 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Tömör vagy kovácsolt forgattyús tengely szilárdsága: melyik bírja ki a teljesítménycélokat
A kritikus szilárdsági döntés, amivel szembe kell néznie minden motorgyártónak
Amikor komoly lóerő után kutat, van egy kérdés, amely éjszakába nyúlóan foglalkoztatja minden teljesítményorientált motorepítőt: melyik főtengelygyártási módszer fogja ténylegesen kibírni a teljesítménycéljait? Akár egy hétvégi versenyautót, akár egy kizárólagos drag gépet épít, a tömbből megmunkált és a kovácsolt főtengelyek közötti különbség megértése nem csupán technikai tudás – ez a motor biztosítéka.
Itt a kemény valóság. A forgattyúshajtás meghibásodása nemcsak egy törött alkatrészt jelent. Kataklikus motorpusztulást jelent. Olyan forgó szerelvényről beszélünk, amely ezer forradalmak percenként forog, hirtelen széthullik, és széleszéjjel szétszászolja a blokkot, a fejeket és minden mást, amibe befektettél. Egy teljes motorépítés könnyedén meghaladhatja a 20 000 és 50 000 dollart komoly teljesítményalkalmazások esetén, és egyetlen forgattyúshajtás meghibásodásával mindent millisekundumok alatt tönkretehet.
Miért a forgattyúshajtás szerepe dönti el a motor túlélését
A forgattyúshajtás a motor szívében helyezkedik el, és a dugattyúk erőszakos lineáris mozgását alakítja át hasznos forgóenerniává. A Engine Labs szerint az értelmes építők felismerik, hogy a megfelelő forgattyúshajtás kiválasztása több szempontot is magában foglal, mint pusztán a várt lóerőkimenet. Minden égési esemény hatalmas erőt küld át ezen az egyetlen alkatrészen, amelynek ellenállnia kell az állandó hajlításnak, csavarófeszültségnek és hőciklusoknak – mindezt tökéletes egyensúlyt fenntartva.
Gondoljon bele, mi történik egy nagy teljesítményű motorban. Lehet, hogy egy erőteljes Boss Nine V8 hengerblokkot üzemeltet extrém teljesítményszinteken, vagy egy feljavított utcakocsit, amely 20+ PSI töltéstérnyomást ér el. Bármelyik esetben a forgattyúshaft olyan terhelésnek van kitéve, amely tönkretesz minden gyengébb alkatrészt. A kovácsolt és az egészdarabból megmunkált forgattyúshaft közötti különbség gyakran az, ami eldönti, túléli-e a motor ezt a terhelést, vagy egy drága fémhalmazzá válik.
A rossz választás valódi következményei
A rossz döntés nem csupán egy forgattyúshaft elvesztését jelenti. Ahogyan a szakértők is kiemelték a(z) SoFi szerint, a forgattyúshaft cseréje önmagában akár 3000 dollárt vagy még többet is elérhet alkatrészekkel és munkadíjjal – és ez még csak egy átlagos járműre vonatkozik. Nagy teljesítményű motoroknál pedig ezt az összeget jelentősen meg kell szorozni. De a valódi költségek a kollaterális károkból adódnak: tönkrement dugattyúk, meghajlott hajtórudak, repedt motorblokkok és tönkrement hengercsúcsok.
Ez az útmutató áthatol a marketinghőn, és objektív, adatokon alapuló összehasonlítást nyújt a forgattyús tengelyek gyártási módszereiről. Megtudhatja:
- Hogyan hoznak létre az űrtartalmi és tömbös kivitelezési módszerek alapvetően eltérő szilárdsági jellemzőket
- A pontos teljesítményhatárokat, amelyek felett mindegyik forgattyús tengely típus szükségessé válik
- Gyakori félreértéseket, amelyek miatt a gyártók túl sokat költenek – vagy ami még rosszabb, alulméreteznek
- Egyértelmű ajánlásokat a tényleges teljesítménycéljai és tervezett felhasználás alapján
A kovácsolt billet és a hagyományosan kovácsolt forgattyúk mindkettő jogosan alkalmazható teljesítménymotorokban. Egy minőségi kovácsolt forgattyú tökéletesen alkalmazkodik a legtöbb magas lóerőteljesítményű utcai és versenyépítéshez. A billet forgattyú válik logikus választássá, amikor extrém töltés, egyedi specifikációk vagy tartósan magas fordulatszám-stabilitás a cél. A kulcs a megfelelő gyártási módszerhez való illesztés a sajátos építési igényekhez—mivel az erősségigények jelentősen különböznek a teljesítményszintek, a tervezett felhasználás és azok gyakorisága alapján, amikor a határokat akarod feszegetni.
Hogyan értékeltük a forgattyúk szilárdságát és tartósságát
Bonyolultnak tűnik? Annak megértése, hogyan hasonlítjuk össze az űrtőtött szilárdságát a billet teljesítményével, nem igényel fémkohászati diplomát. De azt igen, hogy túllássunk a gyártók állításain és a marketing csattogáson. Értékelési módszertanunk a mérhető jellemzőkre helyezi a hangsúlyt, amelyek közvetlenül befolyásolják, hogy hajtókarod kibírja-e a teljesítmény céljaidat – vagy a forgó alkatrészek gyenge láncszemévé válik.
Amikor az űrtölt hajtókerekeket a billet megmunkálási eljárásokkal hasonlítjuk össze, a rendkívüli terhelés alatti valós világbeli tartósságot részesítjük előnyben, nem pedig a laboratóriumi körülmények között releváns elméleti maximumokat. Egy olyan űrtött hajtókar, amely megbízhatóan kezel 1200 lóerőt 500 futam során, értékesebb, mint egy 2000 lóerősre minősített billet konstrukció, amely 1500-nél előrejelezhetetlenül meghibásodik.
Tényleg fontos szilárdsági mutatók
Mielőtt a gyártási módszerekbe mélyedne, meg kell értenie, hogy mit jelent valójában az „erősség” egy forgattyúshaft esetében. Négy fő mutató határozza meg, hogy a forgó alkatrész-összeállítás túléli-e teljesítménytúráit:
Húzószilárdság méri azt a maximális feszültséget, amelyet egy anyag kibír széthúzás közben, mielőtt eltörik. Forgattyúshaftok esetében ez leginkább nagy fordulatszámon fontos, amikor a centrifugális erők megpróbálják leszakítani a kiegyensúlyozó súlyokat a főcsapágyakról.
Folyáshatár azt az feszültségszintet jelzi, amelynél a maradandó deformáció kezdődik. Egy olyan forgattyúshaft, amely terhelés alatt meghajlik – akár csekély mértékben is –, használhatatlanná válik. Ez a mutató jelzi, mennyi terhelést bír el a forgattyú, mielőtt maradandó alakváltozást szenvedne.
Törékenyseg elleni ellenállás a forgattyúshaft képességét jelenti arra, hogy repedés nélkül viselje el a többszöri igénybevételt. A High Performance Academy szerint a fillet sugár, ahol a csapágyak találkoznak a hajtókarokkal, a forgattyúshaft egyik legnagyobb feszültségnek kitett része – itt általában kezdődnek a repedések, jelezve a forgattyú élettartamának végét.
TORSIONAL RIGIDITY a csavaró erőkkel számmal szálló ellenállást írja le. Minden égési esemény csavaró terheléseket hoz létre, amelyek rugóként meg akarják feszíteni a hajtótengelyt. Insufficient rigidity leads to harmonic vibrations that accelerate fatigue failure and can destroy bearings.
A gyártási módszerek hatása a személy szerkezetre
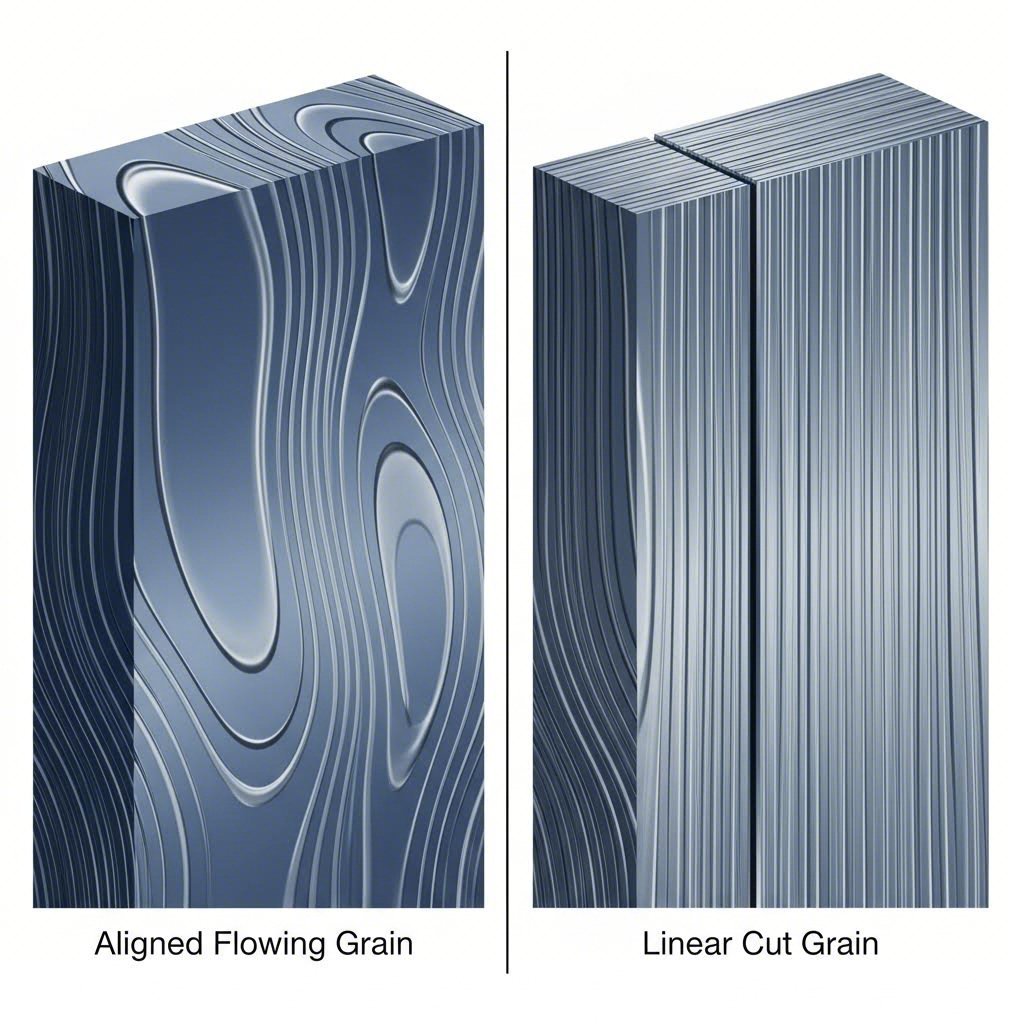
Itt válik igazán lényegessé a különbség a tömörből megmunkált és az űtkovácsolt hajtótengelyek között. Ha egy tömör acélrúdból marunk hajtótengelyt, akkor keresztülvágunk az anyag eredeti személy szerkezetén. Ha viszont űtkovácsolással készítjük a hajtótengelyt hő és nyomás hatására, akkor a szemcsék folyamatosan követik az alkatrész kontúrjait.
Képzeljük el egy fa darab kivágását. A szemcsék keresztmetszetére vágva gyenge pont keletkezik, ahol könnyen szélesedik. Azonban a szemcsék mentén vágva érjük el a maximális szsztre. Ugyanez az elv érvényes az acélra is – bár a hatások enyhébbek.
Ahogy a MetalTek fémalkotászakértői megjegyezték, a kovácsolás folyamata megváltoztatja a szemcseszerkezetet, és azt egy adott irányba "irányíthatja" vagy "mutathatja", így irányfüggően erős alkatrészt hozva létre. A kovácsolt alkatrészek anizotropok – azaz különböző irányokban eltérő szilárdsági értékekkel rendelkeznek – míg a marthengerből (billet) készült alkatrészek inkább izotropok, és egységes tulajdonságokkal bírnak.
Ez a szemcseszerkezeti különbség egy lenyűgöző paradoxont teremt. Minden más tényező egyenlő feltételek mellett egy megfelelően kovácsolt forgattyús tengely jobb szemcsefolyamattal rendelkezik, mint a marthengerből megmunkált változat. Ugyanakkor a billet-gyártók kiválóbb anyagok felhasználásával és precíziós megmunkálással kompenzálják ezt, amely kiküszöböli a kovácsolással kapcsolatos hibákat. Ennek eredménye? Megfelelő végrehajtás esetén mindkét módszer kiváló minőségű forgattyús tengelyt hozhat létre – de különböző alkalmazásokban térnek el igazán.
Amikor a forgattyúst saját forgó alkatrészekkel, például minőségi lunati hajtórúd vagy teljesítményorientált bullet hajtórudak kombinálja, az anyagkülönbségek megértése segít egy összehangolt egység kialakításában. Az h-alakú és i-alakú hajtórúd közötti vita hasonló szilárdságtani elvekre épül – a megfelelő gyártási módszer illesztése az adott teljesítmény- és fordulatszám-igényekhez.
Az anyag számít: acélötvözetek összehasonlítása
A gyártási módszert meghaladva az alapanyag jelentősen befolyásolja a forgattyús tengely végső teljesítményét. Ezekkel az anyagokkal találkozhat az utángyártott piacon:
4340-as acél: Az ipari szabvány a teljesítményorientált forgattyús tengelyekhez. Ez a nikkel-krom-molibdén ötvözet kiváló szakítószilárdsággal rendelkezik (általában 180 000–200 000 PSI, ha megfelelően hőkezelték), jó ütőméréssel és fáradási ellenállással párosulva. A legtöbb minőségi kovácsolt és tömbből megmunkált forgattyús tengely a 4340-es acélból készül.
5140-es acél: Egy kromacélt, amelyet sok gyári kovácsolt főtengelyben használnak. Az alacsonyabb ötvözőtartalom csökkentett költséget, de a 4340-hez képest alacsonyabb végső szilárdságot is jelent. Mérsékelt teljesítményű szereléseknél elegendő, de nem ideális extrém alkalmazásokhoz.
4130 Acél: Gyakran használják repülőipari alkalmazásokban és egyes könnyű főtengelytervekben. Jó szilárdság-tömeg arány, de alacsonyabb fáradási ellenállás, mint a 4340 az ilyen alkalmazásokban.
EN40B Acél: Amikor a 4340 nem elég, a komoly építők ehhez a magasabb specifikációjú anyaghoz fordulnak. A High Performance Academy kutatása szerint a Nitto Performance Engineering segítségével kiderült, hogy 2500 lóerő feletti motorok esetén a 4340 anyag nem biztosított elegendő merevséget. A főtengely meghajlott a nagy henger nyomás és magas fordulatszám hatására, ami fémtől-fémig terjedő érintkezést eredményezett a csapágyfekvénnyel – katasztrofális meghibásodás előjátéka. Az EN40B ezt a korlátozást orvosolja a legextrémebb alkalmazásoknál.
Ötpontos Értékelési Kritériumaink
Ebben az összehasonlításban a forgattyústengelyeket az alábbi kritériumok alapján értékeljük:
- Fáradási élettartam ismételt terhelés alatt: Hány teljesítményciklus után keletkeznek repedések, valóságos teljesítményszinteken tesztelve
- Tengelyirányú stabilitás a cél fordulatszámon: Csavaróerőkkel és harmonikus rezgésekkel szembeni ellenállás a tervezett működési tartományban
- Anyagminőség egyöntetűsége és hibaráta: Minőségellenőrzési intézkedések, amelyek biztosítják, hogy minden forgattyústengely megfelel a specifikációknak
- Hőkezelés hatékonysága: Megfelelő edzés, amely maximalizálja az anyag tulajdonságait törékenység kiváltása nélkül
- Teljesítményszinthez viszonyított érték: Költséghatékonyság az Ön konkrét lóerőcéljai számára – mert felesleges erőforrásokat pazarolni olyan forgattyústengely-szilárdságra, amire soha nincs szükség, miközben más területeken jobban is felhasználhatók lennének
Ezek a kritériumok elsőbbséget élveznek akkor, amikor a motor teljesítményt fejleszt: a valós körülmények közötti túlélés szempontjából. Miután ezt a keretet kialakítottuk, most már megvizsgálhatjuk a konkrét forgattyústengely-lehetőségeket, és eldönthetjük, melyik gyártási módszer szolgálja leginkább a különböző teljesítményszinteket és alkalmazásokat.
Prémium daraboltról készült forgattyústengelyek maximális teljesítményű alkalmazásokhoz
Amikor az Ön motorépítési elképzelése abszolút maximális szilárdságot követel meg kompromisszumok nélkül, a daraboltról készült forgattyústengely válik a végső megoldássá. Képzeljen el egy tömör prémium acélrudat – ellenőrizve, igazoltan és garanciával hibamentes belső szerkezettel –, amelyből pontosan azt a forgattyústengelyt marják ki, amelyre az Ön építése szükségét tartja. Ez a darabolt előny tiszta formában.
A tömbből megmunkált forgattyú a forgóalkatrész-tervezés csúcstechnológiáját képviseli. Ellentétben az ollóformákkal kialakított kovácsolt alkatrészekkel, egy tömbből készült forgattyús tengely homogén rúdanyagból indul ki, általában 4340 vagy EN40B acélból, majd precíziós CNC megmunkáláson megy keresztül, hogy elkészüljön a végső alkatrész. A szakértők szerint Engine Builder Magazine , "Tömbből készült jelentése, hogy nulláról indulunk. Ez egy tiszta lappal kezdődik. Nincsenek előre meghatározott forma- vagy kovácsolási korlátozások, amelyek korlátoznának minket."
Amikor a maximális szilárdság elengedhetetlen
Itt ragyog igazán a tömbből készült konstrukció: olyan alkalmazásoknál, ahol a kovácsolt forgattyúk fáradási határai egyszerűen nem tudják követni a rendszeres túlterhelést. Olyan motorokról beszélünk, amelyek 2000 lóerő feletti teljesítményt állítanak elő, nitrogén-injektáló rendszerekről, amelyek hatalmas pillanatnyi nyomatékcúcsokat szállítanak, vagy kettős turbós dragautókról, amelyek teljes töltéssel indulnak, miközben egy lencodrive váltó viseli a terhelést.
A Howards Cams Billet Reaper LS forgattyúkristálya példázza ezt a szélsőséges teljesítményt. Ahogy azt a Dragzine ez a forgattyúsha „képes 2000 lóerő feletti teljesítmény kezelésére”, E4230 billet anyagot használva, amely kiváló szilárdságot és meghosszabbított főcsapágy élettartamot biztosít. CNC gépen, pontos tűrések mellett készül, számítógéppel tervezett ellensúlyokkal, amelyek csökkentik a csapágyterhelést és javítják az egyensúlyozási pontosságot.
Mi teszi a billet szerkezetet különösen alkalmassá ezekre a szélsőséges alkalmazásokra? Három kritikus előny:
Megmunkálás előtti anyagvizsgálat: Bármilyen megmunkálás megkezdése előtt a gyártók ellenőrizhetik, hogy az alapanyag pontosan megfelel-e az előírásoknak. Nincsenek rejtett beágyazott részek, pórusosság vagy sz irregularitások a belsejében – olyan problémák, amelyek kovácsolás során keletkezhetnek és a meghibásodásig észtelenül maradhatnak.
Teljes tervezési szabadság: Egyedi löketre van szüksége az SBC öntött hajtótengelyéhez? Nem szabványos hengerköz a Big Block Chevy-hez? Szokatlan ellensúly-elhelyezés? Az öntött megoldás válasz. Ahogy Steve Arent, a Scat Crankshafts-tól elmondja: „Az öntött hajtótengelyek teljes mértékben testre szabhatók löket, ellensúly-konfiguráció, csapágyméret, kenés vagy speciális alkalmazások tekintetében.”
Kiváló anyagegyöntettség: Az öntött acél szemcseszerkezete lineáris és egységes az egész alkatrészben, így kiszámítható fáradási ellenállást biztosít az alkatrész minden részén. Ez az egyöntettség különösen kritikussá válik, amikor a csavaró igénybevételek olyan szintre emelkednek, amely meghaladná az öntött hajtótengelyek fáradási határát.
Az öntött szerkezet ideális alkalmazási területei
Tehát mikor érdemes többet költeni az öntött változatra? Az alkalmazások olyan konkrét kategóriákba tartoznak, ahol az öntött alternatívák egyszerűen nem képesek nyújtani a szükséges teljesítményt:
Dedikált drag versenyek 1800–2000 LE felett: Amikor szuperfeltöltött vagy turbófeltöltött motor kombinációja komoly teljesítményt állít elő, a billet anyag biztosítja az Önnek szükséges szilárdsági tartalékot. Sok versenyző, aki Lenco CS1 4 sebességváltót keres vásárlásra, olyan motort fejleszt, amely billet szintű forgattyúsha-szilárdságot igényel.
Nitrogén-oxid alkalmazások: A nitrogén-oxid által azonnal kifejtett nyomatéknövekedés egyedi feszültségmintákat hoz létre, amelyek másképp terhelik a forgattyúshajtót, mint a töltőrendszeres alkalmazások. A billet anyag egységes tulajdonságai ezen hirtelen terheléseket előrejelezhetőbb módon viselik.
Egyedi stroke (ütőhossz) igények: Olyan motort fejleszt, amely nem szabvány stroke méretű? A billet gyakran az egyetlen praktikus megoldás. Brook Piper a Callies Performance Products-től megjegyzi: „Csak a nagyblokk Chevy motorok világában, évek alatt mindenféle furat-távolságot láttunk, 4,840", 4,900", 5,000", 5,250", egészen 5,300" furat-távolságig. Nem lehet minden ilyen kombinációhoz külön kovácsolatot indokolni – a billet az egyetlen praktikus megoldás."
Traktorvonás és nagyfeszültségű tartós terhelés: Azok az alkalmazások, amelyek folyamatosan maximális teljesítményt igényelnek, profitálnak a darabállományból készült alkatrészek tartósságából. A szakmai adatok szerint néhány traktorvonó versenyautó építése 25–32 órás gépidőt igényel egyetlen darabállományból készült forgattyúshaft előállításához, hogy elérje a szükséges specifikációkat.
Darabállományból készült forgattyúshaftok előnyei
- Maximális szilárdsági potenciál: Az anyagminőség ellenőrzése a megmunkálás előtt biztosítja a kiválasztott ötvözetből elérhető maximális szilárdságot
- Teljesen testreszabható hajtókar-hossz: Bármilyen hajtókar-hossz, bármilyen hengerköz, bármilyen ellensúly-konfiguráció – a darabállományból készült alkatrész pontosan azt nyújtja, amire az Ön építése szükségét érzi
- Anyagállandóság: A teljes anyagon keresztül húzódó lineáris, egységes szemcseszerkezet kiszámítható fáradási ellenállást biztosít
- Optimalizált nagy terhelésű zónák: A mérnökök pontosan megerősíthetik a kapcsolórúd-csuklókat, fődugattyúkarokat és lekerekítéseket a szükséges mértékben
- Pontos tűrések: A CNC-megmunkálás szorosabb koncentricitást, kiegyensúlyozottságot és csapásméretezést biztosít, mint amit az öntőformák lehetővé tesznek
- Kiváló élettartam: Megfelelően karbantartott teljes méretű hajtótengelyek rendszerint 20 év felett is kibírják igénybevett alkalmazásokban
Teljes méretű hajtótengelyek hátrányai
- Legmagasabb költség: A teljes méretű hajtótengelyek általában 1000–1200 USD-vel kerülnek többe, mint a Callieshez hasonló gyártók ötvözött változatai, míg a Scat extrémén testreszabott verziói 2000–8000 USD-tel drágábbak lehetnek az ötvözötteknél
- Hosszabb átfutási idő: A teljes gyártási folyamat több napig, akár néhány héten át is eltarthat, az összetettségtől és a műhely terheltségétől függően
- Machinálásból adódó feszültségcsúcsok kialakulásának veszélye: Hibásan gyártott teljes méretű hajtótengelyeknél feszültségkoncentrációk alakulhatnak ki a megmunkált felületeken – a minőségellenőrzés itt rendkívül fontos
- Nem feltétlenül erősebb az ötvözöttnél: Ahogy Callies Brook Piper fogalmazta: „Ha van két hajtótengely ugyanabból az anyagból – az egyik kovácsolt, a másik billet – akkor a kovácsolt mindig erősebb lesz a szinterezés miatt"
- Megfelelő feszültségkímélés szükséges: A fémnek „emlékezete” van, ezért gondos feszültségkímélésre van szükség a megmunkálás során, hogy megelőzze a méretbeli instabilitást
A lényeg? A billet hajtótengelyek csak olyan teljesítményszinteknél válnak szükségessé, amikor a csavaró terhelések meghaladják a kovácsolt hajtótengelyek fáradási határát. Ezen küszöbök alatt pedig prémium árat fizetsz olyan képességekért, amelyeket soha nem fogsz igénybe venni. Ahogy Piper őszintén elismerte: „Kilenc esetből tízből a mi kovácsolt termékünk elvégzi a munkát. Ezért tanácskozunk így ügyfeleinkkel."
Egy minőségi tömör rudat a forgattyúshoz párosítva kialakul a forgó alkatrész-összeállítás teljes képe, ám a forgattyú kiválasztása továbbra is elsődleges fontosságú. Annak megértése, hogy mikor indokolja meg a tömör anyag előnye a befektetést, és mikor nyújt egy prémium kovácsolt alternatíva ugyanazt a gyakorlati teljesítményt, elválasztja az informált építőket azoktól, akik csupán olyan specifikációk után mennek, amelyekre soha nem lesz szükségük.

Kovácsolt 4340-as acélból készült forgattyúk bizonyított teljesítményért
Íme egy valóságbemutató, ami meglephet: a teljesítményorientált motorépítések túlnyomó többségéhez elegendő egy minőségi kovácsolt 4340-as acélból készült forgattyú – anélkül, hogy a drágább tömör anyag árát kellene fizetni. Ha megértjük, hogyan hozza létre a kovácsolás természeténél fogva erős forgattyúkat, világossá válik, miért építettek olyan gyártók, mint a Callies, hírnevüket erre a beprobanált technológiára.
A kovácsolt forgattyú az erősség, megbízhatóság és érték közötti optimális egyensúlypontot jelenti. A szerint Callies Performance Products , "Tízből kilencszer a saját kovácsolt alkatrészünk elvégzi a munkát." Ez nem marketing szöveg – hanem évtizedekig tartó versenyzési tapasztalat, amely komoly építők számára nyújt gyakorlati útmutatást.
A komoly teljesítményfokozás aranyközepe
Mi tesz egy minőségi Callies hajtótengelyt vagy hasonló prémium kovácsolt hajtórudat olyan meggyőző választássá? Minden a gyártási folyamattal kezdődik. Ellentétben az öntéssel, amelynél olvadt fémet öntenek formákba, vagy a tömör rudból marással történő előállítással, a kovácsolás hevített acélt formáz hatalmas nyomás hatására. Ez a folyamat alapvetően megváltoztatja a fém belső szerkezetét, és előnyös tulajdonságokat kölcsönöz neki.
Amikor az acélt forró állapotban több tonnás sajtolón sajtolják kovácsolóformákba, a szemecsőszerkezet folyamatosan követi a hajtótengely kontúrjait. Ahogyan Brook Piper a Callies-tól elmagyarázza: „Ha van két, pontosan ugyanabból az anyagból készült hajtótengelyed – az egyik kovácsolt, a másik maratott – akkor a kovácsolt minden alkalommal erősebb lesz.” Ennek az az oka, hogy a kovácsolás összesűríti és igazítja a szemcseszerkezetet, így éppen ott jön létre irányított szilárdság, ahol a leginkább szükség van rá.
A számok beszélnek. A megbízható gyártók minőségi, 4340-es acélból kovácsolt hajtótengelyei megbízhatóan képesek 1200 és 1800 lóerő kezelésére megfelelően tervezett alkalmazásokban. Utcai/pályás motorépítésekhez, ahol a teljesítmény 800–1200 lóerő között mozog – ami lefedi a komoly teljesítményű motorok túlnyomó többségét – a kovácsolt hajtótengelyek kiváló értéket nyújtanak. Szerint Spool Imports , az ő LS hajtótengelyeik 3,622" és 4,000" löketnél gyönyörűen kezelik ezt a teljesítményszintet, ha minőségi H-alakú vagy Drag Pro kovácsolt hajtókarokkal vannak kiegyensúlyozva.
Miért fontos a szemcseszerkezet iránya a fáradási ellenállás szempontjából
Képzeljen el egy acélkábelekből álló köteget, amelyeket összecsavartak, majd meghajlítottak, hogy egy adott útvonalat kövessenek. Mindegyik kábel megőrzi integritását, miközben a köteg kollektív szilárdságra tesz szert az egységes irányválasztásból. Pontosan ez történik az acél kristályszerkezetével kovácsolás során – a kristályszerkezet igazodik a alkatrész alakjához és azon átfolynak.
Ez az irányított szemcseáramlás sok alkalmazásban jobb fáradási ellenállást eredményez, mint a megmunkált rúdból (billet) készült alkatrészek. Íme, miért fontos ez:
Képlékeny keményedés: A kovácsolási folyamat maga keményedést idéz elő az acélban. Ahogy a fémet összenyomják és alakítják, annak kristályszerkezete sűrűbbé válik, és ellenállóbbá az alakváltozással szemben. Ez a belső szilárdulás végigkíséri az egész kovácsolási folyamatot – nemcsak formálja a fémet, hanem erősebbé is teszi.
Folyamatos szemcsehatárok: Egy kovácsolt forgattyúshaftnál a szemhatárok folyamatosan haladnak a főtengelytől a hajtórúd-dobig a kiegyensúlyozó súlyig. Nincsenek hirtelen átmenetek, ahol a feszültség koncentrálódhatna. Ez ellentétben áll a tömbből megmunkált változattal, amelynél a meglévő szemstruktúrát mindig keresztülmetszik, függetlenül a forgattyúshaft végső alakjától.
Fáradási repedésállóság: A fáradási törések általában olyan szemhatároknál kezdődnek, ahol feszültségkoncentráció lép fel. A forgattyúshaft kontúrjait követően rendezett szemáramlással rendelkező kovácsolt forgattyúk jobban elosztják a feszültséget, és ellenállóbbak a repedésképződésre, mint azok az alkatrészek, amelyeknél megszakadt a szemstruktúra.
A minőség nagymértékben függ az anyagforrásoktól és a feldolgozástól is. Ahogy Callies Brook Piper megjegyzi: „A 4340-as acél minősítése széles körű fogalom. Sok helyen a világon problémák adódnak az anyag tisztaságával, mégis eléri a 4340-as anyag paramétereit.” Ezért rendkívül fontos olyan gyártóktól származó kovácsolt forgattyúkat választani, akik ellenőrzik az anyagellátási láncukat.
A Callies például nyersanyagokat szerez be világszerte, hogy az általuk legtisztább SAE 4340 darabként (billet) megjelölt anyagot előállítsák, amely a Magnum forgattyús tengely sorozatukba kerül. A Compstar sorozatuk olcsóbb lehetőséget kínál – külföldön, a Callies tulajdonában lévő formákban kovácsolják meg, durva megmunkálásra kerülnek előre meghatározott méretekig, majd Ohióban készülnek el teljesen. Ez a módszer költséghatékony értéket nyújt versenyalkalmazásokhoz kb. 1000 lóerőig.
Kovácsolt Forgattyús Tengely Minőségi Szintek
Nem minden kovácsolt forgattyús tengely egyforma minőségű. A minőségi szintek megértése segít összeegyeztetni befektetését teljesítménycéloival:
Prémium hazai kovácsolt (Callies Magnum, hasonló) Amerikában készült, hazai 4340 anyagból, maximális nikkel tartalommal és optimális hőkezeléssel. Megbízhatóan alkalmazható megfelelően tervezett alkalmazásokban 1500–1800 lóerőig. Magasabb felületi keménység speciális nitridálási eljárások hatására.
Középkategóriás kovácsolt (Callies Compstar, hasonló) Minősített, külföldön kovácsolt darabok, házi befejezés. Brook Piper szerint ezek tökéletesek "az entuziasta, aki nagy blokkos forgattyút keres 800 lóerőhöz. A Compstar ezt egész nap csinálja." Költséghatékony megoldás 1000 lóerő alatti motorokhoz.
Gazdaságosan kovácsolt: Import kovácsolt alkatrészek kevésbé szigorú anyagnormák alapján. Mérsékelt teljesítményű motorokhoz alkalmasak, de nem ajánlott komoly teljesítményigénybevételre, ahol a fáradási élettartam számít.
Amikor kovácsolt forgattyút párosít minőségi Carrillo hajtórúddal vagy hasonló kovácsolt hajtórúddal, akkor olyan forgó egységet épít, amelynek összehangolt szilárdsági jellemzői vannak. Ez az alkatrészek közötti szinergia maximalizálja a megbízhatóságot, miközben fenntartja az ésszerű költségeket.
A kovácsolt 4340-as forgattyúk előnyei
- Kiváló fáradási élettartam: A rendezett szemcseszerkezet kiváló ellenállást biztosít a repedésképződés és terjedés ellen ismétlődő terhelési ciklusok alatt
- Bizonyított megbízhatóság: Évtizedes versenysiker bizonyítja, hogy a kovácsolt forgattyúk komoly teljesítményt bírnak, ha megfelelően méretezik őket
- Jobb érték, mint a tömörből megmunkált: A prémium kovácsolt hajtótengelyek 1000-1200 dollárral olcsóbbak, mint az egyenértékű tömör anyagból megmunkált változatok, miközben a teljesítményigények 90%-át kielégítik
- Széles választék: Több gyártó is kínál kovácsolt változatokat népszerű motorplatformokhoz reális átfutási időkkel
- Munka által keményített szilárdság: A kovácsolási folyamat maga olyan belső szilárdsági előnyöket teremt, amelyek túlmutatnak az alapanyag tulajdonságain
- Meghatározott teljesítményszintek: Korábban meghatározott, bevált irányelvek léteznek arra vonatkozóan, hogy mikor célszerű kovácsolt hajtótengelyt használni, és mikor szükséges fejleszteni
A kovácsolt 4340-as acél hajtótengelyek hátrányai
- Korlátozott egyedi löketlehetőségek: A kovácsoláshoz drága sablonok szükségesek, ami miatt nem szabványos löketek kis sorozatgyártásban nem gazdaságosak
- Kovácsolási hibák lehetősége: Ha a minőségellenőrzés nem megfelelő, belső hibák észrevétlenül maradhatnak a meghibásodásig – mindig megbízható gyártókat válasszon
- Anyagforrás változékonysága: Külföldi kovácsolt alkatrészek esetleg olyan 4340-es acélt használhatnak, amely technikailag megfelel a specifikációnak, de alacsonyabb nikkel-tartalommal vagy kevésbé optimális tisztasággal rendelkezik
- Véges teljesítménykorlát: 1800 lóerő felett még a prémium kovácsolt forgattyúk is elérhetik fáradási határaikat folyamatos terhelés mellett
A lényeg? A 1500 lóerőnél kisebb teljesítményű járművek 90%-ánál egy minőségi kovácsolt 4340-es forgattyúszerkezet jelenti az intelligens döntést. Egy bevált technológiába fektet be, amelynek megbízhatósága igazolt, így más forgóalkatrészekre marad költségvetés, ahol valódi különbséget tehet.
Ahogy Callies Brook Piper fogalmazza: „Tegyük fel, hogy egy autórajongó egy nagy teljesítményű motorkickóra vágyik 800 lóerőhöz. A mi Compstar termékünk ezt egész nap képes nyújtani. Ha viszont amerikai gyártású, hosszabb élettartamú alkatrészt szeretnének, akkor 3000 dollárt kell költeniük egy billet kickóra, de pont ez a mi munkánk lényege. Leülünk, és megpróbálunk igazodni az ügyfél igényeihez." Ez az őszinte hozzáállás – a forgattyús tengely kiválasztása a tényleges igényekhez igazítva, nem pedig a maximális specifikációk elérése érdekében – az, ami elkülöníti a tudatos építőket azoktól, akik csupán a dicsekvési lehetőséget keresik.
Pontosan Forró-üzemben Kovan Forgattyús Tengelyek Hitelesített Minőséggel
Mi választja el a jó, darált hajtótengelyt a kiválótól? Nem csupán az acélötvözet vagy az alapvető darálási folyamat – hanem a pontosság, az egységesség és a minőségbiztosítás minden egyes termék mögött, amely lekerül a gyártósorról. A professzionális motorépítők és versenyistállók számára, akik nem engedhetik meg maguknak a változékonyságot, az IATF 16949 tanúsítvánnyal gyártott precíziós, melegdarált hajtótengelyek olyan szakmai színvonalú megoldást jelentenek, amely áthidalja a szokványos darált megoldások és a prémium marógéppel készült konstrukciók közötti rést.
Amikor öntött hajtótengelyt hasonlítunk össze darálttal, a különbségek nyilvánvalóak. De már magán belül a darált kategórián belül is drasztikusan eltérő a gyártási minőség. Egy fejlett folyamatszabályozással és tanúsított minőségirányítással előállított precíziós melegdarált hajtótengely olyan egységességet biztosít, amelyre a szokványos darálások egyszerűen képtelenek – ráadásul olyan áron, amely indokolt a komolyabb építési projekteknél.
Tanúsított minőségellenőrzés kritikus alkatrészekhez
Valószínűleg találkozott az IATF 16949 tanúsítvánnyal, anélkül, hogy teljesen megértené, mit jelent a forgattyúsha minőségére nézve. Ez a nemzetközileg elismert minőségirányítási szabvány kifejezetten az autóipari gyártási követelményeket tárgyalja, szigorú folyamatellenőrzéseket, dokumentált eljárásokat és folyamatos fejlesztési protokollokat ír elő. Amikor egy gyártó rendelkezik ezzel a tanúsítvánnyal, nemcsak egy forgattyúshat kap, hanem a gyártási konzisztencia garanciáját is.
Miért fontos ez az ön forgó alkatrészére? Vegye figyelembe, mi történik a forgattyú öntés vagy alapvető kovácsolás során szigorú ellenőrzés nélkül:
- A hőmérséklet-ingadozás a melegítés során nem konzisztens szemcseszerkezetet eredményez
- Az állás kopása méretingadozásokat okoz a gyártási sorozatok között
- A hiányos ellenőrzés lehetővé teszi, hogy hibás alkatrészek kikerüljenek
- Az anyagcsere vagy szennyeződés észszellemiül marad
A tanúsított precíziós kovácsolás kiküszöböli ezeket a változókat. A Queen City Forging szerint a kovácsolási eljárás egységesebb anyagszerkezet kialakulását segíti elő, csökkentve az olyan bevonatok vagy szegregációk jelenlétét, amelyek feszültségkoncentrálódásként viselkedhetnek, és meghibásodáshoz vezethetnek. Az IATF 16949 minőségi protokollokkal kombinálva minden hajtótengely megfelel a dokumentált specifikációknak – nem csak többségük.
A tanúsítvány biztosítja a nyomonkövethetőséget is. Amennyiben valaha probléma adódna, a tanúsított gyártók visszakövethetik az anyagokat, folyamatokat és ellenőrzéseket az egész termelési lánc mentén. Olyan versenyistállók vagy motorépítők számára, akik több motort üzemeltetnek, vagy szakmai reputációjukat óvják, ez a dokumentáció rendkívül értékes nyugalmat jelent.
Hogyan maximalizálja a precíziós kovácsolás a személyszerkezet előnyeit
A fejlett meleg kovácsolási eljárások a kovácsolt szerkezetek belső előnyeit veszik alapul, és mérnöki optimalizáció révén tovább fokozzák azokat. Amikor az acélt pontos hőmérsékletre hevítik, majd gondosan megtervezett sablonokban, szabályozott körülmények között alakítják, a korábban említett szemcsestruktúra-előnyök – a rendezett szemcseirány, az alakító keményedés és az irányított szilárdság – maximális mértékig fokozódnak.
Az alábbiakban bemutatjuk, hogy mit nyújt a precíziós kovácsolás a szabványos eljárásokhoz képest:
Optimalizált sablonterv: A belső mérnöki csapatok számítógépes modellezést alkalmaznak a kovácsoló sablonok olyan tervezésére, amely a kritikus terhelésű területeken maximalizálja a szemcseáramlást. A lekerekítések, tengelyátmenetek és ellensúly-gyökerek mindegyike szándékosan irányított szemcseorientációt kap, nem pedig a szabványos kovácsolási folyamat által véletlenszerűen eredményezett mintázatot.
Szabályozott alakváltozási sebességek: A kovácsolás során alkalmazott sebesség és nyomás befolyásolja a végső tulajdonságokat. A kovácsolási kutatások szerint a keményedés mértéke szályozható a deformáció fokának és a hőmérsékletnek a beállításával a kovácsolás során, lehetővé téve a anyag mechanikai tulajdonságainak optimalizálását. A precíziós kovácsoló létesítmények ezeket a változókat pontosan szályozzák.
Konzisztens hőkezelés: A kovácsolást követő hőkezelési folyamatok, mint a hűtés, edzés és lehűtés tovább javítják a mechanikai tulajdonságokat. Tanúsított létesítmények dokumentálják és szályozzák ezeket a folyamatokat annak érdekében, hogy minden forgattyús tengely ugyanolyan kezelést kapjon—kiküszöbölve a kötegközi változatosságot, amely kevésbé szigorú műveletek esetén jellemző.
Felületminőség optimalizálása: Az űzött alkatrészek kiváló felületminőséggel rendelkezhetnek, ami fontos a fáradási szilárdság szempontjából. Egy sima, hibamentes felület csökkenti a repedések kialakulásának kockázatát, így hozzájárul az általános szilárdsághoz és élettartamhoz. A precíziós űzés ezt a felületminőséget folyamatosan biztosítja.
Olyan profi motorépítők számára, akik alkatrészeket vásárolnak olyan gyártóktól, mint amilyeneket a callies com oldalon találhatók, vagy Carrilo hajtórúd megfelelők után kutatnak, egy ilyen képességekkel rendelkező űzöttipari partner megtalálása megoldja az egységességgel kapcsolatos problémát, amely a tömeggyártást jellemzi.
Gyors prototípusgyártás sorozatgyártásig
A versenyistállók és profi motorépítők gyakran szoros fejlesztési határidőkkel néznek szembe. Gyorsan szüksége van prototípus alkatrészekre a tervek érvényesítéséhez, majd zökkenőmentes átállásra a sorozatgyártásra, amint a specifikációk készültek. A precíziós forró űzésre specializálódott létesítmények saját mérnöki háttérrel hatékonyan képesek ezt a munkafolyamatot biztosítani.
Például: Shaoyi (Ningbo) Metal Technology gyors prototípusgyártást kínál akár 10 nap alatt, IATF 16949 minősítéssel és olyan mérnöki szakértelemmel, amely lehetővé teszi a tervek optimalizálását a szilárdság és a gyártáskönnyűség szempontjából egyaránt. Közeli elhelyezkedésük a Ningbo-i kikötőhöz gyors globális szállítást tesz lehetővé nemzetközi versenycsapathoz vagy világszerte alkatrészeket beszerző motorépítőkhöz.
Ez a prototípusgyártási képesség azért fontos, mert a hajtótengely-tervezés kompromisszumokat jelent. A kiegyensúlyozó súlyok elhelyezése befolyásolja az egyensúlyt és a szélkárást. A csapágyfekvők mérete hatással van az olajfilmm vastagságára és a csapágy teherbírására. A löketméretek meghatározzák a hajtórúd szögeit és a dugattyúk sebességét. Mérnöki támogatás a tervezési fázisban – ahelyett, hogy egyszerűen elfogadnánk, amit az űrminták előállítanak – olyan optimalizált alkatrészekhez vezet, amelyek maximális szilárdság-súly arányt biztosítanak az adott alkalmazáshoz.
Pontos forrókovácsolt hajtótengelyek előnyei
- Tanúsítvánnyal rendelkező minőségbiztosítás: Az IATF 16949 minősítés garantálja az egységes gyártási folyamatokat és dokumentált nyomonkövethetőséget
- Optimalizált személystruktúra: A fejlett kivágás-tervezés és a szigorúan szabályozott kovácsolási paraméterek maximalizálják a kovácsolt szerkezet belső szfestménytulajdonságait
- Versenyképes ár nagy mennyiség esetén: A szakértő motorépítők és versenycsapatok a méretgazdaságosságból profitálnak, anélkül, hogy minőséget áldoznának
- Gyors átfutás a prototípusból a gyártásba: A házilag rendelkezésre álló mérnöki szakértelem és gyors prototípuskészítési képességek lerövidítik a fejlesztési időtartamot
- A kovácsolási hibák kiküszöbölése: Szigorú minőségellenőrzés azonosítja a beágyazódásokat, pórusosságot és szsztgrán-irregularitásokat, amelyek a szfestményt csökkentik a sztender kovácsolatokban
- Globális Megfelelőség: Tanúsított gyártás, amely megfelel a nemzetközi minőségi sztenderdeknek a versenysztszégekhez és az OEM programokhoz
A precíziós forrókovácsolt hajtótengelyek hátrányai
- Lehet, hogy minimális rendelési mennyiséget igényel: Az egyedi specifikációk általában minimális rendelési mennyiséget (MOQ) igényelnek a sablonfejlesztés és -beállítás költségeinek indokolásához
- Nem ideális egyszeri gyártásokhoz: Az egyedi forgattyús tengelyre szükségleteket kielégítő magánalkotók gyakorlatiasabbnak találhatják a készletről kapható megoldásokat
- Egyedi szerszámok átfutási ideje: Bár a prototípusgyártás gyors, az egyedi tervezésű sablonok fejlesztése további tervezést igényel
A professzionális építők választása
A precíziós melegen kovácsolt forgattyús tengelyek hitelesített minőségirányítással egyedülálló helyzetet foglalnak el a tömör anyagból megmunkált és a kovácsolt forgattyús tengelyek szilárdságát illető vitában. Ezek a termékek biztosítják a kovácsolásból eredő előnyöket – a hidegen alakított szerkezetet, az irányított szemcsefolyást és a belső üregek hiányát –, miközben hozzáadja azt a gyártási konzisztenciát, amelyet a professzionális alkalmazások megkövetelnek.
Több autóval versenyző csapatok, nagyobb mennyiségű termelésre képes motorépítők vagy azok számára, akik nem engedhetik meg a komponensminőség változékonyságát, ez a kategória kínálja az erősség, konzisztencia és érték optimális kombinációját. Nem fizetnek drága tömörített anyagú alkatrész árát olyan teljesítményért, amire esetleg soha nem lesz szükségük, ugyanakkor nem is kockáztatják gazdaságos, de bizonytalan minőségirányítású darabok használatát.
A kulcs a gyártókkal való együttműködésben rejlik, akik ötvözik a kovácsolási szakértelmet a tanúsított minőségi rendszerekkel és mérnöki támogatással. Amikor a hírneved – vagy a versenyautós szezonod – a forgattyús tengely megbízhatóságán múlik, a tanúsított létesítmények precíziós forró kovácsolása biztosítja azt a bizalmat, hogy minden alkatrész pontosan megfelel az előírt specifikációknak.

Öntött acél forgattyús tengelyek és teljesítményhatáraik
Mielőtt befektetne egy prémium kovácsolt vagy tömbből megmunkált főtengelybe, meg kell értenie, hogy mit és miért vált le. A öntött acél főtengelyek az alapvető bejáratási szintet jelentik, amely a legtöbb sorozatgyártott járműben szabványosan megtalálható. Bár szériás alkalmazásokban kiválóan elvégzik a feladatukat, korlátaik megértése segít okosabb döntéseket hozni, ha gyári teljesítményszintek feletti motorépítésre vállalkozik.
Gondolja végig: minden motor, amely lekerült egy szerelőszalagról – legyen az egy kisblokkos Chevy, egy 283-as főtengely alkalmazás, vagy akár egy 300-as Ford egyenes hatos – valószínűleg öntött főtengellyel rendelkezik. A gyártók azért választják az öntést, mert ez gazdaságos a tömeggyártás számára, nem pedig azért, mert szuperiort erősséget nyújtana. Amikor a teljesítménycéljai meghaladják azt, amit a gyári tervezők előreláttak, az öntött főtengely lesz a gyenge láncszem a forgó egységben.
Az öntött főtengelyek korlátainak megértése
Mi teszi alapvetően különbözővé az öntött forgattyúhajtótengelyeket a kovácsolt vagy rúdanyagból megmunkált társaiktól? A különbség a fém formálásának módjában és az eredményként létrejövő belső szerkezetben rejlik.
Ahogy azt a Street Muscle Magazine , az öntött forgattyúkat olvadt anyag — általában öntöttvas — egy formába öntésével hozzák létre, amely nyers öntvényt eredményez. Ennek az eljárásnak előnyei közé tartozik az alacsonyabb költség, az olcsó szerszámozás és a minimális gépi megmunkálás, ami a kész termék előállításához szükséges. Ezért a gyári forgattyúk túlnyomó többségét ezzel az eljárással készítik.
Itt kezdődnek a problémák a teljesítményfokozók számára. Amikor a fém folyékony állapotból szilárdul meg egy formában, a kristályszerkezet véletlenszerűen alakul ki. Nincs olyan egységes irányultság, amely a forgattyútengely körvonalait követné, mint kovácsolás esetén, sem pedig nincs garantált anyagminőség-egyöntetűség, mint a rúdanyagból készültek esetében. Ez a véletlenszerű kristályszerkezet több súlyos gyengeséget is okoz:
Alacsonyabb fáradási ellenállás: A véletlenszerű szemhatárok feszültségkoncentrációs pontokként működnek, ahol repedések keletkezhetnek. Ismétlődő terhelési ciklusok hatására – pontosan amilyeneket a hajtótengely normál üzem közben tapasztal – ezek a gyenge pontok gyorsabban sérülnek, mint a rendezett szemszerkezetű anyagok.
Csökkent húzószilárdság: Ugyanezen forrás szerint az öntött hajtótengelyek húzószilárdsága körülbelül 60 000 PSI-től indul, míg az űrtöltött változatok ennél több mint kétszer akkora értéket is elérhetnek, akár 125 000 PSI-ig. Ez jelentős különbség, ha a motorod komoly teljesítményt állít elő.
Törékenység terhelés alatt: Az alakváltozási határ – lényegében, hogy mennyire képes az anyag deformálódni törés előtt – árulkodó adat. A gyári öntött hajtótengelyek alakváltozási határa körülbelül 3 százalék, ami viszonylag törékeny anyagra utal. Még a gömbgrafitos öntöttvasból készült darabok sem javulnak ezen sokat, csupán körülbelül 6 százalékig, szemben a kiváló minőségű űrtöltött hajtótengelyek 20 százalék feletti értékével.
Nagy teljesítményű blokkoknál vagy bármilyen felépítésnél, ahol jelentős teljesítménynövekedést céloz meg, ezek a korlátozások meghibásodási kockázatokká válnak, nem csupán elméleti aggályok maradnak.
Gyári öntött forgattyúk alkalmazhatósága
Korlátozottabb tulajdonságaik ellenére az öntött forgattyús tengelyeknek jogszerű felhasználási területeik vannak. Nem minden motorfelépítés igényel prémium alkatrészeket, és ha tudjuk, hol elegendőek az öntött tengelyek, elkerülhetjük azt, hogy olyan képességekre költsünk, melyekre soha nincs szükségünk.
A A Summit Racing műszaki szakértői , az öntött vagy gömbgrafitos vasból készült forgattyúk általában megbízhatóan alkalmazhatók 300–400 lóerőig, és elviselnek némi alkalmi hétvégi pályahasználatot is. Carl Pritts a Summit műszaki osztályától megjegyzi, hogy az öntött forgattyúk ideálisak gyári vagy enyhén módosított utcai alkalmazásokhoz.
A szakmai gyakorlat azt javasolja, hogy a öntött forgattyúkat akkor érdemes figyelembe venni csereként, ha az erőátvitel meghaladja a 450-500 lóerőt. Ez a határ nem véletlenszerű – azt a pontot jelöli, ahol a terhelés közelít az öntött szerkezet fáradási határához ismételt igénybevétel mellett.
Gyakorlati útmutató az öntött forgattyúk alkalmazásához:
- Serdülőfelújítások: Ha egy motort gyári specifikációk szerint újít fel, az eredeti öntött forgattyú teljesen megfelelő
- Könnyű utcai teljesítmény: Egyszerű alkatrészcsere, mint befecskendező, kipufogócsövek és szelepemelő karok, amelyekkel a teljesítmény 400–450 lóerő alatt marad, jól működik öntött forgattyúval
- Alacsony terhelésű napi járművek: Olyan motorok, amelyek ritkán érik el a vörös zónát, és soha nem dolgoznak hosszabb ideig magas terhelés mellett, korlátlan ideig használhatják az öntött forgattyút
- Költséghatékony építések: Amikor a keret korlátozott, egy gyári öntött forgattyú lehetővé teszi, hogy a költségvetést a szelepfedélre, szelepemelő karra vagy kényszerített töltésre fordítsa
Ahogy a Street Muscle Magazine Mike McLaughlinja a Lunatitól elmagyarázza, a forgattyúszeg hősegyedülálló teljesítményen való túlélésénél többet jelent. A gyári forgattyúkat az eredeti felszerelők (OEM-ek) 100 000 mérföld vagy több, szó szerint több millió ciklus elviselésére tervezték – és ezen élettartam nem csupán a szakítószilárdságtól függ. Még a leggyengébb öntött forgattyúk is végtelen ideig működhetnek, ha alacsonyabb motorfordulaton és teljesítményszinten üzemelnek.
Mi a lényegi különbség? A nagy terhelés melletti és magas fordulatszámon töltött idő határozza meg legalább annyira a kovácsolt forgattyú szükségességét, mint a maximális teljesítményszint. Egy 400 lóerős kisblokk egy napi használatú utcagépjárműben jól működhet öntött forgattyúval, de ugyanez a motor, amely egy szabadidős hajót hajt – órákon át tartósan magas terhelés mellett üzemelve – kovácsolt alkatrészeket igényelne.
Az öntött acélforgattyúk előnyei
- Legalacsonyabb költség: Az öntött forgattyúk jelentősen olcsóbbak, mint a kovácsolt vagy tömör anyagból megmunkált alternatívák, így költséghatékony választást jelentenek enyhébb motorfelépítésekhez
- Könnyen elérhető szériás alkalmazásokhoz: Az OEM csereszántámaszok széles körben elérhetők a legnépszerűbb motorplatformokhoz
- Elegendő enyhe építéshez: 400–450 LE alatti teljesítményszintek közúti alkalmazásokban megbízhatóan működnek öntött szerkezettel
- Nincs külön hőkezelés szükséges: Az öntöttvas fórumok megmunkálás közben keményednek, így elmarad a hőkezelési lépés, amely az űrtött hajtótengelyeknél szükséges
- Könnyen beszerezhető: Bontók, alkatrészüzletek és online beszállítók kiterjedt öntött hajtótengely-készletet tartanak fenn
Öntött acél hajtótengelyek hátrányai
- Legalacsonyabb szilárdság: A szakítószilárdság kb. 60 000–80 000 PSI, ami jelentősen korlátozza a teljesítményátvitel képességét az űrtöttekhez képest
- Kiszámíthatatlan meghibásodási módok: A véletlenszerű szemcseszerkezet miatt repedések különböző helyeken keletkezhetnek, így a hibák előrejelzése nehézzé válik
- Nem alkalmas komoly teljesítményre: Minden olyan felépítés, amely 500+ lóerőt vagy folyamatos magas fordulatszámot céloz meg, túllépi a öntvény kivitel határait, ezért cserére szorul
- Törékenység: Alacsony nyúlásértékek miatt az öntvény hajtótengelyek hajlamosak hirtelen eltörni, ahelyett hogy megdeformálódnának vagy előjelezve jeleznék a meghibásodást
- Korlátozott fáradási élettartam terhelés alatt: Az ismételt nagy terhelési ciklusok gyorsabban halmozzák fel a károsodást, mint az űrtött alternatíváknál
Öntvény és űrtött hajtótengelyek megkülönböztetése
Mielőtt elkezdené az építést, tudnia kell, mivel dolgozik. Annak megállapítása, hogy hajtótengelye öntvény vagy űrtött, néhány egyszerű ellenőrzési technikát igényel:
Keresse a formavonalakat: A kovácsolt forgattyúk tengelyeknél általában látható egy elválasztási vonal, ahol a forma két fele találkozott. Ez a vonal végighúzódik a kiegyensúlyozó súlyokon, és gyakran tisztítás nélkül is látható. A kovácsolt tengelyeknél is lehet elválasztási vonal, de az általában keskenyebb és tisztább.
Felületminőség ellenőrzése: A kovácsolt tengelyeknél a nem megmunkált területeken gyakran enyhén érdesebb, porózusabb felület tapasztalható. A kovácsolt daraboknál pedig simább, sűrűbb felület jellemző még a végső megmunkálás előtt is.
Alkatrészszámok ellenőrzése: A gyári alkatrészszámok általában jelzik, hogy a forgattyú kovácsolt vagy öntött. Chevrolet motorok esetében a forgattyúra vésett öntési számokat össze lehet hasonlítani az ismert öntött és kovácsolt típusokkal. Számos 4340-as acélból készült rúdrák esetében az utángyártók egyértelműen feltüntetik a jelölést.
Súly összehasonlítása: A kovácsolt acéltengelyek általában enyhén nehezebbek, mint az azonos löketű öntött vas ekvivalensek, a sűrűbb anyag miatt. Ha hozzáférhetők a specifikációkhoz, az aktuális súly összevetése az ismert értékekkel megerősítheti a gyártási típust.
Mágneses vizsgálat: Bár nem végleges, a szegecselt vas hajtótengelyek enyhén eltérő módon reagálnak a mágnesekre, mint az űrtött acél. Ennek a módszernek az értelmezése tapasztalatot igényel, de további megerősítést adhat.
Amikor komoly teljesítményű motort építesz – legyen az egy 300-as Ford egyenes hatos hosszabb stroke-os változat vagy egy nagyblokkos sz-monster –, ismerni a kiindulási pontot segít a megfelelő frissítések tervezésében. Egy öntött hajtótengelyt ki kell cserélni egy olyan motorban, amely 600+ lóerőre készül, függetlenül annak jelenlegi állapotától. Ugyanez az öntött hajtótengely egy enyhébb utcai motorban tökéletesen szolgálhat még évekig.
Az intelligens megközelítés a hajtótengely szerkezetét a tényleges teljesítménycélokhoz és a tervezett felhasználáshoz igazítja. Az öntött hajtótengelyeknek is van helyük a teljesítménytartományban – csak győződj meg róla, hogy az illeszkedik az építési igényeidhez, mielőtt feltételeznéd, hogy a gyári alkatrész túl fogja élni az álmaidat.
Teljes Erősség Összehasonlító Táblázat és Teljesítményküszöbök
Most, hogy külön-külön megvizsgáltuk az egyes hajtótengelygyártási módszereket, nézzük meg őket egymás mellett. Amikor a lökettérfogatot köbcentiméter-számológéppel számítja ki, vagy ki kell számolnia a köbcentimétereket a stroke-építéshez, a választott hajtótengelynek illeszkednie kell az erősségcéljaihoz – nemcsak a mai számokhoz, hanem ahhoz is, amerre tart.
Ez az átfogó összehasonlítás minden eddig tárgyalt ismeretet összegyűjtött cselekvésre ösztönző irányelvekké alakítva. Akár egy enyhébb utcai cruiser-t, akár egy kizárólagos dragautót épít, világos határértékeket talál majd a hajtótengely-szerkezet az ön specifikus igényeihez való igazításához.
Szilárdsági rangsor gyártási módszer szerint
Az alábbi táblázat a hajtótengely-opciókat a szilárdság és érték optimális arányától kezdve az alapmodellig sorolja fel, amelyek jelentős korlátozásokkal rendelkeznek. Ezt tekintse kiindulópontnak, majd vegye figyelembe az egyes kategóriákhoz kapcsolódó konkrét tényezőket:
| Gyártási módszer | Tipikus anyag | Húzószilárdság (psi) | Törékenyseg elleni ellenállás | Ajánlott teljesítménysáv | Tipikus költségtartomány |
|---|---|---|---|---|---|
| Pontos Melegkovácsolt (IATF Tanúsított) | 4340 Acél | 180,000-200,000 | Kiváló | 600–1800 LE | $1,200-$2,500 |
| Prémium Egyszilárdságú | 4340/EN40B Acél | 180,000-220,000 | Kiváló | 1.500-3.000+ LE | $2,500-$8,000+ |
| Szabványos, kovácsolt 4340 | 4340 Acél | 125,000-180,000 | Nagyon jó. | 500-1.500 LE | $800-$1,800 |
| Gazdaságos kovácsolt | 5140/4130 Acél | 95,000-125,000 | Jó | 400-800 LE | $400-$900 |
| Öntött acél/vas | Csomósított vas | 60,000-80,000 | Igazságos. | 500 LE alatt | $150-$400 |
Vegye figyelembe, hogy a precíziós, melegkovanású hajtótengelyek foglalják el a legfelső pozíciót – nem a prémium billet. Ez a besorolás a gyakorlati teljesítményt tükrözi, ahol a hitelesített minőségellenőrzés és az optimalizált szemésszerkezet kiváló megbízhatóságot nyújt a legszélesebb teljesítménytartományban. A billet kiváló a legmagasabb teljesítményszegményben, de a legtöbb komoly teljesítményfejlesztésnél a precíziós kovácsolás kínálja az optimális egyensúlyt.
Teljesítményküszöbök az egyes főtengely-típusokhoz
Ezek a konkrét lóerő-küszöbértékek a versenyzés évtizednyi tapasztalatán és dokumentált meghibásodásokon alapuló iparági konszenzust tükröznek. Használja őket irányelveként, de ne feledje, hogy az alkalmazás típusa legalább olyan fontos, mint a maximális teljesítményszám:
500 lóerő alatt: Öntött főtengelyek elfogadhatóak maradnak utcai járművekhez, amelyek időnként pályára is kerülnek. A gyári mérnökök ezen alkatrészeket megbízhatóan ezen a teljesítményszinten belül tervezték meg. Ha azonban jövőbeli frissítéseket tervez, már most érdemes befektetni űzött szerkezetbe, így elkerülhetők a későbbi költséges szétszedések.
500–1200 lóerő: Űzött főtengelyek válnak az ajánlott minimummá. Az Engine Labs szerint az utángyártó szállítók általában legfeljebb 500 lóerőig ajánlják öntött főtengelyeiket – ennek a küszöbértéknek jó oka van. A minőségi, 4340-es űzött acél megbízhatóan kezeli ezt a teljesítménytartományt utca/pálya alkalmazásokban.
1200–1800 lóerő: Prémium kovácsolt hajtótengelyek hitelesített minőségiránnyal válnak szükségessé. Ahogy a Callies Performance Products megjegyzi, prémium kovácsolt változataik megbízhatóan kezelik ezt a teljesítményskálát, ha megfelelő forgó alkatrészekkel kombinálják azokat. Az olcsóbb kovácsolatok nem rendelkeznek az anyagminőséggel és folyamatirányítással, amely ezeknél a szinteknél tartós üzemeltetéshez szükséges.
Több mint 1800 lóerő: A tömör (billet) hajtótengelyek válnak az ajánlott választássá, különösen nitrogénoxid (nitro), agresszív szupercharger rendszerek vagy tartós nagy fordulatszámú üzemeltetés esetén. Az anyagminőség ellenőrzésének képessége a megmunkálás előtt, valamint az egyedi löketméretek elérése indokolja a prémium beruházást ezen teljesítményszinteknél.
A hőkezelés hatása a végső szilárdságra
A gyártási módtól függetlenül a hőkezelési eljárások drámaian befolyásolják a hajtótengely végleges tulajdonságait. Mivel ipari szakértők magyarázzák , „A kulcs a öntött forgattyúshoz a hőkezelés. Az öntvények másfajta hőkezelést igényelnek, mint az űrtöltések.” Ez az elv minden szerkezeti típusra érvényes.
A hőkezelés három kritikus lépést foglal magában:
- Hűtés: Gyors hűtés magas hőmérséklétről megkeményíti az acél kristályos szerkezetét
- Edzés: Szabályozott újramelegítés csökkenti a ridegséget, miközben megőrzi a keménységet
- Feszültségmentesítés: A végső kezelés megszünteti a belső feszültségeket, amelyek a megmunkálás vagy űrtöltés során keletkeztek
Egyes gyártók kriogén kezelést is alkalmaznak – kb. -300°F-ra (-184°C) hűtik az alkatrészt az elsődleges hőkezelés azonnali befejezése után. Ez a lépés segít befejezni a edzési folyamatot, és növeli az anyag sűrűségét. A minőségi utángyártó forgattyúscsapszeg-gyártók vagy saját hőkezelő berendezéssel rendelkeznek, vagy szoros együttműködést folytatnak közeli szakemberekkel, ahol a minőségellenőrzési intézkedések közvetlenül figyelemmel kísérhetők.
Tom Lieb a Scat Crankshafts-tól megjegyzi, hogy „Amikor mi végezzük a saját hőkezelést, hatékonyan teszteljük a forgattyúhajtóműveket. Mert ha valami probléma van az anyaggal, a hajtóművek repedezve, torzulva vagy duzzadva jönnek vissza.” Ez a beépített minőségellenőrzés magyarázza, miért nem szabad a hőkezelést ismeretlen helyekre kiszervezni.
A tömör (billet) és a kovácsolt tévhit
Itt egy igazság, amely ellentmond annak, amit sok motorépítő hisz: a tömör (billet) anyag nem automatikusan erősebb a kovácsoltnál. Ez a tévhit pénzbe került az építőknek, és néhány esetben motorhiba kialakulásához vezetett, amikor feltételezték, hogy a drága tömör anyagból készült alkatrész mindig jobb eredményt garantál.
Ahogy Brook Piper a Callies Performance Products-tól egyértelműen kijelenti: „Ha két, pontosan ugyanabból az anyagból készült forgattyút veszünk – az egyik kovácsolt, a másik tömör (billet) – a kovácsolt minden alkalommal erősebb lesz.” A kovácsolás folyamata összesűríti és irányítja az anyag szöveti struktúráját, így irányított szilárdságot hoz létre, amelyet a megmunkált tömör anyag egyszerűen nem tud reprodukálni.
Hol szerez előnyre a tömbből készült alkatrész? Három konkrét területen:
- Anyagválasztás: A tömbből készített alkatrészek gyártói olyan magasabb minőségű ötvözeteket használhatnak, mint az EN40B, amelyek nem alkalmasak kovácsolóformákhoz
- Előmegmunkálás ellenőrzése: A rúdanyag hibáit ellenőrizni lehet a megmunkálás megkezdése előtt
- Tervezési szabadság: Egyedi lökethosszak és ellensúly-konfigurációk lehetségesek költséges formák fejlesztése nélkül
Azonban egy rosszul megmunkált, elegendő feszültségcsökkentés nélküli tömbből készült hajtótengely valójában rosszabb fáradási ellenállást mutathat, mint egy megfelelően kovácsolt alternatíva. A megmunkálási folyamat maga is feszültségkoncentrációkat hozhat létre, ha nem megfelelően hajtják végre, és a személyezettség átvágása megszünteti az irányerősségi előnyöket, amelyeket a kovácsolás biztosít.
A gyakorlati tanulság? Ne feltételezze a tömör anyagból készült alkatrész fölényét csupán az ár alapján. Egy hitelesített gyártó által készített precíziós meleg sajtolt forgattyúshajtórúd gyakran jobban teljesít, mint egy olcsóbb, kevésbé szigorú forrásból származó tömör anyagból készült rúd. Illessze választását a tényleges teljesítményigényekhez, és minőségi gyártásba fektessen be függetlenül az előállítási módtól.
Alkalmazás-specifikus szempontok
A maximális lóerő-számok csak részben mesélik el a történetet. Az is legalább annyira fontos, hogyan használja ezt az erőt, amikor a forgattyúshajtórúd szerkezetét választja:
Folyamatosan Magas Fordulatszámú Üzemeltetés: A NASCAR motorok 500 mérföldes futamokon 9000+ fordulatszámmal futnak, és tömör anyagból készült szerkezetet igényelnek nem a csúcsteljesítmény miatt, hanem a felhalmozódó fáradási ciklusok miatt. Egy 900 lóerős NASCAR-motor tömör anyagból készült hajtórudat használ, míg egy 1500 lóerős drag motor sajtolt rudat használhat – a különbség a terhelés időtartama.
Pillanatnyi Nyomatékcspúcsok: A nitrogén-oxid és az agresszív töltésalkalmazások olyan ütőerőket hoznak létre, amelyek különböznek a szívó motorok teljesítménygörbéitől. Ezek a hirtelen erőhatások akár túlléphetik az anyag alakváltozási határát is, még akkor is, ha az átlagos teljesítményszint azt sugallná, hogy az öntött kivitel elegendő lenne.
Utcai/Pálya Kettős Célú: Azok a motorok, amelyek napi használat mellett alkalmanként versenypályán is használatosak, profitálnak az űrtartalom-képzés fáradási ellenállásából. Az ismétlődő hőciklusok és változó terhelési körülmények az egységes szemcseszerkezetet részesítik előnyben a megmunkált billettel szemben.
Kizárólagos Versenyhasználat: Egy célra szolgáló versenymotorok esetében a forgattyúshajtás kiválasztása optimalizálható konkrét körülményekhez. Egy kisebb blokkos dragster, amely folyamatosan 10 másodperces futásokat teljesít, más követelményekkel rendelkezik, mint egy fej-fej melletti versenyautó, amely teljes teljesítménnyel dolgozik, és minimális hűlési idő áll rendelkezésre a fordulók között.
Ezeknek az árnyalatoknak a megértése segít elkerülni azt, hogy vagy olyan képességekre költsön pénzt, amelyeket soha nem fog használni, vagy pedig olyan alkatrészeket építsen be, amelyek túlterhelés hatására meghibásodnak. Az erősség-összehasonlító táblázat kiindulópontot nyújt, de ezeknek az elveknek a figyelembevételével történő alkalmazása biztosítja, hogy a forgattyús tengely kiválasztása valóban megfeleljen az Ön építési céljainak.
A forgattyús tengely meghibásodási módjainak és megelőzésének megértése
Annak ismerete, hogy melyik forgattyús tengely gyártási módszer felel meg teljesítménycéljainknak, csupán a feladat fele. Fontos még megérteni, hogyan is hibásodnak meg ezek az alkatrészek – és felismerni a figyelmeztető jeleket a katasztrofális meghibásodás előtt –, ami megmentheti az egész motorba fektetett befektetést. Akár kovácsolt, akár tömör (billet) forgattyús tengelyt használ, a meghibásodási módok jelentősen különböznek a gyártási módtól függően, és a problémák időben történő felismerése a legjobb védekezés.
Íme a kellemetlen igazság: még a legerősebb forgattyús tengely is végül meghibásodik, ha olyan feltételeknek van kitéve, amelyek meghaladják a tervezési határait. Autós szakértők szerint autós szakértők , amikor álló helyzetből folyamatosan teljes gázzal indul, a motornak okozott extra terhelés erőszakos nyomatéki ingadozásokat generál, amelyeket a hajtótengely nem képes örökké elviselni. Végül a hőmérséklet túlságosan megemelkedik, és a csapágyterhelés túllépi a határértéket. Ezeknek a meghibásodási mechanizmusoknak az ismerete segíthet azok megelőzésében.
Hogyan sérülnek meg a hajtótengelyek extrém terhelés alatt
A kovácsolt és tömör anyagból megmunkált hajtótengelyek különböző módon sérülnek meg – ez az ismeret segíthet problémák azonosításában, mielőtt katasztrófává válnának.
Kovácsolt hajtótengelyek meghibásodási mintázatai: A kovácsolt hajtótengelyek általában fáradási repedések következtében sérülnek meg, amelyek a feszültségkoncentrációs pontokon kezdődnek. A leggyakoribb meghibásodási kiindulási helyek a következők:
- Olajfuratok metszéspontjai: Ahol az olajvezetékek találkoznak a csapágyfelületekkel, a feszültség koncentrálódik az átmenetnél. Az ismétlődő terhelési ciklusok mikroszkopikus repedéseket idézhetnek elő, amelyek idővel továbbterjednek.
- Lekerekített élek: A csapágyak és hajtókarok közötti íves átmenetek a legnagyobb feszültségkoncentrációknak vannak kitéve üzem közben. A nem megfelelő lekerekítési sugár vagy rossz felületminőség ezen területeken felgyorsítja a repedések kialakulását.
- Ellensúly-gyökerek: Az ellensúlyok és a főtest csatlakozásánál jelentős hajlítófeszültség lép fel, különösen nagy fordulatszámú alkalmazásoknál.
Mivel az űrtöltött hajtótengelyek szemcseszerkezete rendezett, a repedések általában előrejelezhető pályán terjednek. Ez valójában kis előnyt jelent – a fáradási repedések gyakran elég lassan nőnek ahhoz, hogy figyelmeztető jeleket adjanak a teljes meghibásodás előtt. Egy űrtöltött hajtótengely akár tucatnyi futamot vagy ezernyi mérföldet is képes lehet futni fejlődő repedéssel, így lehetőséget ad a hiba észlelésére.
Tömör anyagból készült hajtótengelyek meghibásodási mintázatai: A tömör anyagból készült hajtótengelyek hirtelen és előrejelzés nélkül meghibásodhatnak, ha problémák vannak. Két elsődleges meghibásodási forma dominál:
Gépi megmunkálásból származó feszültségcsúcsok: Amikor a CNC megmunkálás átvágja az anyag szemcseszerkezetét, bármilyen szerszámnypad, éles belső sarkok vagy felületi hibák potenciális repedésindulási pontokká válhatnak. A kovácsolással ellentétben, ahol a szemcsék folyamatosan haladnak át a terhelésnek kitett területeken, a megmunkált felületek minden vágásnál megszakítják a szemcseszerkezetet. Ha a megmunkálás minősége alacsony, ezek a megszakítások terhelés hatására törési pontokká válhatnak.
Nem észlelt anyaghibák: Bár a tömbkonstrukció lehetővé teszi az anyag előzetes ellenőrzését megmunkálás előtt, belső hibák még így is elkerülhetik a detektálást. Bezárt idegen anyagok, üregek vagy az ötvözet koncentrációinak elválása a rúdrák mélyén csak akkor válik nyilvánvalóvá, amikor a forgattyús tengely maximális igénybevételnek van kitéve – gyakran váratlan, katasztrofális meghibásodáshoz vezet figyelmeztetés nélkül.
A hibamód is erősen függ attól, hogy a motorod folyamatosan magas fordulatszámon üzemel-e, vagy pillanatnyi nyomatékcúcsokat tapasztal. Egy 351w gyújtási sorrenddel rendelkező motor, amely folyamatos fordulatszámon üzemel körpályás versenyen, fokozatosan halmozódik fel fáradási károsodást. A 351 Windsor gyújtási sorrend előre jelezhető tüzelési impulzusokat hoz létre, amelyek konzisztens mintában terhelik a forgattyústengelyt, lehetővé téve a fáradási repedések fokozatos kialakulását.
Ezzel szemben egy nitrouszerű hajtású drag motor hatalmas, pillanatnyi nyomatékcúcsokat tapasztal, amelyek hirtelen meghaladhatják az anyagfeszültségi határt. A 351 Windsorhoz tartozó gyújtási sorrend, vagy bármely 351 Windsor motorhoz tartozó gyújtási sorrend kevésbé fontos, mint a hirtelen ütőterhelések, amelyek azonnali meghibásodást okozhatnak, ha a forgattyústengely már sérült.
Figyelmeztető jelek katasztrófális meghibásodás előtt
Egy hibásodó forgattyústengely észszelése, mielőtt tönkreteszi a motort, szükségessé teszi a ébrenlétet. Ezek a figyelmeztető jelek fejlődő problémákat jeleznek, amelyek azonnali figyelmet igényelnek:
- Szokatlan rezgések: Korábban nem jelenlévő rezgések, különösen bizonyos fordulatszám-tartományokban, fejlődő repedésekre vagy csapágyproblémákra utalhatnak. Figyeljen oda a harmonikus frekvenciák idővel változó jellegére.
- Csapágykopás-mintázatok: Szétszereléskor gondosan vizsgálja meg a főtengely- és hajtókar-csapágyakat. A nem egyenletes kopás, horpadások vagy a csapágyanyagon átütő rézréteg igazolhatja a tengelyigazítási problémákat vagy a csapágyfelületek sérülését, amelyek egyenetlen terhelést okoznak a forgattyústengelyen.
- Olajanalízis-jelzők: Rendszeres olajanalízissel kimutathatók a megemelkedett vas-, króm- vagy csapágyanyag-részecskék még látható károsodás előtt. Ezek értékeinek alakulása időben mutatja a kialakuló hibákat.
- Fura zajok: Az ütő, morajló vagy ritmikus hangok, amelyek az motor fordulatszámával összefüggnek, gyakran a csapágyjáték problémáira vagy a forgattyústengely terhelését befolyásoló csapágyfelület-sérülésekre utalnak.
- Harmonikus lengéscsillapító-problémák: Egy hibás vagy helytelenül illesztett harmonikus lengéscsillapító lehetővé teszi a torziós rezgések káros hatását a forgattyústengelyre. Rendszeresen ellenőrizze a lengéscsillapítókat a gumiból készült részek elöregedésére vagy folyadékszivárgásra.
- Olajnyomás-ingadozás: Az olajnyomás ingatagsága, különösen alapjáratnál vagy lassulás közben, a csapágyházak kopásából vagy a forgattyús tengely hajlásából adódó hézagtartomány-változásra utalhat.
Ahogy azt a ipari szakértők , olcsó csapágycsapszékek, nem eredeti gyártmányú csavarok és rosszul megmunkált alkatrészek nem tartják be annyira pontosan a tűréseket, ami növeli az igazítási hibák, helytelen olajhézagok és egyenetlen terhelés kockázatát a forgattyús tengely csapágyházain.
Megelőzés megfelelő beállítással
A legjobb forgattyús tengely meghibásodás az, amelyik soha nem következik be. Több tényező is jelentősen meghosszabbítja a forgattyús tengely élettartamát, függetlenül a gyártási módszertől:
Megfelelő kiegyensúlyozás: Egy pontosan kiegyensúlyozott forgó egység kiküszöböli a rezgésekből származó feszültséget, amely felgyorsítja a fáradási meghibásodást. A szakmai kiegyensúlyozás figyelembe veszi a dugattyúkat, csapszeleket, gyűrűket, hajtórudakat és az összes forgó tömeget, hogy a lehető legszorosabb kiegyensúlyozottságot elérje.
Harmonikus lengéscsillapító kiválasztása: A harmonikus lengéscsillapító olyan torziós rezgések ellen dolgozik, amelyek különben minden egyes tüzelési impulzusnál rugóként húznák meg a forgattyústengelyt. A csillapító jellemzőinek pontos illesztése a motor adott harmonikus frekvenciáihoz kritikus fontosságú—a helytelen csillapító ugyanis ténylegesen fokozhatja a káros rezgéseket.
Hőkezelés és felületkezelés: A megfelelő hőkezelés maximalizálja az anyag tulajdonságait, miközben a megfelelő felületkezelés megszünteti a feszültségfókuszáló helyeket. Lekerülés – egy olyan eljárás, amely a kritikus lekerekítési sugarú területeket keményíti meg – jelentősen javítja a kovácsolt és tömör anyagból maratott forgattyústengelyek fáradási élettartamát.
Támasztó alkatrészek minősége: A forgattyústengely túlélése a főcsapágyakon, a connecting rod csapágyakon és a megfelelő kenésen alapul. Az OEM vagy a legmagasabb minőségű utángyártott alkatrészek használata, amelyek pontosan a megadott specifikációk szerint készülnek, biztosítja, hogy a forgattyústengely simán forogjon igaz tengely körül, teljes egészében alátámasztva olajfilmmel.
Amikor komoly teljesítményszinteket épít ki – akár egy holley blue üzemanyagszivattyút használ agresszív üzemanyag-igények kielégítésére, akár c6 fórum aux üzemanyagszivattyú-támogatási lehetőségeket kutat felnyomott alkalmazásához – ne feledje, hogy az üzemanyag-rendszer képessége semmit sem jelent, ha a forgattyús szerelvény meghibásodik. A hajtótengelynek túl kell élnie azt a teljesítményt, amelyet az üzemanyag-rendszere lehetővé tesz.
A tapasztalt motorépítők tanácsa változatlan: kerülje a durva gyorsítást, az éles fékezést és a felesleges magas fordulatszámokat a bejáratás során. Ezek a kis szokások idővel felhalmozódnak, és segítenek abban, hogy a hajtótengely, csapágyak és az egész alsó rész sokkal tovább tartson. Amint motora megfelelően bejáratott, igazítsa vezetési stílusát a hajtótengely képességeihez – és soha ne tételezze fel, hogy bármelyik alkatrész semmisíthetetlen.
Végső ajánlások minden teljesítményszintre
A fémtechnológia, gyártási folyamatok, meghibásodási módok és a valós világbeli teljesítményadatok vizsgálata után ideje kiszűrni a zavart, és egyértelmű útmutatást adni. Akár egy hétvégi cruiser-t épít Ford 460-as motort használva, akár egy dedikált dragautót, amely négyjegyű lóerőt fejt ki, a forgattyúshaft kiválasztása a tényleges teljesítménycélokhoz igazítva megakadályozza a fölösleges kiadásokat és a katasztrofális meghibásodásokat.
A tömör (billet) és az űrtelenített (forged) forgattyúszerkezetek szilárdságának kérdése végül is a következőn múlik: mire van ténylegesen szüksége az Ön konkrét építésének? Nem arra, ami lenyűgöző az autókiállításon, hanem arra, ami megbízhatóan ellenáll a teljesítményigényeinek hosszú távon. Nézzük meg alkalmazásonként.
Forgattyúshaft típusának illesztése az Ön építési céljaihoz
A forgattyúshaft kiválasztása logikus döntési fának kell, hogy kövesse a teljesítményszint, a tervezett felhasználás és a költségvetési prioritások alapján. Az alábbiakban megtalálhatók az egyértelmű ajánlások, alkalmazás szerint rangsorolva:
- 600 lóerő alatti építések: A minőségi, kovácsolt 4340-es hajtótengelyek kiváló ár-érték arányt és megbízhatóságot nyújtanak ebben a teljesítményszegmensben. Akár utcára szánt 460-as Ford motort épít, akár kisblokkos motorral hétvégi versenyekre készül, a prémium kovácsolt felépítés bőven kezeli ezeket a teljesítményszinteket jelentős biztonsági tűréssel. 800–1800 USD-ot költhet egy olyan hajtótengelyre, amely megbízhatóan kibírja a teljesítmény céljait, miközben pénzt takarít meg más forgóalkatrészek számára. A kovácsolás előnyei – a hidegmunkavégzés és az irányított szemcseirány – olyan fáradási ellenállást biztosítanak, amely messze meghaladja azt, amit a legtöbb utcai/versenyfelhasználású összeszerelés valaha is igénybe vesz.
- 600–1500 lóerős utcai/verseny felépítések: A minősített minőségirányítással rendelkező prémium, kovácsolt forgattyústengelyek válnak az optimális választássá. Itt a gyártási konzisztencia rendkívül fontos – szükséged van igazolt anyagminőségre, megfelelő hőkezelésre és dokumentált folyamatirányításra. Legyen szó felültöltött Ford 460-os motorösszeállításról vagy turbófeltöltős import platformról, a megbízható gyártók tanúsított kovácsolt forgattyústengelyei biztosítják a szükséges szilárdságot anélkül, hogy darabként gyártott árat kellene fizetni. Az Engine Labs szerint olyan gyártók, mint a Callies, már bebizonyították, hogy kovácsolt forgattyústengelyeik megbízhatóan képesek 1200–1800 lóerő kezelésére megfelelően tervezett alkalmazásokban.
- Dedikált drag verseny, 1500 LE felett: Fontolja meg az egydarabból megmunkált forgattyústengelyeket, ha az egyedi stroke-igények, extrém töltőnyomások vagy nitrous használata túllépi a sajtolt alkatrészek fáradási határait. Ha egy komoly versenyalkalmazásba szánt Ford 460 készmotort keres, vagy egyedi stroker kombinációt fejleszt, az egydarabból megmunkált alkatrész tervezési szabadossága és igazolt anyagminősége indokolja a 2500-8000 dollár feletti befektetést. Az pontos stroke-méretek, ellensúlyok helyezése és fórumok méretezése ilyen teljesítményszinteken gyakorlati szükségessé válik, nem csupán luxussá.
- Professzionális Versenycsapattagok és Nagyforgalmú Gyártók: Pontosan forró sajtolt alkatrészek IATF 16949 minősítéssel nyújtják a legjobb kombinációt szilárdság, konzisztencia és érték tekintetében. Ha több motort épít, vagy versenyszezonja az alkatrészek megbízhatóságától függ, a tanúsított gyártási folyamatok kiküszöbölik a variabilitást, amely a sztenderd sajtolt alkatrészeknél problémát jelent. Olyan partnerek, mint Shaoyi (Ningbo) Metal Technology gyors prototípusgyártást nyújtanak legfeljebb 10 nap alatt, kombinálva nagy volumenű termelési képességgel – pontosan az, amire a szakmai programoknak szükségük van a fejlesztéshez és versenyképességhez.
Az erősség kiválasztásának lényege
Íme, amit a tapasztalt motorépítők értenek, de amit a laikus rajongók gyakran nem vesznek észre: a tömör (billet) anyag előnye csak bizonyos teljesítményhatár felett válik jelentőssé. Ahogy Brook Piper a Callies Performance Products-tól fogalmazza: „Kilenc esetből tízszer a sajtolásos darab elvégzi a munkát.” Ez nem az, hogy leértékelnénk a billet anyagot – ez az őszinte felismerése annak, hogy a legtöbb motorépítés sosem közelíti meg azokat a határokat, ahol a billet szerkezet valódi előnnyel jár.
Vegyük figyelembe a számításokat. Egy prémium kovácsolt forgattyúsha kb. 1000–1200 dollárral olcsóbb, mint egy egyenértékű maratott változat. Ha az Ön motorja 1200 lóerőt fejleszt, és olyan kovácsolt forgattyúsikat használ, amelyek 1800 lóerős teljesítményre vannak méretezve, akkor hol nyújt értéket a drágább maratott megoldás? Sehol. Ugyanez az 1200 dollár jobb hajtókarokra, magasabb minőségű dugattyúkra vagy precíziós lengéscsillapítóra fordítható – olyan alkatrészekre, amelyek valóban javítják a rendszer megbízhatóságát és teljesítményét.
A kivétel erősíti a szabályt. Amikor olyan 460-as nagyblokkos teljesítményszintet hajszolunk, amely eléri a 2000+ lóerőt, vagy olyan motorokat építünk, ahol a ford 460 gyújtási sorrendje erőltetett töltéssel brutális hengernyomás-csúcsokat idéz elő, ott a maratott kivitel válik az intelligens választássá. Az ellenőrzött anyagminőség és a tervezési szabadság indokolttá teszi a befektetést, mivel ebben az esetben ténylegesen kihasználjuk az adott képességeket.
A legtöbb építőnek jobb, ha minőségi, kovácsolt hajtótengelyekbe és támogató alkatrészekbe fektet, ahelyett, hogy olyan öntött darabokat kergetne, amelyekre soha nem lesz szügye.
Teljes forgó egység stratégia
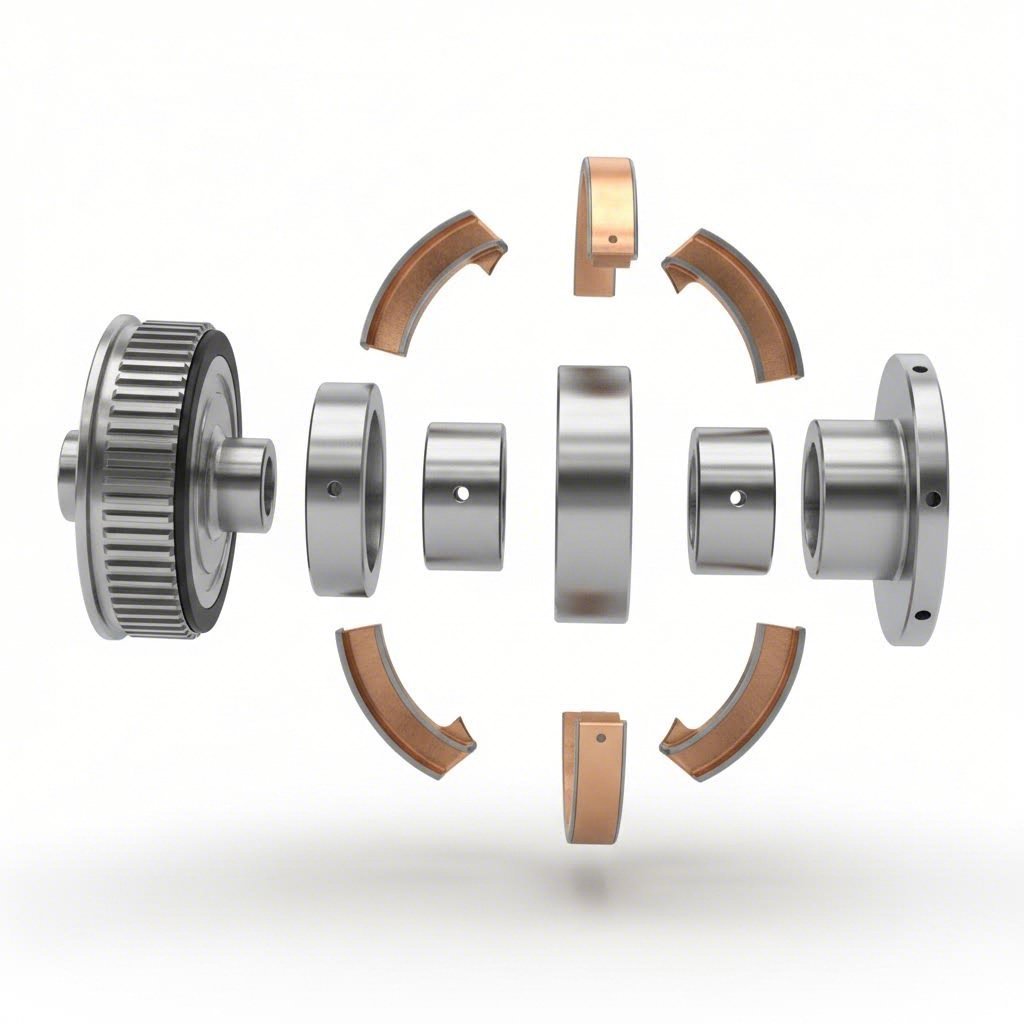
A hajtótengely kiválasztása soha ne történjen elkülönítve. A forgó egység rendszerként működik—hajtótengely, hajtókarok, dugattyúk, csapágyak és harmonikus lengéscsillapító együtt kell működjenek, hogy túléljék az adott teljesítmény célkitűzéseket. Az összeillőtlen alkatrészek gyenge láncszöveket hoznak létre, amelyek semmivé teszik a prémium hajtótengelybe való befektetést.
Így érdemes stratégiai szögből nézni:
- Hajtókar szilárdsága illeszkedjen a hajtótengely képességeihez: Prémium kovácsolt hajtótengely mellett gazdaságos hajtókarok használata felesleges meghibásodási pontot teremt. Számolj be H-alakú vagy minőségi kovácsolt hajtókarokba, amelyek kiegészítik a hajtótengely választását.
- A dugattyú kiválasztása befolyásolja a hajtótengely terhelését: A nehezebb dugattyúk növelik a lengő tömeget és a hajtótengely terhelését. A könnyebb, kovácsolt dugattyúk csökkentik a terhelést, de gondosan ki kell választani a gyűrűcsomagot. Mérlegelje ezeket a kompromisszumokat az Ön maximális fordulatszám céljaihoz képest.
- Az izzó minősége óriási jelentőségű: A hajtótengely egy olajfilmen fut, amelyet a fő- és connecting rod csapágyak tartanak meg. A Tomorrow's Technician szerint a szennyeződés az első számú oka a csapágy- és hajtótengely-hibáknak. A prémium tri-metál vagy bevonatos csapágyak biztosítják az igényes szerelésekhez szükséges védelmet.
- Harmonikus lengéscsillapító kiválasztása: A helytelen lengéscsillapító valójában felerősítheti a káros rezgéseket, ahelyett hogy vezérelné őket. Illessze a lengéscsillapító jellemzőit a motor specifikus harmonikus frekvenciáihoz – különösen fontos ez a teljesítményszintek növekedésével.
Olyan szakmai motorépítők számára, akik több építéshez vagy versenycsapatokhoz szerelnének alkatrészeket, és konzisztens minőséget igényelnének programjaikban, az IATF 16949 tanúsítvánnyal rendelkező gyártókkal való együttműködés egyszerűsíti a beszerzést, miközben garantálja a specifikációk betartását. A saját mérnöki támogatás a tervezési fázisban optimalizálja az erősség-súly arányt az Ön adott alkalmazásához képest, ahelyett, hogy elfogadná, amit általános kovácsolóformák produkálnak.
Döntési keret
Amikor eljön az idő a hajtótengely kiválasztására, gondolja végig ezeket a kérdéseket:
- Mi az Ön reális csúcsteljesítmény-célja – nem az a szám, amit a barátainak mond, hanem az aktuális teljesítmény, amit kombinációja előállít?
- Hogyan fogják használni a motort? Napi használatra, hétvégi használatra, kizárólagos versenyre vagy profi versenyzésre?
- Mennyi a teljes forgóalkatrész-költségvetése? Megengedheti-e magának a prémium kovácsolt darabot minőségi kiegészítő alkatrészekkel, vagy a maratott ár más területeken kényszerítené kompromisszumokra?
- Egyedi lökethossz-specifikációkra van szüksége, vagy a szabványos kovácsolt megoldások is megfelelnek az igényeinek?
- Mekkora fontossággal bír a gyártási konzisztencia? Az egyedi építésű motorok nagyobb változatosságot tűrnek el, mint a szakmai programok, amelyek több motoron keresztül azonos alkatrészeket igényelnek.
Válaszoljon őszintén ezekre a kérdésekre, és a hajtótengely-választás egyértelművé válik. A tömör (billet) és kovácsolt hajtótengely erőssége közötti vita akkor feloldódik, ha az előállítási módot a tényleges igényekhez igazítja, ahelyett, hogy olyan specifikációk után hajszolná magát, amelyek ugyan lenyűgözően hangzanak, de a való életben nem nyújtanak előnyt.
Legyen szó enyhén tuningolt utcási motorról vagy vad dragautóról, a cél mindig ugyanaz: egy olyan forgóegység összeállítása, amely megbízhatóan kibírja a teljesítmény-igénybevételt idővel. Bölcsen döntsön, fektessen be minőségi gyártásba, és a hajtótengely lesz az utolsó dolog, ami aggódásra ad okot, amikor lenyomja a gázpedált.
Gyakran ismételt kérdések a hajtótengely-erősségről
1. Mi a legerősebb hajtótengely?
A legerősebb forgattyúshaft kiválasztása az alkalmazástól függ. A premium tömör (billet) forgattyúshaftok EN40B vagy 4340 acélból készülnek, és extrém alkalmazásokhoz nyújtanak maximális szilárdságot, amelyek több mint 2000 lóerőt haladnak meg. Azonban minőségi kovácsolt 4340 forgattyúshaftok, például a Callies gyártmányai, kiváló fáradási ellenállást biztosítanak a rendezett szemcsefolyam és a keményített anyag miatt. A legtöbb teljesítményorientált felépítéshez 1500 lóerő alatt, pontossági forrókovácsolt forgattyúshaftok IATF 16949 minősítéssel nyújtják az optimális szilárdságot és megbízhatóságot. Az IATF-minősítéssel rendelkező gyártók, mint például a Shaoyi Metal Technology, folyamatérintkezéses szabályozásokon és ellenőrzött anyagspecifikációkon keresztül biztosítják az állandó minőséget.
2. A tömör (billet) anyag természeténél fogva erősebb, mint a kovácsolt?
Nem, a tömbből megmunkált alkatrész önmagában nem erősebb a kovácsoltnál. A szakértők szerint, ha két forgattyús tengelyt ugyanabból az anyagból készítenek – az egyik kovácsolt, a másik tömbből (billet) megmunkált – akkor a kovácsolt darab erősebb lesz, mivel a szemcsestruktúra összesűrűsödik és a komponens körvonalai mentén rendeződik. A tömbből készült alkatrészek előnye a tervezési szabadság, az előmegmunkálás előtti anyagvizsgálat lehetősége, valamint a magasabb specifikációjú ötvözetek felhasználásának képessége. A kovácsolás során létrejövő hidegen alakított acél irányfüggő szilárdsággal rendelkezik, míg a tömbből történő megmunkálás megszakítja a meglévő szemcsestruktúrát. Mindkét módszer kiváló minőségű forgattyús tengelyt eredményez megfelelő kivitelezés esetén, de eltérő teljesítménytartományokban és alkalmazásokban jeleskednek.
3. Milyen lóerőnél kell áttérni öntött forgattyús tengelyről kovácsoltra?
Az ipari szakértők azt javasolják, hogy 450–500 lóerő feletti teljesítménynél öntött helyett kovácsolt forgattyústengelyre váltson. Az öntött forgattyústengelyek szakítószilárdsága körülbelül 60 000–80 000 PSI, míg a kovácsoltaké 125 000–200 000 PSI. 500–1200 lóerős tartományban minőségi kovácsolt 4340-as acél az ajánlott minimum. 1200 lóerő felett prémium kovácsolt anyagot igényelnek, amely hitelesített minőségirányítással rendelkezik. 1800 lóerőnél nagyobb teljesítmény esetén általában tömör (billet) kivitelű, maximális szilárdságú és egyedi specifikációk szerinti kialakítás szükséges.
4. Mi okozza a forgattyústengely meghibásodását nagy teljesítményű motorokban?
A forgattyústengelyek meghibásodása általában fáradási repedésekből származik, amelyek a feszültségkoncentrációs pontokon keletkeznek, mint például az olajlyukak kereszteződései, lekerekítési sugarak és a kiegyensúlyozó súlyok gyökerei. A kovácsolt forgattyústengelyek általában fokozatos fáradási repedéssel hibásodnak meg, amely figyelmeztető jeleket ad, míg a tömbből megmunkált tengelyek hirtelen meghibásodhatnak a megmunkálás során keletkezett feszültségnövekedések vagy észrevétlen anyaghibák miatt. További tényezők az elfogadhatatlan hőkezelés, alacsony minőségű csapágyak, nem megfelelően illeszkedő harmonikus lengéscsillapítók, valamint a forgattyústengely megengedett teljesítményhatárának túllépése. Rendszeres olajanalízis, csapágyvizsgálatok és a szokatlan rezgések figyelemmel kísérése segíthet a problémák időben történő felismerésében, mielőtt katasztrofális meghibásodás következne be.
5. Hogyan befolyásolja a szemékszerkezet a forgattyústengely tartósságát?
A szemcseszerkezet jelentősen befolyásolja a hajtótengely fáradási ellenállását és tartósságát. A kovácsolás a fém kristályos szemcseirányultságát igazítja a hajtótengely kontúrjai mentén, irányított szilárdságot létrehozva ott, ahol a feszültségkoncentráció a legnagyobb. Ez az irányított szerkezet jobban ellenáll a repedések keletkezésének és terjedésének, mint a véletlenszerű vagy megszakított szemcseminták. A tömbből (billet) megmunkált tengelyek esetén a megmunkálás átvágja a meglévő lineáris szemcserendszert, potenciálisan feszültségkoncentrációs pontokat hozva létre a megmunkált felületeken. Az öntött hajtótengelyek véletlenszerű szemcseorientációval rendelkeznek, előrejelezhetetlen gyenge pontokkal. A megfelelő hőkezelés tovább javítja a szemcseszerkezet előnyeit, függetlenül a gyártási módszertől.