 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Autóipari fémsajtolás: Műszaki pontosság kulcsai
TL;DR
Los autóipari fémsajtolmányok a modern gyártás sarokkövei, lehetővé téve lapos fémlemezek nagy pontosságú alkatrészekké alakítását sajtolási eljárások segítségével. Jelentőségük abban rejlik, hogy képesek tömegesen előállítani strukturális és esztétikai elemeket kiváló műszaki konzisztenciával. A gyártók számára ezeknek az eljárásoknak a dominanciája elengedhetetlen a jármű könnyűsége, a váz biztonsága és az üzemeltetési költségek hatékonysága közötti egyensúly megteremtéséhez.
Műszaki alapelvek: A sajtolás és az alakítás közötti különbségek
Az ipari környezetben a sajtolás és az alakítás fogalmait gyakran felcserélhetően használják, bár műszaki szempontból fontos különbségek vannak közöttük a mérnöki tervezés szempontjából. A Mursix Corporation , az autóipari sajtolás olyan folyamatot jelent, amely során sík fémlapokat alakítanak át speciális formákká egy sajtó és testreszabott sablonok segítségével. Míg a sajtolás elsősorban a nagy erő alkalmazására koncentrál a fém alakítása érdekében, addig a sajtolás magában foglalja a vágás, döntés és hajlítás műveleteinek egész ökoszisztémáját.
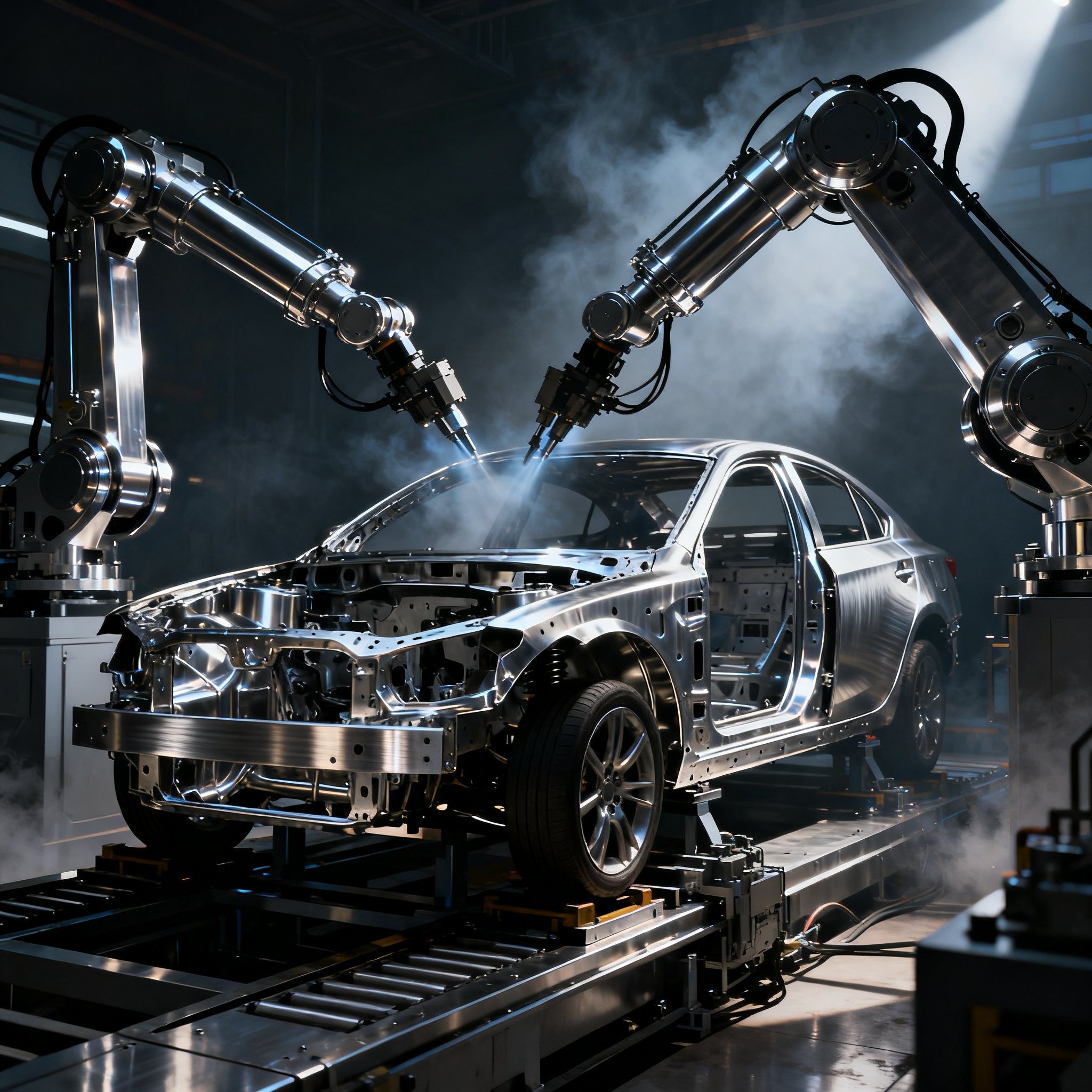
Ennek a folyamatnak központi mechanizmusa a sajtó és az olló vagy forma közötti kölcsönhatáson alapul, ahol a sajtó biztosítja a szükséges energiát, az olló vagy forma pedig meghatározza az alkatrész végső geometriáját. Ennek a technológiának az evolúciója egyszerű kézi módszerektől olyan automatizált, nagy sebességű rendszerekig vezetett, amelyek percenként több száz alkatrészt is képesek feldolgozni. Ezt az átmenetet az egyre szigorúbb mérettűrések teljesítésének igénye hajtotta, amelyek elengedhetetlenek a gyártóüzemek (OEM) robotizált összeszereléséhez.
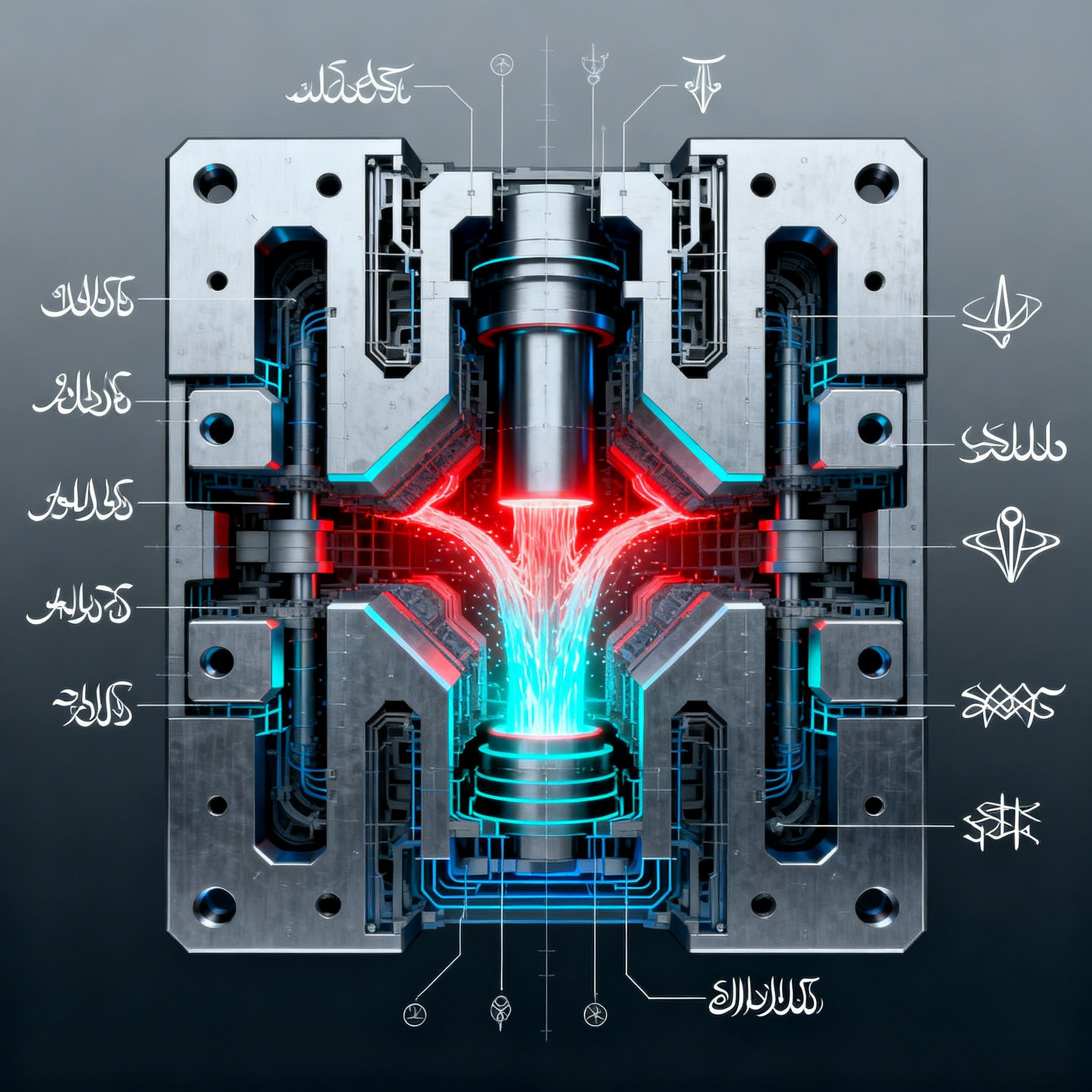
A döntő szempont a szerszámtervezés. Egy mátrix kialakítása olyan precíziós mérnöki munkát igényel, amely figyelembe veszi az anyag rugalmas visszahajlását és a feszültségek eloszlását az alakítás során. Ha a mátrix nincs optimalizálva, akkor hibák léphetnek fel, mint például repedések vagy redők a fémben, amelyek veszélyeztethetik az alkatrészek szerkezeti integritását, különösen kritikus elemeknél, mint például az autó oszlopainak megerősítései vagy az elektromos járművek akkumulátortartói.
Az alábbiakban összehasonlítjuk a sajtolóüzemekben használt alapvető fogalmakat:
| Kifejezés | Műszaki megközelítés | Tipikus alkalmazás |
|---|---|---|
| Stanzolás (Stamping) | Többfázisú alakítási és vágási műveletek | Karosszériapanelek, elektromos csatlakozók |
| Sajtolás (Pressing) | Nyomás alkalmazása plasztikus alakváltozáshoz | Súlyos szerkezeti alkatrészek, alváz |
| Kivágás (Blanking) | A sík forma kezdeti kivágása a tekercsből | Alkatrészek előkészítése későbbi folyamatokhoz |
A sajtoló eljárások típusai és ipari alkalmazhatóságuk
A megfelelő sajtolási eljárás kiválasztása közvetlenül a termelési mennyiségtől, a geometriai bonyolultságtól és az anyagkövetelményektől függ. A négy fő típus a progresszív sajtálás, átadó sajtálás, mélyhúzás és finomkivágás. Mindegyik módszer stratégiai előnyökkel rendelkezik, amelyeket a beszerzési és gyártási mérnökök gondosan értékelniük kell a megtérülés maximalizálása érdekében.
La progresszív sajtálás a nagy volumenű gyártás arany standardja. Ebben a rendszerben egy fémcsík halad végig több állomáson egyetlen szerszámon belül. Minden állomás meghatározott műveletet hajt végre (vágás, hajlítás, mélyhúzás), amíg az elkészült alkatrész az utolsó lépésben le nem válik a csíkról. Ez a módszer minimalizálja az alkatrészek kézi kezelését és maximalizálja a gyártási ütemet, így ideális kis alkatrészekhez, mint például csatlakozókhoz és motorrögzítésekhez.
Másrészről a mélyhúzás (Deep Draw) elengedhetetlen olyan alkatrészek esetén, amelyeknél a mélység meghaladja az átmérőt. Szakértők, mint például a Transmatic kiemelik, hogy ez az eljárás kritikus fontosságú érzékelőházak, olajszűrők és egyéb hengeres alkatrészek gyártásához, amelyek vékony, ugyanakkor erős falakat igényelnek. A technika során a fémet egy bélyegzőre húzzák, miközben szabályozzák az anyagáramlást a repedések elkerülése érdekében, így varratmentes, kiváló mechanikai integritású alkatrészek jönnek létre.
A fokozatos mátrix működési folyamata a következő lépésekre bontható:
- Táplálás: A fémszalag letekeredik, és egy precíziós adagoló segítségével lép be az sajtolóba.
- Kezdeti lyukasztás: A vezetőlyukak kialakítása megtörténik, hogy biztosítsa a pontos pozícionálást a következő állomásokon.
- Fokozatos alakítás: A fém fokozatosan hajlítódik vagy deformálódik több lépésben, hogy elkerülje a túlzott feszültségeket.
- Könyvezés vagy kalibrálás: Magas nyomás alkalmazásával finom részletek kerülnek kialakításra, és kritikus tűrések biztosítottak.
- Végső vágás és kidobás: A darab leválik a maradék szalagról, majd begyűjtésre kerül a további feldolgozás céljából.
Kritikus anyagok és hatásuk a jármű teljesítményére
Az anyag kiválasztása az autóipari fém alkatrészeknél nemcsak a költséget, hanem a jármű biztonságát és energiatakarékosságát is befolyásolja. Hagyományosan a szénacél volt az uralkodó anyag alacsony költsége és magas szilárdsága miatt. Azonban a dekarbonizáció irányába történő elmozdulás elősegítette a nagy szilárdságú acélok (AHSS) és az alumíniumötvözetek alkalmazását, amelyek lehetővé teszik a teljes tömeg csökkentését anélkül, hogy áldoznák a passzív biztonságot ütközés esetén.
Az alumínium különleges kihívásokat jelent a sajtolás során annak alacsonyabb alakíthatósága és rugalmas visszahajlásra való hajlama miatt összehasonlítva az acéllal. Ennek ellenére használata növekszik külső paneleken és felfüggesztési szerkezeteken, köszönhetően kiváló szilárdság-súly arányának. Másrészről a réz és a sárgaréz elengedhetetlen a járművek elektromos architektúrájában lévő csatlakozók és alkatrészek gyártásában, ahol a vezetőképesség a döntő tényező. Olyan vezető vállalatok, mint Wiegel specializálódtak ezeknek a nem vasalapú fémeknek mikrométeres tűrésekkel történő megmunkálására, biztosítva ezzel az elektronikus biztonsági rendszerek megbízhatóságát.
Olyan márkák számára, amelyek stratégiailag képes partnert keresnek az anyagok ilyen összetettségének kezelésére, a Shaoyi egyedi fémsajtolási megoldásokat iATF 16949 minősítéssel rendelkezik. Tapasztalata a gyors prototípusgyártástól kezdve kritikus alkatrészek, például alvázmodulok és vezérlőkarok tömeggyártásáig terjed, ideértve a gyártásra való tekintettel történő tervezési elemzést (DFM), amely biztosítja a műszaki és költségvetési megvalósíthatóságot az elképzelési fázistól kezdve.
Az alábbiakban felsoroljuk a tipikus alkalmazásokat a fém típusa szerint:
| Anyag | Kulcsfontosságú tulajdonságok | Alkalmazás a járműben |
|---|---|---|
| AHSS acél | Maximális szívósság és energiamegkötés | A/B oszlopok, váz futóműtartói |
| Alumínium (5000/6000 sorozat) | Könnyűség és korrózióállóság | Motorházak, ajtók, felfüggesztési toronyok |
| Réz / Berillium | Magas elektromos és hővezető-képesség | Szenzorok, akkumulátorcsatlakozók, ECU |
| Rozsdamentes acél | Hő- és oxidációs állóság | Kipufogórendszerek, befecskendezők |
Sajtotechnológia: A mechanikus rendszerektől a szervotechnológiáig
Egy modern sajtóüzem infrastruktúráját a használt gépek típusa határozza meg. A hagyományos mechanikus sajtógépek, amelyek lendkerékkel működnek, továbbra is népszerűek a vágási és egyszerű alakítási műveletek gyorsasága miatt. Ahogy azt a HTT Inc. elmondja, ezek a gépek ideálisak olyan gyors termelési ciklusokhoz, ahol a maximális erő a dugattyú ütőrészének végénél szükséges.
Ennek ellenére a leginkább megzavaró innováció a szervós sajtó . A mechanikusoktól eltérően a szervós sajtók nagy nyomatékú motorokat használnak, amelyek teljes körű vezérlést biztosítanak a dugattyú sebességére és pozíciójára vonatkozóan a ciklus bármely pontján. Ez lehetővé teszi összetett műveletek végrehajtását, például nehéz geometriák kialakítását alacsony sebességgel a szakadás elkerülése érdekében, majd a visszatérési fázisban növelhető a sebesség a termelékenység fenntartása érdekében. A szervós sajtók pontossága csökkenti az anyamátrixok kopását, és jelentősen javítja az alkatrészek felületi minőségét.
A szervótechnológia termelésbe történő integrálásának előnyei közé tartoznak:
- Teljes ciklusflextibilitás: Állásidők vagy oszcilláló mozgások programozásának képessége a fémáramlás optimalizálása érdekében.
- Rezgéscsökkentés: Egy simább mozgás akár 30%-kal is meghosszabbíthatja a vágószerszámok élettartamát.
- Energiatakarékosság: A szervósajtók energiavisszanyerő rendszere csökkenti az üzemeltetési villamosenergia-fogyasztást.
- Méretpontosság: Nagyobb ismételhetőség összetett alkatrészek képzésekor nagyszilárdságú acélokból.
Költséghatékonyság és az Ipar 4.0 látható határa
Az autóipari fémalakítás jövedelmezősége léptéktől függ. Habár az eszközök és sablonok kezdeti költsége magas lehet, az egységköltség jelentősen csökken nagy volumenű gyártás esetén. A gazdasági elemzésnek nemcsak az anyag- és gépköltséget, hanem a szerszámcserek miatti állási időt és az anyagpazarlást (hulladék) is figyelembe kell vennie. A modern alkatrészek, külső panelektől kezdve a belső szenzorokig, ahogyan a Clamason megjegyzi, olyan tervezést igényelnek, amely minimalizálja a felesleges anyagot, hogy fenntarthatók és versenyképesek legyenek.
Az Ipar 4.0 digitális nyomóprés-vonalakkal alakítja át az ipart. Az intelligens érzékelők mátrixokba való beépítésével lehetővé válik a nyomás, hőmérséklet és kenés valós idejű figyelése. Ez előrejelző karbantartást tesz lehetővé, amely potenciális hibákat észlel, mielőtt selejtes alkatrészek keletkeznének vagy a berendezés megsérülne. A digitális ikrek integrálása a tervezési fázisban lehetővé teszi a fém viselkedésének lenyűgöző pontosságú szimulálását, csökkentve ezzel a próbálkozásos hibák ciklusait a fizikai műhelyben.
Összességében az autóipari fémpréselés jövője a fenntarthatósághoz és az adatok intelligenciájához kötődik. Az alkatrészek könnyebbre, tisztább és automatizáltabb eljárásokkal történő gyártásának képessége lesz az eltérítő tényező azok számára a beszállítók számára, akik globális ellátási láncban kívánnak megmaradni. A fejlett technológiába történő beruházás és szakértő partnerekkel való együttműködés biztosítja, hogy a gyártók megbízható alkatrészekkel tudják kezelni az elektromos közlekedés és az autonóm vezetés kihívásait.
Gyakran ismételt kérdések a fémpréseléssel kapcsolatban
1. Mik a négy fő fémstamping típus?
A domináns módszerek a progresszív stamping (kis, nagy mennyiségű alkatrészekhez ideális), a transzfer-stamping (nagyobb darabokhoz), a mélyhúzás (hengeres vagy üreges formákhoz) és a mikro-stamping a mikroszkopikus elektronikai alkatrészekhez.
2. Mennyire költséges a fémlemez alakító sajtolás folyamata?
A sablonokba és mátrixokba történő kezdeti beruházás jelentős, gyakran elérve az ezer eurót meghaladó összeget. Azonban tömeggyártás esetén az egységköltség rendkívül alacsony, így hosszú távon a leggazdaságosabb módszerré válik az autóiparban.
3. Mi a különbség a fém sajtolása és a fém alakító sajtolása között?
Bár szinonimaként használják őket, az alakító sajtolás egy komplex folyamat, amely különböző vágási és alakítási műveleteket foglal magában lemezen, míg a sajtolás kifejezetten a mechanikus nyomásalkalmazásra utal az anyag deformálása céljából.
4. Mely anyagokat használják leginkább az autóipari sajtolmányoknál?
A nagyszilárdságú acél vezet biztonsági okokból, közvetlenül mögötte az alumínium áll a súlycsökkentés érdekében. A réz elengedhetetlen minden elektromos kapcsolódási komponenshez hibrid- és elektromos járművekben.