 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Automatizálás a fémsajtáló iparban: A központi idegrendszer
TL;DR
A fémtüntető iparágban az automatizálás egyszerű mechanikus kezelésről fejlődött a modern gyártóüzemek „központi idegrendszerévé”. Már nem csupán a gyorsabb termelésről szól; hanem három alapvető pillér egymással összehangolt integrációját jelenti: korszerű hardver (szervóprés és robotika), intelligens szoftver (IIoT és prediktív adatok) valamint optimalizált folyamatok (képalkotásos ellenőrzés és biztonság). Ez az útmutató bemutatja, hogyan működnek együtt ezek a technológiák a hibamentes minőség elérése és az ROI maximalizálása érdekében.
A gyárigazgatók és mérnökök számára az automatizálás irányába történő áttérés azt jelenti, hogy túllépnek az önálló gépek szintjén, és egy teljesen szinkronizált ökoszisztémához jutnak. A technológiák, például a soros sajtoló-egységek közötti átviteli rendszerek és a valós idejű képi ellenőrzés kihasználásával a gyártók leküzdhetik a munkaerőhiányt, növelhetik a biztonságot azzal, hogy a kezelőszemélyzetet veszélyes zónákból kivonják, és elérhetik az autóipari és repülőgépipari szabványok által előírt pontosságot.
A technológiai ökoszisztéma: Több, mint csak robotok
Bármely automatizált sajtolóvonal alapja a hardverben rejlik. Bár a robotok a legláthatóbb komponensek, az igazi erő forrása a speciális gépek egymással zökkenőmentesen kommunikáló integrációja. Kritikus fontosságú megérteni a szervótechnológia és az átviteli rendszerek konkrét szerepét, hogy a megfelelő berendezést válasszák a saját üzemük számára.
Szervóhajtású sajtógépek és mechanikus rendszerek
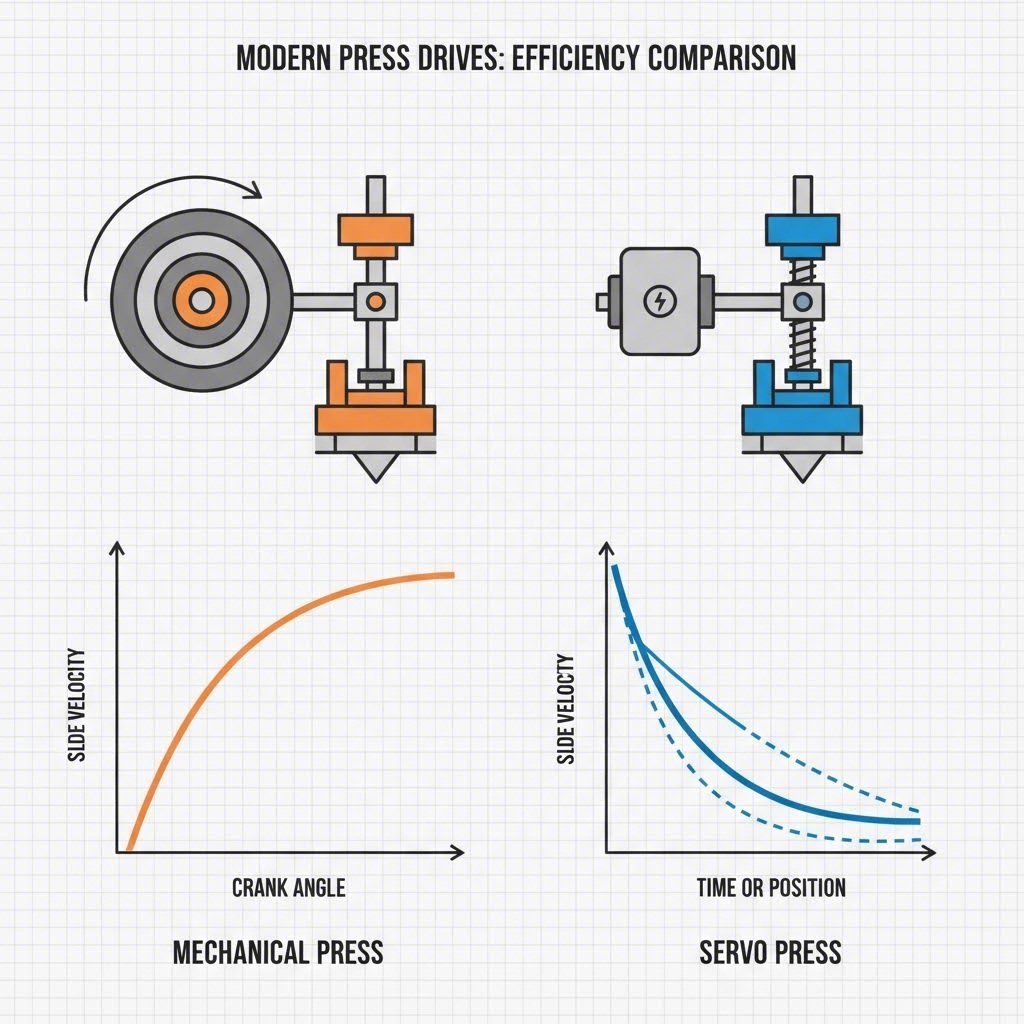
A hagyományos mechanikus sajtógépek rögzített lendkerék-rendszeren működnek, ami korlátozza a rugalmasságot. Ezzel szemben szervóprés technológia lehetővé teszi a csúszka sebességének és pozíciójának pontos szabályozását a löket bármely pontján. Ez a képesség lehetővé teszi a gyártók számára, hogy beállítsák a tartási időt adott alakítási műveletekhez, csökkentve ezzel a rugóhatást és javítva az alkatrész minőségét. A forma mozgási sebességének és nyomásának valós idejű szabályozásával a szervós sajtok olyan összetett geometriákat tudnak előállítani, amelyek szabványos mechanikus rendszerekkel lehetetlenek lennének.
Sor eleji (FOL) laprakomponáló megoldások
Az automatizálás a sor elején kezdődik. A rakomponálás – az alaplemezek szétválasztása és betáplálása az első sajtóba – abszolút megbízhatóságot követel, hogy elkerüljék a dupla lemezfelvételt, amely katasztrofális formaütközést okozhat. Két fő technológia uralkodik ezen a területen:
- Mágneses szétfeszítők: Hatékonyak vasalapú anyagoknál, de hajlamosak több lemez egyszerre felvételére, ha a kenőfilmmel túl vastag.
- Vákuumcsésze-rendszerek: Pontosságuk miatt ezeket részesítik előnyben. Ahogyan a szakértők is megjegyezték a JR Automation , a vákuumcsészék csökkentik a dupla lapok táplálásának kockázatát, és biztosítják az egyes lapok táplálását, így ezek lettek az alapértelmezett megoldás a nagy sebességű soroknál.
Robotizált soros prés-nyomógép (P2P) átvitel
Az alkatrészek mozgatása állomások között egy soros vonalon gyakran a legnagyobb szűk keresztmetszet. A modern P2P átviteli rendszerek nagy sebességű, többtengelyes robotokat használnak, amelyek szinkronban működnek a prés ciklusával. Ellentétben a merev kemény automatizálással, ezek a robotrendszerek rugalmasságot nyújtanak a sokféle, kis volumenű termelési feladatokhoz. Újraprogramozásuk csak néhány percet vesz igénybe, így jelentősen csökkenthető a gyártási átállási idő – egy kritikus KPI a modern sajtolóüzemek számára.
Okos gyártás és adat: a "digitális idegrendszer"
A hardver önmagában nem elegendő az intelligencia nélkül, amely működteti. Az okos gyártás egy sajtolóüzemet adatalapú vállalattá alakít át, amelyet gyakran Industry 4.0-nak neveznek. Ez a „digitális idegrendszer” szenzorokon és csatlakoztatottságon alapul, hogy valós időben figyelje a gépek állapotát és a folyamatok stabilitását.
Prediktív karbantartás és az ipari internet (IIoT)
A reaktív karbantartás – a meghibásodott gépek javítása – költséges és hatástalan. Az ipari internet (IIoT) szenzorok integrálásával a gyártók figyelemmel kísérhetik a kritikus változókat, mint például a motor rezgése, az olaj hőmérséklete és a sajtolóerő tonnában. Ulbrich kiemeli, hogyan elemezik az előrejelző karbantartási algoritmusok ezt az adatot, hogy előre jelezzék a berendezések meghibásodását napokkal vagy hetekkel a tényleges hiba előtt. Ez az áttérés lehetővé teszi a karbantartó csapatok számára, hogy a javításokat tervezett leállások alatt ütemezzék, jelentősen javítva ezzel a teljes berendezéshatékonyságot (OEE).
A digitális ikrek szerepe
A „digitális iker” a fizikai sajtolási folyamat virtuális mása. Mielőtt egyetlen fémlapot is sajtolnának, a mérnökök szimulálhatják az egész gyártási folyamatot egy virtuális környezetben. Ez lehetővé teszi számukra, hogy azonosítsák a lehetséges ütközéseket, optimalizálják a robotpályákat és érvényesítsék a ciklusidőket. A digitális ikrek csökkentik a fizikai üzembehelyezés próbálgatásos szakaszát, és biztosítják, hogy az automatizált sor már az első naptól kezdve maximális hatékonysággal működjön.
Kritikus integrációs pontok: Raktározás és ellenőrzés
Az automatizálás legbonyolultabb kihívásai gyakran a sor végén (EOL) merülnek fel. Amint a kész alkatrészek elhagyják a sajtot, ellenőrizni, raktározni és szállításra előkészíteni kell őket anélkül, hogy torlódás keletkezne.
Sorvégi (EOL) raktározási stratégiák
A raktározási folyamat automatizálása rendkívül nehézkes a szállítókonténerek változékonysága miatt. Általában két megközelítés létezik:
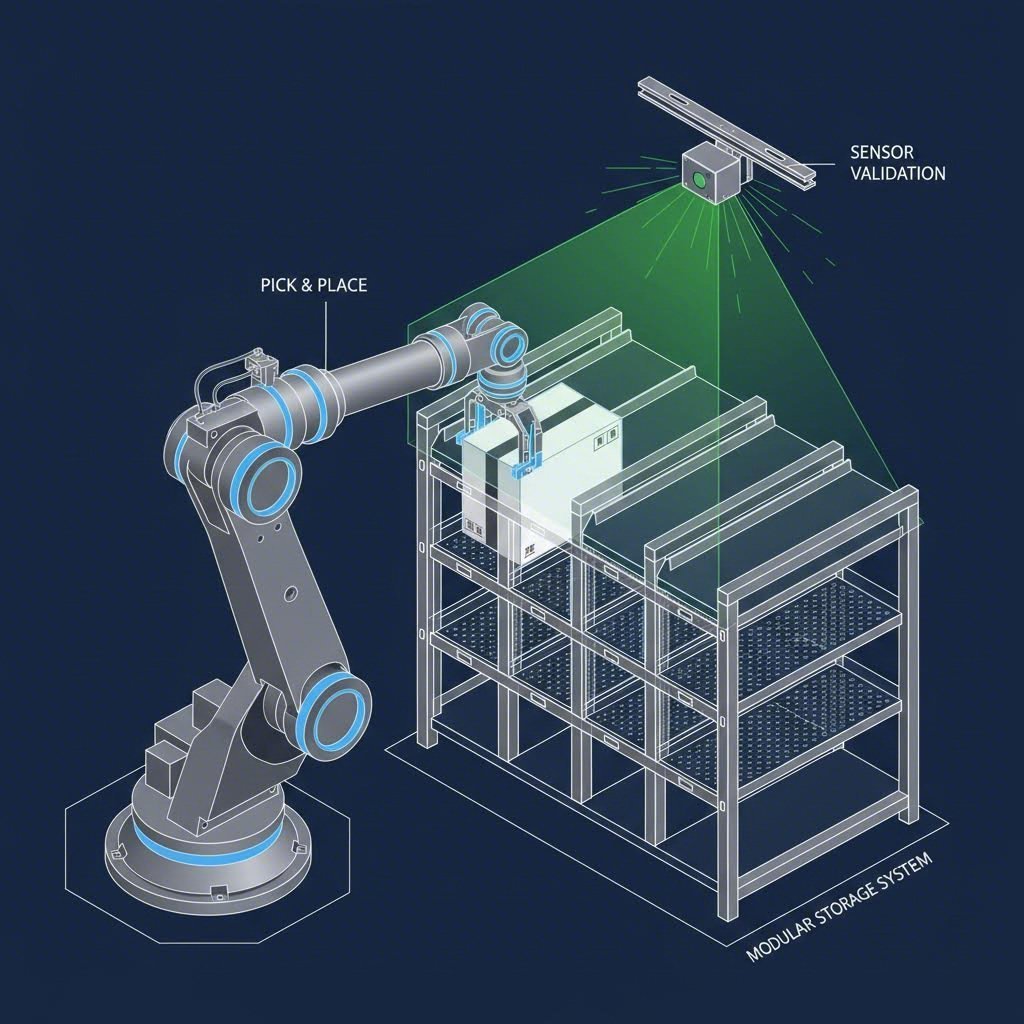
- Teljesen automatikus raktározás: Robotkarok veszik ki a kész alkatrészeket, és közvetlenül a szállító állványokba helyezik őket. Ehhez pontos rekeszelésre és állványelhelyezésre van szükség.
- Hibrid rendszerek: Ezek a rendszerek lehetővé teszik a kézi és automatikus rakodást is, rugalmasságot biztosítva. Ugyanakkor kifinomult biztonsági övezetekre (fényfüggönyök és szkennerek használatával) van szükség ahhoz, hogy az emberi munkavállalók biztonságosan dolgozhassanak a robotok mellett.
Látásellenőrző rendszerek
A robot nem „látja” az eltolódott állványt vagy egy idegen testet segítség nélkül. A korszerű 3D látórendszerek elengedhetetlenek az állványok helyzetének és épségének ellenőrzéséhez, mielőtt az alkatrész elhelyezésre kerülne. Ezek a rendszerek átvizsgálják a konténert, hogy meggyőződjenek arról, hogy szabad-e akadályoktól, és megfelelően irányul-e. Ezen felül az inline látásellenőrzés azonnal ellenőrzi az alkatrészeket felületi hibákért, repedésekért vagy méreteltérésekért a sajtolás után, így biztosítva, hogy hibamentes alkatrészek kerüljenek a vevőhöz.
A gazdasági indok: megtérülés, biztonság és kapacitás
Az automatizálásba történő beruházás jelentős tőkeköltséggel jár, de a megtérülés (ROI) az hatékonyabb működésből, javuló minőségből és a munkaerő-kihasználtság növekedéséből származó mérhető előnyök révén valósul meg.
Biztonság és munkaerő-felkészítés
Az automatizálás legmeggyőzőbb érvei közé tartozik a biztonság. A munkások kivétele a sajtoló sorból lehetővé teszi a gyártók számára, hogy kiküszöböljék a súlyos kéz- és végtag-sérülések kockázatát. Továbbá A kastély eszköze kiemeli, hogy az automatizálás nem feltétlenül vezet állások megszűnéséhez; inkább a munkavállalók felkészítését segíti elő. A munkások ismétlődő, kézi betöltési feladatokról olyan magasabb értékű pozíciókba lépnek át, mint a rendszerprogramozás, minőségellenőrzés vagy karbantartó technikusi munkakörök.
Partnerség nagyüzemi sikerért
Az autóipari és ipari gyártók esetében a sajtolópartner kiválasztása gyakran az automatizálási képességektől és minőségi tanúsítványoktól függ. Egy teljesen automatizált létesítmény garantálhatja a tömeggyártáshoz szükséges kapacitást, miközben szigorú tűréshatárokat tart be. Például, Shaoyi Metal Technology kihasználja az IATF 16949 tanúsítvánnyal rendelkező precizitást és akár 600 tonnás sajtolóképességet, hogy áthidalja a rést a gyors prototípusgyártás és a nagyüzemi termelés között. Megközelítésük bemutatja, hogyan képesek a fejlett gyártási szolgáltatások olyan kritikus alkatrészek, például vezérlőkarok és alvázstruktúrák előállítására, amelyek megfelelnek a szigorú globális szabványoknak.
A jövő szinkronizált
A fémsajtoló iparágban az automatizálás már nem versenyelőny, hanem alapvető működési szint lett. A jövő azoké az üzemeké, amelyek képesek a szervomeghajtású pontosságot adatalapú elemzésekkel összehangolni. A sajtolósort egységes, intelligens rendszerként kezelve a gyártók elérhetik a termelési tökéletesség háromszögét: nagyobb sebesség, alacsonyabb költség és tökéletes minőség. Ahogy a technológia fejlődik, várhatóan még mélyebb integrációra kerül sor az MI és a gépi tanulás terén, tovább homályosítva a határvonalat a fizikai gyártás és a digitális optimalizálás között.
Gyakran Ismételt Kérdések
1. Mi a különbség a merev automatizálás és a roboterőátvitel között?
A kemény automatizálás rögzített mechanikus rendszereket használ az alkatrészek sajtok közötti mozgatására. Ez rendkívül gyors, de rugalmatlansága miatt ideális nagy mennyiségű, alacsony változatosságú gyártáshoz. A robottranszfer programozható robotkarokat alkalmaz, amelyek enyhén lassabb sebességet kínálnak, de hatalmas rugalmasságot biztosítanak olyan sokféle alkatrészt gyártó műveletekhez, ahol az alkatrészek tervezése gyakran változik.
2. Hogyan javítja a szervósajtó technológia az alkatrészek minőségét?
A szervósajtok programozható csúszó mozgást tesznek lehetővé, ami azt jelenti, hogy a sebesség és a nyomás a löket különböző pontjaiban is beállítható. Ez lehetővé teszi a „tartózkodási” funkciókat, amelyek csökkentik az anyag rugóhatását, és jobb fémáramlást tesznek lehetővé, így magasabb mérettűrést és kiválóbb felületminőséget eredményeznek a hagyományos mechanikus sajtokhoz képest.
3. Mik a főbb biztonsági előnyei egy sajtósort automatizálni?
Az elsődleges biztonsági előny a műveleti személyzet fizikai elválasztása a sajtműtőgépektől. Az automatizált rendszerek végzik a nehéz, éles fémalkatrészek betöltését, szállítását és kirakodását, jelentősen csökkentve a préselésből eredő sérülések, vágások és az ergonómiai terhelések kockázatát, amelyek a kézi kezeléssel járnak.