 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

गर्म फोर्जिंग ऑटोमोटिव ट्रांसमिशन पार्ट्स के लिए आवश्यक क्यों है
संक्षिप्त में
गर्म फोर्जिंग एक उच्च-तापमान धातु कार्य प्रक्रिया है जिसका उपयोग गियर और शाफ्ट जैसे अत्यधिक मजबूत, घर्षण-प्रतिरोधी और टिकाऊ ऑटोमोटिव ट्रांसमिशन पार्ट्स के निर्माण में किया जाता है। आकार देने से पहले धातु को इसके पुनर्स्फटन बिंदु से ऊपर गर्म करके, यह प्रक्रिया सामग्री की आंतरिक दानेदार संरचना को सुधारती है। वाहन के पावरट्रेन के भीतर चरम दबाव और टोक़ का भरोसेमंद तरीके से सामना करने में सक्षम घटक बनाने के लिए यह सुधार महत्वपूर्ण है।
गर्म फोर्जिंग क्या है और ट्रांसमिशन पार्ट्स के लिए यह आवश्यक क्यों है?
हॉट फोर्जिंग एक निर्माण प्रक्रिया है जिसमें धातु को इसके पुनःक्रिस्टलीकरण बिंदु से ऊपर के तापमान पर गर्म किया जाता है—आमतौर पर 1,500°F से 2,500°F के बीच—जिससे यह लचीली हो जाती है और भारी दबाव में आकार देना आसान हो जाता है। आमतौर पर इस आकार देने की प्रक्रिया शक्तिशाली हथौड़ों या प्रेसों का उपयोग करके की जाती है जो गर्म धातु को एक विशिष्ट डाई में धकेलते हैं। कटिंग या मशीनिंग प्रक्रियाओं के विपरीत, फोर्जिंग पूरे कार्यखंड को आकार देती है, जिससे भाग के आकार के अनुरूप इसकी आंतरिक दानेदार संरचना संरेखित हो जाती है। इसके परिणामस्वरूप ताकत, लचीलापन और थकान प्रतिरोध में महत्वपूर्ण वृद्धि होती है।
ऑटोमोटिव ट्रांसमिशन सिस्टम के लिए, ये गुण केवल लाभकारी ही नहीं हैं; बल्कि आवश्यक हैं। गियर, टांके और ड्राइवशाफ्ट जैसे ट्रांसमिशन घटक लगातार उच्च तनाव, चक्रीय भार और तीव्र घर्षण के अधीन होते हैं। यदि ये भाग विफल हो जाते हैं, तो परिणामस्वरूप वाहन के पावरट्रेन का विनाशकारी विफलता होगी। हॉट फोर्जिंग उन घटकों का उत्पादन करती है जिनमें भाग के आकार के अनुरूप निरंतर धात्विक दाने का प्रवाह होता है, जो ढलाई या मशीनिंग में अक्सर पाए जाने वाले आंतरिक खाली स्थान और कमजोरियों को खत्म कर देता है। यह धातुकर्म सुदृढ़ता उच्च-प्रदर्शन ऑटोमोटिव अनुप्रयोगों के लिए आवश्यक विश्वसनीयता और दीर्घायु को सुनिश्चित करती है।
इसके अतिरिक्त, हॉट फोर्जिंग उच्च सटीकता के साथ जटिल ज्यामिति के निर्माण की अनुमति देती है। उद्योग नेताओं जैसे Yamaha Motor , यह क्षमता विस्तृत द्वितीयक मशीनीकरण की आवश्यकता को कम कर देती है, जिससे समय और सामग्री लागत की बचत होती है, और एक घटक का उत्पादन होता है जो धातु के ठोस ब्लॉक से मशीन किए गए घटक की तुलना में स्वाभाविक रूप से मजबूत होता है।
ऑटोमोटिव घटकों के लिए चरण-दर-चरण गर्म उत्पादन प्रक्रिया
ट्रांसमिशन गियर जैसे एक विशिष्ट ऑटोमोटिव भाग के लिए गर्म उत्पादन प्रक्रिया एक बहु-स्तरीय ऑपरेशन है जो प्रत्येक चरण पर सटीक नियंत्रण की आवश्यकता होती है। विशिष्ट तकनीकों में भिन्नता हो सकती है, लेकिन मूल भाग कच्चे धातु बिलेट को उच्च-शक्ति वाले घटक में बदलने के लिए एक स्पष्ट अनुक्रम का अनुसरण करता है।
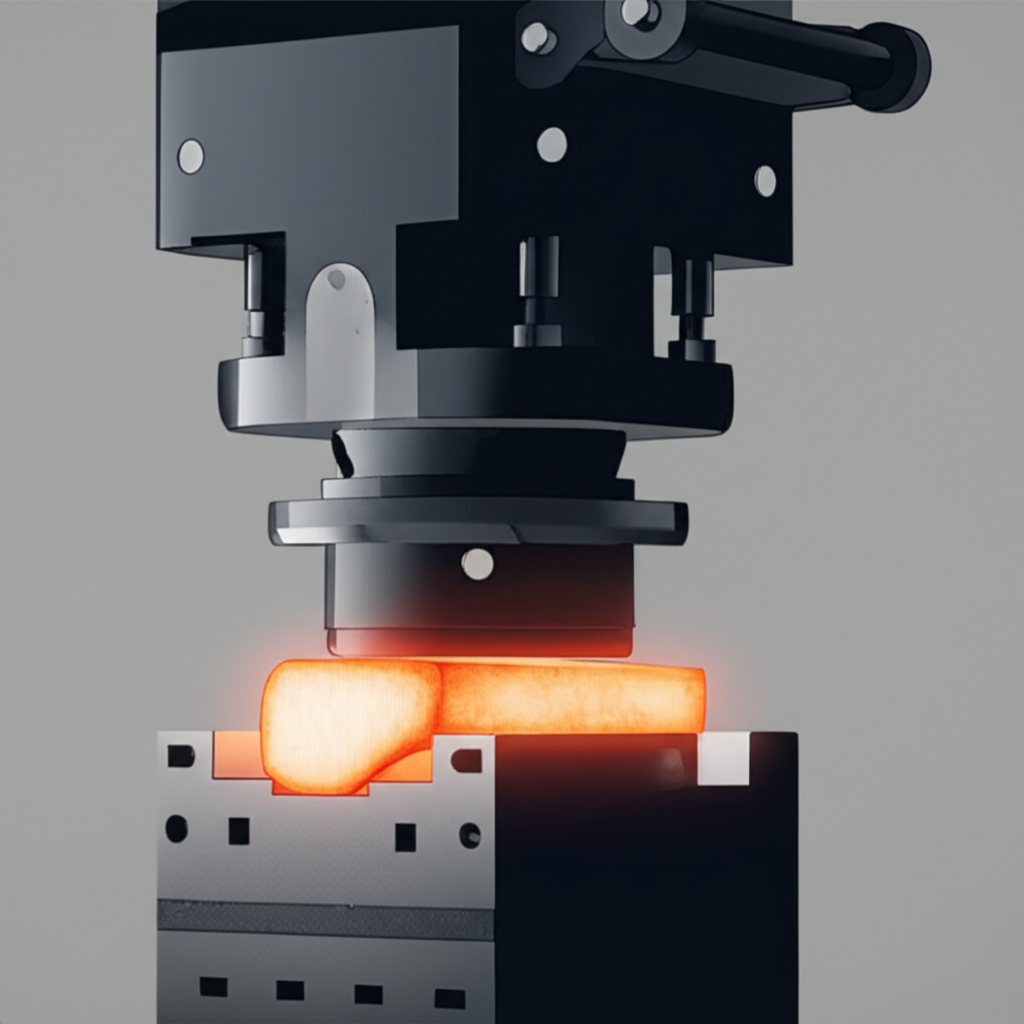
- बिलेट को गर्म करना: इस प्रक्रिया की शुरुआत धातु के एक कच्चे टुकड़े से होती है, जिसे अक्सर बिलेट या इंगोट कहा जाता है, जो अक्सर स्टील या स्टील मिश्र धातु का बना होता है। बिलेट को भट्ठी में एक सटीक तापमान तक गर्म किया जाता है जो इसके पुनर्स्फटन बिंदु से ऊपर लेकिन इसके पिघलन बिंदु से नीचे होता है। यह चरण महत्वपूर्ण है, क्योंकि यह धातु को इतना नरम और लचीला बना देता है कि बिना टूटे आकार दिया जा सके।
- धातुकर्म प्रक्रिया: एक बार गरम हो जाने के बाद, चमकती इंगट को जल्दी से एक धातुकर्म प्रेस में स्थानांतरित कर दिया जाता है। अधिकांश ऑटोमोटिव भागों के लिए, बंद-डाई या इम्प्रेशन-डाई धातुकर्म नामक एक विधि का उपयोग किया जाता है। इंगट को निचली डाई पर रखा जाता है, और एक शक्तिशाली प्रेस या हथौड़े से जुड़ी ऊपरी डाई इसे प्रहार करती है, जिससे धातु प्रवाहित होकर डाई की गुहाओं को भर देती है। अंतिम, जटिल आकृति प्राप्त करने के लिए इसमें कई बार प्रहार की आवश्यकता हो सकती है।
- कटौती: धातुकर्म प्रक्रिया के दौरान, 'फ्लैश' नामक कुछ अतिरिक्त सामग्री डाई के दो हिस्सों के बीच से निकल सकती है। भाग के आकार देने के बाद, इसे ट्रिमिंग स्टेशन पर ले जाया जाता है जहाँ इस फ्लैश को काटकर हटा दिया जाता है। ट्रिम की गई फ्लैश को अक्सर पुन: चक्रित किया जाता है, जिससे यह प्रक्रिया अपेक्षाकृत सामग्री-कुशल बन जाती है।
- ठंडा करना और परिष्करण: ट्रिमिंग के बाद, नियंत्रित तरीके से वांछित धातुकर्मीय गुण प्राप्त करने के लिए फोर्ज किए गए भाग को ठंडा किया जाता है। ठंडा होने के बाद, कई ट्रांसमिशन भागों को सटीक विनिर्देशों को पूरा करने के लिए फिनिशिंग प्रक्रियाओं से गुजारा जाता है। इसमें अक्सर सतह की कठोरता और घर्षण प्रतिरोधकता बढ़ाने के लिए कैर्बराइजिंग और क्वेंचिंग जैसे ऊष्मा उपचार शामिल होते हैं, साथ ही कसे हुए सहिष्णुता प्राप्त करने के लिए अंतिम मशीनीकरण भी शामिल होता है।
ऑटोमोटिव मानकों के लिए आवश्यक सटीकता के साथ इस प्रक्रिया को निष्पादित करने के लिए महत्वपूर्ण विशेषज्ञता और विशेष उपकरणों की आवश्यकता होती है। मजबूत और विश्वसनीय ऑटोमोटिव घटकों के लिए, कई निर्माता विशेष कंपनियों के साथ साझेदारी करते हैं। उदाहरण के लिए, शाओयी मेटल टेक्नोलॉजी की कस्टम फोर्जिंग सेवाएं इस एकीकृत दृष्टिकोण को घरेलू डाई निर्माण से लेकर पूर्ण-पैमाने पर बड़े पैमाने पर उत्पादन तक सब कुछ प्रदान करके दर्शाते हैं, जिससे यह सुनिश्चित होता है कि भाग IATF16949 ऑटोमोटिव गुणवत्ता मानकों को पूरा करते हैं।
हॉट फोर्ज्ड ट्रांसमिशन भागों के प्रमुख लाभ
ट्रांसमिशन घटकों के उत्पादन में हॉट फोर्जिंग का चयन करने से अन्य निर्माण विधियों के साथ प्राप्त करना कठिन तकनीकी और प्रदर्शन लाभों की एक श्रृंखला मिलती है। ये लाभ आधुनिक वाहनों की सुरक्षा, विश्वसनीयता और दक्षता के लिए केंद्रीय हैं।
- उत्कृष्ट शक्ति और थकान प्रतिरोध: हॉट फोर्जिंग प्रक्रिया धातु की दानेदार संरचना को सुधारती है और पोरोसिटी जैसे आंतरिक दोषों को खत्म कर देती है, जिससे असाधारण तन्य शक्ति प्राप्त होती है। इससे फोर्ज्ड भाग झटके, अपरूपण तनाव और उपयोग के लाखों चक्रों के कारण होने वाली थकान के प्रति अत्यधिक प्रतिरोधी बन जाते हैं।
- बढ़ी हुई धातुकर्मीय विशेषताएं: धातु को गर्म करने से उसकी आंतरिक संरचना को सघनित करने की अनुमति मिलती है, जिससे एक सघन और एकरूप सामग्री बनती है। इससे भाग की कठोरता और तन्यता में सुधार होता है, जिसका अर्थ है कि यह चरम भार के तहत थोड़ा विरूपित हो सकता है बिना टूटे।
- जटिल डिजाइनों के लिए लचीलापन: क्योंकि धातु प्रचालन तापमान पर अत्यधिक लचीली होती है, इसे जटिल और असममित आकृतियों में ढाला जा सकता है। इससे इंजीनियरों को अन्य विधियों के बाधाओं के बिना प्रदर्शन और वजन के लिए अनुकूलित भागों को डिज़ाइन करने की अनुमति मिलती है, जैसा कि औद्योगिक अनुप्रयोग दिशानिर्देश .
- पैमाने पर लागत-प्रभावशीलता: हालांकि प्रारंभिक टूलिंग (डाई) महंगी हो सकती है, उच्च मात्रा वाले उत्पादन के लिए गर्म प्रचालन एक अत्यधिक कुशल और दोहराव योग्य प्रक्रिया है। उत्पादन की गति और कम सामग्री अपव्यय से प्रति भाग लागत को ऑटोमोटिव निर्माण के लिए अत्यधिक प्रतिस्पर्धी बनाता है।
- संरचनात्मक अखंडता और विश्वसनीयता: वेल्डेड या जोड़े गए घटकों के विपरीत, एक प्रचालित भाग धातु का एक एकल, निरंतर टुकड़ा होता है। यह एकल संरचना कमजोर बिंदुओं को समाप्त कर देती है, जो वाहन के ट्रांसमिशन प्रणाली की मांगपूर्ण परिस्थितियों के तहत भरोसेमंद और भविष्य कहने योग्य प्रदर्शन सुनिश्चित करती है।
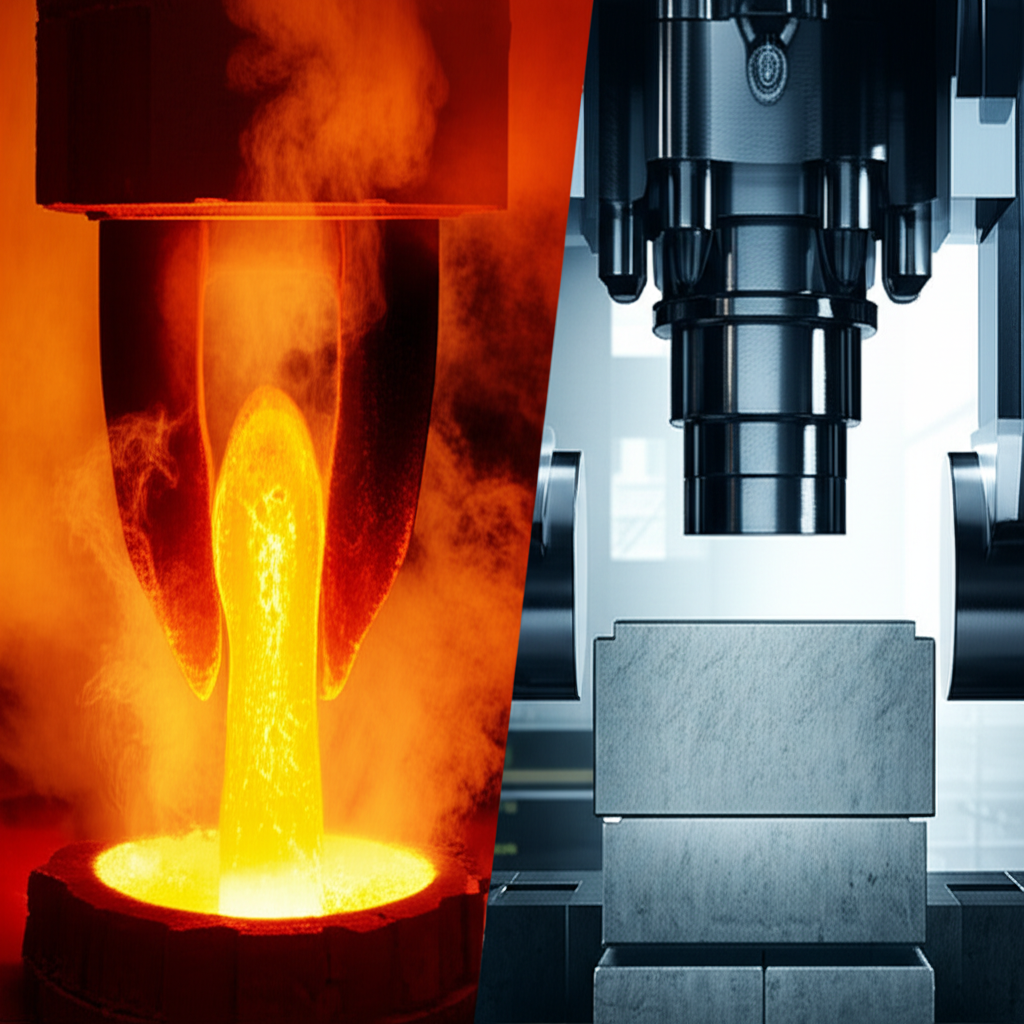
गर्म प्रचालन बनाम ठंडा प्रचालन: एक तकनीकी तुलना
जबकि गर्म फोर्जिंग एक प्रमुख प्रक्रिया है, ठंड फोर्जिंग धातु को कमरे के तापमान पर या उसके पास आकार देने के लिए भी ऑटोमोबाइल निर्माण में उपयोग किया जाता है। इन दोनों में से कोई एक विकल्प घटक की विशिष्ट आवश्यकताओं पर निर्भर करता है। प्राथमिक अंतर, जैसा कि स्रोतों से विस्तृत तुलनाओं में समझाया गया है जैसे कि Fictiv , शक्ति, सटीकता और आकार में आसानी के बीच के व्यापार में निहित है।
दोनों विधियों की तकनीकी तुलना इस प्रकार हैः
| विशेषता | गरम फोर्जिंग | ठंडे जोड़ने |
|---|---|---|
| प्रोसेस तापमान | धातु के पुनश्च क्रिस्टलीकरण बिंदु से ऊपर (उदाहरण के लिए, स्टील के लिए 2200°F तक) | कमरे के तापमान पर या उसके निकट |
| माटेरियल की ताकत | परिष्कृत अनाज संरचना के कारण उत्कृष्ट शक्ति और उच्च लचीलापन | कार्य कठोरता के कारण बढ़ी हुई कठोरता और तन्यता शक्ति, लेकिन कम लचीलापन के साथ |
| आयामी परिशुद्धता | अच्छी सटीकता, लेकिन थर्मल संकुचन से व्यापक सहिष्णुता हो सकती है | उत्कृष्ट परिशुद्धता और तंग सहिष्णुता, अक्सर कम माध्यमिक मशीनिंग की आवश्यकता होती है |
| सतह का फिनिश | उच्च ताप से सतह पर छिलका या ऑक्सीकरण हो सकता है, जिसके कारण सफाई की आवश्यकता होती है | चिकनी और साफ सतह परिष्करण, क्योंकि गर्मी से उत्पन्न छिलके का कोई खतरा नहीं होता |
| आदर्श अनुप्रयोग | जटिल आकृतियाँ, बड़े घटक और अधिकतम कठोरता व तन्यता की आवश्यकता वाले भाग (जैसे कि कनेक्टिंग रॉड, ट्रांसमिशन गियर) | उच्च परिशुद्धता और चिकनी परिष्करण वाले सरल आकार (जैसे फास्टनर, कुछ छोटे गियर, शाफ्ट) |
संक्षेप में, गर्म डाली ढलाई महत्वपूर्ण, उच्च-तनाव वाले ट्रांसमिशन भागों के लिए पसंदीदा तरीका है जहां जटिल ज्यामिति और अधिकतम कठोरता प्राथमिक आवश्यकताएं होती हैं। शक्तिसंचरण के कठोर वातावरण में सहन करने वाले भागों के लिए मजबूत, तन्य घटक बनाने की प्रक्रिया की क्षमता सर्वोच्च महत्व की है। ठंडी डाली उत्कृष्ट आयामी सटीकता और सतह परिष्करण वाले छोटे, सरल भागों के उत्पादन में उत्कृष्ट है, जो ऑटोमोटिव पारिस्थितिकी तंत्र के भीतर अन्य घटकों के लिए उपयुक्त बनाती है, जैसा कि निर्माण संसाधनों द्वारा उल्लेखित है, जैसे ज़ेटवर्क .
ऑटोमोटिव विश्वसनीयता के भविष्य को आकार देना
गर्म धातुकर्म केवल धातु को आकार देने की एक विधि से अधिक है; यह एक आधारभूत प्रक्रिया है जो आधुनिक वाहनों की विश्वसनीयता और प्रदर्शन को समर्थन देती है। कच्ची धातु को उच्च शक्ति और लचीलापन वाले घटकों में बदलकर, यह सीधे ऑटोमोटिव ट्रांसमिशन प्रणालियों की सुरक्षा और दीर्घायुता में योगदान देता है। गियर और शाफ्ट जैसे जटिल, उच्च-तनाव वाले भागों को अत्यधिक संरचनात्मक अखंडता के साथ बनाने की क्षमता सुनिश्चित करती है कि पावरट्रेन शक्ति और दक्षता के लिए बढ़ती मांग को संभाल सकें। क्योंकि ऑटोमोटिव प्रौद्योगिकी लगातार आगे बढ़ रही है, गर्म धातुकर्म के मूलभूत लाभ—शक्ति, स्थायित्व और विश्वसनीयता—उन महत्वपूर्ण घटकों के उत्पादन में अपरिहार्य बने रहेंगे जो दुनिया को गति में रखते हैं।
अक्सर पूछे जाने वाले प्रश्न
1. क्या ट्रांसमिशन गियर धातुकर्मित होते हैं?
हां, ट्रांसमिशन गियर आमतौर पर फोर्ज किए जाते हैं। ऑटोमोटिव और ट्रक ट्रांसमिशन के लिए गियर बनाने के लिए गर्म और ठंडे दोनों फोर्जिंग तरीकों का उपयोग किया जाता है। फोर्जिंग को वरीयता दी जाती है क्योंकि यह धातु में एक दानेदार संरचना बनाता है जो ट्रांसमिशन प्रणाली के भीतर विशाल टोक़ और बलों को संभालने के लिए आवश्यक उच्च शक्ति और टिकाऊपन प्रदान करता है।
2. गर्म फोर्जिंग क्या करती है?
गर्म फोर्जिंग एक ऐसी प्रक्रिया है जिसमें धातु के कार्य-टुकड़े को उच्च तापमान तक गर्म किया जाता है, जिससे वह लचीला हो जाता है। फिर एक प्रेस या हथौड़े द्वारा संपीड़न बल का उपयोग करके धातु को वांछित आकार दिया जाता है। यह प्रक्रिया धातु की आंतरिक दानेदार संरचना को सुधारती है, जिससे इसकी शक्ति, कठोरता और तन्यता में महत्वपूर्ण वृद्धि होती है, जो उच्च-तनाव वाले अनुप्रयोगों के लिए इसे आदर्श बनाता है।
3. फोर्जिंग प्रक्रिया के 4 प्रकार क्या हैं?
हालांकि कई विविधताएँ हैं, औद्योगिक धातु-संक्रिया प्रक्रियाओं के चार सामान्य प्रकार हैं: इम्प्रेशन डाई फोर्जिंग (जिसे क्लोज़्ड-डाई फोर्जिंग के रूप में भी जाना जाता है), ओपन-डाई फोर्जिंग, कोल्ड फोर्जिंग और सीमलेस रोल्ड रिंग फोर्जिंग। प्रत्येक विधि विभिन्न भागों के आकार, आकृति और उत्पादन मात्रा के लिए उपयुक्त होती है।