 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

A sabasketta alkatrészek és funkcióik alapvető ismertetője
TL;DR
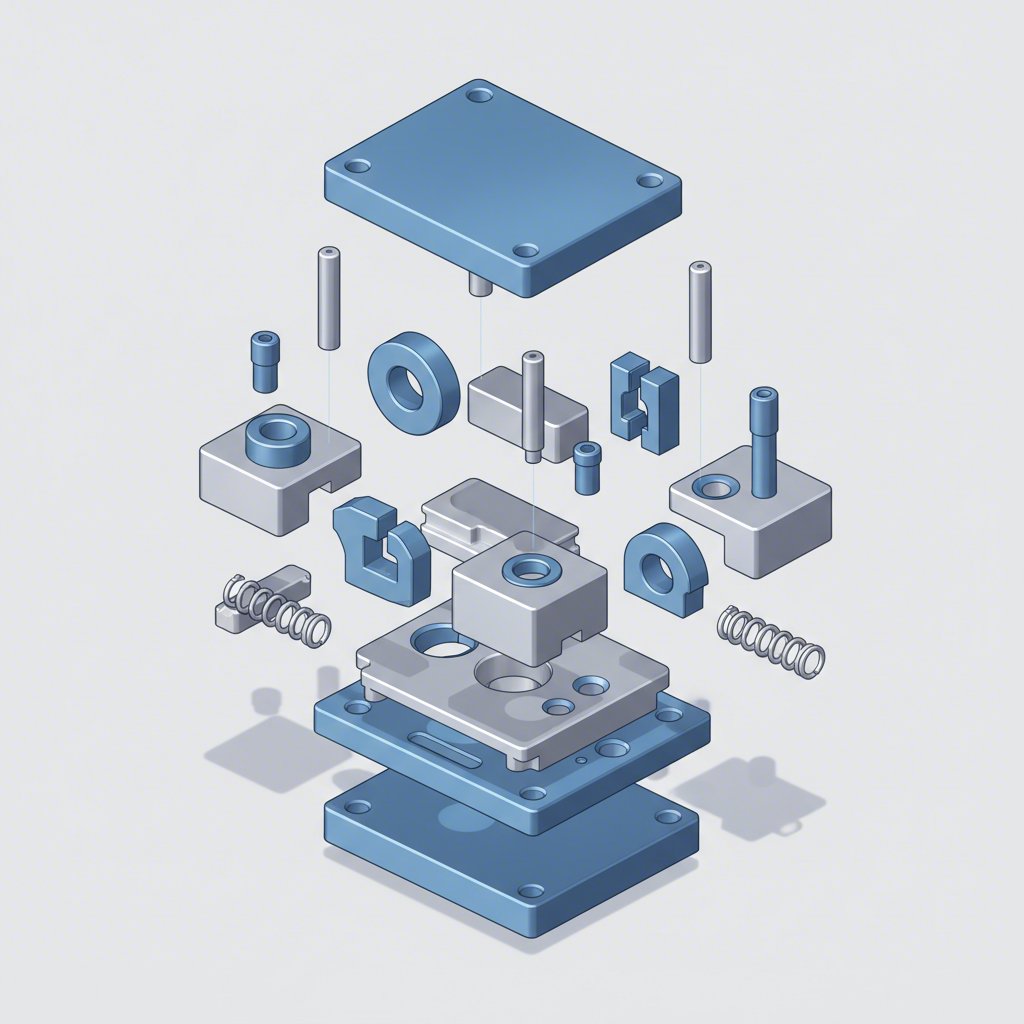
Egy kivágó szett egy precíziós gyártási szerszám, amely lemezes fémet vág ki és formál adott alakra. Alapvető alkatrészei együttműködve biztosítják a pontosságot és ismételhetőséget. A fő alkatrészek közé tartoznak az alapsablonok (vagy talpak), amelyek mindent tartanak, az iránytűk és csapágyak pontos igazításhoz, valamint a munkavégző elemek, mint például az ütőszegyek és sablonblokkok, amelyek a tényleges vágási és alakítási műveleteket végzik. További alkatrészek, mint rugók és betétek szabályozzák az anyagáramlást és biztosítják a szükséges erőt.
Az alap: A kivágó szett magja
A bélyegzési művezetek központjában a sablonkészlet áll, amely az összes többi munkavégző alkatrész szilárd alapját képezi. Ennek az alapnak elsődleges elemei a sablontálcák, más néven sablonbakok. Egy teljes sablonkészlet egy felső bakból (amely a kivágó egységet tartja) és egy alsó bakból (amely a sablonblokkot tartja) áll, amelyeket vezetőelemek hoznak tökéletes igazításba. Ezeket a tálcákat nagy minőségű acélból vagy alumíniumból gyártják precízen, tökéletesen síkra és párhuzamosra, ami elengedhetetlen követelmény a konzisztens, magas minőségű alkatrészek előállításához. Az anyag választása az alkalmazástól függ; bár az acél tartóssága miatt gyakori, az alumíniumot gyakran előnyben részesítik könnyűsége, gyorsabb megmunkálhatósága és kiváló rezgéscsillapító képessége miatt, így ideálissá teszi nagy ütőerőt igénylő kivágó sablonokhoz.
A bélyegzési sablonok kialakítása és vastagsága közvetlenül függ attól az erőtől, amelyet a sablonnak el kell viselnie. Például egy érméző sablon, amely fémeket sűrít hatalmas nyomás alatt, lényegesen vastagabb és erősebb sarukat igényel, mint egy egyszerű, könnyű hajlítási műveletekhez használt sablon. Ez az alapvető szilárdság megakadályozza a deformálódást, és biztosítja, hogy a sajtológép ereje hatékonyan kerüljön át a munkadarabra. Az alsó sablonsarut általában stratégiai helyeken elhelyezett furatokkal alakítják ki. Ezek a nyílások lehetővé teszik, hogy a döfés vagy kivágás során keletkezett törmelék és selejtanyag lehulljon és eltávozzon a sajtológépből, megelőzve ezzel a sablon sérülését és a működési leállásokat.
Ezenkívül az alakvágó készlet a kapcsolat a szerszám és az őrleménygép között. A felső és alsó cipők rögzítési elemekkel, például nyelvvel vagy csavaryarmokkal rendelkeznek, amelyek biztosítják az egész alakvágó egység rögzítését az őrleménygép mozgó részébe és az állólemezbe. Ez a megbízható rögzítés elengedhetetlen a biztonsághoz és a működési pontossághoz. Összetett alkalmazásoknál, különösen olyan iparágakban, mint az autógyártás, az alakvágó készlet tervezése kiemelkedő fontosságú. Olyan vállalatok, mint Shaoyi (Ningbo) Metal Technology Co., Ltd. specializálódnak egyedi sajtóformák készítésére, amelyek alapvető elemeit úgy tervezték meg, hogy megfeleljenek a bonyolult járműipari alkatrészek nagy pontosságú és hosszú élettartamú gyártásának extrém igényeinek.
Pontosság mozgásban: Vezetőtűk, csapágyhüvelyek és sarokelemek
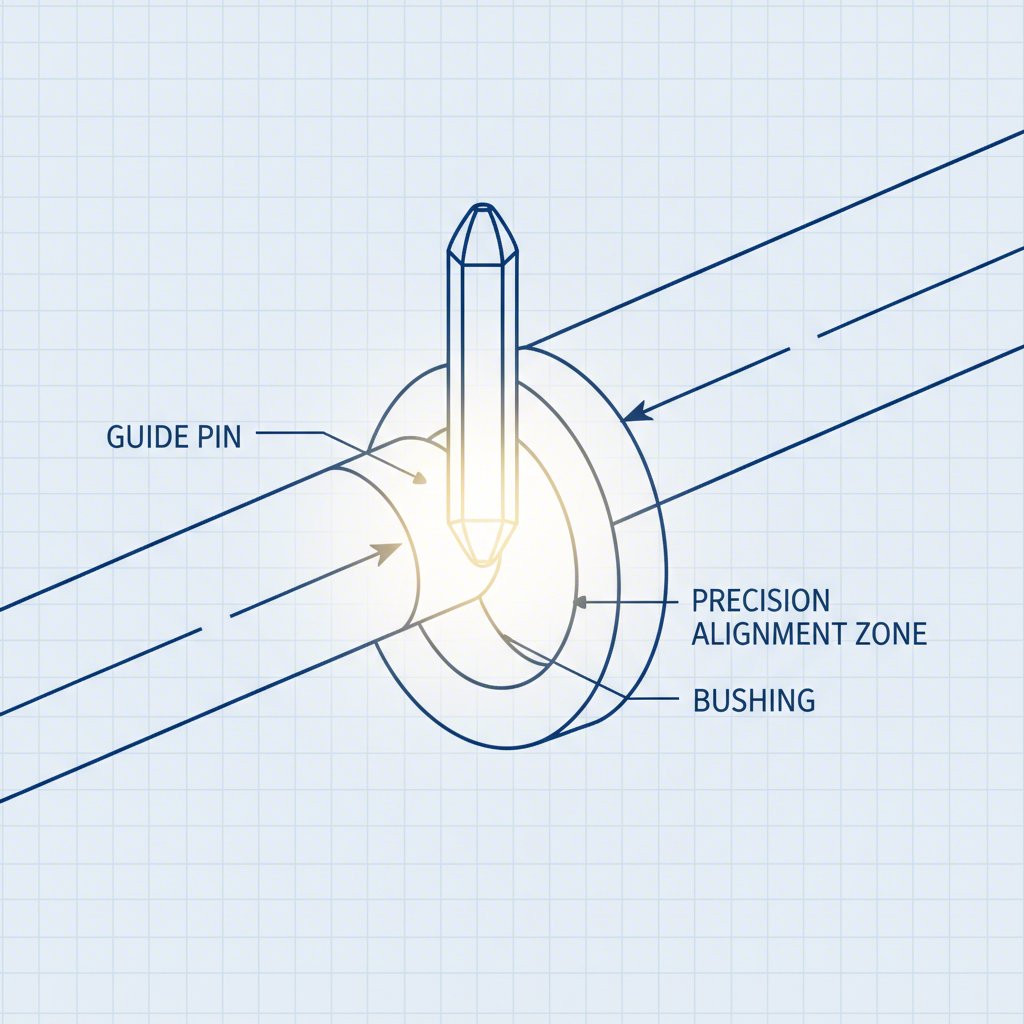
Míg az alkatrészformák adják az alapot, egy kivágóforma megdöbbentő pontosságát annak vezetőrendszerének köszönheti. A fő felelősök ezen belül a vezetőcsapok (más néven oszlopok vagy vezetőtűk) és a vezetőcsapágyak. Ezek az elemek együttműködve biztosítják, hogy a forma felső és alsó része tökéletesen illeszkedjen egymáshoz a sajtoló minden üteménél, gyakran akár 0,0001 hüvelyknyi tűréshatáron belül is. Ez a pontos illeszkedés elengedhetetlen a vágóütők és a formaelemek közötti megfelelő hézag fenntartásához, amely közvetlen hatással van az alkatrész minőségére, az eszköz kopására és a forma élettartamára.
Két fő típusú vezérbetét-rendszer létezik, amelyek különböző működtetési igényekhez igazodnak. A hagyományos megoldás a súrlódási betétek alkalmazása, amelyek edzett, pontosan köszörült acélbetétek, melyek alumínium-bronzbushings-ben csúsznak. Ezek a bushings gyakran grafitdugókkal vannak ellátva önillesztés céljából, hogy minimalizálják a súrlódást és a kopást. Az alternatíva golyóscsapágy-szerkezetű rendszer, ahol a betétek egy ketrecben elhelyezett golyóscsapágyakon futnak. Ez a kialakítás drámaian csökkenti a súrlódást, lehetővé téve a nagyobb sajósebességeket túlzott hőtermelés nélkül, és megkönnyíti a szakemberek számára az öntőformák félreosztását karbantartási célokra.
| Funkció | Súrlódási tengelyek | Golyóscsapágyas tűk |
|---|---|---|
| Súrlódási szint | Magasabb | Jelentősen alacsony |
| MŰKÖDÉSI SEBESSÉG | Alacsonyabb középszintű | Magas |
| Pontosság | Jó, magas minőségű | Nagyon magas |
| Költség | Alsó | Magasabb |
Olyan műveletek esetén, ahol jelentős oldalirányú erő keletkezik – például alakító vagy görgős sablonoknál – az iránytűk egyedül esetleg nem elegendőek a deformálódás megelőzésére. Ilyen esetekben sarukelemeket is alkalmaznak. Ezek erős, precíziósan megmunkált acélblokkok, amelyek a sablonbakok mindkét oldalán rögzítettek, és egymással összeérve veszik fel a hosszanti erőket. Általában különböző fémekből készült kopólemezeket használnak, például acélt alumínium-bronz ellen, hogy megakadályozzák a rátekeredést és biztosítsák a zavartalan működést. A sablontervezés egyik alapvető elve, hogy az irányító elemek célja egy megfelelően működő sablon igazítása, nem pedig a rosszul karbantartott vagy rosszul igazított sajtrudat kompenzálni.
A munkavégző rész: Kivágó szerszámok, sablonblokkok és rögzítők
A lemez alakításához és vágásához használt alkatrészek a dörzs és az anya. A dörzs a férfi alkatrész, amely általában a felső sablonhoz van rögzítve, és nyomódik az anyagba. Az anya, vagy más néven sablonüreg, a női alkatrész, amely az alsó talpon helyezkedik el, és meghatározza az alkatrész végső formáját. A dörzs és az anya közötti pontos illesztés és hézag határozza meg a vágás vagy alakítás minőségét.
A dörzsöket és az anyákat különféle műveletekhez használják, és a terminológia is a funkciójukat tükrözi. Például a 'kimarkolás' olyan művelet, amely során a lemezből kivágott darab a kívánt alkatrész, amelyet markolynak neveznek. Ezzel szemben a 'fúrás' olyan művelet, amelynél a dörzs lyukat hoz létre az alkatrészen, és a kivágott anyagot, amelyet selejtnek (slug) neveznek, hulladékként eldobják. Ezek az alkatrészek számos folyamatért felelősek, többek között:
- Kiszúrás: Az alkatrész külső profiljának kivágása a lemezanyagból.
- Döntés: Belső furatok vagy elemek kialakítása az alkatrészen.
- Kihajtás: Magas nyomás alkalmazása a részletgazdag minta bevéséséhez a fémbe.
- Húzás: Lemezacél nyújtása és formázása mély, csészészerű alakzatokká.
- Hajlítás: Az anyag alakítása egyenes tengely mentén.
A karbantartás megkönnyítése és gyors cserék érdekében a bélyegeket gyakran rögzítőelemek tartják a helyükön. Az egyik leggyakoribb típus a golyós reteszelő rögzítő. Ez az eszköz rugóterhelésű golyóscsapágyat használ, amely a bélyeg szárán lévő könnycsepp alakú hornyoba kattan. Ez a rendszer lehetővé teszi a sablonkészülék-karbantartó szakember számára, hogy gyorsan eltávolítsa a elkopott vagy eltört bélyeget, és újat szereljen fel anélkül, hogy az egész sablont szétszerelné, jelentősen csökkentve ezzel az állási időt. Ez a moduláris felépítés a modern, hatékony sablontervezés egyik kulcsfontosságú jellemzője.
Anyagvezérlés és erőalkalmazás: Lemezek és rugók
A lemezacél kezelésének hatékony menedzselése nagy sebességű kihajtás során ugyanolyan kritikus, mint maga a vágás és alakítás. Ennek a feladatnak a megoldásában játszanak szerepet a sablonkészletben található különböző tárcsák és rugók. Egy tárcsa egy nyomás alatt álló lemez, amely tartja, irányítja vagy leválasztja a fémlemezt. Például egy leválasztó tárcsa egy rugóterhelt lemez, amely körbeveszi a vágóütközőket. Amikor az ütköző átdöfi az anyagot, a fém rugalmas volta miatt az anyag az ütközőhöz tapad; a leválasztó tárcsa lenyomva tartja az anyagot, lehetővé téve, hogy az ütköző tisztán visszahúzódhasson.
Alakító műveletek során más típusú betéteket is használnak. A nyomóbetétek elengedhetetlenek a hajlításnál, ahol szorosan tartják az anyagot az alsó bélyeg részéhez, hogy éles, pontos hajlítást biztosítsanak. Mélyhúzás műveletek során a húzóbetétek (más néven befogók) szabályozott nyomást fejtenek ki a lemezkeresztmetszet peremén. Ez a nyomás döntő fontosságú az anyagáramlás szabályozásában a bélyegüregbe. Túl alacsony nyomás esetén az anyag redőzésbe mehet, míg túl magas nyomás korlátozza az áramlást, és okozhatja a darab szakadását vagy törését. Ezeket a betéteket általában olyan alkatrészekkel rögzítik, mint például csavarszárak vagy vállas csavarok, amelyek lehetővé teszik a felfelé és lefelé történő mozgást, miközben állandó erőt fejtenek ki.
A betétek erőforrását rugók biztosítják. A rugó típusának kiválasztása az alkalmazás által igényelt erőtől, úthossztól és élettartamtól függ. A három fő típus a következő:
- Csavarrugók: Rugóacélból készültek, gyakoriak, költséghatékonyak, és közepes erőt igénylő alkalmazásokhoz alkalmasak.
- Urethán rugók: Ezek jó leválasztási nyomást biztosítanak, és gyakran használják őket prototípusos vagy rövid sorozatú szerszámokban az alacsonyabb költségek miatt.
- Nitrogén gázrugók: Ezek olyan hengerek, amelyek nitrogéngázzal vannak feltöltve, és rendkívül magas, állandó erőt képesek kifejteni az egész sajtolási ütem alatt. Nagyon hosszú élettartamuk van, és mélyhúzáshoz hasonló igénybevételhez érzékeny alkalmazásoknál részesítik előnyben őket.
Gyakran Ismételt Kérdések
1. Mi az obozóalkatrész?
A saban elem bármely egyedi alkatrész, amely egy teljes kivágó sabásszembly részét képezi. Ezek az alkatrészek együttműködve vágják vagy alakítják a lemezt. Fő példák a sabatáblák (az alap), vezetőcsapok és csapágyak (igazításhoz), kivágók és sabablockok (a vágó/alakító elemek), rugók (erőkifejtéshez) és leválasztó betétek (anyagvezérléshez). Minden egyes alkatrésznek saját, a sabá teljesítményéhez és pontosságához n impreszkuláris funkciója van.
2. Mik a nyomásos öntés alkotóelemei?
Bár hasonlóan hangzik, a nyomásos öntés és a kivágás két különböző gyártási eljárás. A nyomásos öntés során olvadt fémet préselnek nagy nyomással egy formaüregbe, amelyet sablonnak vagy formának is neveznek. A forma fő alkotóelemei a két félgömb (a fedőforma és a kivetőforma), a szilárdult alkatrész kivetését szolgáló kivetőcsap-rendszer, valamint az olvadt fémet az üregbe irányító öntőcsatornák vagy kapuk. A felhasznált anyagok általában nem vasalapú ötvözetek, mint az alumínium, cink és magnézium.
3. Mik azok a kivágott alkatrészek?
A kivágott alkatrészek olyan elemek, amelyek kivágási eljárással készülnek, amelyet gyakran használnak puha anyagokhoz, mint papír, műanyag, szövet vagy hab, valamint vékony fémekhez. Ebben az esetben a „kivágószerszám” egy éles, speciális formájú penge (acélkés-szerszám), amelyet a kívánt alak kivágása céljából nyomnak az anyagba, hasonlóan egy süteményformához. A keletkezett termékeket csomagolástól kezdve tömítésekig, elektronikai szigetelőkön át orvosi eszközökig széles körben használják.