 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

धातु काटने वाली कंपनियाँ समझी गईं: उद्धरण अनुरोध से लेकर पूर्ण भागों तक

धातु काटने वाली कंपनियों और उनकी निर्माण भूमिका को समझना
जब आपको कस्टम धातु भागों की आवश्यकता होती है—चाहे वह कोई प्रोटोटाइप हो, उत्पादन चक्र हो, या कोई विशिष्ट परियोजना हो—तो आप कहाँ जाते हैं? उत्तर धातु काटने वाली कंपनियों में छिपा है, जो विशिष्ट निर्माता हैं जो कच्ची धातु की शीट्स और स्टॉक को सटीक रूप से आकारित घटकों में परिवर्तित करते हैं। ये सेवा प्रदाता आपके डिज़ाइन अवधारणाओं और स्पर्शनीय, कार्यात्मक भागों के बीच एक महत्वपूर्ण कड़ी बनाते हैं।
धातु काटने वाली कंपनियाँ वास्तव में क्या करती हैं
धातु काटने वाली कंपनियाँ विशिष्ट निर्माता हैं जो धातु के कार्य-टुकड़ों से सामग्री को हटाकर वांछित आकार और आकार बनाते हैं। अनुसार मार्क मेटल्स , धातु काटने में आर्द्र जेट कटिंग, लेज़र कटिंग, देखभाल, काटना, ड्रिलिंग, पीसना और कतरना सहित विभिन्न तकनीकों का एक व्यापक दायरा शामिल है। लेकिन ये कंपनियाँ आमतौर पर केवल कटिंग के अतिरिक्त बहुत कुछ प्रदान करती हैं।
एक धातु कटिंग कंपनी को अपने एक-स्टॉप विनिर्माण साझेदार के रूप में सोचें। वे जटिल डिज़ाइनों की प्रिसिज़न लेज़र कटिंग से लेकर संरचनात्मक घटकों के लिए बड़े पैमाने पर औद्योगिक निर्माण तक सब कुछ संभालते हैं। कई धातु कटिंग सेवा कंपनियां माध्यमिक संचालन भी प्रदान करती हैं—आपके भागों को कच्चे कटे हुए टुकड़ों से तैयार-उपयोग घटकों तक ले जाने वाली प्रक्रियाएं, जैसे आकृति देना, जोड़ना और परिष्करण।
सेवाओं के दायरे में बहुत भिन्नता होती है। कुछ कंपनियां जो धातु काटती हैं, फाइबर लेज़र या वॉटरजेट प्रणालियों जैसी विशिष्ट तकनीकों में विशेषज्ञता रखती हैं, जबकि अन्य पूर्ण सेवा निर्माता के रूप में कार्य करते हैं जो निम्नलिखित प्रदान करते हैं:
- लेज़र कटिंग, वॉटरजेट कटिंग और प्लाज्मा कटिंग
- सीएनसी बेंडिंग और फॉर्मिंग ऑपरेशन
- वेल्डिंग और असेंबली सेवाएं
- पाउडर कोटिंग, एनोडाइज़िंग और प्लेटिंग जैसी सतह परिष्करण सेवाएं
- गुणवत्ता निरीक्षण और प्रमाणन प्रलेखन
वह विनिर्माण आधारभूत ढांचा जिस पर आप भरोसा करते हैं
इस उद्योग को समझने के बारे में आपको क्यों परवाह होनी चाहिए? क्योंकि चाहे आप ऑटोमोटिव ब्रैकेट्स डिज़ाइन करने वाले इंजीनियर हों, उपभोक्ता इलेक्ट्रॉनिक्स एन्क्लोज़र के प्रोटोटाइप बनाने वाले उत्पाद विकासकर्ता हों, या संरचनात्मक घटकों की खरीदारी करने वाले ठेकेदार हों, आपको अपने कार्यकाल में किसी न किसी समय इन निर्माताओं के साथ काम करना पड़ेगा।
आधुनिक धातु कटिंग सेवा कंपनियाँ लगभग हर कल्पना की जा सकने वाली उद्योगों को सेवा प्रदान करती हैं। जैसा कि Xometry बताता है, वे नियमित रूप से एयरोस्पेस, रक्षा, ऑटोमोटिव, ऊर्जा, औद्योगिक, चिकित्सा, दंत और उपभोक्ता उत्पाद क्षेत्रों का समर्थन करते हैं। उनकी क्षमताएँ कम मात्रा में उच्च-मिश्रण वाले प्रोटोटाइप से लेकर हजारों या लाखों की संख्या में उच्च मात्रा वाले उत्पादन तक फैली हुई हैं।
इन कंपनियों द्वारा प्रदान की जाने वाली दक्षता विशेषज्ञ उपकरणों और विशेषज्ञता से आती है। धातु कटिंग उपकरण कंपनियाँ उन्नत मशीनरी में भारी निवेश करती हैं—फाइबर लेज़र जो माइक्रॉन-स्तर की सटीकता के साथ कटौती करते हैं, वॉटरजेट जो लगभग किसी भी सामग्री को काट सकते हैं, और स्वचालित प्रणालियाँ जो बड़े उत्पादन बैच में लगातार गुणवत्ता बनाए रखती हैं। इस विशेषज्ञता का अर्थ है आंतरिक स्तर पर निर्माण की तुलना में न्यूनतम नेतृत्व का समय और सुधरी हुई गुणवत्ता नियंत्रण।
आगे के खंडों में, आप यह जानेंगे कि विभिन्न कटिंग प्रौद्योगिकियाँ कैसे काम करती हैं, कौन-सी विधियाँ विशिष्ट सामग्री और अनुप्रयोगों के लिए उपयुक्त हैं, और प्रारंभिक उद्धरण अनुरोध से लेकर तैयार भागों की डिलीवरी तक की प्रक्रिया कैसे संभाली जाए। आप धातु कटिंग उपकरण कंपनियों का मूल्यांकन करने और अपने प्रोजेक्ट्स को सफलता के लिए तैयार करने के लिए व्यावहारिक मापदंड भी सीखेंगे। धातु निर्माण बाजार में एक जानकार ग्राहक बनने के लिए इसे अपना व्यापक मार्गदर्शिका मानें।
धातु कटिंग प्रौद्योगिकियाँ और प्रत्येक विधि कैसे काम करती है
तो आप जानते हैं कि धातु काटने वाली कंपनियाँ क्या करती हैं—लेकिन वे स्टील, एल्यूमीनियम या टाइटेनियम को ऐसी सटीकता के साथ काटने के लिए ठीक-ठीक क्या तकनीक का उपयोग करती हैं? इसका उत्तर पूरी तरह से उस तकनीक पर निर्भर करता है जिसका वे उपयोग करती हैं। प्रत्येक काटने की विधि मूल रूप से अलग-अलग सिद्धांतों पर काम करती है, और इन अंतरों को समझना आपको अपनी परियोजना के लिए सही दृष्टिकोण चुनने में सहायता करता है।
चलिए उन पाँच प्रमुख काटने की तकनीकों को समझते हैं जिनका आपको धातु लेज़र कटिंग कंपनियों और अन्य निर्माण सेवा प्रदाताओं के साथ काम करते समय सामना करना पड़ेगा।
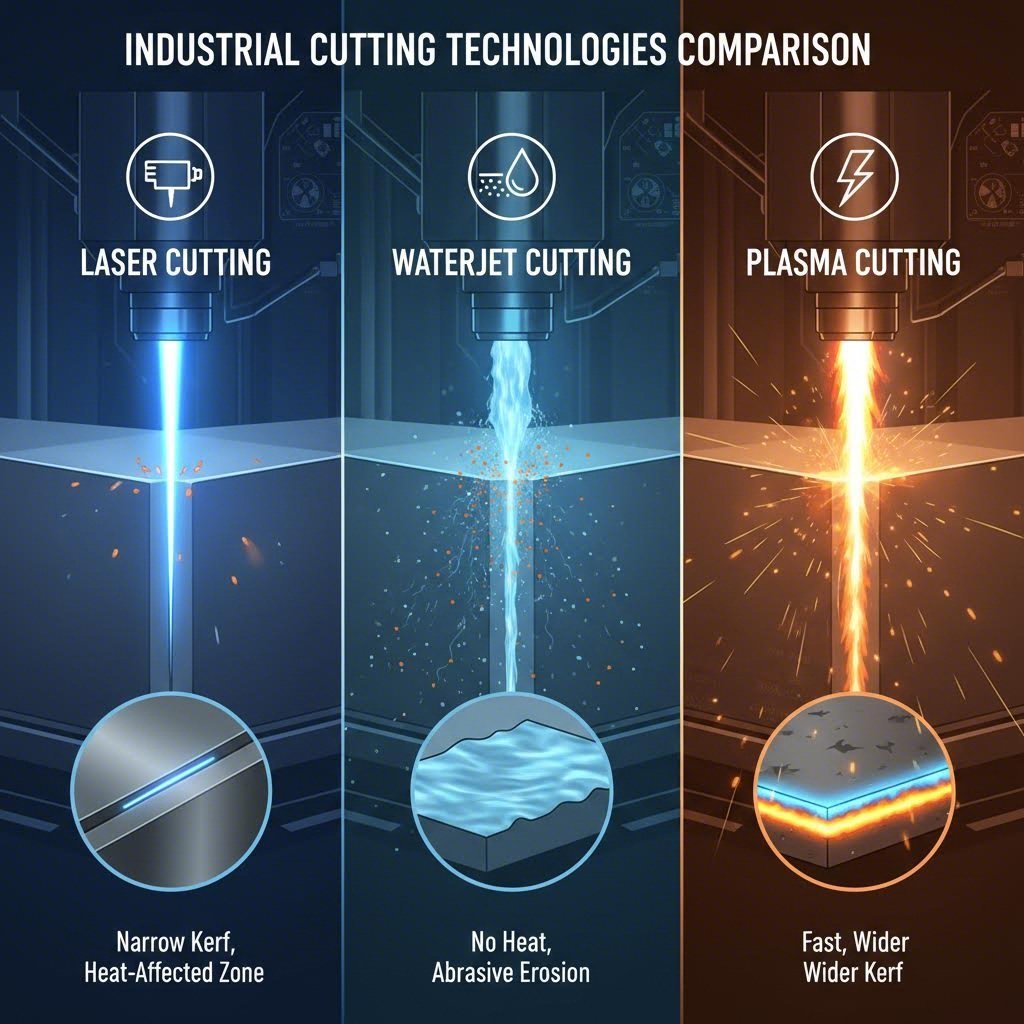
लेजर कटिंग की व्याख्या
कल्पना कीजिए कि आप सूर्य के प्रकाश को एक आवर्धक लेंस के माध्यम से केंद्रित कर रहे हैं—अब उस तीव्रता को हज़ारों गुना बढ़ा दीजिए। यही लेज़र कटिंग के पीछे का मूल सिद्धांत है। एक अत्यधिक संकेंद्रित प्रकाश की किरण धातु को पिघलाने, जलाने या वाष्पीकृत करने के लिए पर्याप्त ऊर्जा प्रदान करती है, जो एक सटीक रूप से नियंत्रित पथ के अनुदिश होती है।
आज उद्योग में दो प्रकार के लेज़र प्रमुखता से उपयोग में लाए जाते हैं: फाइबर लेज़र और CO2 लेज़र। अनुसार HPC लेज़र , फाइबर लेजर कटिंग मशीनें बीम उत्पन्न करने के लिए यटर्बियम जैसे दुर्लभ-पृथ्वी तत्वों से डोप की गई ऑप्टिकल फाइबर का उपयोग करती हैं। इस प्रौद्योगिकी की उत्कृष्टता स्टील, स्टेनलेस स्टील, एल्यूमीनियम, पीतल, तांबा और टाइटेनियम सहित परावर्तक धातुओं को काटने में है।
फाइबर लेजर के लाभ सुस्पष्ट हैं:
- न्यूनतम कर्फ चौड़ाई के साथ अत्यधिक सटीकता
- उच्च कटिंग गति, विशेष रूप से पतली सामग्री पर
- CO2 प्रणालियों की तुलना में कम रखरखाव आवश्यकताएँ
- उच्च ऊर्जा दक्षता
- प्रतिबिंबित धातुओं पर उत्कृष्ट प्रदर्शन
अलग तरंग दैर्ध्य (10.6 माइक्रोमीटर) पर काम करने वाले CO2 लेजर एक्रिलिक और कुछ प्लास्टिक्स जैसी अधातुओं को काटने के लिए पसंदीदा विकल्प बने हुए हैं। हालाँकि, फाइबर लेजर धातु कटिंग मशीन कंपनियों ने अपनी गति और दक्षता के लाभ के कारण धातु प्रसंस्करण अनुप्रयोगों के लिए बाजार में अधिकांश हिस्सेदारी हासिल कर ली है।
आपको लेजर कटिंग का निर्दिष्टीकरण कब करना चाहिए? अनुसार वूर्थ मशीनरी जब आपको पतली चादरों पर सटीक छेद या साफ किनारे जैसे बारीक विवरणों की आवश्यकता हो, तो लेजर प्रौद्योगिकी प्रमुखता ग्रहण करती है। यह इलेक्ट्रॉनिक्स, मेडिकल उपकरणों और सटीक पुर्ज़े निर्माण के लिए आदर्श है, जहां थोड़ी सी भी विचलन कार्यक्षमता को खराब कर सकता है। पतली गेज सामग्री पर पत्तल धातु लेजर कटिंग मशीन कंपनियाँ अक्सर ±0.005 इंच के भीतर सहनशीलता प्राप्त करती हैं।
वॉटरजेट बनाम प्लाज्मा प्रौद्योगिकी
यदि ऊष्मा आपकी शत्रु है तो क्या होगा? कुछ सामग्री उच्च तापमान के संपर्क में आने पर विकृत हो जाती हैं, कठोर हो जाती हैं या अपने गुण खो देती हैं। ऐसी स्थिति में वॉटरजेट कटिंग उत्कृष्ट प्रदर्शन करती है।
एक धातु वॉटरजेट कटिंग कंपनी पूरी तरह अलग दृष्टिकोण अपनाती है: उच्च-दबाव वाले पानी (आमतौर पर 60,000 PSI या उससे अधिक) को गार्नेट जैसे अपघर्षक कणों के साथ मिलाया जाता है। यह धारा धातु को काटती है बिना किसी ऊष्मा के उत्पन्न किए, जिससे ऊष्मा-प्रभावित क्षेत्रों को पूरी तरह समाप्त कर दिया जाता है। ज़िंटिलॉन ने बताया कि ऊष्मा-संवेदनशील सामग्री जैसे एल्युमीनियम और टाइटेनियम के लिए वॉटरजेट कटिंग विशेष रूप से उपयुक्त है, जहां तापीय विरूपण समस्याग्रस्त होगा।
वॉटरजेट के प्रमुख लाभों में शामिल हैं:
- कोई ऊष्मा-प्रभावित क्षेत्र या सामग्री विकृति नहीं
- लगभग किसी भी सामग्री—धातुओं, पत्थर, कांच, कंपोजिट्स को काटने की क्षमता
- मोटी सामग्री और स्टैक्ड कटिंग के लिए उत्कृष्ट
- कटे हुए किनारों का कोई कठोरीकरण नहीं
- न्यूनतम अपशिष्ट के साथ पर्यावरण के अनुकूल
प्लाज्मा कटिंग इसके विपरीत छोर पर काम करती है। यह चालक धातुओं को पिघलाने के लिए अत्यधिक गर्म प्लाज्मा बनाने के लिए संपीड़ित गैस के साथ एक विद्युत आर्क का उपयोग करती है। प्लाज्मा कटिंग पतली शीट धातु कंपनियाँ और भारी फैब्रिकेटर्स दोनों इस तकनीक पर मोटी सामग्री पर अद्वितीय गति के लिए निर्भर करते हैं।
वुर्थ मशीनरी के परीक्षण के अनुसार, 1-इंच स्टील की प्लाज्मा कटिंग वॉटरजेट की तुलना में लगभग 3-4 गुना तेज़ होती है, जबकि प्रति फुट संचालन लागत लगभग आधी होती है। यदि आप संरचनात्मक इस्पात, भारी उपकरण घटकों या जहाज निर्माण अनुप्रयोगों के साथ काम कर रहे हैं, तो प्लाज्मा अतुलनीय लागत-प्रभावशीलता प्रदान करता है।
हालांकि, प्लाज्मा कटिंग रंगे हुए धातु वाली कंपनियों को सीमाओं का सामना करना पड़ता है—यह प्रक्रिया केवल विद्युत चालक सामग्री पर काम करती है और लेजर कटिंग की तुलना में एक चौड़ा कर्फ उत्पन्न करती है। मोटी चालक धातुओं के लिए जहां परिशुद्धता प्रमुख नहीं है, प्लाज्मा अभी भी उद्योग का कार्यशील साधन बना हुआ है।
जब यांत्रिक कटिंग उचित हो
प्रत्येक कटिंग कार्य के लिए उच्च-तकनीक समाधान की आवश्यकता नहीं होती है। सीएनसी धातु कटिंग कंपनियां विशिष्ट अनुप्रयोगों के लिए अक्सर रूटिंग, आरी से काटना, अपरदन और पंचिंग जैसी यांत्रिक विधियों का उपयोग करती हैं।
सीएनसी रूटिंग घूर्णन कटिंग उपकरणों का उपयोग करके सामग्री को हटाती है, जो मिलिंग संचालन के समान होता है। यह विधि नरम धातुओं और ऐसे अनुप्रयोगों के लिए उपयुक्त है जिनमें विशिष्ट किनारे के प्रोफाइल या जटिल 3D आकृतियों की आवश्यकता होती है। लेजर धातु कटिंग मशीन कंपनियां कभी-कभी ऐसे अनुप्रयोगों के लिए रूटिंग के साथ अपनी लेजर क्षमताओं को पूरक बनाती हैं जहां लेजर आदर्श नहीं होते हैं।
यांत्रिक कतरन और पंचिंग सरल आकृतियों के उच्च-मात्रा उत्पादन के लिए लागत-प्रभावी बनी हुई हैं। ये प्रक्रियाएँ तेज़ हैं, न्यूनतम सेटअप की आवश्यकता होती है, और पतली शीट धातु पर सुसंगत परिणाम उत्पन्न करती हैं। टर्रेट पंच प्रेस प्रति मिनट दर्जनों छिद्र उत्पन्न कर सकते हैं—ऐसी गतियाँ जिन्हें कुछ प्रक्रियाओं के लिए लेज़र भी मुश्किल से मैच कर पाते हैं।
वायर ईडीएम (इलेक्ट्रिकल डिस्चार्ज मशीनिंग) एक अद्वितीय निश्चित क्षेत्र को भरता है। यह प्रक्रिया एक पतले तार से विद्युत डिस्चार्ज का उपयोग करके अत्यधिक सटीकता के साथ सामग्री को क्षरित करती है। ज़िन्टिलॉन स्पष्ट करता है कि वायर ईडीएम कठोर धातुओं और कड़ी सहिष्णुता वाली जटिल ज्यामितियों के साथ उत्कृष्ट प्रदर्शन करता है, जिससे यह टूल-एंड-डाई कार्य, एयरोस्पेस घटकों और जटिल यांत्रिक भागों के लिए अमूल्य हो जाता है।
| प्रौद्योगिकी | सबसे अच्छे सामग्री | मोटाई की सीमा | शुद्धता स्तर | गति विशेषताएँ |
|---|---|---|---|---|
| फाइबर लेजर | इस्पात, स्टेनलेस स्टील, एल्यूमीनियम, पीतल, तांबा, टाइटेनियम | 1 इंच तक (शक्ति के आधार पर भिन्न होता है) | ±0.005" आम | पतले सामग्री पर बहुत तेज; मोटे सामग्री पर धीमा |
| Co2 लेजर | धातुएँ, एक्रिलिक्स, प्लास्टिक, लकड़ी | धातुओं पर 1 इंच तक | ±0.005" आम | तेज़; धातुओं पर फाइबर की तुलना में थोड़ा धीमा |
| वॉटरजेट | कोई भी सामग्री (धातु, पत्थर, कांच, संयुक्त सामग्री) | सामग्री के आधार पर 12 इंच+ तक | ±0.003" से ±0.010" | प्लाज्मा/लेज़र से धीमा; कोई ऊष्मा सीमा नहीं |
| प्लाज्मा | केवल चालक धातुएँ (स्टील, एल्युमीनियम, ताँबा) | 26 गेज से 6 इंच+ मोटाई तक | ±0.020" सामान्य | मोटी चालक धातुओं पर सबसे तेज़ |
| CNC routing | नरम धातुएँ, प्लास्टिक, कंपोजिट्स | सामग्री के अनुसार भिन्न | ±0.005" से ±0.010" | मध्यम; 3D आकृतियों के लिए उपयुक्त |
| वायर ईडीएम | किसी भी चालक धातु, विशेष रूप से कठोर इस्पात के लिए | 16" तक सामान्य | ±0.0001" संभव | धीमी; गति के बजाय सटीकता को प्राथमिकता |
इन तकनीकों को समझने से आपको अपने निर्माण भागीदारों के साथ प्रभावी ढंग से संवाद करने और अपनी विशिष्ट आवश्यकताओं के लिए सही कटिंग विधि का चयन करने में सहायता मिलती है। लेकिन तकनीक केवल समीकरण का एक हिस्सा है—जिन सामग्रियों को आप काट रहे हैं, वे उपयुक्त दृष्टिकोण निर्धारित करने में उतनी ही महत्वपूर्ण भूमिका निभाती हैं।
कटिंग विधियों के आधार पर सामग्री और मोटाई की क्षमता
अब जब आप समझ गए हैं प्रत्येक कटिंग प्रौद्योगिकी का कार्य कैसे होता है , यहाँ एक महत्वपूर्ण प्रश्न है: क्या विधि आपके द्वारा काटे जाने वाले विशिष्ट धातु के लिए सबसे अच्छी कार्य करती है? उत्तर सदैव स्पष्ट नहीं होता, क्योंकि धातु के गुण कटिंग प्रदर्शन को बहुत प्रभावित करते हैं। प्रतिबिंबन, ऊष्मा चालकता, कठोरता और मोटाई—ये सभी इष्टतम विधि के निर्धारण में निर्णायक भूमिका निभाते हैं।
शीट मेटल कटिंग कंपनियाँ प्रतिदिन दर्जनों विभिन्न मिश्र धातुओं का सामना करती हैं। यह समझना कि ये सामग्रियाँ विभिन्न कटिंग प्रौद्योगिकियों के साथ कैसे प्रतिक्रिया करती हैं, आपको सही प्रक्रिया को निर्दिष्ट करने—और परियोजना विलंबन का कारण बनने वाली महंगी त्रुटियों से बचने में सहायता प्रदान करता है।
सामग्री-से-विधि मिलान गाइड
प्रत्येक धातु कटिंग के लिए अपनी विशिष्ट विशेषताएँ लाती है। आइए सबसे सामान्य सामग्रियों और उनके आदर्श कटिंग दृष्टिकोणों पर विचार करें।
स्टेनलेस स्टील
स्टेनलेस स्टील का संक्षारण प्रतिरोध और ताकत का संयोजन इसे विभिन्न उद्योगों में पसंदीदा बनाता है। शीट मेटल लेज़र कटिंग कंपनियाँ आमतौर पर 1 इंच तक की मोटाई के स्टेनलेस स्टील के लिए उत्कृष्ट किनारा गुणवत्ता और गति के कारण फाइबर लेज़र कटिंग की सिफारिश करती हैं। मोटे अनुभागों के लिए, प्लाज्मा कटिंग लागत-प्रभावी प्रसंस्करण प्रदान करती है, जबकि जल जेट कटिंग ताप संवेदनशीलता की स्थिति में सामग्री के गुणों को बनाए रखती है।
- आदर्श विधियाँ: फाइबर लेज़र (पतले से मध्यम मोटाई के लिए), प्लाज्मा (मोटे अनुभागों के लिए), जल जेट (ताप-संवेदनशील अनुप्रयोगों के लिए)
- मुख्य विचार: उच्च क्रोमियम सामग्री लेज़र कटिंग की गति को प्रभावित कर सकती है
एल्यूमिनियम
एल्यूमीनियम की उच्च प्रतिबिंबिता पहले लेज़र कटिंग के लिए चुनौतीपूर्ण थी, लेकिन आधुनिक फाइबर लेज़र इसे आसानी से संभाल लेते हैं। अनुसार StarLab CNC , फाइबर लेज़र एल्यूमीनियम शीट पर उत्कृष्ट प्रदर्शन करते हैं, जबकि प्लाज्मा कटिंग मोटी एल्यूमीनियम प्लेट्स पर अच्छी तरह काम करती है। जब आपको शून्य ताप प्रभावित क्षेत्र की आवश्यकता होती है—विशेष रूप से एयरोस्पेस अनुप्रयोगों में, जहाँ सामग्री की अखंडता अटल है—तो जल जेट अभी भी श्रेष्ठ विकल्प बना हुआ है।
- इष्टतम विधियाँ: फाइबर लेज़र (शीट गेज से 0.5" तक), वॉटरजेट (ऊष्मा-संवेदनशील के लिए), प्लाज्मा (मोटी प्लेटों के लिए)
- मुख्य विचार: लेज़र कटिंग के लिए उच्च शक्ति सेटिंग्स की आवश्यकता होती है क्योंकि ऊष्मा चालकता अधिक होती है
कार्बन स्टील और माइल्ड स्टील
कार्बन स्टील धातु कटिंग और निर्माण कंपनियों के लिए मुख्य सामग्री है। यह लगभग हर तकनीक के साथ अच्छी तरह कटती है, जिससे विधि का चयन मुख्य रूप से मोटाई और आवश्यक परिशुद्धता पर निर्भर करता है। पतली शीट्स लेज़र कटिंग के प्रति सुंदर तरीके से प्रतिक्रिया देती हैं, जबकि भारी प्लेट (1" से अधिक) प्लाज्मा कटिंग के लिए उपयुक्त होती है।
- इष्टतम विधियाँ: लेज़र (1" तक), प्लाज्मा (0.5" से 6"+ तक), वॉटरजेट (किसी भी मोटाई के लिए)
- मुख्य विचार: मोटे कार्बन स्टील पर प्लाज्मा कटिंग सबसे अच्छा गति-से-लागत अनुपात प्रदान करती है
तांबा और पीतल
इन अत्यधिक परावर्तक धातुओं को पारंपरिक रूप से लेजर प्रणालियों के लिए कठिन माना जाता था। आज के उच्च-शक्ति वाले फाइबर लेजर ने इस चुनौती को अधिकांश हद तक हल कर दिया है, हालाँकि धातु पत्र कटिंग मशीन कंपनियाँ उपकरणों को नुकसान पहुँचाने वाले प्रतिबिंबों से बचने के लिए पतले तांबे के साथ सावधानी बरतती हैं। पानी की धारा कटिंग एक विश्वसनीय विकल्प बनी हुई है जो परावर्तकता की समस्याओं से पूरी तरह बच जाती है।
- इष्टतम विधियाँ: फाइबर लेजर (उचित शक्ति के साथ), वॉटरजेट (सभी मोटाई के लिए सुरक्षित), प्लाज्मा (सीमित अनुप्रयोग)
- मुख्य विचार: तांबे की ऊष्मा चालकता ऊष्मा को तेजी से फैला देती है, जिसके लिए समायोजित मापदंडों की आवश्यकता होती है
विशेष मिश्र धातुएँ (टाइटेनियम, इनकॉनेल, टूल स्टील)
जब आप विदेशी मिश्र धातुओं के साथ काम कर रहे होते हैं, तो जोखिम और लागत तेजी से बढ़ जाती है। शीट धातु लेजर कटिंग सेवा कंपनियां अक्सर टाइटेनियम और निकल-आधारित सुपरमिश्र धातुओं के लिए वॉटरजेट की सिफारिश करती हैं क्योंकि ठंडी-कटिंग प्रक्रिया धातुकर्मीय गुणों को संरक्षित रखती है। वायर ईडीएम कठोर उपकरण इस्पात को अतुल्य सटीकता के साथ संभालता है, जो इसे टूलिंग अनुप्रयोगों के लिए अनिवार्य बनाता है।
- इष्टतम विधियाँ: वॉटरजेट (गुणों को संरक्षित रखता है), वायर ईडीएम (कठोर सामग्री), फाइबर लेजर (विशेषज्ञता के साथ)
- मुख्य विचार: कई विशेष मिश्र धातुओं को सामग्री की अखंडता सत्यापित करने के लिए कटिंग के बाद परीक्षण की आवश्यकता होती है
धातु के प्रकार के अनुसार मोटाई क्षमता
मोटाई अक्सर कटिंग विधि चुनने में निर्णायक कारक होती है। यहां वह क्या है जिसकी आप शीट धातु कटिंग कंपनी की क्षमताओं से अपेक्षा कर सकते हैं:
पतली गेज सामग्री (0.125" से कम)
लेजर कटिंग इस श्रेणी में प्रमुखता बनाए हुए है। संकेंद्रित किरण से न्यूनतम कर्फ चौड़ाई, कड़े सहिष्णुता मानक और उत्कृष्ट किनारा गुणवत्ता प्राप्त होती है। गति के लाभ अत्यधिक हैं—एक फाइबर लेजर 20-गेज स्टील को प्रति मिनट 800+ इंच की दर से काट सकता है। वॉटरजेट और प्लाज्मा पतली सामग्रियों को संभाल सकते हैं, लेकिन जब तक ऊष्मा से बचना आवश्यक न हो, वे आर्थिक रूप से व्यवहार्य नहीं होते।
मध्यम मोटाई (0.125" से 0.75")
यह एक प्रतिस्पर्धी क्षेत्र है, जहाँ विधि का चयन प्राथमिकताओं पर निर्भर करता है। यदि आपको सटीकता और साफ किनारों की आवश्यकता है, तो लेजर कटिंग उत्तम विकल्प है। यदि आप चालक धातुओं पर गति और लागत को प्राथमिकता देते हैं, तो प्लाज्मा कटिंग श्रेष्ठ है। यदि आपको ऊष्मा के कारण विकृति शून्य की आवश्यकता है, तो वॉटरजेट आपका उत्तर है। गौहर मेटल प्रोडक्ट्स के अनुसार, सही दृष्टिकोण धातु के प्रकार, मोटाई और आपकी परियोजना द्वारा आवश्यक सटीकता जैसे कारकों पर निर्भर करता है।
मोटी प्लेट (0.75" और उससे अधिक)
जैसे-जैसे सामग्री की मोटाई बढ़ती है, प्लाज्मा और वॉटरजेट कटिंग प्रक्रियाएँ केंद्र में आ जाती हैं। प्लाज्मा कटिंग 1" स्टील को प्रति मिनट 100 इंच से अधिक की गति से काट सकती है—जो वॉटरजेट की तुलना में लगभग 3-4 गुना तेज़ है—और इस प्रकार यह संरचनात्मक निर्माण, भारी उपकरण और जहाज निर्माण के लिए उत्पादन का प्रमुख साधन बन जाती है। वॉटरजेट कटिंग और भी मोटी सामग्रियों (कुछ प्रणालियों पर 12"+ तक) को संभाल सकती है और जब ऊष्मा-प्रभावित क्षेत्र (HAZ) अस्वीकार्य होते हैं, तो यह अत्यावश्यक बनी रहती है।
सामग्री के गुण भी मोटाई के समान ही विधि के चयन को निर्धारित करते हैं। एक 0.5" एल्यूमीनियम प्लेट को फाइबर लेज़र के साथ सुंदर ढंग से काटा जा सकता है, जबकि तांबे की उसी मोटाई की प्लेट को प्रतिबिंबन की जटिलताओं से बचने के लिए वॉटरजेट पर काटना अधिक उपयुक्त हो सकता है।
इन सामग्री-विधि संबंधों को समझने से आप अपने प्रोजेक्ट के बारे में निर्माण साझेदारों के साथ चर्चा करते समय एक मजबूत स्थिति में होते हैं। आप जानते होंगे कि किन प्रश्नों को पूछना है और यह मूल्यांकन कर सकते हैं कि कोई विशेषज्ञ कार्यशाला (शॉप) की सिफारिशें उद्योग के सर्वोत्तम अभ्यासों के अनुरूप हैं या नहीं। अगले चरण में, हम पूर्ण निर्माण कार्यप्रवाह के माध्यम से आपको ले जाएँगे—आपके प्रारंभिक कोटेशन अनुरोध से लेकर तैयार भागों के आपके डॉक पर पहुँचने तक।
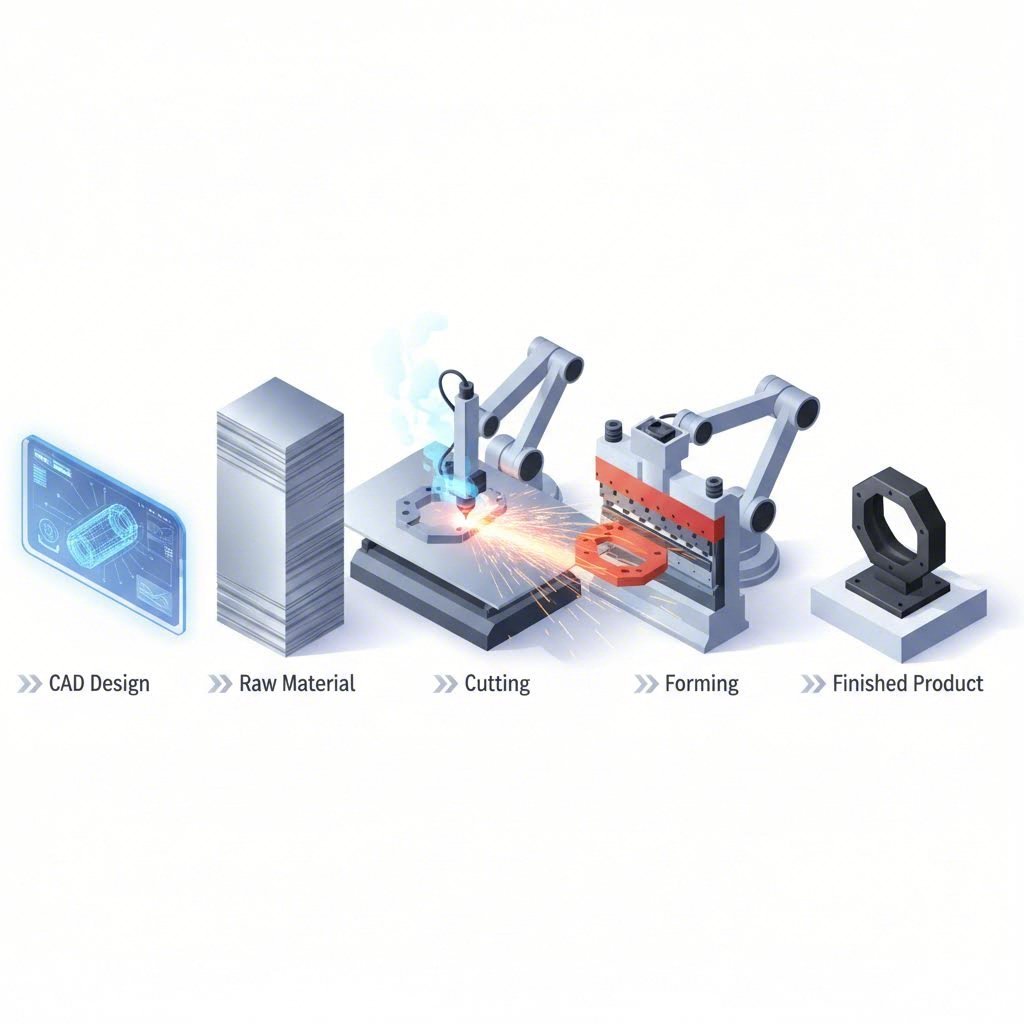
धातु काटने की पूर्ण प्रक्रिया: शुरुआत से अंत तक
आपने अपनी कटिंग तकनीक का चयन कर लिया है और सही सामग्री की पहचान कर ली है—अब जब आप कोई धातु काटने की सेवा कंपनी से जुड़ते हैं, तो वास्तव में क्या होता है? पूर्ण निर्माण कार्यप्रवाह को समझने से अनिश्चितता दूर होती है और आपकी सहायता करता है कि आप ऐसे प्रोजेक्ट्स की तैयारी करें जो अवधारणा से लेकर पूर्णता तक सुचारू रूप से आगे बढ़ें।
चाहे आप पहली बार कस्टम धातु कटिंग कंपनियों के साथ काम कर रहे हों या मौजूदा संबंध को सुव्यवस्थित करने का प्रयास कर रहे हों, प्रक्रिया के प्रत्येक चरण को जानना आपको नियंत्रण में रखता है। आइए अपने भागों की यात्रा को प्रारंभिक संपर्क से अंतिम डिलीवरी तक एक-एक करके समझें।
उद्धरण अनुरोध से लेकर तैयार पुर्जों तक
निर्माण प्रक्रिया एक तार्किक क्रम का अनुसरण करती है, हालाँकि समय-सीमा जटिलता, मात्रा और आपकी विशिष्ट आवश्यकताओं के आधार पर भिन्न हो सकती है। अनुसार एच एंड एस मैन्युफैक्चरिंग , शीट धातु के कस्टम निर्माण में उत्पादन के कई अलग-अलग चरण शामिल होते हैं। यहाँ आप क्या अपेक्षित कर सकते हैं:
-
फ़ाइल सबमिशन और प्रारंभिक संपर्क
आपका प्रोजेक्ट तब शुरू होता है जब आप अपने चुने हुए फैब्रिकेटर को डिज़ाइन फ़ाइलें सबमिट करते हैं। अधिकांश शीट मेटल कटिंग सेवा कंपनियाँ DXF, STEP और IGES जैसे मानक CAD फॉर्मेट्स स्वीकार करती हैं। कुछ त्वरित फैब्रिकेशन सेवाएँ—जैसे कि अप्रूव्ड शीट मेटल द्वारा प्रदान की गई सेवाएँ—इंटरैक्टिव कोटिंग सिस्टम प्रदान करती हैं, जहाँ आप फ़ाइलें अपलोड करते हैं और कुछ घंटों के भीतर मूल्य निर्धारण प्राप्त करते हैं। इस चरण पर टॉलरेंस, मात्रा या फ़िनिश आवश्यकताओं से संबंधित कोई भी विशेष नोट्स शामिल करें। -
डिज़ाइन समीक्षा और इंजीनियरिंग
इस चरण के दौरान, फैब्रिकेटर्स आपके डिज़ाइन का उत्पादन योग्यता के लिए विश्लेषण करते हैं। एच एंड एस मैन्युफैक्चरिंग के अनुसार, इसमें प्रोटोटाइप बनाना और सही सामग्री और प्रक्रियाओं का निर्धारण करने के लिए व्यवहार्यता अध्ययन चलाना शामिल हो सकता है। अनुभवी कस्टम मेटल कटिंग कंपनी के टीम संभावित समस्याओं को चिह्नित करेंगी—ऐसे फीचर्स जो साफ़ तरीके से कट नहीं हो सकते, बेंड रेडियस जो दरारें पैदा कर सकते हैं, या टॉलरेंस जिनके लिए वैकल्पिक दृष्टिकोण की आवश्यकता होती है। यह सहयोगात्मक समीक्षा बाद में समय और धन की बचत करती है। -
कोटिंग और स्वीकृति
आपको सामग्री लागत, कटिंग ऑपरेशन, माध्यमिक प्रक्रियाओं और डिलीवरी को शामिल करने वाला एक विस्तृत कोटेशन प्राप्त होगा। कुछ लेज़र कटिंग शीट मेटल स्टैम्पिंग कंपनियाँ सरल परियोजनाओं के लिए उसी दिन कोटेशन प्रदान करती हैं, जबकि जटिल असेंबलियों के लिए इंजीनियरिंग समीक्षा के लिए कई दिनों की आवश्यकता हो सकती है। एक बार जब आप कोटेशन को स्वीकार कर लेते हैं और मात्राओं की पुष्टि कर लेते हैं, तो आपका ऑर्डर उत्पादन कतार में प्रवेश कर जाता है। -
सामग्री की खरीद और तैयारी
आपका फैब्रिकेटर निर्दिष्ट सामग्री की आपूर्ति करता है—या मौजूदा इन्वेंट्री से उसे निकालता है। एच एंड एस मैन्युफैक्चरिंग के अनुसार, गुणवत्तापूर्ण फैब्रिकेटर प्रसंस्करण से पहले कच्ची सामग्री का दोषों के लिए निरीक्षण करते हैं। प्राथमिक कटिंग ऑपरेशन शुरू होने से पहले शीट मेटल को कैंची या लेज़र उपकरण का उपयोग करके उचित आकारों में काटा जाता है। -
प्राथमिक कटिंग ऑपरेशन
यह वह स्थान है जहाँ आपके भागों का आकार निर्धारित होता है। CAD फ़ाइलें मशीन निर्देशों में परिवर्तित हो जाती हैं, जो लेज़र, वॉटरजेट या प्लाज्मा टॉर्च को सटीक कटिंग पथ के अनुदिश निर्देशित करते हैं। आधुनिक उपकरण न्यूनतम मानव हस्तक्षेप के साथ संचालित होते हैं, हालाँकि कुशल ऑपरेटर गुणवत्ता की निगरानी निरंतर करते रहते हैं। आपकी शीट मेटल कटिंग सेवा कंपनी की क्षमता और आपके ऑर्डर की प्राथमिकता के आधार पर, यह चरण सरल कार्यों के लिए कुछ घंटे या जटिल उत्पादन चक्रों के लिए दिनों तक ले सकता है। -
द्वितीयक परिचालन
कटिंग अक्सर केवल शुरुआत होती है। कई भागों को पूर्ण होने से पहले अतिरिक्त प्रसंस्करण की आवश्यकता होती है—मोड़ना, वेल्डिंग, हार्डवेयर संलग्न करना या असेंबली। हम इन महत्वपूर्ण चरणों की विस्तृत व्याख्या नीचे करेंगे। -
परिष्करण और सतह उपचार
सतह उपचार दिखावट और प्रदर्शन दोनों को बढ़ाते हैं। विकल्प सरल डी-बरिंग से लेकर पाउडर कोटिंग, प्लेटिंग या एनोडाइज़िंग तक हो सकते हैं। आपका फैब्रिकेटर आपकी आवश्यकताओं के अनुसार निर्दिष्ट समाप्ति (फ़िनिश) लागू करता है। -
गुणवत्ता निरीक्षण
शिपिंग से पहले, भागों की आयामी सत्यापन और दृश्य निरीक्षण किया जाता है। ISO 9001 या इसी तरह के प्रमाणन वाले फैब्रिकेटर उच्च सटीकता वाले मापन उपकरणों का उपयोग करके दस्तावेजीकृत निरीक्षण प्रोटोकॉल का पालन करते हैं। -
पैकेजिंग और डिलीवरी
भागों को पारगमन के दौरान क्षति से बचाने के लिए पैक किया जाता है। Approved Sheet Metal जैसी कंपनियों की त्वरित सेवाएं अगले दिन तक समतल लेजर-कट भाग डिलीवर कर सकती हैं—सुबह 10:00 बजे तक ऑर्डर करें और अगले दिन सुबह 10:00 बजे तक भाग प्राप्त करें।
कटिंग के बाद क्या होता है
कटिंग क्रिया समतल प्रोफाइल उत्पन्न करती है, लेकिन अधिकांश कार्यात्मक भागों को अतिरिक्त प्रसंस्करण की आवश्यकता होती है। इन माध्यमिक सेवाओं को समझने से आप यह आंकलन कर सकते हैं कि क्या कोई फैब्रिकेटर वास्तव में पूर्ण भाग डिलीवर कर सकता है—या केवल ऐसे टुकड़े काट सकता है जिन्हें अन्यत्र आगे कार्य की आवश्यकता हो।
सीएनसी बेंडिंग और फॉर्मिंग
समतल कटे हुए भागों को अक्सर त्रि-आयामी आकार की आवश्यकता होती है। सीएनसी प्रेस ब्रेक्स सटीक कोण और स्थानों पर सटीक मोड़ बनाने के लिए उच्च-परिशुद्धता औजारों का उपयोग करते हैं। एच एंड एस मैन्युफैक्चरिंग के अनुसार, आकृति निर्माण प्रक्रिया में हाइड्रोलिक प्रेस और कंप्यूटर संख्यात्मक नियंत्रण (सीएनसी) प्रेस ब्रेक्स का उपयोग सटीक परिणाम प्राप्त करने के लिए किया जाता है। सामान्य संचालनों में वी-मोड़, यू-आकार के चैनल, बॉक्स आकृतियाँ और जटिल बहु-मोड़ ज्यामितियाँ शामिल हैं। उचित डिज़ाइन किए गए भागों पर ±0.005 इंच की सहिष्णुता प्राप्त की जा सकती है।
बर्र निकालना और किनारे का उपचार
कटिंग संचालन के परिणामस्वरूप उपयोग की गई विधि के आधार पर किनारों पर विभिन्न स्तर की खुरदराहट उत्पन्न होती है। लेज़र कटिंग आमतौर पर तुलनात्मक रूप से साफ किनारे उत्पन्न करती है, जबकि प्लाज्मा और यांत्रिक कटिंग में अधिक स्पष्ट बर्र (अतिरिक्त धातु के किनारे) छोड़े जा सकते हैं। बर्र निकालने की प्रक्रिया से तीव्र किनारों को हटाया जाता है, जो हैंडलिंग के दौरान चोट का कारण बन सकते हैं या असेंबली में बाधा डाल सकते हैं। इसकी विधियाँ मैनुअल ग्राइंडिंग से लेकर स्वचालित टम्बलिंग और कंपन-आधारित समापन (वाइब्रेटरी फिनिशिंग) तक विस्तृत हैं।
वेल्डिंग और जोड़ना
जब आपके डिज़ाइन में कई भागों को एक साथ जोड़ने की आवश्यकता होती है, तो वेल्डिंग स्थायी बंधन बनाती है। एच एंड एस मैन्युफैक्चरिंग बताता है कि वेल्डर गर्मी और दबाव लाकर भागों को कैसे जोड़ते हैं, जिससे गर्म धातु की सतहें जुड़कर ठंडी होने पर मजबूत जोड़ बनाती हैं। एमआईजी, टीआईजी और स्पॉट वेल्डिंग प्रत्येक अलग-अलग अनुप्रयोगों और सामग्री संयोजनों के लिए उपयुक्त हैं। कुछ असेंबली के लिए रिवेटिंग एक वैकल्पिक यांत्रिक फास्टनिंग विधि प्रदान करती है।
सतह परिष्करण विकल्प
फिनिशिंग उपचार भागों की रक्षा करते हैं और उनकी सुंदरता में वृद्धि करते हैं। सामान्य विकल्प इस प्रकार हैं:
- पाउडर कोटिंग: एक शुष्क इलेक्ट्रोस्टैटिक आवेदन प्रक्रिया जो लगभग किसी भी रंग में टिकाऊ, आकर्षक फिनिश उत्पन्न करती है
- Painting: जल- या विलायक-आधारित कोटिंग जिन्हें जंग रोधी सुरक्षा और दिखावट के लिए एक या अधिक परतों में छिड़का जाता है
- प्लेटिंग: इलेक्ट्रोप्लेटिंग या इलेक्ट्रोलेस प्रक्रियाएं जो कठोरता, जंग रोधी या चालकता में सुधार के लिए पतली धातु परतों को लागू करती हैं
- एनोडाइज़िंग: एक इलेक्ट्रोकेमिकल प्रक्रिया जो एल्युमीनियम भागों पर सुरक्षात्मक ऑक्साइड परतें बनाती है
हार्डवेयर स्थापना और असेंबली
कई निर्माता पीईएम फास्टनर सम्मिलन, थ्रेडेड इंसर्ट्स और घटक असेंबली सहित टर्नकी सेवाएं प्रदान करते हैं। इससे आपकी आपूर्ति श्रृंखला एकीकृत हो जाती है—कटिंग, फिनिशिंग और असेंबली विक्रेताओं को अलग-अलग प्रबंधित करने के बजाय, एक ही कस्टम धातु कटिंग कंपनी पूरे पैकेज को संभालती है।
व्यापक माध्यमिक सेवाएं प्रदान करने वाले निर्माता के साथ काम करने से आपकी आपूर्ति श्रृंखला सुचारु होती है और आपकी टीम पर समन्वय का बोझ कम होता है।
इस पूर्ण कार्यप्रवाह को समझने से आप संतुलित समयसीमा की अपेक्षाएं निर्धारित कर सकते हैं और उत्पादन के माध्यम से कुशलतापूर्वक आगे बढ़ने वाले प्रोजेक्ट तैयार कर सकते हैं। लेकिन आप अपना पहला उद्धरण अनुरोध सबमिट करने से पहले, आप यह सुनिश्चित करना चाहेंगे कि आपकी डिज़ाइन फ़ाइलें और विनिर्देश ठीक से तैयार हों—जो हमें प्रोजेक्ट तैयारी की सर्वोत्तम प्रथाओं की ओर ले जाता है।
धातु कटिंग सेवाओं के लिए अपने प्रोजेक्ट की तैयारी
आपने सही कटिंग तकनीक खोज ली है, अपनी सामग्री की पहचान कर ली है, और निर्माण कार्यप्रवाह को समझ लिया है। लेकिन यहाँ कई परियोजनाएँ अटक जाती हैं: अपूर्ण या गलत प्रारूप में डिज़ाइन फ़ाइलें। कस्टम कट शीट मेटल कंपनियाँ सैकड़ों कोटेशन अनुरोध प्राप्त करती हैं—और जिनके पास पूर्ण व सटीक दस्तावेज़ीकरण होता है, वे कतार में सबसे आगे चले जाते हैं, जबकि अन्य को स्पष्टीकरण के लिए वापस भेज दिया जाता है।
अपनी परियोजना की उचित तैयारी के लिए समय लेने से दिनों (कभी-कभी हफ्तों) तक की आपसी संचार की वापसी की आवश्यकता समाप्त हो जाती है। चाहे आप सटीक घटकों के लिए कस्टम CNC धातु कटिंग कंपनी के साथ काम कर रहे हों या उत्पादन चलाने के लिए उच्च मात्रा वाली फैब्रिकेटर के साथ, ये तैयारी के चरण सार्वभौमिक रूप से लागू होते हैं।
अपने डिज़ाइन फ़ाइलों को तैयार करना
आपकी CAD फ़ाइलें पूरी विनिर्माण प्रक्रिया को चलाने वाला नीलामाप हैं। RapidDirect के अनुसार, CAD फ़ाइलों में किसी भाग की विशेषताओं, आयामों और ज्यामिति के बारे में आवश्यक विवरण शामिल होते हैं—ये CNC मशीनिंग प्रक्रिया के लिए संरचनात्मक ढांचा हैं।
अधिकांश कस्टम कट शीट मेटल कंपनियाँ कई मानक फ़ाइल प्रारूपों को स्वीकार करती हैं, हालाँकि वरीयताएँ भिन्न हो सकती हैं। आपको इन प्रारूपों को तैयार रखना चाहिए:
- STEP (.STP): 3D मॉडल के लिए सुवर्ण मानक। STEP फ़ाइलें उत्कृष्ट ज्यामिति संरक्षण प्रदान करती हैं और लगभग सभी CAD और CAM प्रणालियों में काम करती हैं। यदि आप केवल एक प्रारूप जमा कर रहे हैं, तो यही प्रारूप चुनें।
- DXF (.dxf): 2D कटिंग ऑपरेशन के लिए आदर्श। DXF फ़ाइलें समतल पैटर्न को स्पष्ट रूप से परिभाषित करती हैं और लेज़र, वॉटरजेट और प्लाज्मा कटिंग के लिए सार्वभौमिक रूप से स्वीकार की जाती हैं।
- IGES (.igs): एक पुराना लेकिन अभी भी व्यापक रूप से उपयोग किया जाने वाला प्रारूप, विशेष रूप से सतह मॉडल और पुरानी प्रणालियों के लिए। IGES वायरफ्रेम और 2D ड्रॉइंग्स को अच्छी तरह से संभालता है।
- मूल CAD प्रारूप (.SLDPRT, .PRT, X_T): सॉलिडवर्क्स, सिमेंस NX और पैरासॉलिड फ़ाइलें पूर्ण डिज़ाइन इतिहास और पैरामेट्रिक डेटा को बनाए रखती हैं—यह तब उपयोगी होता है जब आपकी कस्टम शीट मेटल कटिंग सेवा कंपनी संगत सॉफ़्टवेयर का उपयोग करती है।
रैपिडडायरेक्ट नोट करता है कि STP और X_T फ़ाइलें अपनी सटीक ठोस मॉडलिंग क्षमताओं के लिए जानी जाती हैं, जो टूलपाथ जनरेशन के दौरान आयामी शुद्धता बनाए रखने के लिए आवश्यक है। संदेह की स्थिति में, संगतता सुनिश्चित करने के लिए अपने डिज़ाइन को अपने मूल प्रारूप के साथ-साथ STEP फ़ाइल के रूप में निर्यात करें।
फ़ाइल तैयारी चेकलिस्ट
उद्धरण अनुरोध भेजने से पहले, इन महत्वपूर्ण विवरणों की पुष्टि करें:
- इकाइयों की पुष्टि करें: असंगत इकाइयाँ (इंच बनाम मिलीमीटर) के कारण भाग गलत स्केल पर आ जाते हैं। अपनी निर्यात सेटिंग्स की दोबारा जाँच करें।
- फ्लैट पैटर्न शामिल करें: मोड़े गए भागों के लिए, 3D मॉडल के अतिरिक्त फ्लैट पैटर्न लेआउट प्रदान करें।
- भागों को अलग-अलग फ़ाइलों में अलग करें: बहु-भाग असेंबलियों को स्पष्ट मूल्य निर्धारण के लिए अलग-अलग घटक फ़ाइलों में विभाजित किया जाना चाहिए।
- डुप्लिकेट ज्यामिति को हटा दें: ओवरलैपिंग रेखाएँ कटिंग मशीनों को भ्रमित करती हैं और डबल-कट का कारण बन सकती हैं।
- सभी आकृतियों को बंद करें: आपके ज्यामिति में खुले मार्ग या अंतराल उचित काटने को रोकते हैं सभी आकारों को पूरी तरह से संलग्न सुनिश्चित करें।
विनिर्देश विवरण जो मायने रखते हैं
अकेले फाइलें पूरी कहानी नहीं बतातीं। के अनुसार LTJ इंडस्ट्रियल , स्पष्ट प्रलेखन एक सटीक निर्माण उद्धरण के लिए महत्वपूर्ण है, विस्तृत चित्र, सटीक विनिर्देश और पूर्ण सीएडी फाइलें गलतफहमी और अप्रत्याशित लागत को कम करती हैं।
कस्टम सीएनसी धातु काटने कंपनियों से संपर्क करते समय, इन विनिर्देशों को अग्रिम में प्रदान करेंः
- सामग्री का प्रकार और ग्रेड: केवल "स्टेनलेस" के बजाय "304 स्टेनलेस स्टील" को ठीक से निर्दिष्ट करें। मिश्र धातु के नाम, टेम्परिंग की स्थिति और किसी भी आवश्यक प्रमाणपत्र शामिल करें।
- द्रव्य का गाढ़ापन: सटीक गेज या दशमलव मोटाई (जैसे, "0.125 इंच" या "11 गेज") का उल्लेख करें।
- आवश्यक मात्रा: प्रोटोटाइप की मात्रा, प्रारंभिक उत्पादन रनों, और अनुमानित वार्षिक मात्रा यदि लागू हो, तो शामिल करें।
- सहिष्णुता आवश्यकताएँ: के अनुसार SendCutSend , कटौती सहिष्णुता आमतौर पर अधिकांश सामग्रियों के लिए ±0.005 " हैं यदि आपको अधिक तंग विनिर्देशों की आवश्यकता है, तो उन्हें स्पष्ट रूप से बुलाओ।
- सतह परिष्करण आवश्यकताएँ: निर्दिष्ट करें कि क्या आपको पाउडर कोटिंग, एनोडाइजिंग, प्लेटिंग, या विशिष्ट सतह खुरदरापन मानों की आवश्यकता है।
- द्वितीयक कार्य: मोड़ने, टैपिंग, काउंटरसिंकिंग, हार्डवेयर समावेशन या असेंबली की आवश्यकताओं की सूची बनाएं।
- डिलीवरी समयसीमा: त्वरित ऑर्डर के लिए पूर्व सूचना आवश्यक है—अपनी लक्ष्य डिलीवरी तिथि अवश्य शामिल करें।
प्रोजेक्ट्स को देरी करने वाली सामान्य गलतियाँ
यहाँ तक कि अनुभवी इंजीनियर भी इन त्रुटियों को कर देते हैं। इनसे बचें और आपका प्रोजेक्ट तेज़ी से आगे बढ़ेगा:
- छिद्र विनिर्देशों का अभाव: यदि छिद्रों को थ्रेड करने या काउंटरसिंक करने की आवश्यकता है, तो उनके आकार और प्रकार को नोट करें। SendCutSend डिज़ाइन प्रक्रिया के दौरान सही आकार के छिद्र बनाने के लिए थ्रेडिंग चार्ट का उपयोग करने की सलाह देता है।
- किनारों के बहुत करीब विशेषताएँ: SendCutSend यह सिफारिश करता है कि छिद्रों को कम से कम उनके व्यास के 1X दूरी पर किनारे से रखा जाए और स्लॉट्स को किनारे या अन्य कट विशेषताओं से कम से कम उनकी चौड़ाई के 1.5X दूरी पर रखा जाए। इन दिशानिर्देशों का उल्लंघन भागों को कमज़ोर कर देता है और उन्हें काटने योग्य बनाने में असमर्थ बना सकता है।
- अपर्याप्त ब्रिजिंग: कट विशेषताओं के बीच की दूरी सामग्री की मोटाई के कम से कम 50% से कम नहीं होनी चाहिए—मज़बूती के लिए यह मोटाई के 1X से 1.5X तक होना वांछनीय है।
- मोड़ संबंधी जानकारी को छोड़ना: आकृति प्राप्त भागों के लिए, यदि महत्वपूर्ण हो तो मोड़ की दिशा, मोड़ की त्रिज्या और मोड़ क्रम को निर्दिष्ट करें।
- मात्रा अंतराल को भूलना: यदि आप बाद में बड़ी मात्रा में ऑर्डर कर सकते हैं, तो अभी चरणबद्ध मूल्य निर्धारण (टायर्ड प्राइसिंग) के लिए अनुरोध करें। सेटअप लागत को अधिक इकाइयों पर फैलाने से प्रति-भाग मूल्य में काफी कमी आ जाती है।
आगे की योजना बनाना और अपनी चुनी गई सामग्री के कटौती सहिष्णुता (टॉलरेंस) को जानना डिज़ाइन प्रक्रिया को तेज़ कर देगा और सुनिश्चित करेगा कि आपके भाग बॉक्स से निकलते ही कार्यवाही के लिए तैयार हों।
उचित परियोजना तैयारी में तीस मिनट का निवेश दिनों की देरी से बचा सकता है। पूर्ण फ़ाइलों और स्पष्ट विनिर्देशों के साथ, आप संभावित निर्माण साझेदारों का मूल्यांकन करने के लिए तैयार हैं—जिसके लिए यह समझना आवश्यक है कि असामान्य अनुकूलित कट शीट धातु कंपनियों और मध्यम स्तर की कंपनियों के बीच क्या अंतर है।

सही धातु कटिंग कंपनी का चयन कैसे करें
आपकी डिज़ाइन फ़ाइलें तैयार हैं, विनिर्देश दस्तावेज़ित हैं, और आप निर्माण कार्यप्रवाह को समझते हैं। अब एक ऐसा निर्णय लेना है जो भाग की गुणवत्ता से लेकर डिलीवरी की विश्वसनीयता तक सब कुछ प्रभावित करता है: कौन सा निर्माण भागीदार आपका व्यवसाय पाने के योग्य है? मेरे पास के हज़ारों धातु कटिंग कंपनी खोजों के साथ जो प्रतिदिन होती हैं, विकल्प भारी लग सकते हैं।
गलत भागीदार का चयन करने से समय सीमा याद रह जाती है, भागों को अस्वीकार कर दिया जाता है, और आपूर्ति श्रृंखला में समस्याएं उत्पन्न होती हैं। सही भागीदार का चयन करने से आपको एक निर्माण सहयोगी मिलता है जो समस्याओं का पूर्वानुमान लगाता है, सुधार के सुझाव देता है, और लगातार डिलीवरी प्रदान करता है। आइए उन मापदंडों को समझें जो उत्कृष्ट निर्माताओं को बाकी से अलग करते हैं।
अपनी आवश्यकताओं के अनुरूप कंपनी की क्षमताओं का मिलान करना
हर परियोजना के लिए हर निर्माता उपयुक्त नहीं होता है। MarcTech Industries के अनुसार, धातु निर्माण कंपनी का चयन करने से पहले अपनी विशिष्ट आवश्यकताओं को स्पष्ट रूप से समझना महत्वपूर्ण है—जिसमें उत्पाद का प्रकार, मात्रा, अनुकूलन आवश्यकताएं, समय सीमा और बजट बाधाएं शामिल हैं।
इन मूलभूत प्रश्नों के साथ अपना मूल्यांकन शुरू करें:
- क्या उनका उपकरण आपकी आवश्यकताओं के अनुरूप है? मेरे पास धातु लेज़र कटिंग कंपनियों की खोज करने पर दर्जनों परिणाम मिल सकते हैं, लेकिन सभी लेज़र एक समान नहीं होते। यह सुनिश्चित करें कि आपकी सामग्री की मोटाई और आपकी परियोजना द्वारा मांगी गई विशिष्ट कटिंग तकनीक के लिए उचित शक्ति स्तर उनके पास उपलब्ध हों।
- क्या वे आपकी मात्रा को संभाल सकते हैं? कुछ दुकानें प्रोटोटाइप और छोटे उत्पादन में उत्कृष्ट होती हैं, जबकि अन्य बड़े पैमाने पर उत्पादन के लिए अनुकूलित होती हैं। मात्रा की अपेक्षाओं में असंगति दोनों पक्षों के लिए तनाव पैदा करती है।
- क्या वे आवश्यक माध्यमिक सेवाएं प्रदान करते हैं? यदि आपके भागों को मोड़ने, वेल्डिंग, फिनिशिंग या असेंबली की आवश्यकता है, तो एकल-स्रोत आपूर्तिकर्ता के साथ काम करने से आपकी आपूर्ति श्रृंखला सरल होती है और समन्वय का बोझ कम होता है।
- उनका उद्योग अनुभव क्या है? मार्कटेक आपके विशिष्ट उद्योग या अनुप्रयोग में महत्वपूर्ण अनुभव वाले प्रदाताओं की तलाश करने पर जोर देता है। एयरोस्पेस घटकों में अनुभव रखने वाला एक निर्माता वास्तुकला धातु कार्य पर केंद्रित निर्माता की तुलना में अलग आवश्यकताओं को समझता है।
अपने निकटतम क्षेत्र में धातु लेजर कटिंग कंपनी या शीट धातु कटिंग कंपनी की खोज करते समय, केवल दूरी पर विचार न करें। 200 मील दूर का एक निर्माता जिसके पास सही क्षमताएँ हों, अक्सर उस स्थानीय दुकान की तुलना में बेहतर प्रदर्शन करता है जो अपनी विशेषज्ञता से परे फैल रही हो।
गुणवत्ता प्रमाणन जो महत्वपूर्ण हैं
प्रमाणपत्र यह सुनिश्चित करने के लिए एक निष्पक्ष साक्ष्य प्रदान करते हैं कि एक निर्माता ने व्यवस्थित गुणवत्ता नियंत्रण लागू किए हैं। हालाँकि हर परियोजना के लिए प्रमाणित आपूर्तिकर्ताओं की आवश्यकता नहीं होती, लेकिन इन प्रमाणों के अर्थ को समझने से आपको प्रमुख धातु कटिंग कंपनी की सेवाओं का उचित आकलन करने में सहायता मिलती है।
ISO 9001 गुणवत्ता प्रबंधन के लिए आधारभूत मानक का प्रतिनिधित्व करता है। यह पुष्टि करता है कि कंपनी के पास दस्तावेजीकृत प्रक्रियाएँ हैं, आंतरिक ऑडिट का संचालन करती है और गुणवत्ता रिकॉर्ड बनाए रखती है। अधिकांश पेशेवर निर्माताओं के पास यह प्रमाणन होता है।
IATF 16949 iSO 9001 पर आधारित है, लेकिन इसमें वाहन-विशिष्ट आवश्यकताएँ भी शामिल हैं। यदि आप वाहनों के लिए घटकों की आपूर्ति कर रहे हैं, तो यह प्रमाणन यह संकेत देता है कि निर्माता उन्नत उत्पाद गुणवत्ता योजना (APQP), उत्पादन भाग मंजूरी प्रक्रियाओं (PPAP) और ऑटोमोटिव OEM द्वारा अपेक्षित कठोर दस्तावेज़ीकरण को समझता है।
AS9100 एयरोस्पेस और रक्षा आवश्यकताओं को संबोधित करता है, जिसमें ट्रेसैबिलिटी, कॉन्फ़िगरेशन प्रबंधन और एयरोस्पेस प्राइम्स द्वारा अपेक्षित आपूर्तिकर्ता प्रवाह-डाउन आवश्यकताओं के लिए नियंत्रण भी शामिल हैं।
ISO 13485 चिकित्सा उपकरण निर्माण पर लागू होता है, जिसमें डिज़ाइन नियंत्रण, जोखिम प्रबंधन और स्वास्थ्य सेवा अनुप्रयोगों के लिए विशिष्ट शुद्धता आवश्यकताएँ शामिल हैं।
KAL निर्माण के अनुसार, प्रतिष्ठित अनुबंध निर्माता औपचारिक ट्रेसैबिलिटी प्रणालियाँ, निरीक्षण दस्तावेज़ीकरण और प्रमाणन (जैसे ISO, AS9100 या ITAR अनुपालन) बनाए रखते हैं, जो उत्पादन वातावरणों की गुणवत्ता आश्वासन आवश्यकताओं को पूरा करते हैं।
जॉब शॉप्स बनाम अनुबंध निर्माता: अंतर को समझना
एक पारंपरिक जॉब शॉप और एक अनुबंध निर्माण साझेदार के बीच आपका चयन मूल्य निर्धारण, प्रतिक्रियाशीलता और दीर्घकालिक संबंध की संभावना को प्रभावित करता है।
जॉब शॉप आमतौर पर छोटे बैच या एकल-उत्पादन पर केंद्रित होते हैं। केएएल निर्माण के अनुसार, ये शॉप प्रति उद्धरण आधार पर कार्य स्वीकार करते हैं और विभिन्न प्रकार के भागों को संभालते हैं, जहाँ कार्यों के बीच लगातारता लगभग अनुपस्थित होती है। ये लचीलापन के लिए डिज़ाइन किए गए हैं, न कि दोहराव के लिए।
यदि आपको एकल प्रोटोटाइप या कस्टम ब्रैकेट्स की छोटी मात्रा की आवश्यकता है, तो एक जॉब शॉप लागत-प्रभावी और त्वरित हो सकता है। हालाँकि, ये बड़े उत्पादन वातावरणों की आवश्यकताओं — जैसे निर्धारित रिलीज़, गुणवत्ता नियंत्रण ट्रैकिंग या इन्वेंट्री कार्यक्रमों — के लिए संरचित नहीं हो सकते हैं।
अनुबंध निर्माता को दोहराव उत्पादन और दीर्घकालिक संबंधों के लिए डिज़ाइन किया गया है। वे अनुसूची, गुणवत्ता आश्वासन, सामग्री हैंडलिंग और प्रलेखन के लिए अधिक मजबूत प्रणाली प्रदान करते हैं। KAL Manufacturing के अनुसार, एक अनुबंध निर्माता केवल एक आपूर्तिकर्ता नहीं है—वह एक उत्पादन भागीदार है जो भविष्य की मांग के अनुसार वितरण करने, भाग संशोधनों का प्रबंधन करने और अपने संचालन के साथ डिलीवरी शेड्यूल को संरेखित करने के लिए आपकी टीम के साथ काम करता है।
विचार करने योग्य प्रमुख विशेषताएं:
- जॉब शॉप: त्वरित उद्धरण, परिवर्तनशील कार्य के लिए लचीली क्षमता, न्यूनतम ऑर्डर मात्रा, परियोजना-आधारित संबंध
- अनुबंध निर्माता: निर्धारित उत्पादन, पूर्वानुमान और इन्वेंटरी कार्यक्रम, दस्तावेजीकृत गुणवत्ता प्रणाली, आपूर्ति श्रृंखला एकीकरण
चयन कारक तुलना
अपनी परियोजना आवश्यकताओं के आधार पर संभावित निर्माण भागीदारों का आकलन करने के लिए इस तुलना का उपयोग करें:
| चयन कारक | पारंपरिक जॉब शॉप | ऑनलाइन निर्माण सेवा | अनुबंध निर्माता |
|---|---|---|---|
| सामान्य प्रमाणन | आईएसओ 9001 सामान्य; उद्योग-विशिष्ट भिन्न होते | आईएसओ 9001 सामान्य; सीमित उद्योग-विशिष्ट | आईएसओ 9001, एएस9100, आईएटीएफ 16949, आईटीएआर जैसा लागू हो |
| लीड टाइम्स | परिवर्तनशील; वर्तमान कार्यभार पर निर्भर करता है | तेज (मानक कट्स के लिए अक्सर 1-5 दिन) | निर्धारित रिलीज़; सुसंगत डिलीवरी समय |
| ऑर्डर आकार लचीलापन | प्रोटोटाइप और छोटे बैच के लिए उत्कृष्ट | एकल भागों से लेकर मध्यम बैच तक के लिए सर्वोत्तम | दोहराए जाने वाले उत्पादन मात्रा के लिए अनुकूलित |
| सेवा सीमा | कटिंग और चयनित माध्यमिक संचालन | कटिंग-केंद्रित; सीमित माध्यमिक सेवाएँ | पूर्ण निर्माण, फिनिशिंग, असेंबली, किटिंग |
| इंजीनियरिंग समर्थन | अनौपचारिक; संबंध पर निर्भर | स्वचालित DFM प्रतिक्रिया | समर्पित इंजीनियरिंग सहयोग |
| के लिए सबसे अच्छा | कस्टम एकल-ऑफ़, आपातकालीन प्रोटोटाइप | मानक कट्स, त्वरित टर्नअराउंड की आवश्यकता | उत्पादन कार्यक्रम, जटिल असेंबली |
भौगोलिक और लॉजिस्टिक्स पर विचार
स्थान मायने रखता है—लेकिन शायद आपके अपेक्षित तरीके से नहीं। कुछ अनुप्रयोगों के लिए मेरे पास के धातु कटिंग कंपनी खोजना तर्कसंगत है, लेकिन क्षमता और कुल लागत के आधार पर भौगोलिक स्थिति का मूल्यांकन किया जाना चाहिए।
जब स्थान सबसे अधिक मायने रखता है:
- भारी या बड़े आकार के भाग जहां ढुलाई लागत प्रभावी होती है
- उसी दिन के उठाने की आवश्यकता वाले त्वरित प्रोटोटाइप पुनरावृत्तियाँ
- व्यक्तिगत सहयोग और सुविधा के दौरे से लाभान्वित होने वाले प्रोजेक्ट
- न्यूनतम लीड टाइम बफर के साथ जस्ट-इन-टाइम डिलीवरी आवश्यकताएँ
जब क्षमता स्थान से अधिक महत्वपूर्ण होती है:
- विशेष प्रक्रियाएँ जो केवल क्षेत्रीय विशेषज्ञों से उपलब्ध होती हैं
- उद्योग-विशिष्ट प्रमाणन जो आपके स्थानीय विकल्पों में अनुपस्थित हैं
- वॉल्यूम उत्पादन, जहाँ प्रति-भाग बचत फ्रेट की लागत को पूरा करती है
- जटिल माध्यमिक संचालन जिनके लिए एकीकृत क्षमताओं की आवश्यकता होती है
सबसे अच्छा दृष्टिकोण अक्सर स्थानीय और क्षेत्रीय आपूर्तिकर्ताओं दोनों के साथ संबंध विकसित करने के शामिल होता है। मेरे निकट स्थित स्थानीय धातु कटिंग कंपनियाँ तत्काल प्रोटोटाइप और छोटे ऑर्डर को संभालती हैं, जबकि विशिष्ट भागीदार उत्पादन मात्रा और जटिल आवश्यकताओं को पूरा करते हैं।
जॉब शॉप और कॉन्ट्रैक्ट निर्माता के बीच का अंतर प्रणालियों और स्केल पर निर्भर करता है। जॉब शॉप एक लेन-देन की आवश्यकता को पूरा करती है। कॉन्ट्रैक्ट निर्माता एक प्रक्रिया का समर्थन करते हैं।
आपके फैब्रिकेशन भागीदार के चयन का प्रत्यक्ष प्रभाव आपकी परियोजना की सफलता पर पड़ता है। क्षमताओं का मूल्यांकन करने, प्रमाणनों की पुष्टि करने और यह समझने के लिए समय लें कि कोई संभावित आपूर्तिकर्ता का व्यावसायिक मॉडल क्या आपकी आवश्यकताओं के अनुरूप है या नहीं। जब सही भागीदार की पहचान कर ली जाती है, तो आप विभिन्न उद्योगों द्वारा विशिष्ट अनुप्रयोगों के लिए इन सेवाओं का उपयोग करने के तरीकों की जांच करने के लिए तैयार हो जाते हैं।
धातु कटिंग सेवाओं के लिए उद्योग अनुप्रयोग
क्या आपने कभी सोचा है कि आपकी कार के निलंबन (suspension) को पकड़ने वाला ब्रैकेट एक पेसमेकर की सुरक्षा के लिए उपयोग किए जाने वाले आवरण से अलग क्यों दिखता है? दोनों ही चीज़ें समतल धातु की शीट्स से शुरू होती हैं, जिन्हें निर्माण विशेषज्ञों द्वारा संसाधित किया जाता है—लेकिन कच्चे पदार्थ से अंतिम घटक तक की यात्रा उद्योग-विशिष्ट आवश्यकताओं के आधार पर भिन्न होती है। निर्माण कंपनियों के लिए धातु काटने की सेवाएँ अंतरिक्ष उद्योग के प्रमुख ठेकेदारों या चिकित्सा उपकरण निर्माताओं को आपूर्ति करने वाली सेवाओं से अलग नियमों का पालन करती हैं।
यह समझना कि विभिन्न क्षेत्र किन विशिष्ट तरीकों से इन निर्माण सेवाओं का उपयोग करते हैं, आपको आवश्यकताओं को प्रभावी ढंग से संप्रेषित करने और प्रासंगिक विशेषज्ञता वाले साझेदारों का चयन करने में सहायता प्रदान करता है। आइए प्रमुख उद्योगों में विशिष्ट अनुप्रयोगों और अद्वितीय आवश्यकताओं का पता लगाएँ।
ऑटोमोटिव विनिर्माण अनुप्रयोग
ऑटोमोटिव क्षेत्र उच्च-परिशुद्धता वाले धातु काटने के सबसे बड़े बाज़ारों में से एक है। संरचनात्मक चैसिस घटकों से लेकर सजावटी ट्रिम टुकड़ों तक, वाहनों में सैकड़ों निर्मित धातु के भाग होते हैं—जिनमें से प्रत्येक की विशिष्ट प्रदर्शन आवश्यकताएँ होती हैं।
पैंस टेक्नोलॉजी के अनुसार, सटीक मशीनिंग ऑटोमोटिव दुनिया में एक गेम-चेंजर बन गई है, जिससे निर्माताओं को ईंधन दक्षता में सुधार करने और उत्सर्जन को कम करने के लिए हल्के भाग बनाने में सक्षम बनाया गया है। उद्योग के विद्युत वाहनों (EV) की ओर परिवर्तन के साथ, हल्के घटकों का महत्व और भी अधिक बढ़ गया है—मैकिन्से के शोध के अनुसार, वाहन के वजन को केवल 10% कम करने से EV की रेंज लगभग 15% तक बढ़ सकती है।
आम ऑटोमोटिव अनुप्रयोगों में शामिल हैं:
- चेसिस और संरचनात्मक घटक: उच्च शक्ति-से-वजन अनुपात की आवश्यकता वाले फ्रेम रेल्स, क्रॉस मेम्बर्स और पुनर्बलन ब्रैकेट्स
- निलंबन ब्रैकेट और माउंट: सटीक कट किए गए भाग जो थकान विफलता के बिना बार-बार तनाव चक्रों को सहन करने में सक्षम हों
- बॉडी पैनल्स और संरचनात्मक सहारे: घटक जिनमें आयामी शुद्धता फिट, फिनिश और क्रैश प्रदर्शन को प्रभावित करती है
- अंदरूनी घटक: सीट फ्रेम्स, डैशबोर्ड सहारे और ट्रिम टुकड़े जिनमें कार्यात्मक प्रदर्शन के साथ-साथ सौंदर्यपूर्ण फिनिश की आवश्यकता होती है
- ट्रांसमिशन और पावरट्रेन भाग: सटीक रूप से मशीन किए गए घटक जिनमें उचित कार्य के लिए कड़ी सहिष्णुता की आवश्यकता होती है
ऑटोमोटिव आपूर्तिकर्ताओं के लिए आमतौर पर IATF 16949 प्रमाणन की आवश्यकता होती है, जो ऑटोमोटिव-विशिष्ट गुणवत्ता प्रबंधन मानकों के अनुपालन को प्रदर्शित करता है। इस क्षेत्र के लिए सेवा प्रदान करने वाली धातु डाई कटिंग कंपनियाँ और लेज़र कटिंग विशेषज्ञों को कठोर उत्पादन भाग मंजूरी प्रक्रिया (PPAP) और उन्नत उत्पाद गुणवत्ता योजना (APQP) दस्तावेज़ीकरण बनाए रखना आवश्यक है।
एयरोस्पेस और रक्षा आवश्यकताएँ
जब 35,000 फीट की ऊँचाई पर घटकों की विश्वसनीयता पर जीवन निर्भर करते हैं, तो त्रुटि के लिए सहनशीलता समाप्त हो जाती है। एयरोस्पेस अनुप्रयोग इस क्षेत्र के किसी भी निर्माण क्षेत्र की तुलना में सबसे कड़ी परिशुद्धता और सबसे कठोर सामग्री प्रमाणन की माँग करते हैं।
पैंस टेक्नोलॉजी के अनुसार, एयरोस्पेस हल्की सामग्रियों का वैश्विक बाज़ार वर्ष 2024 तक लगभग 20.7 अरब अमेरिकी डॉलर तक पहुँचने का अनुमान है—यह स्पष्ट संकेत है कि यह उद्योग उन्नत निर्माण तकनीकों को कितनी तीव्रता से अपनाने का प्रयास कर रहा है। परिशुद्धता युक्त यांत्रिक विनिर्माण हल्की लेकिन अत्यधिक मज़बूत संरचनाएँ बनाता है जो सुरक्षा के कठोर मानकों को पूरा करती हैं, बिना प्रदर्शन की कमी किए।
एयरोस्पेस धातु कटिंग अनुप्रयोगों में शामिल हैं:
- संरचनात्मक एयरफ्रेम घटक: एल्यूमीनियम मिश्र धातुओं और टाइटेनियम से बने पसलियाँ, स्पार्स और स्किन पैनल
- इंजन घटक: विशेष कटिंग तकनीकों की आवश्यकता वाले ऊष्मा-प्रतिरोधी निकेल सुपरमिश्र धातु
- लैंडिंग गियर के भाग: अत्यधिक थकान प्रतिरोध की आवश्यकताओं वाले उच्च-शक्ति इस्पात घटक
- एवियोनिक्स एनक्लोज़र: विद्युतचुंबकीय कवचन गुणों वाले सटीक आवरण
- सैटेलाइट और अंतरिक्ष यान घटक: दूषण के प्रति शून्य सहनशीलता वाली विस्मयकारी सामग्री
एस9100 प्रमाणन एयरोस्पेस आपूर्तिकर्ताओं के लिए मूल रूप से अनिवार्य है। मिल प्रमाणन से लेकर पूर्ण भाग तक सामग्री की ट्रेसैबिलिटी अटल है—सुरक्षा जांच के उद्देश्यों के लिए प्रत्येक घटक को उसके उत्पत्ति स्रोत तक ट्रेस किया जाना चाहिए।
चिकित्सा सामग्री निर्माण
चिकित्सा अनुप्रयोगों में सटीकता की आवश्यकताओं को जैव-संगतता संबंधी चिंताओं और एयरोस्पेस के समान जटिलता वाले नियामक अवलोकन के साथ संयोजित किया जाता है। स्वास्थ्य सेवा क्षेत्र के लिए कार्य करने वाली धातुओं को डाई कटिंग करने वाली कंपनियाँ और सटीक निर्माता निर्माण और नियामक दोनों ही क्षेत्रों को समझने के लिए बाध्य हैं।
सामान्य मेडिकल उपकरण अनुप्रयोगों में शामिल हैं:
- शल्य चिकित्सा उपकरण: बर्र-मुक्त किनारों और शमन संगतता की आवश्यकता वाले सटीक-कट स्टेनलेस स्टील और टाइटेनियम उपकरण
- प्रत्यारोपण घटक: जैव-अनुकूल सामग्री जिनके सतह परिष्करण की आवश्यकता माइक्रोइंच में मापी जाती है
- नैदानिक उपकरणों के आवरण: प्रतिबिंबन प्रणालियों, रोगी मॉनिटर और प्रयोगशाला उपकरणों के आवरण
- प्रत्यारोपित घटक: अक्सर एकल-इकाई मात्रा में उत्पादित कस्टम-फिट टाइटेनियम और विशेष मिश्र धातु के भाग
- दंत उपकरण: संक्षारण-प्रतिरोधी मिश्र धातुओं से निर्मित छोटे पैमाने के सटीक घटक
ISO 13485 प्रमाणन चिकित्सा उपकरणों के गुणवत्ता प्रबंधन आवश्यकताओं के अनुपालन को प्रदर्शित करता है। कई अनुप्रयोगों के लिए भागों को असेंबली में जाने से पहले शुद्ध कक्ष (क्लीनरूम) निर्माण वातावरण और सत्यापित सफाई प्रक्रियाओं की आवश्यकता होती है।
निर्माण और स्थापत्य निर्माण
निर्माण कंपनियों के लिए धातु काटने की सेवाएँ चिकित्सा उपकरणों के विपरीत दिशा में सटीकता के पैमाने पर कार्य करती हैं—लेकिन इसका यह अर्थ नहीं है कि गुणवत्ता मानक गायब हो जाते हैं। संरचनात्मक घटकों को भवन नियमों के अनुपालन करना आवश्यक है, जबकि स्थापत्य तत्व दृश्यात्मक आकर्षण और टिकाऊपन के बीच संतुलन बनाए रखते हैं।
निर्माण क्षेत्र के अनुप्रयोगों में शामिल हैं:
- संरचनात्मक इस्पात घटक: वाणिज्यिक और औद्योगिक भवनों के लिए बीम, प्लेट्स और संबंधन हार्डवेयर
- स्थापत्य पैनल: सजावटी फैसड़, सनस्क्रीन और भवन आवरण तत्व
- HVAC घटक: डक्टवर्क, ब्रैकेट्स और उपकरण समर्थन
- हैंडरेल और बाधाएँ: अप्रत्यक्षता और भवन कोड आवश्यकताओं को पूरा करने वाले सुरक्षा-महत्वपूर्ण घटक
- कस्टम धातु कार्य: साइनेज, कलात्मक स्थापनाएँ और ब्रांडेड तत्व
लेज़र कट धातु कला कंपनियाँ और लेज़र कट धातु डिज़ाइन कंपनियाँ अक्सर वास्तुकला खंड की सेवा करती हैं, जहाँ दृश्य प्रभाव संरचनात्मक अखंडता के समान महत्वपूर्ण होता है, सजावटी पैनल, स्क्रीन और मूर्तिकला तत्वों का उत्पादन करती हैं।
उपभोक्ता उत्पाद और इलेक्ट्रॉनिक्स
स्मार्टफोन के आवरण से लेकर रसोई के उपकरणों तक, उपभोक्ता उत्पादों के लिए लागत-प्रभावी निर्माण और सुसंगत सौंदर्य-गुणवत्ता की आवश्यकता होती है। इस क्षेत्र की सेवा करने वाली धातु कट-आउट कंपनियाँ सटीकता और उत्पादन मात्रा की आवश्यकताओं के बीच संतुलन बनाए रखती हैं।
विशिष्ट उपभोक्ता उत्पाद अनुप्रयोगों में शामिल हैं:
- इलेक्ट्रॉनिक्स आवरण: कंप्यूटर, सर्वर और दूरसंचार उपकरणों के लिए ईएमआई-शील्डेड आवरण
- उपकरण घटक: घरेलू उत्पादों के लिए पैनल, ब्रैकेट और संरचनात्मक घटक
- खेल सामान: साइकिल के फ्रेम, फिटनेस उपकरण और बाहरी उपकरण
- फर्नीचर घटक: धातु के फ्रेम, हार्डवेयर और सजावटी तत्व
- खुदरा प्रदर्शन सामग्री: प्रदर्शन स्टैंड, शेल्फिंग प्रणाली और बिक्री-बिंदु उपकरण
उद्योग-विशिष्ट सटीकता आवश्यकताएँ
सहिष्णुता आवश्यकताएं क्षेत्र के अनुसार भिन्न-भिन्न होती हैं। ज़ोमेट्री के अनुसार, सहिष्णुता भौतिक आयाम में परिवर्तन की अनुमेय सीमाओं को परिभाषित करती है, यह सुनिश्चित करते हुए कि विशेषताएं उनके निर्धारित उपयोग के लिए स्वीकार्य सीमाओं के भीतर उत्पादित की गई हों।
कई निर्माण और उपभोक्ता अनुप्रयोगों के लिए मानक ISO 2768 सहिष्णुताएं पूरी तरह से काम करती हैं। हालाँकि, एयरोस्पेस और मेडिकल घटक अक्सर ISO 286 ग्रेड विनिर्देशों की आवश्यकता रखते हैं—जहाँ सहिष्णुता सीमाएं इंच के हजारवें हिस्से के बजाय माइक्रोमीटर में मापी जाती हैं।
| उद्योग क्षेत्र | विशिष्ट सहिष्णुता आवश्यकताएं | सामान्य प्रमाणन | विशेष विचार |
|---|---|---|---|
| ऑटोमोटिव | ±0.005" से ±0.010" मानक; महत्वपूर्ण फिट के लिए अधिक कड़ी | IATF 16949, ISO 9001 | PPAP प्रलेखन, सामग्री की ट्रेसेबिलिटी |
| एयरोस्पेस | ±0.001" से ±0.005" सामान्य; महत्वपूर्ण घटकों के लिए सब-माइक्रॉन | AS9100, नैडकैप | पूर्ण सामग्री ट्रेसेबिलिटी, विशेष प्रक्रिया प्रमाणन |
| चिकित्सा उपकरण | ±0.0005" से ±0.005" सामान्यतः | ISO 13485, FDA पंजीकरण | जैव-अनुकूलता, क्लीनरूम आवश्यकताएं, मान्यकरण |
| निर्माण | ±0.030" से ±0.125" सामान्य | ISO 9001, AWS प्रमाणन | कोड अनुपालन, गैल्वेनाइज़िंग, मौसम प्रतिरोध |
| उपभोक्ता इलेक्ट्रॉनिक्स | ±0.005" से ±0.015" सामान्य | ISO 9001 | सौंदर्य समापन मानक, ईएमआई शील्डिंग |
सामग्री प्रमाणन आवश्यकताएँ उद्योग के अनुसार भिन्न होती हैं। निर्माण अनुप्रयोग मानक मिल टेस्ट रिपोर्ट्स स्वीकार कर सकते हैं, जबकि एयरोस्पेस घटक प्रत्येक सामग्री लॉट के लिए पूर्ण रासायनिक विश्लेषण और यांत्रिक गुण सत्यापन की आवश्यकता होती है। चिकित्सा प्रत्यारोपण जैविक अनुकूलता परीक्षण की मांग करते हैं जो सामग्री पात्रता के समय सीमा में महीनों की वृद्धि कर सकते हैं।
इन उद्योग-विशिष्ट आवश्यकताओं को समझने से आप यह मूल्यांकन कर सकते हैं कि कोई संभावित निर्माण भागीदार वास्तव में प्रासंगिक अनुभव रखता है या नहीं—या वह अपनी विशेषज्ञता से परे फैल रहा है। वास्तुकला धातु कार्य में उत्कृष्ट एक दुकान एयरोस्पेस दस्तावेज़ीकरण आवश्यकताओं के साथ संघर्ष कर सकती है, जबकि एक सटीक चिकित्सा उपकरण निर्माता उच्च-मात्रा उपभोक्ता उत्पादों के लिए लागत-प्रतिस्पर्धी नहीं हो सकता।
उद्योग के अनुप्रयोगों और आवश्यकताओं को स्पष्ट करने के बाद, अगला महत्वपूर्ण विचार यह समझना है कि आप पेशेवर निर्माण साझेदारों से किस स्तर की परिशुद्धता और गुणवत्ता के मानकों की अपेक्षा कर सकते हैं।
गुणवत्ता मानक और परिशुद्धता की अपेक्षाएँ
आपने अपने निर्माण साझेदार का चयन कर लिया है और अपनी डिज़ाइन फ़ाइलें जमा कर दी हैं—लेकिन आप यह कैसे जान सकते हैं कि अंतिम भाग वास्तव में आपकी आवश्यकताओं को पूरा करेंगे? परिशुद्धता सहिष्णुताओं और गुणवत्ता आश्वासन प्रक्रियाओं को समझना सफल परियोजनाओं को निराशाजनक पुनर्कार्य चक्रों से अलग करता है। पेशेवर धातु लेज़र कटिंग कंपनी के संचालन अपनी प्रतिष्ठा उन भागों की विश्वसनीय डिलीवरी पर स्थापित करते हैं जो निर्दिष्ट विशिष्टताओं के साथ सुसंगत रूप से मेल खाते हैं।
चलिए धातु निर्माण में परिशुद्धता का वास्तविक अर्थ क्या है, इसे स्पष्ट करते हैं और यह भी समझते हैं कि आप अपनी गुणवत्ता की अपेक्षाओं को प्रभावी ढंग से कैसे संचारित कर सकते हैं।
परिशुद्धता और सहिष्णुताओं को समझना
सहनशीलता (टॉलरेंस) परिभाषित करती है कि कोई आयाम अपने सामान्य मान से कितना विचलित हो सकता है, जबकि फिर भी वह स्वीकार्य बना रहे। Xometry के अनुसार, सहनशीलताएँ किसी भौतिक आयाम में भिन्नता की अनुमत सीमाओं को परिभाषित करती हैं, जिससे यह सुनिश्चित होता है कि विशेषताएँ उनके निर्धारित उद्देश्य के लिए स्वीकार्य सीमाओं के भीतर निर्मित की जाएँ।
विभिन्न कटिंग प्रौद्योगिकियाँ विभिन्न सटीकता स्तर प्रदान करती हैं। इस बारे में पूर्व-ज्ञान अवास्तविक आवश्यकताओं को रोकता है—और आपको केवल उन स्थानों पर ही कड़ी सहनशीलताएँ निर्दिष्ट करने में सहायता प्रदान करता है, जहाँ वे वास्तव में महत्वपूर्ण हों।
फाइबर लेज़र ±0.001 से ±0.003 इंच की सहनशीलता प्राप्त करते हैं, जिससे वे उन मांगपूर्ण धातु निर्माण परियोजनाओं के लिए प्राथमिक विकल्प बन जाते हैं, जहाँ सटीकता सर्वोच्च प्राथमिकता होती है।
यहाँ आप प्रत्येक कटिंग विधि से वास्तविक रूप से क्या अपेक्षा कर सकते हैं:
- फाइबर लेज़र: के अनुसार A-Laser , फाइबर लेज़र लगातार ±0.001" से ±0.003" की कड़ी सहनशीलता प्रदान करते हैं—जो सटीक शीट मेटल कार्य के लिए सुनहरा मानक है।
- CO2 लेजर: आमतौर पर ±0.002" से ±0.005" की सहनशीलता प्राप्त करता है, जो अधिकांश अनुप्रयोगों के लिए संतोषजनक है, हालाँकि यह फाइबर प्रणालियों की तुलना में थोड़ा कम सटीक है।
- यूवी लेज़र: उप-माइक्रॉन सटीकता की आवश्यकता वाले माइक्रो-मशीनिंग अनुप्रयोगों के लिए अद्भुत रूप से कसे हुए सहिष्णुता, जो ±0.0001" तक कम हो सकते हैं।
- वॉटरजेट: सामग्री की मोटाई और कटिंग गति के आधार पर आमतौर पर ±0.003" से ±0.010" प्रदान करता है।
- प्लाज्मा: लगभग ±0.020" के आसपास चौड़े सहिष्णुता उत्पन्न करता है—संरचनात्मक अनुप्रयोगों के लिए स्वीकार्य, लेकिन सटीक फिट के लिए अनुपयुक्त।
जब कस्टम लेज़र कट मेटल कंपनी के साथ काम करें, तो समझें कि तंग सहिष्णुता लागत बढ़ाती है। जब ±0.010" पूरी तरह कार्यात्मक हो, तो ±0.001" का निर्दिष्टीकरण करना पैसे की बर्बादी है और लीड टाइम बढ़ा सकता है। केवल महत्वपूर्ण विशेषताओं के लिए ही सटीकता आवश्यकताओं को रणनीतिक रूप से लागू करें।
धातु कटिंग में गुणवत्ता आश्वासन
गुणवत्ता उपकरण का कोई अर्थ नहीं है बिना व्यवस्थित गुणवत्ता नियंत्रण के। फॉक्स वैली मेटल-टेक , साधारण गुणवत्ता नियंत्रण से ऊंचा लक्ष्य गुणवत्ता आश्वासन प्रदान करना है—उत्पादन प्रक्रिया भर में होने वाले प्रतिक्रियात्मक के बजाय प्रो-एक्टिव उत्पाद प्रबंधन का एक उच्च स्तर।
पेशेवर धातु लेजर कटिंग सेवा कंपनी संचालन में कई निरीक्षण बिंदुओं को लागू किया जाता है:
सामग्री सत्यापन
कटिंग शुरू होने से पहले ही गुणवत्ता की शुरुआत होती है। प्रतिष्ठित निर्माता आने वाली सामग्री की खरीद आदेशों के साथ तुलना करते हैं, अनुपालन प्रमाण पत्र (CoC) की पुष्टि करते हैं, और क्षति या दूषण के लिए निरीक्षण करते हैं। प्रमाणन दस्तावेज़ आने तक और विनिर्देशों की पुष्टि होने तक सामग्री को क्वारंटाइन क्षेत्रों में रखा जा सकता है।
उपकरण काइलीब्रेशन
सटीक भागों के लिए कैलिब्रेटेड उपकरण की आवश्यकता होती है। फॉक्स वैली मेटल-टेक स्पष्ट करते हैं कि उत्पाद आयामों को सत्यापित करने के लिए उपयोग किए जाने वाले किसी भी मापने वाले उपकरण को ISO 9001:2015 प्रमाणन के अनुसार निर्दिष्ट आवृत्तियों पर कैलिब्रेट किया जाना चाहिए। इसमें कैलिपर्स और माइक्रोमीटर्स की निर्धारित संदर्भ मानकों के विरुद्ध दैनिक सत्यापन, साप्ताहिक तृतीय-पक्ष कैलिब्रेशन निरीक्षण और सीएनसी उपकरण का वार्षिक व्यापक कैलिब्रेशन शामिल है।
प्रक्रिया में जाँच
आकारिक सत्यापन उत्पादन के दौरान पूरे समय होता है—केवल अंत में नहीं। सटीक वेल्डमेंट्स और मशीन किए गए भागों के लिए सामान्य सहिष्णुताएँ .005" – .030" के बीच होती हैं, जिन्हें कैलिपर्स, माइक्रोमीटर्स, हाइट गेज़ और निर्देशांक मापन मशीनों (CMMs) का उपयोग करके सत्यापित किया जाता है।
नाश-मुक्त परीक्षण
जब विनिर्देशों में ऐसी आवश्यकता होती है, तो शीट धातु लेज़र कटिंग कंपनी दृश्य वेल्ड निरीक्षण, दबाव या रिसाव परीक्षण, सतही दरारों के लिए डाई पेनिट्रेंट निरीक्षण, फेरोचुंबकीय सामग्रियों के लिए चुंबकीय कण परीक्षण और आंतरिक दोषों के लिए अल्ट्रासोनिक परीक्षण सहित विशेष परीक्षण कर सकती है या उनकी व्यवस्था कर सकती है।
अपनी आवश्यकताओं को प्रभावी ढंग से संचारित करना
स्पष्ट संचार गुणवत्ता संबंधी विवादों को रोकता है। यहाँ आप अपनी आवश्यकताओं को कैसे निर्दिष्ट कर सकते हैं:
- मान्यता प्राप्त मानकों का संदर्भ दें: विशिष्ट विनिर्देशों की बजाय सामान्य सहिष्णुताओं के लिए ISO 2768 या महत्वपूर्ण फिट्स के लिए ISO 286 का उल्लेख करें।
- महत्वपूर्ण आयामों को इंगित करें: अपने आरेखों पर मानक से कड़ी सहिष्णुता की आवश्यकता वाले लक्षणों को स्पष्ट रूप से चिह्नित करें।
- निरीक्षण आवश्यकताओं को निर्दिष्ट करें: यदि आपको प्रथम लेख निरीक्षण रिपोर्ट (FAIR), CMM डेटा, या आयामी रिपोर्ट की आवश्यकता है, तो इसे प्रारंभ में ही स्पष्ट रूप से बता दें।
- सतह के फिनिश को परिभाषित करें: जहाँ उपस्थिति महत्वपूर्ण हो, वहाँ स्वीकार्य किनारे की गुणवत्ता, बर्र सीमाएँ और सतह की रफनेस मानों को निर्दिष्ट करें।
उचित टॉलरेंस का चयन डिज़ाइन और निर्माण प्रक्रिया में एक महत्वपूर्ण निर्णय है, क्योंकि यह भाग के कार्यप्रणाली, फिट, लागत और निर्माणीयता को प्रभावित करता है।
इन गुणवत्ता मानकों को समझना आपको निर्माण साझेदारों का प्रभावी रूप से मूल्यांकन करने और अपनी परियोजनाओं के लिए वास्तविक अपेक्षाएँ निर्धारित करने में सक्षम बनाता है। गुणवत्ता आवश्यकताओं को परिभाषित करने के बाद, आप अंतिम कदम — अपने डिज़ाइन को जीवंत करने के लिए सही निर्माता के साथ साझेदारी करने के लिए तैयार हैं।
अपनी अगली परियोजना के लिए धातु कटिंग कंपनियों के साथ साझेदारी करना
आपने कटिंग तकनीकों, सामग्री पर विचार, निर्माण कार्यप्रवाह और गुणवत्ता मानकों के माध्यम से यात्रा की है। अब सब कुछ एक व्यावहारिक ढांचे में एकीकृत करने का समय आ गया है जिसे आप तुरंत लागू कर सकते हैं। धातु काटने वाली सही कंपनी खोजना भाग्य पर निर्भर नहीं है—यह आपकी विशिष्ट आवश्यकताओं के आधार पर व्यवस्थित मूल्यांकन पर निर्भर करता है।
चाहे आप एकल प्रोटोटाइप की आपूर्ति कर रहे हों या दीर्घकालिक उत्पादन साझेदारी स्थापित कर रहे हों, निर्णय ढांचा स्थिर रहता है। आइए अपनी सीख को उन कार्ययोग्य कदमों में समेटें जो आपकी परियोजना को आगे बढ़ाएंगे।
आपकी धातु कटिंग साझेदार चेकलिस्ट
किसी भी निर्माता से संपर्क करने से पहले, इस व्यापक मूल्यांकन चेकलिस्ट पर काम करें। TMCO के अनुसार, सही निर्माण साझेदार का चयन केवल उद्धरणों की तुलना से आगे की बात है—यह एक ऐसी टीम खोजने के बारे में है जिस पर आप अपनी दृष्टि को सटीकता, दक्षता और स्थिरता के साथ जीवंत करने के लिए भरोसा कर सकते हैं।
तकनीक और क्षमता सत्यापन
- सुनिश्चित करें कि वे आपकी सामग्री और मोटाई की आवश्यकताओं के अनुसार उचित कटिंग उपकरण (लेज़र, वॉटरजेट, प्लाज्मा) का संचालन करते हैं
- यदि आपके भागों को कटिंग के अतिरिक्त प्रसंस्करण की आवश्यकता है, तो द्वितीयक संचालन क्षमताओं—मोड़ना, वेल्डिंग, फिनिशिंग—की पुष्टि करें
- प्रोटोटाइप से लेकर उत्पादन चलाने तक आपकी मात्रा आवश्यकताओं को संभालने की उनकी क्षमता का आकलन करें
- डिज़ाइन अनुकूलन और DFM प्रतिक्रिया के लिए इंजीनियरिंग समर्थन की उपलब्धता का मूल्यांकन करें
गुणवत्ता और प्रमाणन आवश्यकताएँ
- गुणवत्ता के आधारभूत संकेतक के रूप में ISO 9001 प्रमाणन की पुष्टि करें
- जहाँ लागू हो, उद्योग-विशिष्ट प्रमाणनों (ऑटोमोटिव के लिए IATF 16949, एयरोस्पेस के लिए AS9100, चिकित्सा के लिए ISO 13485) की पुष्टि करें
- निरीक्षण उपकरण और गुणवत्ता दस्तावेज़ीकरण क्षमताओं के बारे में जानकारी के लिए अनुरोध करें
- सामग्री ट्रेसैबिलिटी प्रणालियों और प्रमाणन दस्तावेज़ीकरण के बारे में पूछें
परियोजना तैयारी के महत्वपूर्ण तत्व
- डिज़ाइन फ़ाइलों को स्वीकृत प्रारूपों (STEP, DXF, IGES) में, बंद कंटूर और सही इकाइयों के साथ तैयार करें
- दस्तावेज़ सामग्री विशिष्टताओं में ग्रेड, मोटाई और कोई आवश्यक प्रमाणन शामिल हैं
- महत्वपूर्ण सहिष्णुता की पहचान करें और उन्हें स्पष्ट रूप से उल्लिखित करें—जहां मानक सहिष्णुता पर्याप्त है वहां अति-विशिष्टता न बनाएं
- सभी द्वितीयक संचालन, परिष्करण आवश्यकताओं और हार्डवेयर सम्मिलन आवश्यकताओं को सूचीबद्ध करें
- जटिलता और मात्रा के आधार पर वास्तविक समयसीमा की अपेक्षाओं को स्थापित करें
साझेदारी मूल्यांकन कारक
- उद्धरण प्रक्रिया के दौरान संचार संवेदनशीलता का आकलन करें—इससे निरंतर संबंध की गुणवत्ता का अनुमान लगता है
- यह मूल्यांकन करें कि क्या वे आपके अनुप्रयोग के बारे में स्पष्टीकरण के लिए प्रश्न पूछते हैं, जो वास्तविक जुड़ाव का संकेत देता है
- माल ढुलाई-संवेदनशील भागों या त्वरित पुनरावृत्ति आवश्यकताओं के लिए भौगोलिक निकटता पर विचार करें
- आपके क्षेत्र के अनुरूप ग्राहक संदर्भों और उद्योग अनुभव की समीक्षा करें
अगले कदम की ओर बढ़ना
अपनी जाँच सूची पूर्ण होने के बाद, आप संभावित साझेदारों के साथ प्रभावी ढंग से जुड़ने के लिए तैयार हैं। अनुसार यूपीटीवी एडवांस्ड मैन्युफैक्चरिंग , सही निर्माण कंपनी सटीक पुर्जे प्रदान करेगी, लीड टाइम कम करेगी, और आपके उत्पाद के विकास के प्रत्येक चरण के लिए अनुकूलित समाधान प्रदान करेगी।
आगे बढ़ने के लिए आपकी कार्य योजना यह है:
प्रोटोटाइप और विकास परियोजनाओं के लिए
जब गति और पुनरावृत्ति सबसे महत्वपूर्ण हो, तो त्वरित प्रतिक्रिया और इंजीनियरिंग सहयोग प्रदान करने वाले निर्माताओं को प्राथमिकता दें। त्वरित उद्धरण प्रणाली वाली कस्टम मेटल लेजर कटिंग कंपनियां आपके विकास चक्र को काफी तेज कर सकती हैं। उन साझेदारों की तलाश करें जो व्यापक DFM समर्थन प्रदान करते हैं और कटिंग शुरू होने से पहले संभावित निर्माण समस्याओं की पहचान कर सकते हैं।
उत्पादन कार्यक्रमों के लिए
दीर्घकालिक उत्पादन के लिए विभिन्न मूल्यांकन मापदंडों की आवश्यकता होती है। निर्धारित रिलीज, इन्वेंटरी कार्यक्रम और निरंतर गुणवत्ता प्रलेखन प्रदान करने वाली OEM धातु कटिंग कंपनियाँ और अनुबंध निर्माता आवश्यक साझेदार बन जाते हैं। मजबूत गुणवत्ता प्रणाली वाली एक सीएनसी धातु कटिंग कंपनी आपूर्ति श्रृंखला में बाधा उत्पन्न करने से रोकती है जो उत्पादन शेड्यूल को बाधित कर देती है।
इस प्रकार के प्रमाणित उत्पादन के उदाहरण के रूप में निर्माताओं पर विचार करें जैसे शाओयी (निंगबो) मेटल टेक्नोलॉजी , जो इस मार्गदर्शिका में चर्चित IATF 16949-प्रमाणित गुणवत्ता मानकों का उदाहरण प्रस्तुत करता है। 5-दिवसीय त्वरित प्रोटोटाइपिंग, व्यापक DFM समर्थन और 12-घंटे के भीतर उद्धरण की प्रस्तुति के उनके संयोजन से पता चलता है कि प्रमुख OEM सीएनसी धातु कटिंग कंपनियाँ चेसिस, निलंबन और संरचनात्मक घटकों के लिए ऑटोमोटिव आपूर्ति श्रृंखला को कैसे त्वरित करती हैं—प्रारंभिक अवधारणा से लेकर स्वचालित बड़े पैमाने पर उत्पादन तक।
लंबे समय तक के संबंधों का निर्माण
सर्वश्रेष्ठ निर्माण साझेदारियाँ केवल लेन-देन-आधारित उद्धरणों से परे जाती हैं। TMCO ज़ोर देता है कि किसी साझेदार का चयन करना केवल वर्तमान परियोजना के बारे में नहीं है—बल्कि यह विश्वास, प्रदर्शन और साझा लक्ष्यों पर आधारित दीर्घकालिक संबंध के निर्माण के बारे में है। एक विश्वसनीय CNC धातु कटिंग कंपनी आपकी इंजीनियरिंग टीम का विस्तार बन जाती है, जो सुधार के सुझाव देती है और आपके समयसूची को प्रभावित करने वाली चुनौतियों की पूर्व-भविष्यवाणी करती है।
एक टर्नकी विनिर्माण साझेदार अवधारणा से लेकर पूर्णता तक आपकी परियोजना का प्रबंधन करता है—जिससे कई विक्रेताओं के समन्वय से उत्पन्न होने वाली अक्षमताओं को समाप्त किया जाता है, जबकि उत्पादन के पूरे दौरान पूर्ण दृश्यता बनाए रखी जाती है।
आप अब समझते हैं कि विभिन्न कटिंग प्रौद्योगिकियाँ कैसे काम करती हैं, कौन-सी विधियाँ विशिष्ट सामग्रियों के लिए उपयुक्त हैं, और पेशेवर फैब्रिकेटर्स से किस गुणवत्ता मानक की अपेक्षा करें। आप जानते हैं कि अपने प्रोजेक्ट्स को सफलता के लिए कैसे तैयार करें और संभावित साझेदारों का व्यवस्थित तरीके से मूल्यांकन कैसे करें। उद्धरण अनुरोध से लेकर तैयार भागों तक का मार्ग स्पष्ट है—आपका अगला प्रोजेक्ट एक योग्य फैब्रिकेशन साझेदार के पास संपर्क करने के साथ शुरू होता है जो आपकी आवश्यकताओं के अनुरूप हो।
धातु कटिंग कंपनियों के बारे में अक्सर पूछे जाने वाले प्रश्न
1. धातु काटने की लागत कितनी होती है?
धातु कटिंग की लागत सामग्री के प्रकार, मोटाई, कटिंग विधि और जटिलता के आधार पर भिन्न होती है। शीट धातु के लिए लेजर कटिंग आमतौर पर $0.50 से $2 प्रति रैखिक इंच के बीच होती है। प्रति घंटा दरें आमतौर पर $20 से $30 के बीच होती हैं। मोटी सामग्रियों के लिए प्लाज्मा कटिंग प्रति फुट कम लागत प्रदान करती है, जबकि धीमी गति के कारण वॉटरजेट कटिंग प्रीमियम मूल्य निर्धारित करती है। उत्पादन चक्र में मात्रा छूट प्रति भाग लागत को काफी कम कर देती है, और मोड़ने और परिष्करण जैसी द्वितीयक प्रक्रियाएँ कुल लागत में वृद्धि करती हैं।
2. क्या कोई हार्डवेयर स्टोर आपके लिए धातु काट देगा?
हार्डवेयर स्टोर आमतौर पर केवल पाइप काटने और पतली सामग्रियों के मूलभूत कतरन (शियरिंग) तक ही सीमित धातु काटने की सेवाएँ प्रदान करते हैं। सटीक शीट धातु निर्माण, कस्टम आकारों या मोटी सामग्रियों के लिए, आपको लेज़र, वॉटरजेट या प्लाज्मा प्रणालियों से लैस पेशेवर धातु काटने की कंपनियों की आवश्यकता होती है। ये निर्माता CAD फ़ाइलों को संभालते हैं, कड़ी सहिष्णुता (टॉलरेंस) बनाए रखते हैं, और ऐसे अतिरिक्त संचालन (सेकेंडरी ऑपरेशन्स) प्रदान करते हैं जो हार्डवेयर स्टोर प्रदान नहीं कर सकते।
3. धातु के टुकड़े को कैसे काटें?
धातु को पेशेवर तरीके से काटने के लिए, अपनी डिज़ाइन फ़ाइलों को DXF या STEP प्रारूप में तैयार करें, सामग्री के प्रकार और मोटाई को निर्दिष्ट करें, और एक धातु काटने की कंपनी से कोटेशन के लिए संपर्क करें। अधिकांश निर्माता ऑनलाइन फ़ाइल सबमिशन स्वीकार करते हैं और 12–24 घंटों के भीतर कोटेशन प्रदान करते हैं। सहिष्णुता आवश्यकताओं, आवश्यक मात्रा और मोड़ने या फ़िनिशिंग जैसे किसी भी अतिरिक्त संचालन को शामिल करें। सरल कटिंग के लिए, कुछ ऑनलाइन निर्माण सेवाएँ कुछ ही दिनों में डिलीवरी के साथ त्वरित मूल्य निर्धारण प्रदान करती हैं।
4. लेज़र कटिंग और प्लाज्मा कटिंग में क्या अंतर है?
लेज़र कटिंग में एक केंद्रित प्रकाश किरण का उपयोग किया जाता है, जो ±0.005 इंच की सहिष्णुता प्राप्त करती है, जो सटीकता और साफ किनारों की आवश्यकता वाली पतली से मध्यम मोटाई की सामग्रियों के लिए आदर्श है। प्लाज्मा कटिंग में अत्यधिक गर्म आयनित गैस का उपयोग किया जाता है, जो अन्य विधियों की तुलना में 3-4 गुना तेज़ी से मोटी चालक धातुओं को काटती है, लेकिन इसकी सहिष्णुता लगभग ±0.020 इंच के आसपास होती है। जटिल डिज़ाइनों और सटीक फिट के लिए लेज़र कटिंग चुनें; जहाँ गति और लागत किनारे की गुणवत्ता से अधिक महत्वपूर्ण हो, वहाँ मोटे संरचनात्मक इस्पात के लिए प्लाज्मा कटिंग चुनें।
5. धातु कटिंग कंपनी में मुझे किन प्रमाणनों की तलाश करनी चाहिए?
ISO 9001 प्रमाणन आधारभूत गुणवत्ता प्रबंधन प्रणालियों को दर्शाता है। ऑटोमोटिव अनुप्रयोगों के लिए, IATF 16949 प्रमाणन ऑटोमोटिव-विशिष्ट आवश्यकताओं, जिनमें PPAP दस्तावेज़ीकरण शामिल है, के अनुपालन को प्रदर्शित करता है। एयरोस्पेस आपूर्तिकर्ताओं के लिए AS9100 प्रमाणन की आवश्यकता होती है, जबकि चिकित्सा उपकरण निर्माताओं के लिए ISO 13485 की आवश्यकता होती है। ये प्रमाणन यह सत्यापित करते हैं कि कंपनी नियमित उद्योगों के लिए आवश्यक दस्तावेज़ीकृत प्रक्रियाओं, कैलिब्रेटेड उपकरणों और प्रणालीगत गुणवत्ता नियंत्रण को बनाए रखती है।