 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

स्टैम्प्ड स्टील कंट्रोल आर्म्स पर पाउडर कोटिंग: एक आवश्यक गाइड

संक्षिप्त में
पाउडर कोटिंग स्टैम्प्ड स्टील नियंत्रण भुजाओं को अत्यधिक टिकाऊ, जंगरोधी फिनिश प्राप्त करने की एक उत्कृष्ट विधि है जो पारंपरिक पेंट से बेहतर है। हालाँकि, यह प्रक्रिया सीधी नहीं है। कोटिंग से पहले भुजाओं को पूरी तरह से अलग करना और सभी बॉल जॉइंट्स और बुशिंग्स को हटा देना बिल्कुल आवश्यक है। ये घटक लगभग 400°F (200°C) के उच्च उपचार तापमान का सामना नहीं कर सकते और नष्ट हो जाएंगे, जिससे घटक विफलता होगी।
स्टैम्प्ड स्टील नियंत्रण भुजाओं पर पाउडर कोटिंग क्यों करें?
जब वाहन के निलंबन को बहाल या अपग्रेड किया जाता है, तो नियंत्रण भुजाओं जैसे घटकों पर फिनिश केवल बाह्य नहीं होता। पाउडर कोटिंग एक ऐसी फिनिशिंग प्रक्रिया है जिसमें एक शुष्क, मुक्त-प्रवाह पाउडर को धातु के भाग पर स्थिर विद्युत रूप से लगाया जाता है और फिर गर्मी के तहत उपचारित किया जाता है। यह विधि एक कठोर फिनिश बनाती है जो पारंपरिक पेंट की तुलना में काफी मजबूत और टिकाऊ होती है, जो कठोर सड़क स्थितियों के संपर्क में आने वाले उच्च-उपयोग ऑटोमोटिव भागों के लिए आदर्श बनाती है।
उच्च गुणवत्ता वाले आफ्टरमार्केट पुर्जों में देखे जाने वाले लाभ, जिन्हें अक्सर "दो-चरणीय चमकदार काली पाउडर-कोट फिनिश" जैसे शब्दों से वर्णित किया जाता है, में चिपिंग, खरोंच, रसायनों और जंग के प्रति उत्कृष्ट प्रतिरोध शामिल है। यह स्थायित्व सुनिश्चित करता है कि घटक लंबे समय तक अच्छे दिखेंगे और संरचनात्मक अखंडता को समय के साथ क्षतिग्रस्त करने वाले क्षरण से बेहतर सुरक्षा भी प्राप्त होगी। मजबूती और लागत प्रभावी निर्माण के संतुलन के कारण मूल उपकरण (OEM) नियंत्रण भुजाओं के लिए स्टैम्प्ड स्टील एक सामान्य सामग्री है। यद्यपि घटित स्टील जैसी सामग्री उत्कृष्ट थकान प्रतिरोध प्रदान करती है और एल्युमीनियम वजन में बचत प्रदान करता है, स्टैम्प्ड स्टील अधिकांश अनुप्रयोगों के लिए एक मजबूत और विश्वसनीय विकल्प है, जो इसे पाउडर कोट फिनिश की बढ़ी हुई सुरक्षा के लिए एक आदर्श उम्मीदवार बनाता है। ऑटोमोटिव निर्माताओं के लिए, इस संतुलन को प्राप्त करने के लिए सटीक इंजीनियरिंग की आवश्यकता होती है, जो फर्म जैसे शाओयी (निंगबो) मेटल तकनीकी कंपनी, लिमिटेड. की विशेषज्ञता है, जो प्रोटोटाइपिंग से लेकर बड़े पैमाने पर उत्पादन तक उन्नत ऑटो स्टैम्पिंग पुर्जे प्रदान करती है।
लाभों को बेहतर ढंग से समझने के लिए, निलंबन घटकों के लिए पाउडर कोटिंग और पारंपरिक पेंटिंग के बीच इस तुलना पर विचार करें:
| विशेषता | पाउडर कोटिंग | पारंपरिक पेंट (स्प्रे/ब्रश) |
|---|---|---|
| टिकाऊपन | चिप्स, खरोंच और घर्षण के लिए उत्कृष्ट प्रतिरोध। | सड़क के मलबे से चिपिंग और खरोंच के लिए संवेदनशील। |
| संक्षारण प्रतिरोध | एक मोटी, अपरावही बाधा बनाता है जो जंग के खिलाफ अत्यधिक प्रभावी है। | अच्छा है, लेकिन यदि पेंट की परत टूट जाए तो विफल हो सकता है। |
| रसायनिक प्रतिरोध | ब्रेक तरल, गैसोलीन और अन्य ऑटोमोटिव रसायनों के प्रति अत्यधिक प्रतिरोधी। | कठोर रसायनों से क्षतिग्रस्त या निकाला जा सकता है। |
| समापन गुणवत्ता | एक समान, मोटी और सुसंगत परिष्करण जिसमें ड्रिप या धाराओं की समस्या नहीं होती। | गुणवत्ता अत्यधिक कौशल पर निर्भर करती है; ड्रिप और असमान परतों के लिए संवेदनशील। |
| पर्यावरणीय प्रभाव | कोई विलायक नहीं होता है और नगण्य वाष्पशील कार्बनिक यौगिकों (VOCs) को मुक्त करता है। | वायुमंडल में VOCs को मुक्त करता है। |
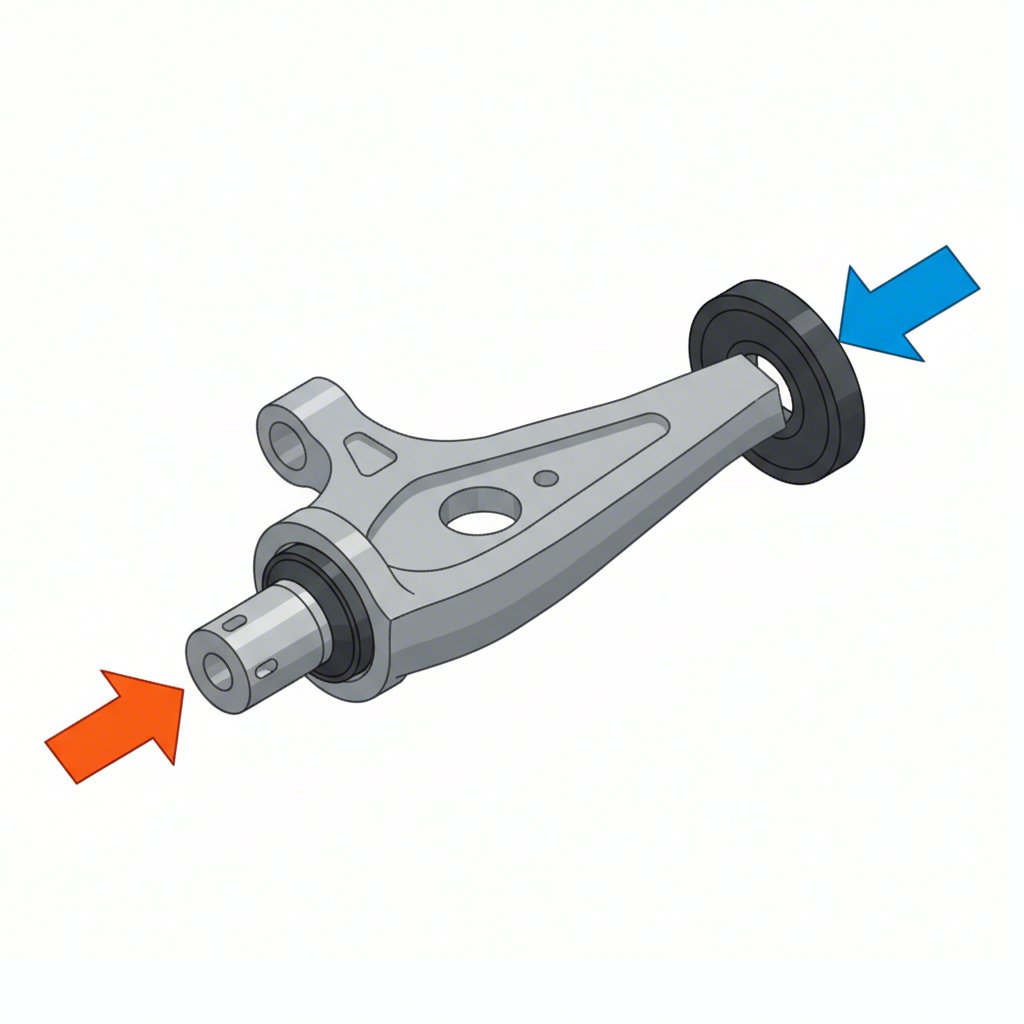
महत्वपूर्ण चुनौती: बॉल जॉइंट और बुशिंग्स को संभालना
पाउडर कोटिंग कंट्रोल आर्म्स का सबसे महत्वपूर्ण और चुनौतीपूर्ण पहलू एकीकृत घटकों से निपटना है। जैसा कि फोरम उपयोगकर्ता अक्सर पूछते हैं, जब बॉल जॉइंट दबाया या यहां तक कि वेल्ड किया गया हो तो आप क्या करते हैं? उत्तर स्पष्ट है: सभी बॉल जॉइंट, बुशिंग्स और गैर-धातु घटकों को क्यूरिंग ओवन में जाने से पहले पूरी तरह से हटा दिया जाना चाहिए। उच्च तापमान रबर और पॉलियूरेथेन बुशिंग्स को पिघला देगा और किसी भी बॉल जॉइंट के अंदर सील और ग्रीस को नष्ट कर देगा।
हटाने की विधि पूरी तरह से इस बात पर निर्भर करती है कि घटकों को कैसे स्थापित किया गया है:
- हटाने योग्य बुशिंग्स: अधिकांश रबर या पॉलियूरेथेन बुशिंग्स को कंट्रोल आर्म में दबाकर लगाया जाता है। इन्हें हाइड्रोलिक प्रेस का उपयोग करके या कुछ मामलों में सावधानीपूर्वक जलाकर निकाला जा सकता है। लेपन के बाद, किट्स में उल्लिखित पॉलियूरेथेन बुशिंग्स और क्रश स्लीव्स जैसे नए घटकों को वापस दबाकर लगाना चाहिए, कॉग्निटो मोटरस्पोर्ट्स , को वापस दबाकर लगाना चाहिए।
- दबाकर लगाए गए बॉल जॉइंट: रेडिट पर उपयोगकर्ताओं द्वारा बताए गए अनुसार, कई ऊपरी नियंत्रण भुजाओं में एक बॉल जॉइंट होता है जो स्वयं भुजा में दबाकर लगाया जाता है। इसे निकालने के लिए एक भारी ढाल हाइड्रोलिक दुकान प्रेस की आवश्यकता होती है। इसे हथौड़े से निकालने का प्रयास करने से नियंत्रण भुजा को नुकसान पहुंच सकता है। लेपन के बाद, एक नया बॉल जॉइंट वापस दबाकर लगाया जाना चाहिए, जिससे यह 'ऊपरी नियंत्रण भुजा बॉल जॉइंट प्रतिस्थापन' के लिए एक अच्छा समय बन जाता है।
- वेल्डेड बॉल जॉइंट: यह सबसे कठिन परिदृश्य है, जो अक्सर पुराने वाहनों में पाया जाता है। फेसबुक पर चर्चा के अनुसार, यदि एक बॉल जॉइंट वेल्डेड है, तो इसे सीधे प्रेस आउट नहीं किया जा सकता। इस प्रक्रिया में पुराने जॉइंट को काटकर निकालना, क्षेत्र को चिकना करने के लिए ग्राइंडिंग करना और फिर एक नए बॉल जॉइंट को स्थापित करने के लिए निर्माण एवं वेल्डिंग करना शामिल है। यह एक उन्नत प्रक्रिया है जिसमें उल्लेखनीय निर्माण और वेल्डिंग कौशल की आवश्यकता होती है।
इन प्रकारों के बीच आवश्यक कठिनाई और उपकरणों में काफी भिन्नता होती है:
| अंग प्रकार | कठिनाई स्तर | आवश्यक प्राथमिक उपकरण |
|---|---|---|
| हटाने योग्य बुशिंग | माध्यम | हाइड्रोलिक प्रेस, बेयरिंग/बुशिंग ड्राइवर किट |
| प्रेस किए गए बॉल जॉइंट | कठोर | भारी ड्यूटी हाइड्रोलिक प्रेस, उपयुक्त प्रेस स्लीव्स |
| वेल्डेड बॉल जॉइंट | विशेषज्ञ | एंगल ग्राइंडर, वेल्डर, धातु निर्माण उपकरण |
पाउडर कोटिंग नियंत्रण भुजाओं (डिसैसेंबली के बाद) के लिए चरण-दर-चरण मार्गदर्शिका
एक बार जब आपकी नियंत्रण भुजाएं पूरी तरह से धातु की हो जाती हैं, सभी जोड़ों और बुशिंग्स से मुक्त, तो पाउडर कोटिंग प्रक्रिया शुरू की जा सकती है। एक पेशेवर गुणवत्ता वाली, लंबे समय तक चलने वाली फिनिश प्राप्त करने के लिए इन चरणों का सावधानीपूर्वक पालन करना महत्वपूर्ण है।
- व्यापक तैयारी: यह चिपकाव के लिए सबसे महत्वपूर्ण चरण है। नियंत्रण भुजाओं को पूरी तरह से खुली धातु तक ले जाना चाहिए। इसे आमतौर पर मीडिया ब्लास्टिंग (जैसे सैंडब्लास्टिंग या बीड ब्लास्टिंग) के माध्यम से किया जाता है जिससे सभी जंग, छीलन और पुराने कोटिंग्स को हटा दिया जाता है। कोई भी शेष अशुद्धियां पाउडर को ठीक से चिपकने से रोक देंगी। ब्लास्टिंग के बाद, तेल या उंगलियों के निशान को हटाने के लिए भाग को किसी विलायक के साथ डिग्रीज करना चाहिए।
- महत्वपूर्ण सतहों को मास्किंग करना: पाउडर लगाने से पहले, आपको उन क्षेत्रों को मास्क करना चाहिए जहां कोटिंग नहीं लगनी चाहिए। इसमें बुशिंग्स के दबाए जाने वाले आंतरिक सतह, बॉल जॉइंट स्टड के लिए ढलान वाला छेद और किसी भी थ्रेडेड छेद शामिल हैं। उच्च-तापमान मास्किंग टेप और सिलिकॉन प्लग विशेष रूप से इस उद्देश्य के लिए डिज़ाइन किए गए हैं।
- पाउडर अनुप्रयोग: नियंत्रण आर्म को भू-संपर्क सुनिश्चित करने के लिए एक धातु हुक से लटकाया जाता है। एक विशेष इलेक्ट्रोस्टैटिक स्प्रे बंदूक पाउडर कणों को ऋणात्मक विद्युत आवेश देती है। चूंकि नियंत्रण आर्म भू-संपर्कित है, आवेशित पाउडर इसकी ओर आकर्षित होता है और सतह पर चिपक जाता है, जिससे एक समान परत बनती है।
- ओवन में उपचार: लेपित भाग को सावधानीपूर्वक एक समर्पित उपचार ओवन में ले जाया जाता है। इसे एक निश्चित तापमान (आमतौर पर लगभग 400°F या 200°C) पर एक निश्चित समय तक गर्म किया जाता है। गर्मी पाउडर को पिघला देती है, जिससे यह एक साथ प्रवाहित होकर एक चिकनी, निरंतर फिल्म बना सके जो एक कठोर, टिकाऊ परिष्करण में उपचारित हो जाती है।
एक सफल परियोजना के लिए, आपको आवश्यक उपकरणों की एक जाँच सूची की आवश्यकता होगी:
- सुरक्षा उपकरण: श्वासयंत्र, सुरक्षा चश्मा, दस्ताने।
- तैयारी उपकरण: सैंडब्लास्टिंग कैबिनेट या सेवा तक पहुँच, डीग्रीज़िंग विलायक।
- मास्किंग सामग्री: उच्च-तापमान टेप, सिलिकॉन प्लग।
- लेपन उपकरण: इलेक्ट्रोस्टैटिक पाउडर कोटिंग बंदूक, आपकी पसंद का पाउडर (उदाहरण के लिए, सेमी-ग्लॉस काला), फिल्टर/ड्रायर के साथ संपीड़ित वायु स्रोत।
- क्योरिंग उपकरण: भागों के लिए पर्याप्त बड़ी एक समर्पित इलेक्ट्रिक ओवन (अपने रसोई के ओवन का उपयोग बिल्कुल न करें)।
DIY बनाम पेशेवर सेवा: लागत और प्रयास का विश्लेषण
प्रक्रिया को समझने के बाद, अंतिम निर्णय यह है कि काम स्वयं करें या किसी पेशेवर को काम पर रखें। यह निर्णय आपके बजट, समयसीमा, उपलब्ध उपकरणों और वांछित गुणवत्ता पर निर्भर करता है। DIY दृष्टिकोण एक नई कौशल सीखने की संतुष्टि प्रदान करता है, लेकिन प्रारंभिक निवेश और सीखने की लागत अधिक हो सकती है। एक पेशेवर सेवा परेशानी के बिना गारंटीशुदा, उच्च गुणवत्ता वाला परिणाम प्रदान करती है।
दोनों विकल्पों की तुलना करने में सहायता के लिए यहाँ एक विश्लेषण दिया गया है:
| गुणक | DIY दृष्टिकोण | पेशेवर सेवा |
|---|---|---|
| प्रारंभिक लागत | एक पाउडर कोटिंग बंदूक, समर्पित ओवन और सुरक्षा उपकरण में उच्च प्रारंभिक निवेश ($500 - $1000+) | उपकरण की कोई लागत नहीं। आप केवल सेवा के लिए भुगतान करते हैं। |
| प्रति-नौकरी लागत | कम, प्रारंभिक निवेश के बाद केवल पाउडर और खपत योग्य सामग्री की लागत | मध्यम, आमतौर पर एक जोड़ी नियंत्रण आर्म्स के लिए $150 - $300 (तैयारी सहित) |
| कौशल और प्रयास | महत्वपूर्ण अनुसंधान, अभ्यास और मेहनतपूर्ण तैयारी की आवश्यकता होती है। विघटन/पुनः असेंबली अभी भी आपकी जिम्मेदारी है। | न्यूनतम प्रयास। आप विघटित भागों को छोड़ देते हैं और तैयार उत्पाद को ले जाते हैं। |
| परिणाम की गुणवत्ता | परिवर्तनशील। अभ्यास के साथ उत्कृष्ट हो सकता है, लेकिन प्रारंभिक परिणाम असमान या टिकाऊ नहीं हो सकते। | लगातार उच्च गुणवत्ता वाली, पेशेवर स्तर की फिनिश जिसमें अधिकतम टिकाऊपन होता है। |
| समय की प्रतिबद्धता | सेटअप, तैयारी, कोटिंग, क्योरिंग और सफाई के लिए महत्वपूर्ण समय की आवश्यकता होती है। | त्वरित परिणाम, अक्सर कुछ ही दिनों के भीतर। |
यदि आप किसी पेशेवर का चयन करते हैं, तो उनकी गुणवत्ता की जांच अवश्य करें। सुनिश्चित करने के लिए उनसे उनकी प्रक्रिया के बारे में पूछें कि वे महत्वपूर्ण तैयारी चरणों को सही ढंग से करते हैं। महत्वपूर्ण प्रश्नों में शामिल हैं:
- आपकी मीडिया ब्लास्टिंग और रासायनिक स्ट्रिपिंग प्रक्रिया क्या है?
- आप बुशिंग स्लीव और बॉल जॉइंट टेपर जैसे महत्वपूर्ण क्षेत्रों को कैसे ढकते हैं?
- चेसिस घटकों के लिए आप किस ब्रांड और प्रकार के पाउडर का उपयोग करते हैं?
अक्सर पूछे जाने वाले प्रश्न
1. स्टैम्प्ड और फोर्ज्ड कंट्रोल आर्म्स में क्या अंतर है?
स्टैम्प किए गए नियंत्रण भुजा स्टील की चादरों को डाई में दबाकर बनाए जाते हैं, अक्सर दो आधे हिस्सों को वेल्ड किया जाता है। फोर्ज किए गए नियंत्रण भुजा धातु को गर्म करके और उसे डाई में संपीड़ित करके बनाए जाते हैं, जिससे धातु की आंतरिक दानेदार संरचना संरेखित हो जाती है, जिसके परिणामस्वरूप स्टैम्प किए या ढाला गए भागों की तुलना में उत्कृष्ट शक्ति और थकान प्रतिरोध होता है।
2. कंट्रोल आर्म के लिए सबसे अच्छी धातु क्या है?
"सबसे अच्छी" धातु उपयोग के अनुप्रयोग पर निर्भर करती है। भारी वाहनों या उच्च तनाव वाले प्रदर्शन अनुप्रयोगों के लिए, स्टील की प्राकृतिक शक्ति और टिकाऊपन अक्सर सबसे अच्छा विकल्प होता है। यह महत्वपूर्ण दुरुपयोग को संभाल सकता है और लागत-प्रभावी होता है। एल्युमीनियम हल्का होता है, जो बेहतर हैंडलिंग के लिए अनस्प्रंग वजन को कम करता है, लेकिन आमतौर पर अधिक महंगा होता है।
3. क्या स्टैम्प किए गए स्टील नियंत्रण भुजा चुंबकीय होते हैं?
हां, स्टैम्प्ड स्टील के कंट्रोल आर्म चुंबकीय होते हैं। स्टील और एल्युमीनियम निलंबन भागों में अंतर करने का एक सरल तरीका चुंबक का उपयोग करना है। यदि चुंबक मजबूती से चिपक जाता है, तो घटक स्टील (या तो स्टैम्प्ड या ढलवां लोहा) से बना है। यदि यह नहीं चिपकता है, तो यह एल्युमीनियम का है।