. A fémburkolatok növelik a korrózióállóságot, kopásállóságot, a felületi keménységet, az elektromos vezetőképességet és egyebeket. A megfelelő bevonat kiválasztása az alkalmazás környezeti hatásainak, esztétikai igényeinek és költségvetésének függvénye.
Az alábbiakban a lézeres vágású lemezalkatrészek legfőbb felületkezelési lehetőségeit találja:
- Porfesték: Elektrosztatikusan felvitt és kemencében polimerizált porfesték akár tízszer hosszabb ideig tart, mint a hagyományos festék, és nem tartalmaz illékony szerves vegyületeket. Különféle színekben és textúrákban érhető el, például matt, csillogó és ráncolt felülettel.
- Anódolás: Alumíniumnál elektrokémiai eljárással létrehozott tartós, karcolásálló oxidréteg. Kiváló korrózió-, hő- és áramállóságot biztosít – ideális kültéri vagy villamosipari alkalmazásokhoz.
- Fémelés: Fémbevonatok, például cink vagy nikkel felhordása alapanyagokra. A cinklemez javítja az acél korrózióállóságát, míg a nikkelbevonat növeli a vezetőképességet és javítja a megjelenést réz- és acélfelületeken
- Festés: Hagyományos, nedves alkalmazás, amely számos projekthez alkalmas. Megfelelő felület-előkészítés – csiszolás és tisztítás – biztosítja a festék tapadását és hosszú élettartamát
- Passziválás: Kémiai kezelés, amely javítja az rozsdamentes acél korrózióállóságát megjelenés változtatása nélkül
- Sugározásos (media) homokfúvás: Nagy nyomású, durva anyaggal végzett kezelés, amely tisztítja, simítja vagy érdesíti a felületeket más bevonatok előkészítése céljából
Felületkezelési követelmények meghatározása
Egyedi lézeres vágású alkatrészek rendelésekor egyértelműen jelezze előre a befejezési igényeit. Határozza meg:
- Szükséges bevonat típusát és színét (ha alkalmazható)
- Mely felületeket kell kezelni (mindkét oldal, csak egyik oldal, meghatározott területek)
- Teljesítménnyel kapcsolatos követelményeket (külső környezetben való alkalmazás, élelmiszerrel való érintkezés, elektromos szigetelés)
- Mérettűrést a befejezést követően (a bevonatok növelik a vastagságot)
A gyártókkal való együttműködés, amelyek teljes körű képességeket kínálnak – a lézeres vágástól a formázáson, felületkezelen és szerelésen át a kész termékig – egyszerűsíti a tervezéstől a kész termékig vezető utat. Az integrált partnerek, akik támogatják a DFM (gyártásra való tervezés) megközelítést, korán felismerhetik a lehetséges problémákat, miközben a gyors prototípuskészítés lehetővé teszi az alkatrészek érvényesítését, mielőtt tömeggyártásba kezdenének. Igényes alkalmazásokhoz, például járműipari alkatrészekhez olyan partnereket érdemes keresni, akik rendelkeznek például IATF 16949 tanúsítvánnyal, ami minőségirányítási érettséget jelez. Olyan vállalatok, mint Shaoyi (Ningbo) Metal Technology szemléltetik ezt az integrált megközelítést, és mindent kínálnak ötnapos gyors prototípuskészítéstől az automatizált tömeggyártásig, kiterjedt felületkezelési lehetőségekkel.
A lényeg? Ne hagyja az utómunkálatokat utólagosnak. Ezeket a követelményeket már a kezdeti specifikációkba építse be, így elkerülheti a költséges újrafeldolgozást, és biztosíthatja, hogy alkatrészei pontosan úgy működjenek, ahogyan tervezték azokat a végső alkalmazásban. Ha tisztában van az utómunkálati lehetőségekkel, készen áll arra, hogy értékelje a lehetséges gyártási partnereket, és megalapozott döntést hozzon arról, ki gyártsa az Ön egyedi alkatrészeit.
A megfelelő egyedi lézeres vágásra specializálódott partner kiválasztása
Elmasterye a technológiát, ismeri a költségeket, és tudja, milyen utómunkálatokra van szüksége – de itt dől el sok projekt sikeressége vagy kudarca: a megfelelő gyártási partner kiválasztása. A zökkenőmentes projekt és a frusztráló élmény közti különbség gyakran azon múlik, hogy milyen kérdéseket tesz fel még mielőtt elkötelezné magát. Ennek ellenére a legtöbb vevő kizárólag az árra koncentrál, figyelmen kívül hagyva azokat a tényezőket, amelyek végül eldöntik, hogy az alkatrészek időben érkeznek-e meg, megfelelnek-e a specifikációknak, és úgy működnek-e, ahogyan szánták.
A minőségi lézeres vágási szolgáltatások megtalálása közel hozzám többet igényel egy gyors online keresésnél. A legjobb fém lézeres vágási szolgáltatók képességeiken, kommunikációjukon, tanúsítványaikon és a határidőtartás megbízhatóságán keresztül emelkednek ki – olyan tényezőkön, amelyek csak akkor válnak nyilvánvalóvá, ha tudja, mit kell keresni.
Főbb kérdések a projekt elkezdése előtt
Mielőtt kapcsolatba lépne a gyártókkal, válaszolja meg ezeket az alapvető kérdéseket saját igényeivel kapcsolatban. Válaszai határozzák meg, hogy mely szolgáltatók tudják valóban kielégíteni az igényeit – és melyek azok, amelyek feleslegesen pazarolják az idejét.
Mekkora pontosságra van ténylegesen szüksége?
Ez nyilvánvalónak tűnhet, de sok ügyfél túl szigorúra állítja a tűréshatárokat, ami feleslegesen növeli a költségeket. Tegye fel magának a kérdést: Elfogadható-e a ±0,2 mm, vagy alkalmazásához tényleg szükség van a ±0,1 mm-es vagy annál szigorúbb tűrésre? Léteznek olyan precíziós lézeres vágási szolgáltatások, amelyek extrém szigorú tűréseket is képesek betartani, de ezért megfelelő díjat számítanak fel. Illessze tűrési előírásait a funkcionális igényekhez – ne az ideális elképzelésekhez.
Milyen mennyiséget rendel?
Az egyedi prototípusok más képességeket igényelnek, mint a tízezer darabból álló gyártási sorozatok. Egyes lézeres vágószolgáltatások alacsony mennyiségű, egyedi munkákra specializálódnak rövid átfutási idővel; mások a nagy mennyiségű termelés hatékonyságára optimalizálnak. Egy vállalkozás, amely tökéletesen megfelel az 50 darabos rendeléséhez, lehet, hogy nem a legmegfelelőbb választás az állandó gyártási igényekhez.
Milyen anyagból és milyen vastagságban?
Nem minden vállalkozás kezeli ugyanolyan jól az összes anyagfajtát. Ha visszatükröző fémekkel, például rézzel vagy alumíniummal dolgozik, győződjön meg arról, hogy a szolgáltató szálas lézer-technológiát használ. Vastag acéllapok esetén ellenőrizze a berendezés kapacitását. A iparági irányelvek szerint a legtöbb fém lézeres vágó szolgáltató részletezi honlapján az anyagvastagságra vonatkozó specifikációit és a fogadható lemezfémtípusokat – ellenőrizze ezeket, mielőtt kapcsolatba lépne velük.
Mi az időkerete?
A szabványos átfutási idők jelentősen eltérhetnek a szolgáltatók között. Néhány CNC lézeres vágószolgáltatás 3-5 munkanap alatt szállít; másoknak 2-3 hétre van szükségük. Ha sürgős szállításra van szüksége, azonnal erősítse meg a rendelkezésre állást, és ismerje meg előre a prémium költségeket. Az előzetes tervezés majdnem mindig pénzt takarít meg.
Szüksége van-e másodlagos műveletekre?
Ha alkatrészei hajlítást, hegesztést, porfestést vagy összeszerelést igényelnek, egy teljes körű szolgáltató megtakarítja az egyeztetési nehézségeket. A csupán vágást nyújtó vállalkozások egyszerűbb munkák esetén gyorsabban szállíthatnak, de teljes szereléseknél logisztikai bonyodalmakat okozhatnak.
Szolgáltató képességeinek értékelése
Miután tisztázta igényeit, módszeresen értékelje ki a lehetséges partnereket. Ne fogadja el automatikusan a legalacsonyabb árajánlatot – a legolcsóbb lehetőség ritkán nyújtja a legjobb értéket, ha késések, minőségi problémák vagy kommunikációs hibák lépnek fel.
Használja ezt az ellenőrző listát fém lézeres vágószolgáltatások értékelésekor:
- Ellenőrizze a berendezések képességeit: Kérdezze meg, milyen lézertechnológiát használnak (CO2, szálas vagy mindkettő), és győződjön meg arról, hogy gépeik kezelni tudják az anyagtípust és a vastagsági követelményeket
- Minőségi tanúsítványok ellenőrzése: Igényes alkalmazások esetén a tanúsítványok fontosak. Az IATF 16949 tanúsítvány autóipari minőségű minőségirányítási rendszert jelez – ez erős mutatója a folyamatokhoz való fegyelemnek akkor is, ha nem autóipari projektekre alkalmazzák
- Kérjen referenciákat vagy ajánlásokat: A bevezetett szolgáltatóknak hajlandónak kell lenniük az ügyfélvisszajelzések megosztására. Kérjen ajánlásokat más ügyfelektől, és érdeklődjön a műhely tapasztalatairól az Önhöz hasonló projektekkel kapcsolatban
- A kommunikációs reakciókészség értékelése: Mennyire gyorsan válaszolnak a lekérdezésekre? Egy olyan szolgáltató, amely napokig tart, hogy válaszoljon az eladás előtti kérdésekre, valószínűleg a termelés során is frusztráló lesz
- Az árajánlat készítési határidejének megerősítése: A professzionális működés standard projektekre 12–48 órán belül ad árajánlatot. A hosszabb késések kapacitáshiányra vagy szervezeti hatékonyságtalan működésre utalhatnak
- Értsd meg a fájláttekintési folyamatukat: A minőségi szolgáltatók gyártáselőtt ellenőrzik a tervezési fájlokat, így korán felismerik a lehetséges problémákat, még mielőtt azok megjelnének
- Tisztázza az ellenőrzési kritériumokat: Milyen minőségellenőrzések történnek a szállítás előtt? A szakmai szolgáltatásoknak világosan el kell magyarázniuk ellenőrzési folyamataikat és tűréshatár-ellenőrzési módszereiket
- Értékelje az egyéb szolgáltatások lehetőségeit: Csőlaser vágás, hajlítás, felületkezelés és összeszerelés egy helyen egyszerűsíti ellátási láncát, és csökkenti a koordinációs bonyolultságot
Mikor érdemes lézervágást alkalmazni – és mikor nem?
A lézervágás akkor ideális, ha:
- Pontos alkatrészek szigorú tűréshatárokkal és aprólékos részletekkel
- Vékonytól közepes vastagságú anyagok (általában 25 mm alatt)
- Olyan prototípus-fejlesztés, amely gyors iterációt igényel
- Alacsony vagy közepes gyártási mennyiség esetén, ha fontos a tervezési rugalmasság
- Olyan alkatrészek, amelyek tiszta éleket igényelnek, minimális utómegmunkálással
Fontolja meg az alternatívákat, ha:
- A anyagvastagság meghaladja a lézeres vágás lehetőségeit (plazma- vagy vízsugaras vágás alkalmasabb lehet)
- A hőhatásövezetek elfogadhatatlanok (a vízsugaras vágás kiküszöböli a hőhatásokat)
- Extrém magas mennyiségű egyszerű formák esetén a CNC lyukasztás gazdaságosabb
- Költségvetési korlátok vastag acélnál esetén a plazmavágás költséghatékonysága döntő fontosságú
Elvárható minőségi szabványok
A „szakmai lézervágás szolgáltatás közel hozzám” keresés olyan szolgáltatókat kell hogy eredményezzen, akik megfelelnek az alapvető minőségi követelményeknek:
- Méretei pontosság: A vágások a megadott tűréshatárokon belül helyezkednek el, méréssel ellenőrizve
- Élszegély minősége: Tiszta vágások felesleges salakképződés, repedések vagy oxidáció nélkül
- Anyag Nyomonkövethetősége: Dokumentáció, amely igazolja, hogy az anyagminőségek megfelelnek a specifikációknak
- Ellenőrzési jelentések: Kritikus alkalmazások esetén igény szerint elérhető
- Csomagolási szabványok: Alkatrészek védelme szállítás közbeni sérülések ellen
Autóipari, repülési- és űripari vagy orvostechnikai alkalmazások esetén a tanúsítvány megszerzése elengedhetetlen. Az IATF 16949 tanúsítvány – az autóipari ágazat minőségirányítási szabványa – azt bizonyítja, hogy a gyártó szigorú folyamatszabályozást, dokumentált eljárásokat és folyamatos fejlesztési gyakorlatokat alkalmaz. Olyan szolgáltatók, mint a Shaoyi (Ningbo) Metal Technology megtestesítik ezt a szabványt, olyan előnyökkel kombinálva, mint a 12 órás árajánlat-készítési határidő és a teljes körű DFM-támogatás, amely segít optimalizálni a terveket a megmunkálás megkezdése előtt.
A végső döntés meghozatala
A megfelelő partner képes egyensúlyt teremteni a képességek, a minőség, a kommunikáció és a költségek között. Egy enyhén magasabb árajánlat egy gyorsan reagáló, bizonyított minőségirányítási rendszerrel rendelkező szolgáltatótól gyakran nagyobb összértéket nyújt, mint a legalacsonyabb ajánlatot tevő partnertől, aki kommunikációs vagy konzisztencia-problémákkal küzd.
Kérjen árajánlatot 2–3 minősített szolgáltatótól, és ne csak az árakat, hanem a teljesítési határidőket és a szolgáltatások körét is hasonlítsa össze. Tegyen fel tisztázó kérdéseket – a szakmai gyártók értékelik az informált vásárlókat, és tiszteletben fogják tartani alaposságát. A megfelelő partnerválasztással az egyedi lézeres fémvágási projektje bizalommal kerül át a koncepcióból a valóságba, miközben technológiai ismeretei és az Ön által kialakított döntéshozatali keretrendszer támogatják.
Gyakran ismételt kérdések az egyedi lézeres fémvágásról
1. Milyen anyagok vághatók lézerrel?
Az egyedi lézeres vágás széles körű fémes anyagokkal dolgozik, beleértve az edzett acélt, rozsdamentes acélt, alumíniumot, sárgaréz, réz és titán. A szálas lézerek kiválóan alkalmasak tükröződő fémekre, mint az alumínium és a réz, míg a CO2 lézerek jól működnek vastagabb edzett acélon. A lemezvastagságok kezelhető tartománya vékony lemezektől akár 25 mm-ig terjedhet szálas lézereknél, és több mint 100 mm-ig magas teljesítményű CO2 rendszereknél oxigén segédgázzal. Nem fémes anyagok, például akril és fa is feldolgozhatók CO2 lézeres rendszereken.
2. Mennyibe kerül az egyedi lézeres vágás?
A lézeres vágás költségei több tényezőtől függenek: anyag típusa és vastagsága, tervezés bonyolultsága, döfési pontok száma, megrendelt mennyiség, valamint a felületi követelmények. A gépidő a fő költséghajtó, az óradíjak általában 60–120 USD között mozognak. Az egyszerű minták vékony lágyacélból képezik az alapárakat, míg az összetettebb mintázatok, vastagabb anyagok és tükröző fémeszközök növelik az árakat. Nagyobb darabszám esetén akár 70%-os mennyiségi kedvezmény is elérhető, mivel a beállítási költségek több alkatrészre oszlanak el.
3. Mi a különbség a szálas lézer és a CO2 lézer közötti vágásnál?
A száloptikás lézerek rövidebb hullámhosszon (1,064 mikrométer) működnek, így ideálisak a fényvisszaverő fémek, például az alumínium, a sárgaréz és a réz megmunkálására. Magasabb energiatakarékosságot nyújtanak (90% felett, szemben a CO₂-lézerek 5–10%-os értékével), gyorsabb vágási sebességet biztosítanak vékony anyagoknál, és a berendezések élettartama meghaladja a 100 000 órát. A CO₂-lézerek kiválóan alkalmazhatók vastagabb lágyacéllemezek (10–100 mm+) vágására, valamint nemfémes anyagok feldolgozására. A száloptikás lézerek általában magasabb kezdőköltséggel járnak, de hosszú távon alacsonyabb üzemeltetési költségeket eredményeznek.
4. Milyen fájlformátum szükséges a lézervágáshoz?
A DXF (Drawing Exchange Format – Rajzcsere-formátum) az univerzális szabvány, amelyet majdnem minden gyártó elfogad. Egyéb elfogadott formátumok a DWG, az AI (Adobe Illustrator), az EPS és az SVG. Küldés előtt alakítsa át az összes szöveget kontúrrá, távolítsa el a duplikált vagy egymást átfedő vonalakat, győződjön meg arról, hogy a formák zárt útvonalak, és ellenőrizze a méreteket 100%-os arányban. A megfelelő fájl-előkészítés elkerüli a késedelmeket, és biztosítja a pontos lézeres vágású alkatrészeket.
5. Hogyan válasszak lézeres vágó szolgáltatót?
Értékelje a szolgáltatókat a berendezések képességei (CO2 vs. szálas lézerek), minőségi tanúsítványok, például az IATF 16949 megléte igényes alkalmazásokhoz, a kommunikációs elérhetőség és az árajánlat-készítési idő alapján. A szakmai szolgáltatásoknak fel kell vizsgálniuk a gyártási fájlokat, egyértelműen ismertetniük kell a vizsgálati folyamatokat, valamint hivatkozásokat kell biztosítaniuk hasonló projektekből. Fontolja meg, hogy szüksége van-e másodlagos szolgáltatásokra, például hajlításra, felületkezelésre vagy összeszerelésre egyazon tető alatt, hogy leegyszerűsítse ellátási láncát.