 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Kulcsfontosságú járműipari sablonkenési stratégiák a teljesítményért
TL;DR
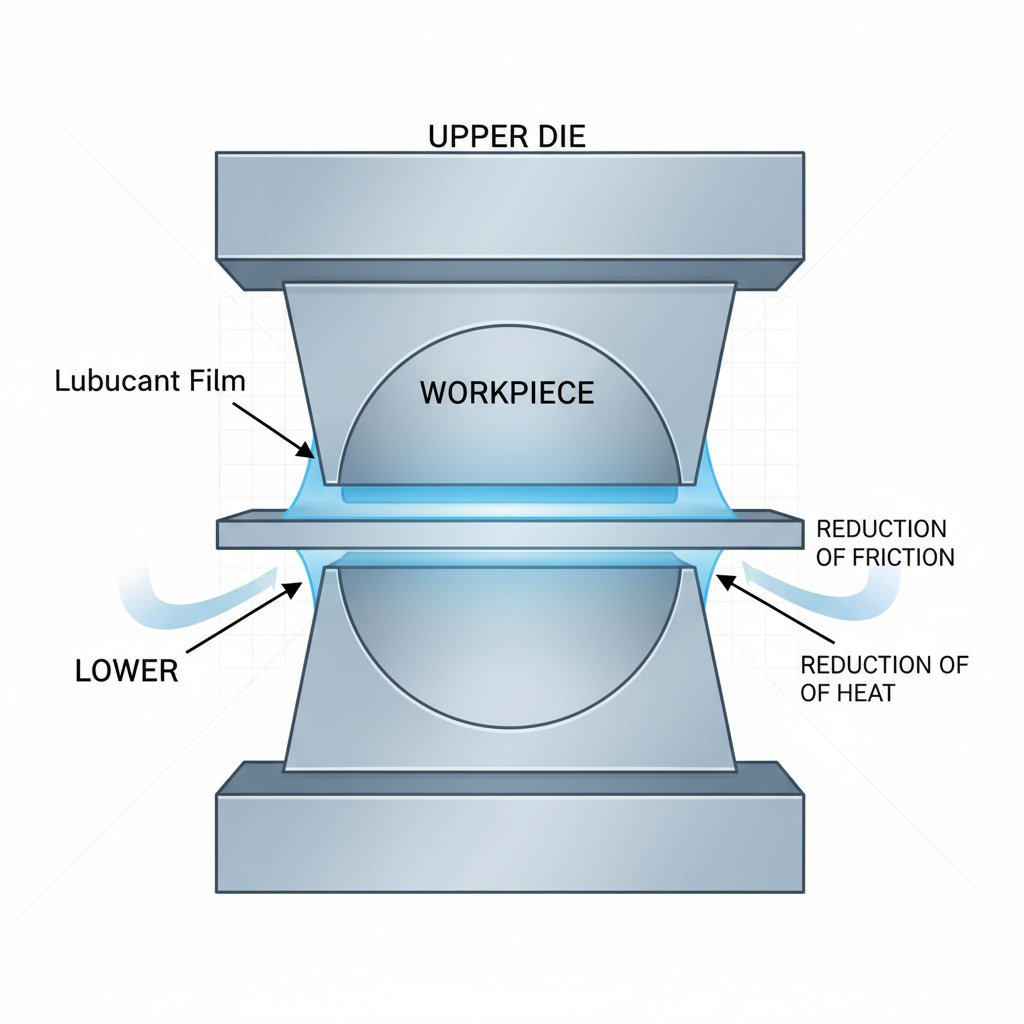
Az autóipari sablonok kenése egy kritikus folyamat, amely során speciális anyagot visznek fel a sablon és a munkadarab közé, hogy védőfóliát hozzanak létre a sajtás vagy öntés során. Az hatékony kenési stratégia elengedhetetlen a súrlódás és a hő csökkentéséhez, a korai szerszámkopás megelőzéséhez, a minőségi alkatrészek zavartalan kibocsátásához, valamint a drága sablonok maximális élettartamának biztosításához.
A kenés kritikus szerepe az autóipari sablonműveletekben
Bármely kihúzás, alakítás vagy gyártás során a szerszám és a munkadarab közötti érintkezés intenzív súrlódást és hőtermelést eredményez. A zsalugátszerek feladata, hogy ellenálló réteget hozzanak létre ezen az érintkezési felületen, így kezeljék ezeket az erőket. Ez a folyamat nem csupán egy folyadék alkalmazásáról szól; meghatározó eleme a sikeres gyártási műveletnek, amely befolyásolja mindent a termék minőségétől az üzemeltetési költségekig. Megfelelően végrehajtva a jól megtervezett kenési stratégia jelentős hatékonyságnövekedést eredményezhet az egész termelési ciklusban.
A zsalugátszerek funkciói sokrétűek, messze túlmutatnak az egyszerű súrlódáscsökkentésen. A megfelelő kenőanyag fizikai elválasztást teremt a zsalu felülete és az alkatrész között, ami elengedhetetlen a károsodás megelőzéséhez és a tiszta kioldáshoz. A nagy pontosságú szerszámok élettartama, például az olyan szakértők által kifejlesztett egyedi autóipari kihúzózsaluk, mint a Shaoyi (Ningbo) Metal Technology Co., Ltd. , közvetlenül egy gondosan végrehajtott kenési programtól függ. Enélkül még a legerősebb sablonok is előre haladó kopást szenvedhetnek.
Hatékony sablonkenés több kulcsfontosságú előnyt kínál:
- Súrlódás- és hőkezelés: A sablon és a munkadarab közötti ellenállás csökkentésével a kenőanyagok elvezetik az alakítás során keletkező intenzív hőt, ami létfontosságú az eszköz és az alkatrész méretstabilitásának fenntartásához.
- Sablonvédelem: A kenőfilmet védőrétegként hat, megakadályozva a ragadást, karcolódást és egyéb kopásformákat, amelyek a közvetlen fémtől-fémig érintkezésből származnak. Ez közvetlenül hosszabb szerszámlétrahoz és csökkentett karbantartási leállásokhoz vezet.
- Javított alkatrészminőség: A megfelelő kenés biztosítja az anyag zavartalan áramlását a sablon felületén, megelőzve a szakadásokat, repedéseket és esztétikai hibákat. Emellett lehetővé teszi a tiszta alkatrész-kioldást a sablonból, elkerülve a torzulást.
- Korrózióvédelem: Sok alakító kenőanyag adalékanyagokat tartalmaz, amelyek mind az állványt, mind a kész alkatrészt védelmezik az oxidációtól és a rozsdától a gyártási folyamat során és azt követően.
Ezzel szemben a nem megfelelő kenés súlyos következményekkel jár. A недостатлагос vagy helytelen folyadékfelvitel növekedett selejtarányhoz, költséges állványjavításokhoz és tervezetlen termelésleálláshoz vezet. Az autóiparban, ahol egyre inkább használnak könnyű anyagokat, például alumíniumot a tüzelőanyag-hatékonyság javítása érdekében, a kenéstechnológiával szemben támasztott követelmények még nagyobbak. Ezek az anyagok speciális kenési stratégiákat igényelnek, hogy kezelni tudják egyedi alakíthatósági jellemzőiket, és megelőzzék a problémákat, mint például a forrasztódást az öntési műveletek során.
Komplex Kenési Stratégia Fejlesztése
A kenés kiválóságának elérése érdekében át kell térni a véletlenszerű, reaktív megközelítésről egy tervezett, komplex stratégiára. Amikor kenési tervet dolgoznak ki, különösen gyors szerszámcsere (QDC) környezetben, a vállalatoknak soha nem szabad egy alkatrészt elkülönítve tekinteni. Egy hatékony stratégia biztosítja, hogy minden elem – a kenőanyag kiválasztásától és hígításán át az alkalmazási módszerekig és folyamatirányításig – összehangoltan működjön a beállítások lerövidítése és hibák megelőzése érdekében.
Egy átfogó stratégia megalkotása abból indul ki, hogy különböző munkákhoz különböző követelmények társulnak. Például az autógyártó OEM-ek gyakran saját, jóváhagyott folyadékokat írnak elő eszközeikhez. A stratégia egyik kulcsfontosságú eleme a reaktív, ütemterven alapuló megközelítés és a fejlettebb, állapot-alapú rendszer közötti választás. Habár az ütemezett kenés egyszerűbb, az állapot-alapú stratégia a kenőanyag és a gépek tényleges állapotát figyeli, optimalizálva ezzel az alkalmazást, csökkentve a pazarlást és javítva a teljesítményt. Ez a proaktív hozzáállás elengedhetetlen a modern, nagy változatosságú gyártáshoz.
Egy hatékony kenési stratégia felépítéséhez vegye figyelembe az alábbi ellenőrzőlistát:
- Elemzés az alkalmazásról: Értékelje a munkadarab anyagát (pl. nagy szilárdságú acél, alumínium), az alkatrész bonyolultságát és a művelet típusát (pl. sajtolás, mélyhúzás, öntés formában).
- Konzultáljon beszállítókkal: Dolgozzon együtt kenőanyag-szállítójával a megfelelő folyadék kiválasztásához. Ők fontos információkat tudnak nyújtani az alakítási jellemzőkről és a további feldolgozással, például festéssel vagy galvanizálással való kompatibilitásról.
- Alkalmazási paraméterek meghatározása: Határozza meg az optimális felviteli módszert (pl. permetezés, henger), a fúvókák elhelyezését, a mennyiséget és az időzítést. Az intelligens vezérlők ezeket a „permetezési profilokat” tárolhatják, így biztosítva az ismételhetőséget és kiküszöbölve a találgatást a gyártásátállások során.
- Megfelelő hígítás és ellenőrzés kialakítása: Használja a kenőanyag-szállító által biztosított hígítási táblázatot a megfelelő hígítási arány meghatározásához. Rendszeresen ellenőrizze a koncentrációt refraktométerrel a konzisztencia biztosítása érdekében.
- Integrálás a sajtműveletekbe: A maximális hatékonyság érdekében, különösen QDC esetén, használjon gyorscsatlakozós elosztórendszereket a kenőanyag-vezetékekhez. Ez nemcsak felgyorsítja az átállást, hanem megakadályozza a hibákat is, mint például a hibás cső csatlakoztatása hibás fúvókához.
Az alábbi táblázat két stratégiai gondolkodásmódot hasonlít össze, kiemelve a proaktív, rendszerközpontú megközelítés előnyeit.
| Tényező | Reaktív (komponensközpontú) stratégia | Proaktív (rendszerközpontú) stratégia |
|---|---|---|
| Kenőanyag-felhordás | Kézi vagy rögzített ütemterv szerinti kenés; gyakran túl- vagy alulkenést eredményez. | Automatizált, állapot-alapú kenés pontos térfogat- és időzítés-szabályozással. |
| Típusváltás folyamata | Egyedi csővezetékek csatlakoztatása; nagy az emberi hiba és szennyeződés lehetősége. | Gyorscsatlakozó sorkapcsok és programozott receptek használata; minimalizálja a hibákat és az állási időt. |
| Megfigyelés | Ritka vagy hiányzó ellenőrzés a kenőanyag koncentrációjára és állapotára vonatkozóan. | Rendszeres figyelés a hígítási arányokra és a rendszer teljesítményére; adatvezérelt korrekciók. |
| Eredmény | Inkonzisztens alkatrészminőség, nagyobb kenőanyag-felhasználás, megnövekedett bélyegkopás és hosszabb leállási idő. | Állandó alkatrészminőség, csökkent hulladék, meghosszabbított bélyegélettartam és javult üzemeltetési hatékonyság. |
A megfelelő kenőanyag kiválasztása: Útmutató típusokhoz és tulajdonságokhoz
Magának a kenőanyagnak az alkalmazása bármilyen bélyegkenési stratégia alappillére. A megfelelő típus kiválasztása döntő fontosságú, és erősen függ az adott alkalmazástól, beleértve az alakított anyagot, a működési hőmérsékletet és a nyomást. A négy fő ipari kenőanyag-kategória mindegyike eltérő tulajdonságokkal rendelkezik, amelyek különböző helyzetekhez igazodnak.
A fő típusok olajok, zsírok, száraz kenőanyagok és behatoló kenőanyagok. A legtöbb járműipari öntőforma-alkalmazás esetében az olajok és speciális szintetikus vegyületek a leggyakoribbak. Például magas hőmérsékletű alumínium öntésnél a vízalapú forma-kenőanyagokat úgy tervezték, hogy hatékonyan hűtsék az öntőforma felületét, és megelőzzék a forrasztódást – egy gyakori problémát, amelyet a Leidenfrost-effektus okoz, amikor a folyadék elpárolog, mielőtt nedvesítené a forró felületet. Hasonlóképpen, az alumínium karosszériaváz (BIW) alkatrészek sajtálásánál a forróolvasztású kenőanyagok határfelületi kenést biztosíthatnak, amely szuperiort jelent a hagyományos olajokhoz képest.
A megfelelő választáshoz több tényező gondos mérlegelése szükséges. Egy olyan kenőanyag, amely alacsony hőmérsékleten jól teljesít, az extrém hő hatására törhet a kovácsolás vagy öntés során. Az alábbi táblázat a fémalakításban használt gyakori kenőanyag-típusok összehasonlítását mutatja be:
| Kenőanyag típusa | Kulcsfontosságú tulajdonságok | Legjobban alkalmas | Fontosságok |
|---|---|---|---|
| Olajalapú (ásványi/szintetikus) | Kiváló hűtési tulajdonság, széles viszkozitási tartomány, tartalmazhat extrém nyomásállóságú (EP) adalékanyagokat. | Általános kihajtás, mélyhúzás, nagy sebességű műveletek. | Tisztasági problémákat okozhat; a viszkozitás hőmérsékletfüggő változása. |
| Vízbázisú emulziók/szintetikusok | Kiváló hűtőképesség, tiszta, nem gyúlékony. | Magas hőmérsékletű öntés, olyan alkalmazások, ahol tűzállóság szükséges. | Pontos koncentráció-ellenőrzést igényel; bakteriális növekedés veszélye áll fenn. |
| Szárazfilmes kenőanyagok (grafit, PTFE) | Képes extrém hőmérséklet és nyomás ellenállására; tiszta, nem olajos felületet biztosít. | Kovácsolás, sajtolás és olyan alkalmazások, ahol a folyadék szennyeződése aggodalomra ad okot. | Nehezen lehet egyenletesen felvinni; felületelőkészítést igényelhet. |
| Forróragasztó kenőanyagok | Szilárd állapotban kerül felvitelre, és hő hatására olvad; kiváló határfelületi kenést biztosít. | Ötvözött alumínium anyagok mélyhúzása. | Speciális felviteli felszerelést igényel. |
A kiválasztási folyamat irányításához tegye fel a következő kérdéseket:
- Mi az alkatrész anyaga és milyen a vastagsága?
- Mekkorák a maximális hőmérséklet és nyomás az adott művelet során?
- Vannak-e konkrét előírások az alkatrész felületi minőségével kapcsolatban?
- Milyen környezeti, egészségügyi és biztonsági szempontok vannak?
- Kompatibilis a kenőanyag a hegesztéssel, festéssel vagy horgonyzásal kapcsolatos folyamatokkal?
Teljesítményoptimalizálás stratégiai kenéssel
Végül is az autóipari sablonkenés hatékony kezelése sokkal több, mint egy karbantartási feladat – bármely modern fémalakító művelet számára stratégiai követelmény. Elengedhetetlen a gondolkodásmódnak a csupán folyadék felvitele felől a teljes kenőrendszer menedzselésére történő átalakítása a maximális teljesítmény elérése érdekében. Egy sikeres stratégia felismeri, hogy a kenőanyag kiválasztása, az alkalmazási módszer és a folyamatfigyelés összefüggő elemek, amelyek közvetlenül befolyásolják a termelékenységet, a minőséget és a jövedelmezőséget.
A gyártók az egyes alkalmazások specifikus igényeinek alapos elemzésével, szakértő beszállítókkal való együttműködéssel, valamint a pontosságot és ismételhetőséget biztosító technológia kihasználásával jelentős előnyökhöz juthatnak. A tapasztalható eredmények: hosszabb szerszámélettartam, csökkent selejtarány, gyorsabb átállások, valamint tisztább és biztonságosabb munkakörnyezet. A versengő autóipari környezetben a szerszámköszörülés elsajátítása kulcsfontosságú különbségtételi tényező, amely az operatív kiválóságot hajtja.
Gyakran Ismételt Kérdések a Szerszámköszörüléssel Kapcsolatban
1. Mi a köszörülő anyag a szerszámköszörüléshez?
Öntéshez, különösen magas hőmérsékletű fémekkel, mint az alumínium, speciális vízbázisú kenőanyagokat használnak általában. Ezek a termékek arra szolgálnak, hogy kenjék az öntőformát a könnyű alkatrész-kioldás érdekében, és ami kritikus, hogy lehűtsék az öntőforma felületeit a ciklusok között. Képeseknek kell lenniük ellenállni extrém hőmérsékleteknek, és megelőzni olyan problémákat, mint a forrasztás. Egyes speciális termékeket, például grafitot tartalmazókat is használnak a magas hőmérsékleti stabilitásuk miatt.
2. Mik azok a 4 kenőanyag-típus?
A négy fő ipari kenőanyag-típus az olaj, a zsír, a behatoló kenőszerek és a száraz kenőanyagok. Az olajok folyékonyak, és kiválóan vezetik a hőt. A zsírok félig szilárdak, jól tapadnak a felületekhez. A behatoló kenőszerek nagyon alacsony viszkozitásúak, így képesek keskeny résbe beszivárogni. A száraz kenőanyagok, mint a grafit vagy a PTFE, szilárd anyagok, amelyek csökkentik a súrlódást magas hőmérsékletű vagy tiszta környezetekben.
3. Mi az a 3-as típusú kenési módszer?
Ez általában a fogaskerekekhez hasonló gépek kenésének három gyakori módszere közül egyet jelent. A főbb módszerek a zsírkenés, a fürdőolajos kenés (amikor az alkatrészek olajfürdőbe merülnek), valamint az erőltetett olajkeringtetés (amikor egy szivattyú aktívan juttat olajat a kritikus pontokra). A módszer kiválasztása a gép sebességétől, terhelésétől és konstrukciós követelményeitől függ.
4. Mik a kenőrendszerek három vagy négy típusa?
Az ipari gépek környezetében a kenőrendszerek a kenőanyag-ellátás módjára vonatkoznak. Ezek közé tartozik a kézi rendszer (pl. zsírzópisztoly), a központi rendszer, amely automatikusan szállít kenőanyagot egyetlen tartályból több pontba, az olajköd-rendszer, amely finomra porlasztott kenőanyagot permetez, valamint a keringtető rendszer, amely folyamatosan szűri és újrahasznosítja az olajat. Sajtolóalkalmazások esetén a rendszer gyakran automatizált permetező vagy hengeres rendszer, amely pontos felvitelre lett tervezve.