 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Progresivno probijanje dijelova za automobile: vodič za velike količine
KRATKO
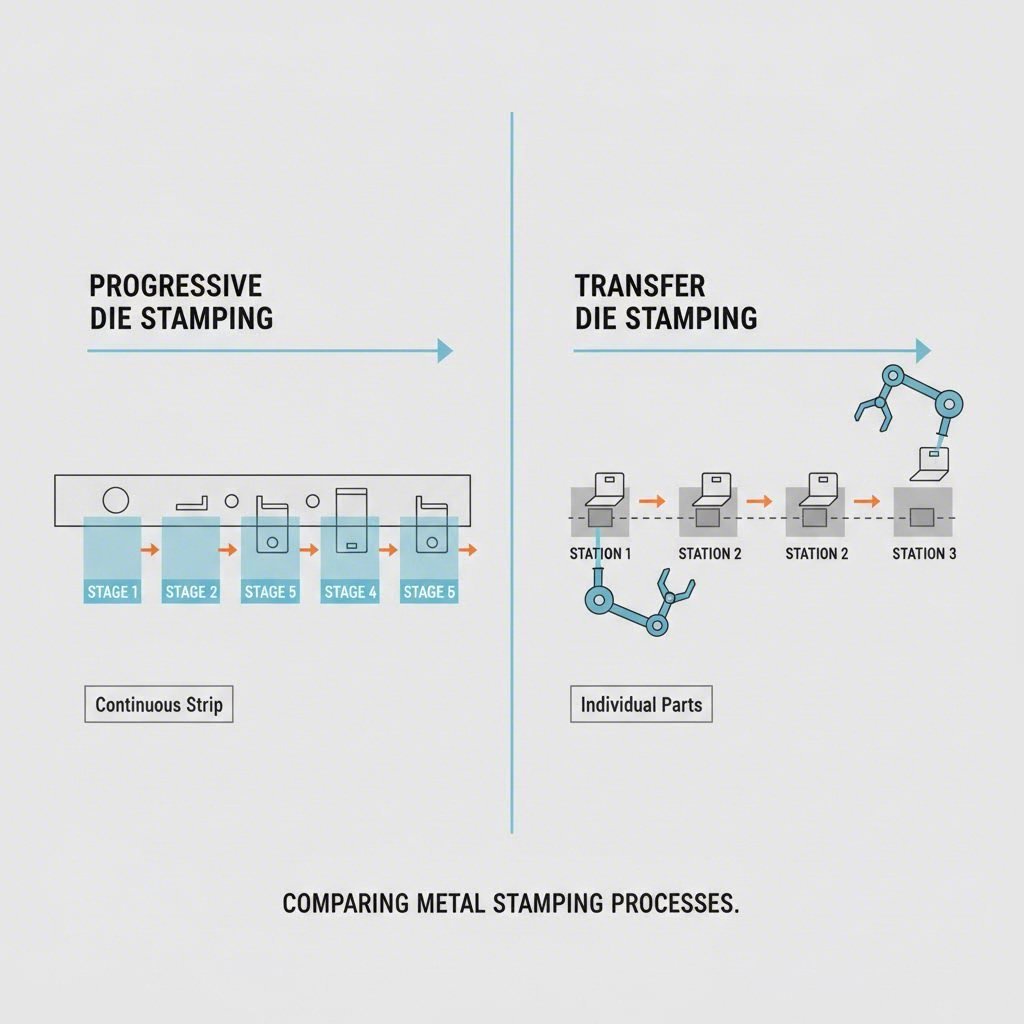
Progresivno stampiranje je brzi proces oblikovanja metala u kojem se kontinuirani traka od metala hrani kroz niz uzastopnih stanica, stvarajući gotov dio s svakom udarcu tiskanja. Za automobilsku industriju, ova metoda predstavlja zlatni standard za masovnu proizvodnju malih i srednjih preciznih komponentikao što su: s masenim udjelom materijala od 99,99% ili većim sa ograničenim tolerancijama (često ± 0,001 inča) i minimalnim otpadom. Za razliku od transfernog pečatanja, koje obrađuje pojedinačne dijelove za veće strukturne komponente, progresivno pečatanje maksimizira učinkovitost za velike količine, što ga čini ključnim za lance opskrbe Just-in-Time (JIT).
Progresivno stampiranje: motor proizvodnje automobila
U svijetu automobilske proizvodnje, gdje je velika uloga u proizvodnji, gdje proizvodni volumen često dostiže milijune jedinica godišnje, brzina i dosljednost nisu pregovarale. Progresivno stampiranje pomoću stampiranja služi kao kičma ovog ekosustava, pretvarajući sirove kovinske spojeve u gotove komponente brzinom koja može premašiti 1000 dijelova u minuti. Proces se temelji na jedinstvenom mehanizmu za hranjenje: neprekidna metalna traka se odvija iz zavojnice i automatski se unosi u štamparski aparat.
Unutar štampe, progresivni štoper djeluje kao alat za više stanica. Kako se traka postupno kreće, zaustavlja se u preciznim intervalima gdje se različite operacije - kao što su pražnjenje, savijanje, udaranje, proboj i kovljenje - istovremeno izvode na svakoj stanici. Važno je da se dio ostavi na metalnoj traki ("mreži") sve do posljednje stanice, gdje se odseče i izbacuje. Ova kontinuirana vezanost osigurava bolju usklađenost i kontrolu u usporedbi s ručnim metodama, što drastično smanjuje vrijeme ciklusa i troškove rada.
Za inženjere u automobilskoj industriji, primarna vrijednost leži u ponovljivost - Što? Kada se jednom napravi i provjeri, može proizvesti milijune identičnih dijelova s gotovo nultim dimenzijskim pomicanjem. Ova sposobnost je od vitalnog značaja za automatizirane montažne linije gdje čak i odstupanje na razini mikrona u konektoru ili nosaču može uzrokovati zastoj ili kvar. Osim toga, mogućnost integracije sekundarnih operacija kao što su dodiranje nitki ili unosanje kontakata izravno u obloge (sastav u oblozi) dodatno pojednostavljuje proizvodni otisak.
S druge strane, u slučaju da se proizvodnja automobila ne provodi na temelju postupnog štampiranja, to znači da se proizvodnja automobila ne može provesti na temelju postupnog štampanja.
Dok se velike karoserijske ploče obično izrađuju pomoću transfernih matica ili tandemskih linija, progresivno stampiranje dominira proizvodnjom tisuća manjih, složenih dijelova koji čine funkciju vozila. U skladu s člankom 3. stavkom 2. točkom (a) ovog članka, "sistem za upravljanje" znači sustav za upravljanje vozilom koji se koristi za upravljanje vozilom.
U skladu s člankom 6. stavkom 2.
Strukturalni integritet vozila ovisi o bezbrojom pojačanih dijelova skrivenih iza tapeta. Progresivno stampiranje je idealno za proizvodnju čeličnog čelika visoke čvrstoće sljedeći članci: - Što? Ti dijelovi zahtijevaju snažna mehanička svojstva, ali moraju se proizvoditi u velikim količinama kako bi se povezali s brzinama montaže vozila. Ostale uobičajene primjene uključuju:
- S druge konstrukcije
- Dijelove regulatora prozora
- S druge konstrukcije
- Sastav za zaštitu od otpadnih otpadnih plinova
Električni i električni sustavi
Kako se industrija okreće prema električnim vozilima, potražnja za električnim dijelovima s pečatom oznakom porasla je. Bakar i mesing se štampaju u složene geometrije kako bi se olakšala vodivost i povezivost. Vodnicima , koji distribuiraju snagu u baterijskim pakovima za električne vozila, vrhunski su primjer dijelova koji imaju koristi od preciznosti progresivnog pečatanja. Proces omogućuje stvaranje složenih oblika i kontaktnih opruga bez oštećenja osjetljive površine materijala. Glavni električni dijelovi uključuju:
- S druge konstrukcije
- S druge opreme za proizvodnju električnih vozila
- S druge konstrukcije
- S druge opreme
Uređaji motora i šasije
Pod poklopcem, komponente moraju izdržati ekstremnu toplinu, vibracije i korozivna okruženja. Nehrđajući čelik i posebne legure se štampaju u s masenim udjelom goriva od 0,01 do 0,01 mm - Što? Šasija također koristi pečat s druge strane, za vozila s motorom ili motorom za vožnju, osim vozila iz točkova 8702 i 8704 - Što? Za ove primjene od ključne važnosti za sigurnost, dosljedan protok zrna koji pruža proces pečatanja osigurava da dijelovi zadrže svoj strukturni integritet pod cikličkim opterećenjem.
Progresivni i transferni oblici: odabir prave metode
Jedna od najvažnijih odluka za menadžera za nabavu automobila je odabir ispravne metode pečatanja. Iako je progresivno pecanje moćno, to nije univerzalno rješenje. Izbor se često svodi na veličinu dijela, geometriju i zapreminu.
| Značajka | Progresivno umakanje | Transfer pražnjenje |
|---|---|---|
| Upravljanje dijelovima | Dijel ostaje pričvršćen na metalnu traku do kraja. | U slučaju da se radi o izradi, potrebno je provesti ispitivanje i provesti ispitivanje. |
| Idealna veličina dijela | U slučaju da se radi o uređajima koji su u stanju da se uklone, potrebno je da se u njima nalaze sve potrebne komponente. | "Supravni sustav" za "sustavnu opremu" ili "sustavnu opremu" za "sustavnu opremu" ili "sustavnu opremu" za "sustavnu opremu" ili "sustavnu opremu" |
| Brzina Proizvodnje | Iznimno visoka (kontinuirani ciklus). | Uređaj za upravljanje brzinom |
| Trošak alata | Uloga društva u području upravljanja financijskim instrumentima | U skladu s člankom 3. stavkom 2. |
| Najbolje za | Visoki volumen, složeni dijelovi s tesnim tolerancijama. | Čestice ili velike strukturne komponente. |
Progresivno umakanje je jasni pobjednik za manje dijelove koji zahtijevaju visoke proizvodne brzine i stroge tolerancije. U slučaju da se proizvod ne može upotrebljavati u skladu s ovom metodom, potrebno je upotrijebiti različite mehanizme za prijenos. Međutim, ne može dobro nositi operacije dubokog povlačenja (gdje dubina dijela premašuje njegov prečnik) jer traka ograničava protok materijala.
Transfer pražnjenje , za razliku od toga, potrebno je za veće dijelove kao što su ruke za upravljanje oslanjanjem ili ulja. S obzirom na to da se dio odmah odvaja od trake, može se slobodno upravljati rotiranjem ili nagibom između stanica. To omogućuje dublje povlačenje i složenije operacije oblikovanja koje bi rastrgalo traku u progresivnoj postavci.
Izbor materijala za performanse automobila
Sveobuhvatnost progresivnog pečatanja omogućuje proizvođačima rad s raznovrsnim vrstama materijala, od kojih je svaki odabrani za specifične kriterije performansi u automobilskoj okolini.
Čelični materijali od visokokvalitetne niskorazvojne legure (HSLA) je glavni proizvod za konstrukcijske i sigurnosne komponente. Ima odličan odnos snage i težine, što ga čini ključnim za dijelove za sigurnost od sudara poput pojačanja branika i nosila za stubove. Za obaranje ovih tvrđanih materijala potrebna je čvrsta oprema od karbida ili vrhunskog čelika za alat kako bi se spriječilo prijevremeno oštećenje.
Aluminij u skladu s člankom 3. stavkom 1. Dok je aluminij skloniji povratku (vraćanju u svoj izvorni oblik nakon savijanja) od čelika, napredni napredni dizajnovi za umetanje kompenziraju to prekoračenjem. Uobičajene primjene uključuju toplinske štitove, nosače i komponente za obradnju.
S druge vrste neophodni su za elektrificiranu budućnost vožnje. Njihova superiorna električna provodljivost čini ih standardnim za terminale, spojeve i busbare. U postupnom žigosanju, ti mekani metali mogu se formirati pri velikim brzinama, ali se mora paziti na upravljanje otpadom i sprečavanje oštećenja površine.
Standardi kvalitete i strateško nabavljanje
U lancu opskrbe automobilskim proizvodima kvalitet se uređuje strogim svjetskim standardima, a najznačajniji su: IATF 16949 - Što? U skladu s člankom 3. stavkom 1. točkom (a) Uredbe (EZ) br. 765/2008 Komisija je odlučila o uvođenju zahtjeva za izdavanje zahtjeva za izdavanje zahtjeva za izdavanje zahtjeva za izdavanje zahtjeva za izdavanje zahtjeva za izdavanje zahtjeva za izdavanje zahtjeva za izdavanje zahtjeva za izdavanje zahtjeva Prilikom provjere partnera, inženjeri bi trebali tražiti mogućnosti koje idu dalje od osnovnog pečatiranja, kao što su sistemi za vid u liniji koji provjeravaju 100% dijelova na kritične dimenzije.
U skladu s člankom 3. stavkom 1. stavkom 2. Dok neke trgovine samo obrađuju velike narudžbe, agilni partneri kao Shaoyi Metal Technology u skladu s člankom 3. stavkom 1. Korištenjem preciznih i tiskanih kapaciteta do 600 tona, certificiranih IATF 16949-om, mogu isporučiti kritične komponente poput upravljačkih ruku i podokvira, uz pridržavanje globalnih standarda OEM-a. Ova fleksibilnost omogućuje inženjerima da provjere dizajn s prototipom prije nego što se obavežu na teške ulaganja u alatne opreme potrebne za milijune dijelova.
Na kraju krajeva, prava odluka o nabavci uključuje ravnotežu cijene komada s rizikom. U skladu s člankom 3. stavkom 1. stavkom 2. ovog članka, za potrebe provedbe ovog članka, nadležna tijela mogu se odlučiti o tome da li će se primjenjivati određeni kriteriji za utvrđivanje kvalitete i kvalitete proizvoda.

Zaključak: Podizanje učinkovitosti u proizvodnji automobila
Progresivno stampiranje ostaje ključna tehnologija za automobilsku industriju, omogućavajući masovnu proizvodnju složenih, izdržljivih i preciznih komponenti koje su potrebne za suvremena vozila. Od električnih spojeva u bateriji električne motore do visokokvalitetnih nosača koji osiguravaju sjedalo, ovaj proces pruža skalabilnost i troškovnu učinkovitost potrebne za održavanje pokretnih linija. Za timove za nabavku i inženjere, razumijevanje mehaničke, materijalne ograničenja i standarda nabavke ove metode od suštinskog je značaja za optimizaciju lanca opskrbe automobila i osiguranje kvalitete vozila.
Često postavljana pitanja
1. za Koja je razlika između progresivnog i transfernog pečenja?
Glavna razlika leži u načinu rukovanja dijelom. U postupnom pečatanju, dio ostaje pričvršćen na kontinuiranu metalnu traku dok se kreće kroz različite stanice. U prijenosu stampiranja, dio se prvo reže s trake, a zatim se mehanički pomjera (premešta) s postaje na stanicu. Progresivna je općenito brža i bolja za male dijelove, dok je prijenos pogodan za veće, duboko povučene dijelove.
2. - Što? Koji se materijali najčešće koriste u progresivnom prožimanju automobila?
U automobilaškom se štampiranju često koristi visokokvalitetni niskoslojni čelik (HSLA) za strukturne dijelove zbog njegove izdržljivosti. Aluminijum se široko koristi za lagane komponente kao što su toplinski štitovi i nosači. Bakar i mesing su standardni za električne komponente, kao što su spojevi i busbarovi, zbog njihove visoke provodljivosti.
3. Slijedi sljedeće: U skladu s člankom 3. stavkom 1.
IATF 16949 je međunarodni standard upravljanja kvalitetom posebno za automobilsku industriju. U skladu s člankom 3. stavkom 1. točkom (a) Uredbe (EU) br. U skladu s člankom 3. stavkom 1. točkom (a) Uredbe (EU) br. 765/2012 proizvođači moraju imati pristup IATF-u.