 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

लेजर कट सेवाओं का खुलासा: मूल्य निर्धारण, सामग्री और जो दुकानें छिपाती हैं
लेजर कटिंग सेवाएं वास्तव में क्या करती हैं और उनका महत्व क्यों है
क्या आपने कभी सोचा है कि निर्माता उन अविश्वसनीय रूप से जटिल धातु के पुर्जे या बिल्कुल सुचारित एक्रिलिक साइन कैसे बनाते हैं? इसका उत्तर लेजर कट सेवाओं में निहित है—एक ऐसी तकनीक जो हमारे कच्चे पदार्थों को प्रिसिजन घटकों में बदलने के तरीके को क्रांतिकारी ढंग से बदल रही है। चाहे आप 'लेजर कटिंग सर्विस नियर मी' की तलाश में हों या किसी जटिल परियोजना के लिए प्रिसिजन लेजर कटिंग सेवाओं की खोज कर रहे हों, इस तकनीक को समझने से आप अपने निर्माण निर्णयों पर नियंत्रण प्राप्त कर सकते हैं।
मूल रूप से, लेजर कटिंग उच्च-शक्ति वाली प्रकाश की एक केंद्रित किरण का उपयोग करके सामग्री को अद्भुत सटीकता के साथ काटने, उत्कीर्ण करने या अंकित करने के लिए करती है। इसे केंद्रित प्रकाश के साथ आरेखण करते हुए समझें—सिवाय इसके कि यह प्रकाश इतना शक्तिशाली है कि इससे स्टील पिघल सकती है। एक सीएनसी लेज़र कटर अद्वितीय शुद्धता के साथ कटिंग संचालन करने के लिए लेजर तकनीक के साथ कंप्यूटर न्यूमेरिकल नियंत्रण को जोड़ता है, विशेष रूप से जटिल आकृतियों और छोटे छेद बनाते समय।
लेजर बीम कैसे कच्चे माल को परिशुद्ध पुर्जों में बदलते हैं
एक पत्ती को जलाने के लिए सूरज के प्रकाश को एक आवर्धक लेंस के माध्यम से केंद्रित करने की कल्पना करें। अब उस तीव्रता को हजारों गुना बढ़ा दें। लेजर कटिंग के दौरान असल में यही होता है—लेकिन कंप्यूटर द्वारा नियंत्रित शुद्धता के साथ जो कोई मानव हाथ मिलान नहीं सकता।
यह प्रक्रिया एक फोकसिंग लेंस और नोजल युक्त लेजर हेड के माध्यम से काम करती है। यह असेंबली कार्यपृष्ठ सतह पर अत्यधिक तीव्रता वाले प्रकाश के स्तंभ को केंद्रित करती है। जब यह केंद्रित बीम सामग्री के संपर्क में आता है, तो उस बिंदु पर ऊष्मा घनत्व इतना तीव्र हो जाता है कि सामग्री को तेजी से गर्म करके आंशिक या पूर्ण वाष्पीकरण हो जाता है।
इस तकनीक को वास्तव में शक्तिशाली बनाने वाली चीज़ CNC नियंत्रण प्रणाली है। कंप्यूटर निर्देश (G-कोड कहलाते हैं) लेज़र हेड की गति को कार्य सतह के ऊपर आपके डिज़ाइन पथ को सूक्ष्म सटीकता के साथ ट्रेस करते हुए निर्देशित करते हैं। नोज़ल के माध्यम से बहने वाली संपीड़ित गैस दोहरे उद्देश्य के लिए काम आती है—फोकसिंग लेंस को ठंडा करना और कटौती पथ से वाष्पीकृत सामग्री को बाहर निकालना।
प्रकाश-आधारित कटिंग तकनीक के पीछे का विज्ञान
पारंपरिक मशीनिंग के विपरीत, जो कटिंग उपकरणों के साथ संपर्क के माध्यम से भौतिक रूप से सामग्री को हटाती है, लेज़र कटिंग एक असंपर्क, ताप-आधारित प्रक्रिया है। इस अंतर का कई महत्वपूर्ण कारणों से महत्व है:
- कोई उपकरण क्षय नहीं: लेज़र किरण भौतिक कटिंग उपकरणों की तरह क्षय नहीं करती है, जिससे हज़ारों कटौतियों में स्थिर गुणवत्ता सुनिश्चित होती है
- न्यूनतम सामग्री तनाव: भौतिक संपर्क के बिना, आपके भागों को विकृत करने वाला कोई यांत्रिक बल नहीं होता है
- जटिल क्षमता: केंद्रित किरण पारंपरिक उपकरणों द्वारा प्राप्त करना असंभव विवरण बना सकती है
एक्रिलिक का अन्वेषण करने वालों के लिए लेजर कटिंग सेवाएं या धातु निर्माण विकल्प , यह तकनीक अतुल्य बहुमुखी प्रतिभा प्रदान करती है। जो मूल प्रक्रिया मोटी स्टील प्लेटों को काट सकती है, वह लकड़ी पर सजावटी पैटर्न को नाजुक ढंग से उकेर सकती है या इंजीनियरिंग प्लास्टिक से जटिल प्रोटोटाइप बना सकती है।
यदि आप निर्माण समाधान खोज रहे हैं, तो इसका क्या महत्व है? आधुनिक लेजर कटिंग की परिभाषा गति, सटीकता और बहुमुखी प्रतिभा द्वारा की जाती है। परियोजनाओं के लिए जिनमें पहले कई मशीनीकरण संचालन और व्यापक फिनिशिंग कार्य की आवश्यकता थी, अब एक ही पास में पूरा किया जा सकता है और किनारे इतने साफ होते हैं कि तुरंत असेंबली के लिए उपयुक्त होते हैं। इन मूल सिद्धांतों को समझने से आप सेवा प्रदाताओं के साथ प्रभावी ढंग से संवाद करने और आत्मविश्वास के साथ उद्धरणों का आकलन करने में सक्षम होते हैं—इस मार्गदर्शिका में आप इस ज्ञान का निर्माण करेंगे।
CO2 बनाम फाइबर लेजर तकनीक की व्याख्या
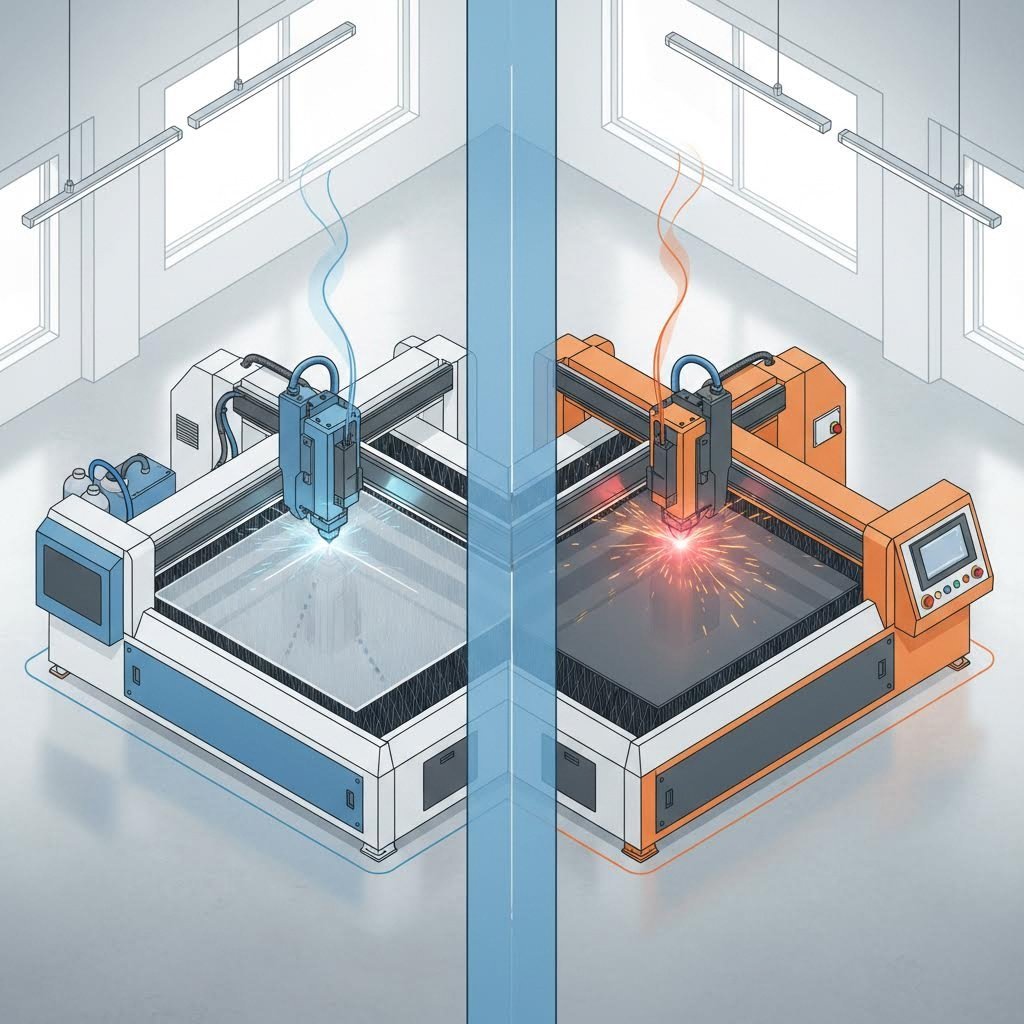
सभी लेजर एक समान नहीं होते हैं। जब आप लेजर कटिंग सेवाओं से कोट मांगते हैं, तो यह समझना कि मशीन को कौन-सी तकनीक संचालित कर रही है, आपकी परियोजना की गुणवत्ता, लागत और समय सीमा को सीधे प्रभावित करता है। उद्योग में दो प्रमुख तकनीकें प्रचलित हैं—CO2 लेजर और फाइबर लेजर—और प्रत्येक अलग-अलग अनुप्रयोगों में उत्कृष्ट है। अंतर जानने से आप सही प्रदाता का चयन कर सकते हैं और गलत क्षमताओं के लिए भुगतान करने से बच सकते हैं।
यहां मूल भिन्नता यह है: CO2 लेजर गैस-आधारित बीम उत्पत्ति का उपयोग करते हैं, जबकि फाइबर लेजर सॉलिड-स्टेट तकनीक का उपयोग करते हैं। इस स्पष्ट सी सरल भिन्नता आपकी विशिष्ट परियोजना आवश्यकताओं के लिए महत्वपूर्ण विभिन्न प्रदर्शन विशेषताओं को उत्पन्न करती है।
गैर-धातु सामग्री के लिए CO2 लेजर
सीओ2 लेजर कटिंग मशीनों को 1960 के दशक से उद्योग के कार्यशील घोड़ों के रूप में जाना जाता है। ये प्रणाली कार्बन डाइऑक्साइड, नाइट्रोजन और हीलियम गैसों के मिश्रण का उपयोग करके एक विद्युत चालित लेजर किरण उत्पन्न करती हैं। यह तकनीक दोनों सिरों पर दर्पणों वाली गैस से भरी ट्यूब के माध्यम से प्रकाश प्रेरण द्वारा काम करती है—एक पूर्णतः परावर्तक, दूसरा आंशिक प्रकाश संचरण की अनुमति देता है। इस दर्पण विन्यास के कारण प्रकाश तरंगों की तीव्रता बढ़ जाती है, जिसके बाद शक्तिशाली किरण को कटिंग सतह पर निर्देशित किया जाता है।
सीओ2 लेजर को खास क्या बनाता है? उनकी 10.6 µm तरंगदैर्ध्य कार्बनिक और अधातु सामग्री में आदर्श रूप से अवशोषित होती है। जब आपको एक्रिलिक, लकड़ी, प्लास्टिक, चमड़ा, कपड़ा या कागज पर सटीक कटौती की आवश्यकता होती है, तो सीओ2 लेजर उत्कृष्ट किनारे की गुणवत्ता प्रदान करते हैं। सेंडकटसेंड एक्रिलिक विकल्प प्रदान करने वाली सेवाएं आमतौर पर इसी कारण सीओ2 तकनीक पर निर्भर रहती हैं।
सीओ2 लेजर इन सामग्रियों के साथ उत्कृष्ट प्रदर्शन करते हैं:
- प्लास्टिक और एक्रिलिक: अतिरिक्त फिनिशिंग के बिना साफ, पॉलिश किनारे
- लकड़ी और प्लाईवुड: उचित ढंग से कैलिब्रेट करने पर न्यूनतम जलाने के साथ सटीक कटौती
- चमड़ा और कपड़ा: सिलवट के बिना जटिल पैटर्न
- कागज और गत्ता: पैकेजिंग और प्रोटोटाइप के लिए विस्तृत डिजाइन
- रबर और कॉर्क: कस्टम गैस्केट और सजावटी सामग्री
व्यापार-ऑफ? CO2 सिस्टम केवल 5-10% दक्षता पर काम करते हैं, और लेजर प्रकाश में उत्सर्जित की तुलना में 10 से 20 गुना अधिक बिजली की खपत करते हैं। इन्हें अधिक बार रखरखाव की आवश्यकता होती है और इनका कार्यकाल छोटा होता है—ये कारक किसी भी क्षेत्र, सहित लेजर कटिंग सैन जोसे की दुकानों में मूल्य निर्धारण को प्रभावित करते हैं।
धातु निर्माण उत्कृष्टता के लिए फाइबर लेजर
फाइबर लेजर तकनीक कटौती शक्ति की नई पीढ़ी का प्रतिनिधित्व करती है। इन मशीनों में लेजर बीम उत्पन्न करने और प्रवर्धित करने के लिए यटर्बियम जैसे दुर्लभ-पृथ्वी तत्वों से डोप किए गए सक्रिय ऑप्टिकल फाइबर का उपयोग किया जाता है। एक परिवहन फाइबर फिर इस केंद्रित ऊर्जा को सीधे कटिंग हेड तक पहुंचाता है—कोई दर्पण नहीं, कोई गैस मिश्रण नहीं।
परिणाम अपने आप में बोलते हैं। के अनुसार उद्योग डेटा , फाइबर लेज़र छोटी तरंगदैर्ध्य (1.064 µm) वाली बीम उत्पन्न करते हैं जो धातु की सतहों पर अधिक अवशोषण शक्ति प्रदान करती हैं। धातु काटने में इसका अर्थ है समान क्षमता वाली CO2 मशीनों की तुलना में 3 से 5 गुना अधिक उत्पादकता।
धातु निर्माता फाइबर लेज़र को क्यों पसंद करते हैं? इन लाभों पर विचार करें:
- उत्कृष्ट धातु कटिंग: कार्बन स्टील, स्टेनलेस स्टील, एल्यूमीनियम, पीतल, तांबा और टाइटेनियम
- परावर्तक सामग्री का निपटान: ऐसी सामग्री को काटता है जो CO2 प्रणालियों के लिए समस्या पैदा करती हैं
- उच्च कुशलता: CO2 के लिए 5-10% की तुलना में 90% से अधिक विद्युत दक्षता
- उदाहरण जीवन: 25,000 कार्य घंटे तक — लगभग CO2 उपकरणों की तुलना में 10 गुना अधिक
- कम रखरखावः सॉलिड-स्टेट डिज़ाइन गैस हैंडलिंग और दर्पण संरेखण को समाप्त कर देता है
जब लेज़र मैक्स सैन जोसे या अन्य क्षेत्रीय धातु कटिंग विशेषज्ञों की तलाश हो, तो पूछें कि क्या वे आपकी धातु परियोजनाओं के लिए फाइबर लेज़र उपकरण संचालित करते हैं। तकनीकी अंतर सीधे तौर पर कट की गुणवत्ता और मूल्य निर्धारण को प्रभावित करता है।
प्रत्यक्ष तकनीकी तुलना
इन तकनीकों के बीच चयन करना स्पष्ट हो जाता है जब आप विनिर्देशों को एक साथ देखते हैं:
| विशेषता | Co2 लेजर | फाइबर लेजर |
|---|---|---|
| सबसे अच्छे सामग्री | एक्रिलिक, लकड़ी, प्लास्टिक, लेदर, कपड़ा, कागज, रबर | इस्पात, स्टेनलेस स्टील, एल्यूमीनियम, पीतल, तांबा, टाइटेनियम |
| सामान्य मोटाई श्रेणी | धातुओं के लिए ऑक्सीजन सहायता के साथ 20 मिमी+ तक; गैर-धातुओं के लिए आदर्श | 20 मिमी तक की धातुओं के लिए उत्तम; नए मशीन 2.25" तक संभाल सकते हैं |
| काटने की गति | धातुओं पर धीमी; गैर-धातुओं पर उत्कृष्ट | धातुओं पर CO2 की तुलना में 3-5 गुना तेज |
| ऊर्जा दक्षता | 5-10% (उच्च बिजली खपत) | 90% से अधिक (न्यूनतम बिजली अपव्यय) |
| कार्यकाल | लगभग 2,500 घंटे | 25,000 घंटे तक |
| रखरखाव की आवश्यकताएं | नियमित दर्पण संरेखण, गैस रीफ़िल, अधिक बार सेवा | न्यूनतम रखरखाव, कोई उपभोग्य गैस नहीं |
| प्रारंभिक उपकरण लागत | कम प्रारंभिक निवेश | समतुल्य CO2 की तुलना में 5-10 गुना अधिक |
| कट एज की गुणवत्ता | मोटी सामग्री और गैर-धातुओं पर उत्कृष्ट | धातुओं पर उच्च सटीकता |
सही तकनीकी विकल्प चुनना
तो आपकी परियोजना के लिए कौन सी तकनीक का उपयोग करना चाहिए? इसका उत्तर पूरी तरह से आपकी सामग्री और आवश्यकताओं पर निर्भर करता है:
CO2 लेज़र सेवाओं का चयन तब करें जब:
- आपकी परियोजना एक्रिलिक, लकड़ी या प्लास्टिक जैसी गैर-धातु सामग्री में शामिल है
- आपको ऑक्सीजन सहायता के साथ मोटी धातु प्लेटों (10-20 मिमी या अधिक) को काटने की आवश्यकता है
- कार्बनिक सामग्री पर किनारे की गुणवत्ता आपकी प्राथमिकता है
- बजट प्रतिबंध उपकरण की लंबी आयु की तुलना में प्रति-नौकरी कीमत के लिए कम होने को पसंद करते हैं
फाइबर लेज़र सेवाओं का चयन तब करें जब:
- आपकी परियोजना में शीट धातु काटना शामिल है (कार्बन स्टील, स्टेनलेस, एल्यूमीनियम)
- आप पीतल या तांबा जैसी परावर्तक धातुओं के साथ काम कर रहे हैं
- आपकी उत्पादन समयसीमा के लिए गति और सटीकता महत्वपूर्ण है
- उच्च सहनशीलता की मांग उन संकरे, अधिक स्थिर बीम फाइबर लेजर से होती है जो प्रदान करते हैं
कई पेशेवर लेजर कटिंग सेवाएं दोनों तकनीकों पर काम करती हैं, और प्रत्येक कार्य के लिए उपयुक्त मशीन का चयन करती हैं। उद्धरण के लिए अनुरोध करते समय, विशेष रूप से पूछें कि आपके भागों को कौन सा लेजर प्रकार संसाधित करेगा—यह पारदर्शिता एक ऐसे प्रदाता का संकेत देती है जो सुविधा पर परिणामों को प्राथमिकता देता है। इन अंतरों को समझने से आप अगले खंड में व्यापक रूप से जांच किए जाने वाले सामग्री विकल्पों का आकलन करने के लिए तैयार हो जाएंगे।
लेजर कटिंग प्रोजेक्ट्स के लिए पूर्ण सामग्री मार्गदर्शिका
यहां वह बात है जो अधिकांश लेजर कटिंग सेवाएं आपको सीधे नहीं बताएंगी: सामग्री का चयन आपके प्रोजेक्ट की सफलता का 80% निर्धारित करता है। आपके पास दुनिया का सबसे उन्नत फाइबर लेजर हो सकता है, लेकिन यदि गलत सामग्री के साथ जोड़ा जाता है—या मोटाई की सीमाओं को गलत समझा जाता है—तो आपके पास रह जाता है अस्वीकृत भाग और बजट बर्बाद . यह व्यापक मार्गदर्शिका वह सब कुछ प्रदान करती है जिसका प्रतिस्पर्धी केवल संकेत देते हैं: प्रत्येक सामग्री श्रेणी के लिए क्रियान्वयन योग्य विनिर्देश, वास्तविक दुनिया की मोटाई सीमाओं और गुणवत्ता अपेक्षाओं के साथ।
चाहे आप एक प्रोटोटाइप के लिए ऑनलाइन लेजर कटिंग सेवाओं की खोज कर रहे हों या उत्पादन चलाने के लिए ऑनलाइन लेजर कटिंग सेवाओं का मूल्यांकन कर रहे हों, सामग्री संगतता को समझने से महंगी आश्चर्य से बचा जा सकता है। आइए तोड़ें कि प्रत्येक सामग्री क्या—और क्या नहीं—प्रदान कर सकती है।
धातु कटिंग क्षमताएं और मोटाई सीमाएं
उद्योग लेजर कटिंग के लिए धातुएं आधारभूत हैं। हालाँकि, प्रत्येक धातु लेजर किरण के तहत अलग-अलग व्यवहार करती है, और मोटाई क्षमता लेजर शक्ति और प्रकार के आधार पर भिन्न होती है। अपनी डिज़ाइन फ़ाइलें जमा करने से पहले आपको यह जानना चाहिए।
कार्बन स्टील
लेजर निर्माण में सबसे अधिक कटाई जाने वाली धातु, कार्बन स्टील फाइबर और CO2 लेजर दोनों के लिए पूर्वानुमेय रूप से प्रतिक्रिया करती है। इसकी लौह संरचना लेजर ऊर्जा को कुशलतापूर्वक अवशोषित करती है, जिससे न्यूनतम छल्ले के साथ साफ कट उत्पन्न होते हैं।
- मोटाई की सीमा: 0.5 मिमी से 25 मिमी+ (शक्ति पर निर्भर)
- किनारे की गुणवत्ता: नाइट्रोजन सहायता के साथ उपयोग करने पर ऑक्साइड-मुक्त किनारे प्राप्त होते हैं; मोटी प्लेटों पर ऑक्सीजन सहायता के साथ हल्का ऑक्सीकरण होता है
- आदर्श अनुप्रयोग: संरचनात्मक घटक, ब्रैकेट, आवरण, ऑटोमोटिव भाग, मशीनरी हाउसिंग
- महत्वपूर्ण बिंदु: 12 मिमी से कम मोटाई की प्लेटों पर चमकदार, वेल्डिंग-योग्य किनारों के लिए नाइट्रोजन कटिंग का निर्देश दें—इसकी लागत अधिक है लेकिन वेल्डिंग से पहले ग्राइंडिंग समाप्त हो जाती है
के अनुसार उद्योग विनिर्देश , 3000W फाइबर लेज़र अधिकतम 20 मिमी तक कार्बन स्टील काट सकता है, जबकि 6000W प्रणाली 25 मिमी से अधिक तक काट सकती हैं और 20 मिमी से कम पर गुणवत्तापूर्ण किनारे प्रदान करती हैं।
स्टेनलेस स्टील
स्टेनलेस स्टील की क्रोमियम सामग्री अद्वितीय कटिंग गतिशीलता उत्पन्न करती है। यह सामग्री प्राकृतिक रूप से ऑक्सीकरण का प्रतिरोध करती है, जो उन अनुप्रयोगों के लिए आदर्श है जिनमें शक्ति और संक्षारण प्रतिरोध दोनों की आवश्यकता होती है।
- मोटाई की सीमा: 0.5 मिमी से 50 मिमी (10kW+ पर उच्च-शक्ति फाइबर लेज़र)
- किनारे की गुणवत्ता: पतली शीटों पर दर्पण-जैसी फिनिश संभव है; प्रीमियम उपकरण के बिना 12 मिमी से ऊपर गुणवत्ता कम हो जाती है
- आदर्श अनुप्रयोग: खाद्य प्रसंस्करण उपकरण, चिकित्सा उपकरण, वास्तुकला तत्व, समुद्री घटक
- महत्वपूर्ण बिंदु: 304 और 316 ग्रेड समान रूप से कटते हैं; 430 स्टेनलेस (चुंबकीय) थोड़ी भिन्न ऊष्मा विशेषताएं दिखा सकता है
संदर्भ के लिए, 1000W प्रणाली 5 मिमी तक के स्टेनलेस को संभालती है, जबकि 4000W 16 मिमी तक जाती है—हालांकि 12 मिमी से अधिक पर किनारे की गुणवत्ता की आपके प्रदाता के साथ पुष्टि की आवश्यकता होती है।
एल्युमीनियम
एल्युमीनियम की परावर्तक सतह और उच्च तापीय चालकता कटिंग के लिए चुनौतियां प्रस्तुत करती है जिन्हें फाइबर लेज़र CO2 प्रणालियों की तुलना में कहीं बेहतर ढंग से संभालते हैं। समान मोटाई के इस्पात की तुलना में अधिक शक्ति सेटिंग्स की आवश्यकता होती है क्योंकि यह सामग्री ताप को तेजी से फैला देती है।
- मोटाई की सीमा: 0.5 मिमी से 40 मिमी (10kW+ फाइबर प्रणाली)
- किनारे की गुणवत्ता: अच्छा है लेकिन आमतौर पर इस्पात की तुलना में अधिक खुरदरा; दृश्य अनुप्रयोगों के लिए द्वितीयक परिष्करण की आवश्यकता हो सकती है
- आदर्श अनुप्रयोग: एयरोस्पेस घटक, हीट सिंक, इलेक्ट्रॉनिक्स एन्क्लोजर, हल्के संरचनात्मक भाग
- महत्वपूर्ण बिंदु: मिश्र धातु ग्रेड मायने रखता है—6061-T6 ढलाई मिश्र धातुओं की तुलना में साफ कट करता है; हमेशा अपनी सटीक मिश्र धातु का उल्लेख करें
पीतल और तांबा
इन अत्यधिक परावर्तक धातुओं ने लेज़र कटिंग के लिए एक समय गंभीर चुनौतियाँ पेश की थीं—पुराने CO2 सिस्टम वापस परावर्तित किरणों से वास्तव में क्षतिग्रस्त हो सकते थे। आधुनिक फाइबर लेज़र इन्हें प्रभावी ढंग से संभालते हैं, हालाँकि कुछ सीमाओं के साथ।
- मोटाई की सीमा: 0.5मिमी से 8मिमी (तांबा); 0.5मिमी से 10मिमी (पीतल)
- किनारे की गुणवत्ता: कार्यात्मक भागों के लिए स्वीकार्य; कटे किनारों पर रंग बदलने की संभावना हो सकती है
- आदर्श अनुप्रयोग: विद्युत घटक, सजावटी हार्डवेयर, ऊष्मा विनिमयक, एनग्रेविंग सैन जोस प्रोजेक्ट्स और अन्य कलात्मक कार्य
- महत्वपूर्ण बिंदु: उत्पादन ऑर्डर देने से पहले नमूना कटिंग का अनुरोध करें—प्रदाताओं के बीच परावर्तक सामग्री की कटिंग में काफी भिन्नता होती है
प्लास्टिक, एक्रिलिक और गैर-धातु विकल्प
गैर-धात्विक सामग्री पूरी तरह से अलग संभावनाओं और खतरों को खोलती है। जैविक यौगिकों पर CO2 लेज़र इस श्रेणी में प्रभुत्व रखते हैं, जो फाइबर लेज़र द्वारा किसी भी तरह मिलान नहीं किया जा सकता।
ऐक्रेलिक (पीएमएमए)
लेज़र कटिंग वाले प्लास्टिकों में सितारा प्रदर्शनकर्ता, एक्रिलिक कटिंग प्रक्रिया से सीधे ज्वाला-पॉलिश किनारे उत्पन्न करता है—किसी द्वितीयक परिष्करण की आवश्यकता नहीं होती।
- मोटाई की सीमा: 1मिमी से 25मिमी (ढलाई वाला एक्रिलिक सर्वोत्तम प्रदर्शन करता है)
- किनारे की गुणवत्ता: ढलाई वाले एक्रिलिक पर कांच जैसे स्पष्ट, पॉलिश किए गए किनारे प्राप्त किए जा सकते हैं; एक्सट्रूडेड एक्रिलिक पर फ्रॉस्टिंग दिख सकती है
- आदर्श अनुप्रयोग: साइनेज, डिस्प्ले, सुरक्षा कवर, कलात्मक टुकड़े, वास्तुशिल्प मॉडल
- महत्वपूर्ण बिंदु: ढलाई वाला एक्रिलिक एक्सट्रूडेड की तुलना में 20-30% अधिक महंगा होता है लेकिन दृश्य अनुप्रयोगों के लिए बहुत बेहतर किनारे की गुणवत्ता प्रदान करता है—दृश्यमान अनुप्रयोगों के लिए ढलाई वाले को निर्दिष्ट करें
पॉलीकार्बोनेट
प्रभाव-प्रतिरोधी सामग्री के रूप में इसकी लोकप्रियता के बावजूद, पॉलीकार्बोनेट लेजर कटिंग के लिए चुनौतियाँ प्रस्तुत करता है जिनके बारे में कई प्रदाता आगे चर्चा नहीं करते हैं।
- मोटाई की सीमा: 0.5 मिमी से 6 मिमी (विरंजन समस्याओं से सीमित)
- किनारे की गुणवत्ता: पीलापन और जले हुए निशान आम हैं; किनारे शायद ही कभी एक्रिलिक स्पष्टता के बराबर होते हैं
- आदर्श अनुप्रयोग: कार्यात्मक प्रोटोटाइप, गार्ड और कवर जहां किनारे की उपस्थिति द्वितीयक है
- महत्वपूर्ण बिंदु: दृश्यमान भागों के लिए, एक्रिलिक विकल्पों पर विचार करें या किनारे की फिनिशिंग की योजना बनाएं—लेजर-कट पॉलीकार्बोनेट शायद ही कभी पॉलिश किया हुआ दिखता है
ABS और अन्य इंजीनियरिंग प्लास्टिक
ABS (एक्राइलोनिट्राइल ब्यूटाडाइईन स्टाइरीन) उचित वेंटिलेशन की आवश्यकता के कारण धुएं की चिंताओं के कारण तर्कसंगत ढंग से कटता है।
- मोटाई की सीमा: 0.5 मिमी से 12 मिमी
- किनारे की गुणवत्ता: थोड़ा सा पिघलना सुचारु लेकिन पॉलिश किए हुए नहीं किनारे बनाता है
- आदर्श अनुप्रयोग: प्रोटोटाइप, आवरण, उपभोक्ता उत्पाद घटक
- महत्वपूर्ण बिंदु: हमेशा पुष्टि करें कि आपके प्रदाता के पास पर्याप्त धुआं निकासी है—कुछ दुकानें वेंटिलेशन की सीमाओं के कारण एबीएस से इनकार कर देती हैं
लकड़ी और कंपोजिट्स
प्राकृतिक और इंजीनियर्ड लकड़ी के उत्पाद CO2 लेजर कटिंग के प्रति सुंदर ढंग से प्रतिक्रिया करते हैं, जो पारंपरिक लकड़ी के काम के साथ असंभव जटिल डिज़ाइन की अनुमति देते हैं।
- मोटाई की सीमा: घनत्व के आधार पर 20 मिमी तक की वीनियर
- किनारे की गुणवत्ता: थोड़ा सा जलना अपरिहार्य है; हल्की लकड़ी गहरी प्रजातियों की तुलना में अधिक विपरीत दिखाती है
- आदर्श अनुप्रयोग: साइनेज, सजावटी पैनल, वास्तुशिल्प मॉडल, कस्टम पैकेजिंग, फर्नीचर घटक
- महत्वपूर्ण बिंदु: एमडीएफ प्लाईवुड की तुलना में साफ कटता है; ठोस लकड़ी के दाने की दिशा वक्रों पर किनारे की गुणवत्ता को प्रभावित करती है
सामग्री चयन मापदंड: सही विकल्प चुनना
सामग्री का चयन करना केवल यह नहीं है कि लेजर कटिंग सेवाएं क्या प्रक्रिया कर सकती हैं—इसका अर्थ है अपनी परियोजना की आवश्यकताओं के अनुरूप सामग्री के गुणों का मिलान करना। इन चार महत्वपूर्ण कारकों पर विचार करें:
संरचनात्मक आवश्यकताएं
आपके भाग को कितने भार का सामना करना पड़ेगा? ब्रैकेट अनुप्रयोगों को स्टील की मजबूती की आवश्यकता होती है, जबकि सजावटी तत्व एल्युमीनियम के वजन के लाभ को पसंद कर सकते हैं। अपने प्रदाता से डिजाइन प्रतिक्रिया का अनुरोध करते समय हमेशा भार स्थितियों को निर्दिष्ट करें।
सौंदर्य आवश्यकताएं
क्या किनारे दिखाई देंगे? ढाला हुआ एक्रिलिक के ज्वाला-पॉलिश किए गए किनारे फिनिशिंग लागत को समाप्त कर देते हैं; कार्बन स्टील को पेंटिंग से पहले पीसने की आवश्यकता हो सकती है। अपनी कुल परियोजना लागत में द्वितीयक संचालन को शामिल करें।
बजट की बाधाएं
सामग्री की लागत में भारी भिन्नता होती है—स्टेनलेस स्टील कार्बन स्टील की कीमत का 3-4 गुना होता है; ढाला हुआ एक्रिलिक एक्सट्रूडेड मूल्य को 30% तक अधिक कर देता है। कभी-कभी सामग्री को बदलने से कार्यक्षमता के बिना बचत होती है।
अंतिम उपयोग का वातावरण
बाहरी अनुप्रयोगों के लिए संक्षारण प्रतिरोध (स्टेनलेस स्टील, एल्युमीनियम या उपचारित सामग्री) की आवश्यकता होती है। खाद्य-संपर्क वाले भागों के लिए विशिष्ट स्टेनलेस स्टील ग्रेड की आवश्यकता होती है। उच्च-तापमान वाले वातावरण में अधिकांश प्लास्टिक्स को बाहर कर दिया जाता है। सामग्री को अंतिम रूप देने से पहले अपनी संचालन स्थितियों को परिभाषित करें।
सर्वोत्तम सामग्री का चयन चारों कारकों के बीच संतुलन बनाता है—केवल उस एक कारक को नहीं जिस पर आपका वर्तमान ध्यान केंद्रित है।
इस सामग्री ज्ञान के साथ सुसज्जित होकर, आप सूचित निर्णय लेने और आपूर्तिकर्ता की सिफारिशों का समालोचनात्मक रूप से मूल्यांकन करने की स्थिति में हैं। लेकिन सामग्री को समझना केवल समीकरण का एक हिस्सा है—मूल्य निर्धारण को जानना सुनिश्चित करता है कि आपको उचित उद्धरण मिलें और बचत के अवसरों की पहचान हो सके।
लेजर कटिंग मूल्य निर्धारण और लागत कारकों को समझना
क्या आपने कभी "त्वरित उद्धरण" बटन पर क्लिक किया है और फिर एक ऐसी संख्या प्राप्त की है जो पूरी तरह से मनमानी लगती है? आप अकेले नहीं हैं। अधिकांश लेजर कटिंग सेवाएं जानबूझकर अपने मूल्य निर्धारण को स्वचालित उपकरणों के पीछे छिपा देती हैं, जिससे ग्राहकों को यह अनुमान लगाना पड़ता है कि क्या उन्हें उचित सौदा मिल रहा है या किसी और की अक्षमता की भरपाई उन्हीं के खर्चे पर हो रही है। यह खंड आपके अंतिम बिल को वास्तव में क्या निर्धारित करता है, इस पर पर्दा उठाता है—और इससे भी महत्वपूर्ण बात, आप बिना गुणवत्ता खोए उन लागतों पर कैसे नियंत्रण रख सकते हैं।
मूल्य निर्धारण को समझना सबसे सस्ता प्रदाता खोजने के बारे में नहीं है। यह मूल्य को पहचानने, अनावश्यक खर्चों से बचने और उन निर्माताओं के साथ प्रभावी ढंग से संवाद करने के बारे में है जो जानकारी रखने वाले ग्राहकों का सम्मान करते हैं।
वास्तव में लेजर कटिंग लागत को क्या निर्धारित करता है
जब कोई निर्माता आपके उद्धरण की गणना करता है, तो वह एक साथ कई चरों का मूल्यांकन करता है। कुछ आप डिज़ाइन निर्णयों के माध्यम से सीधे नियंत्रित करते हैं; अन्य बाजार की स्थिति और उपकरण की क्षमताओं पर निर्भर करते हैं। यहाँ उस उद्धरण फॉर्म के पीछे वास्तव में क्या हो रहा है:
- सामग्री का प्रकार और ग्रेड: विभिन्न सामग्रियों के लिए विभिन्न लेज़र प्रौद्योगिकियों, शक्ति सेटिंग्स और कटिंग गति की आवश्यकता होती है। उद्योग विश्लेषण के अनुसार, कार्बन स्टील की तुलना में स्टेनलेस स्टील को काटने में आमतौर पर अधिक ऊर्जा और समय की आवश्यकता होती है, जिससे यह अधिक महंगा हो जाता है। प्रसंस्करण जटिलता के कारण तांबे जैसे विशेष मिश्र धातुओं और परावर्तक धातुओं को प्रीमियम मूल्य निर्धारित किया जाता है।
- शीट की मोटाई: मोटी सामग्री धीमी कटिंग गति और उच्च ऊर्जा खपत की मांग करती है। 12 मिमी स्टील प्लेट की लागत 3 मिमी स्टॉक की तुलना में प्रति रैखिक इंच 3-4 गुना अधिक हो सकती है—इसलिए नहीं कि सामग्री की लागत तीन गुना हो जाती है, बल्कि इसलिए कि कटिंग समय और शक्ति आवश्यकताओं में भारी वृद्धि होती है।
- कट की जटिलता और पथ की लंबाई: प्रत्येक कटआउट के लिए एक पियर्स बिंदु की आवश्यकता होती है जहां लेज़र कट करना शुरू करता है। अधिक पियर्स बिंदु और लंबे कटिंग पथ सीधे तौर पर मशीन समय बढ़ाते हैं। कई छोटी विशेषताओं वाले जटिल डिज़ाइन उच्च सटीकता की मांग करते हैं, जिससे श्रम और उपकरण खर्च दोनों में वृद्धि होती है।
- मात्रा और बैच आकार: बड़े ऑर्डर में फैली स्थापना लागत प्रति इकाई मूल्य को काफी हद तक कम कर देती है। एक एकल प्रोटोटाइप की लागत $50 हो सकती है, जबकि 100 समान भागों का ऑर्डर देने पर प्रति इकाई लागत घटकर $8 रह जाती है—समान डिज़ाइन, लेकिन आर्थिकी में भारी अंतर।
- परिष्करण आवश्यकताएँ: बुर्र (deburring), पॉलिशिंग, पाउडर कोटिंग या थ्रेडिंग जैसी द्वितीयक प्रक्रियाओं में श्रम, विशिष्ट उपकरण और बढ़े हुए उत्पादन समय की आवश्यकता होती है। उद्योग विशेषज्ञ इन चरणों को विशिष्ट सतह की गुणवत्ता या कार्यात्मक आवश्यकताओं को प्राप्त करने के लिए आवश्यक बताते हैं, लेकिन ये लागत को समानुपातिक रूप से बढ़ा देते हैं।
- पलटने का समय: त्वरित ऑर्डर प्रीमियम की मांग करते हैं—कभी-कभी 50% या अधिक—क्योंकि वे उत्पादन अनुसूची में बाधा डालते हैं और अतिरिक्त श्रम की आवश्यकता होती है। मानक लीड टाइम सबसे अच्छा मूल्य प्रदान करते हैं।
इसे आधी रात के आसपास मेरे पास खुले रेस्तरां की तलाश करने के समान समझें बनाम शाम 6 बजे डिनर की योजना बनाना—सुविधा और तत्कालता की हमेशा कीमत होती है।
गुणवत्ता के बलिदान के बिना अपने बजट को कैसे अनुकूलित करें
अब जब आप समझ गए हैं कि लागत को क्या प्रभावित करता है, तो इसे रणनीतिक रूप से कम करने का तरीका यहाँ दिया गया है। ये कटौती की रणनीति नहीं हैं—ये बुद्धिमान इंजीनियरिंग प्रथाएँ हैं जिनका उपयोग पेशेवर डिज़ाइनर हर रोज़ करते हैं।
अपने डिज़ाइन ज्यामिति को सरल बनाएँ
जटिल विवरणों वाली जटिल ज्यामिति को सटीक लेज़र नियंत्रण और लंबे समय तक कटिंग की आवश्यकता होती है। अनुसंधान से पता चलता है तीव्र आंतरिक कोनों से बचना, छोटे जटिल कट को कम करना और कम घुमावदार रेखाएँ उपयोग करना महत्वपूर्ण बचत कर सकता है। जटिल आकृतियों या तंग त्रिज्या की तुलना में गोल कोने या सीधी रेखाएँ तेज़ी से कटती हैं। अपने आप से पूछें: क्या वे सजावटी विवरण कार्यक्षमता के लिए आवश्यक हैं, या वे बस आपके CAD मॉडल में अच्छे लग रहे थे?
सामग्री की मोटाई को अनुकूलित करें
यदि आपका अनुप्रयोग मोटी धातुओं की टिकाऊपन की मांग नहीं करता है, तो पतली सामग्री का चयन करने से समय और पैसे दोनों की बचत होती है। यह विचार करें कि क्या आपकी विशिष्ट भार आवश्यकताओं के लिए 1 मिमी स्टेनलेस 2 मिमी के समान काम करता है। कभी-कभी इंजीनियर 'सुरक्षित रहने' के लिए मोटाई को अतिरंजित कर देते हैं—लेकिन उस सुरक्षा मार्जिन के लिए वास्तविक पैसे खर्च होते हैं।
नेस्टिंग की कला में निपुणता प्राप्त करें
कुशल नेस्टिंग सामग्री के प्रत्येक शीट पर भागों को निकटता से व्यवस्थित करके सामग्री के उपयोग को अधिकतम करती है। रणनीतिक नेस्टिंग सामग्री के अपशिष्ट को 10-20% तक कम कर सकती है, जिससे सीधे आपके बिल में कमी आएगी। यदि आप कई अलग-अलग भाग ऑर्डर कर रहे हैं, तो पूछें कि क्या आपका आपूर्तिकर्ता उन्हें एक साथ नेस्ट कर सकता है—समान ज्यामिति वाले भागों को समूहित करने से कटिंग में सुगमता आती है और अपशिष्ट कम होता है।
उचित सहिष्णुता चुनें
यहाँ एक बात है जो अधिकांश आपूर्तिकर्ता स्वेच्छा से नहीं बताएंगे: अनावश्यक रूप से कड़ी सहिष्णुता लागत में काफी वृद्धि करती है। जब ±0.015" पूरी तरह से कार्य करेगा, तब ±0.005" का निर्दिष्ट करना धीमी कटिंग गति और अधिक अस्वीकृति दर को बाध्य करता है। विशेषज्ञों के अनुसार, बहुत तंग सहिष्णुता वाले भागों को थोड़े विचलन के कारण अस्वीकार करने की संभावना अधिक होती है, और इसमें मशीनीकरण या पीसने जैसी अतिरिक्त माध्यमिक प्रक्रियाओं की आवश्यकता हो सकती है।
अपने ऑर्डर को रणनीतिक रूप से बैच में दें
लेजर कटर स्थापित करने में समय लगता है, इसलिए एक सत्र में बड़ी मात्रा में उत्पादन करने से बार-बार मशीन समायोजन की आवश्यकता कम हो जाती है। यदि आपको नियमित रूप से भागों की आवश्यकता है, तो ऑर्डर को संयोजित करना या उत्पादन चक्र पहले से निर्धारित करना प्रति इकाई उल्लेखनीय बचत प्रदान करता है। अगले महीने के ऑर्डर को इस महीने के साथ जोड़ने से भी सेटअप लागत को प्रभावी ढंग से वितरित किया जा सकता है।
स्टॉक में उपलब्ध सामग्री का चयन करें
क्या आपके द्वारा निर्दिष्ट सामग्री तुरंत उपलब्ध है, या इसके लिए विशेष ऑर्डर की आवश्यकता होगी? जहां तक संभव हो, पहले से स्टॉक में मौजूद धातुओं का चयन करने से न्यूनतम ऑर्डर शुल्क और लीड टाइम देरी से बचा जा सकता है। विनिर्देश अंतिम रूप देने से पहले अपने आपूर्तिकर्ता से पूछें कि वे कौन-सी सामग्री स्टॉक में रखते हैं।
किनारे की गुणवत्ता आवश्यकताओं का आकलन करें
प्रीमियम किनारा गुणवत्ता प्राप्त करने के लिए अक्सर लेज़र की गति को धीमा करना या अधिक शक्ति का उपयोग करना आवश्यक होता है—जिससे लागत बढ़ जाती है। हर अनुप्रयोग को समान स्तर की किनारा सटीकता की आवश्यकता नहीं होती। उन भागों के लिए जिन्हें वेल्ड किया जाएगा, पेंट किया जाएगा या असेंबली के अंदर छिपाया जाएगा, मानक किनारा गुणवत्ता कार्यात्मक त्याग के बिना लागत बचाती है। केवल दृश्यमान सतहों के लिए प्रीमियम किनारा विनिर्देश आरक्षित रखें।
लक्ष्य सबसे कम कीमत खोजना नहीं है—इसका लक्ष्य उन लागतों को समाप्त करके मूल्य को अधिकतम करना है जो आपके तैयार उत्पाद में मूल्य नहीं जोड़ते।
इस मूल्य निर्धारण ज्ञान से लैस होकर, आप उद्धरणों का बुद्धिमतापूर्ण मूल्यांकन कर सकते हैं, जानकारी युक्त प्रश्न पूछ सकते हैं, और अस्पष्टता पर पारदर्शिता का सम्मान करने वाले प्रदाताओं की पहचान कर सकते हैं। लेकिन यदि आपकी डिज़ाइन फ़ाइलें सही ढंग से तैयार नहीं हैं, तो भले ही लागत की पूर्ण समझ हो, वह भी कोई मदद नहीं करेगी—अगला खंड सुनिश्चित करता है कि आपकी फ़ाइलें परदे से लेज़र तक बिना किसी रुकावट के अनुवादित हों।
लेज़र कटिंग सफलता के लिए अपनी डिज़ाइन फ़ाइलें तैयार करना
आपने सही सामग्री का चयन कर लिया है और यह समझ गए हैं कि मूल्य निर्धारण को क्या प्रभावित करता है। लेकिन यहीं पर कई परियोजनाएँ असफल हो जाती हैं: डिज़ाइन फ़ाइलें जमा करना जो स्क्रीन पर तो बिल्कुल सही दिखती हैं, लेकिन जब लेज़र कटिंग शुरू होती है तो पूरी तरह विफल हो जाती हैं। सैकड़ों फ़ाइलों की साप्ताहिक समीक्षा करने वाले निर्माताओं के अनुसार, परियोजना में होने वाली देरी का सबसे बड़ा कारण फ़ाइल तैयार करने में त्रुटियाँ हैं। अच्छी खबर यह है? हर आम त्रुटि पूरी तरह से रोकी जा सकती है।
यह खंड आपको उस तकनीकी ज्ञान से लैस करता है जो उत्पादन-तैयार फ़ाइलें जमा करने के लिए आवश्यक है—चाहे आप किसी स्थानीय दुकान के साथ काम कर रहे हों या देश भर में ऑनलाइन लेज़र कट सेवाओं का अन्वेषण कर रहे हों। एक बार इन मूलभूत बातों पर महारत हासिल कर लें, और फिर कभी अस्वीकृत अपलोड या निराशाजनक संशोधन चक्र का सामना नहीं करना पड़ेगा।
फ़ाइल प्रारूप आवश्यकताएँ और सॉफ़्टवेयर विकल्प
जटिल लग रहा है? वास्तव में यह सीधा है, एक बार जब आप एक महत्वपूर्ण अंतर को समझ लेते हैं: लेज़र कटर को आवश्यकता होती है वेक्टर फ़ाइलें , रास्टर छवियों के बजाय। जब आप एक JPEG या PNG निर्यात करते हैं, तो आप पिक्सेल—छोटे-छोटे रंगीन वर्ग सहेज रहे होते हैं जो आपके डिज़ाइन का अनुमान लगाते हैं। लेज़र कटर पिक्सेल को कटिंग पथ में नहीं पढ़ सकते। उन्हें गणितीय रूप से परिभाषित रेखाओं और वक्रों की आवश्यकता होती है जो सटीक रूप से निर्दिष्ट करते हैं कि बीम को कहाँ जाना चाहिए।
स्वीकृत वेक्टर प्रारूप
अधिकांश लेज़र कटिंग सेवाएँ इन मानक वेक्टर प्रारूपों को स्वीकार करती हैं, हालाँकि प्रदाता के अनुसार वरीयताएँ भिन्न हो सकती हैं:
- DXF (ड्रॉइंग एक्सचेंज फॉर्मेट): CNC और लेज़र कटिंग के लिए उद्योग मानक। सार्वभौमिक रूप से संगत, DXF फ़ाइलों में फ़ॉन्ट निर्भरता या जटिल स्टाइलिंग के बिना शुद्ध ज्यामिति होती है। जब संदेह हो, तो DXF जमा करें।
- एआई (एडोब इलस्ट्रेटर): मूल इलस्ट्रेटर फ़ाइलें अच्छी तरह से काम करती हैं लेकिन पाठ को आउटलाइन में परिवर्तित करने की आवश्यकता होती है। सुनिश्चित करें कि आप एक संगत संस्करण में सहेज रहे हैं—कुछ मशीनें नए AI प्रारूपों के साथ संघर्ष करती हैं।
- SVG (स्केलेबल वेक्टर ग्राफिक्स): ओपन-सोर्स प्रारूप जो लोकप्रियता हासिल कर रहा है, विशेष रूप से वेब-आधारित उद्धरण प्रणालियों के लिए। साफ़, हल्का और व्यापक रूप से समर्थित।
- PDF (पोर्टेबल डॉक्यूमेंट फॉर्मेट): सदिश सॉफ्टवेयर से उचित सेटिंग्स के साथ निर्यात करने पर स्वीकार्य। स्कैन किए गए दस्तावेजों या रास्टरीकृत कला कार्य से बने PDF से बचें।
के अनुसार उद्योग विशेषज्ञों के अनुसार , गलत फ़ाइल प्रारूप का उपयोग करना उनके द्वारा मुख्य डिज़ाइन त्रुटियों में से शीर्ष पाँच में आता है। अपलोड करने से पहले हमेशा अपने प्रदाता के पसंदीदा प्रारूप की पुष्टि करें।
अनुशंसित डिज़ाइन सॉफ्टवेयर
लेज़र-तैयार फ़ाइलें बनाने के लिए आपको महंगे पेशेवर सॉफ्टवेयर की आवश्यकता नहीं है। हर बजट के लिए यहाँ कुछ विकल्प दिए गए हैं:
- Adobe Illustrator: सदिश ग्राफिक्स के लिए उद्योग मानक; उत्कृष्ट पथ संपादन उपकरण और सीधा DXF निर्यात
- ऑटोकैड / ऑटोकैड एलटी: तकनीकी चित्रों के लिए विशेष रूप से बनाया गया; सटीक माप के साथ नेटिव DXF समर्थन
- SolidWorks: इंजीनियरिंग अनुप्रयोगों के लिए आदर्श; 3D मॉडल से सीधे फ्लैट पैटर्न निर्यात करता है (नोट: "छात्र संस्करण" वॉटरमार्क अधिकांश कटिंग प्रणालियों द्वारा स्वचालित रूप से अनदेखा कर दिए जाते हैं)
- इंकस्केप: इलस्ट्रेटर के लिए मुक्त, ओपन-सोर्स विकल्प; उचित प्लगइन कॉन्फ़िगरेशन के साथ SVG और DXF निर्यात करता है
- Fusion 360: व्यक्तिगत उपयोग के लिए मुक्त; CAD मॉडलिंग को चित्र निर्यात क्षमताओं के साथ जोड़ता है
- लिब्रेCAD: तकनीकी ड्राइंग्स के लिए विशेष रूप से डिज़ाइन किया गया नि: शुल्क 2D CAD सॉफ़्टवेयर
साफ़ कटौती के लिए डिज़ाइन अनुकूलन टिप्स
वेक्टर फ़ाइल बनाना केवल शुरुआत है। शौकिया डिज़ाइन और उत्पादन-तैयार फ़ाइलों के बीच का अंतर यह समझने में निहित है कि लेज़र आपकी ज्यामिति की व्याख्या कैसे करता है। ये तकनीकी विचार सफल परियोजनाओं को महंगी विफलताओं से अलग करते हैं।
न्यूनतम विशेषता आकार
प्रत्येक लेज़र के पास सटीक रूप से काटने के लिए भौतिक सीमाएं होती हैं। लेज़र बीम की अपनी चौड़ाई होती है—आमतौर पर 0.1mm से 1.0mm तक, जो सामग्री और सेटिंग्स के आधार पर भिन्न होती है। इससे छोटी विशेषताओं को साफ़ तरीके से बनाना असंभव हो जाता है। व्यापार मार्गदर्शन खासकर आंतरिक वृत्त या तंग कोनों जैसी उन विशेषताओं से बचने की सलाह दी जाती है जो सही ढंग से काटने के लिए बहुत छोटी होंगी।
कर्फ क्षतिपूर्ति
कल्पना कीजिए कि आप पेन के बजाय मार्कर से एक रेखा खींच रहे हैं—उस रेखा की चौड़ाई होती है। लेजर कटिंग में भी यही सिद्धांत लागू होता है। "कर्फ" (Kerf) का अर्थ है कटिंग प्रक्रिया द्वारा हटाए गए सामग्री से, जो आमतौर पर सामग्री की मोटाई और लेजर सेटिंग्स के आधार पर 0.1mm से 0.5mm के बीच होता है। उन भागों के लिए जिन्हें सटीक फिट टॉलरेंस की आवश्यकता होती है, आपको कटौती की भरपाई के लिए अपने कट पथ को ऑफसेट करने की आवश्यकता होगी। महत्वपूर्ण आयामों को अंतिम रूप देने से पहले अपने प्रदाता के साथ कर्फ अनुमतियों पर चर्चा करें।
उचित रेखा मोटाई और रंग
कई लेजर प्रणालियाँ कटिंग, उत्कीर्णन और स्कोरिंग संचालन के बीच अंतर करने के लिए रेखा रंग या मोटाई का उपयोग करती हैं:
- कट लाइनें: आमतौर पर लाल या काले रंग की, हेयरलाइन मोटाई (0.001" या उससे पतली)
- उत्कीर्णन क्षेत्र: अक्सर विशिष्ट रंगों में भरे हुए आकार
- स्कोर रेखाएँ: आंशिक गहराई वाले पास को दर्शाने के लिए अलग-अलग रंगों का उपयोग कर सकते हैं
सबमिट करने से पहले हमेशा अपने प्रदाता की रंग/लेयर परंपराओं की पुष्टि करें। एक रेखा जिसे आप मोड़ चिह्न के रूप में इरादा कर रहे हैं, अनचाहे कट जाने का कारण बन सकती है।
कट लाइनों के बीच की दूरी
जब डिज़ाइन लाइनें एक दूसरे के बहुत नजदीक रखी जाती हैं, तो लेज़र अतितप्त कर सकता है या उन क्षेत्रों में कटौती कर सकता है जिन्हें आप सुरक्षित रखना चाहते हैं। निर्माण सर्वोत्तम प्रथाओं के अनुसार, विकृति से बचने के लिए कम से कम शीट की मोटाई के दोगुनी दूरी पर कटिंग ज्यामिति को रखना चाहिए। मानक अनुप्रयोगों के लिए, महत्वपूर्ण पथों के बीच कम से कम 0.010 इंच (0.25 मिमी) की दूरी बनाए रखने से संरचनात्मक कमजोरी रोकी जा सकती है।
चरण-दर-चरण फ़ाइल तैयारी चेकलिस्ट
किसी भी लेज़र कटिंग सेवा में अपलोड करने से पहले, इस सत्यापन प्रक्रिया से गुजरें:
- सभी पाठ को आउटलाइन में बदलें: उन फ़ॉन्ट्स को जो कटिंग प्रणाली में स्थापित नहीं हैं, प्रतिस्थापित कर दिया जाएगा या पूरी तरह से गायब हो जाएंगे। इलस्ट्रेटर में, पाठ का चयन करें और प्रकार → आउटलाइन बनाएं चुनें। सीएडी सॉफ्टवेयर में, "विघटित करें" या "विस्तारित करें" आदेशों का उपयोग करें।
- सभी खुले पथों को बंद करें: अनजुड़े या खुले पथ लेज़र सॉफ्टवेयर को भ्रमित कर देते हैं, जिसके परिणामस्वरूप अधूरी कटौती होती है। सुनिश्चित करने के लिए कि प्रत्येक आकृति ठीक से बंद है, अपने सॉफ्टवेयर के पथ सफाई और "जोड़ें" कार्यों का उपयोग करें।
- ओवरलैपिंग लाइनों को हटा दें: डुप्लिकेट लाइनें लेजर को एक ही पथ को दो बार काटने के कारण सामग्री में जलन या असमान किनारे बना सकती हैं। विशेष रूप से कई डिज़ाइन तत्वों को जोड़ने के बाद स्टैक्ड ज्यामिति की जाँच करें।
- 100% स्केल पर आयामों की पुष्टि करें: यदि आपने रास्टर फ़ाइल से परिवर्तित किया है या अपनी डिज़ाइन को स्केल किया है, तो भौतिक आयामों की पुष्टि करने के लिए 100% पर मुद्रित करें कि वे आपके उद्देश्य के अनुरूप हैं।
- फँसी हुई ज्यामिति की जाँच करें: मुख्य भाग से जुड़े नहीं होने वाले कटआउट काटते समय गिर जाएंगे। उन्हें बनाए रखने के लिए ब्रिजिंग टैब जोड़ें या अलग भागों के रूप में प्रस्तुत करें।
- अनावश्यक नोड्स हटाएँ: अत्यधिक एंकर बिंदु सुचारु चाप के बजाय खुरदरे वक्र बनाते हैं। डिज़ाइन के उद्देश्य को बनाए रखते हुए पथों को सरल बनाएँ।
- छेदों को किनारों से दूर रखें: भाग के किनारों के बहुत करीब रखे गए छेद फटने या विकृत होने के जोखिम में होते हैं, विशेष रूप से यदि भाग को बाद के मोड़ने के संचालन से गुजरना हो।
- प्रदाता के पसंदीदा प्रारूप में निर्यात करें: उत्पादन के लिए विशेष रूप से एक साफ प्रति सुरक्षित करें—अपनी कार्य फ़ाइल का केवल नाम बदलकर उपयोग न करें।
सहिष्णुता की आवश्यकताओं को प्रभावी ढंग से व्यक्त करना
यद्यपि पूर्णतः तैयार फ़ाइलें भी अस्वीकृत भागों में परिणाम दे सकती हैं यदि सहिष्णुता की अपेक्षाओं को स्पष्ट रूप से संप्रेषित नहीं किया जाता है। मानक लेजर कटिंग सामग्री और मशीन कैलिब्रेशन के आधार पर ±0.005" से ±0.015" तक के आयामी सहिष्णुता प्राप्त करती है। यदि आपके अनुप्रयोग को अधिक कठोर परिशुद्धता की आवश्यकता हो, तो आपको इसका स्पष्ट उल्लेख करना चाहिए—और लागत के प्रभावों को समझना चाहिए।
उद्धरण के लिए अनुरोध करते समय शामिल करें:
- महत्वपूर्ण आयाम: सामान्य अनुमतियों वाले सामान्य आयामों के विपरीत कड़े सहिष्णुता को पूरा करने वाले विशिष्ट मापों को उजागर करें
- कार्यात्मक आवश्यकताएँ: बाधा फिट्स के विपरीत क्लीयरेंस होल्स के लिए अलग परिशुद्धता की आवश्यकता होती है—भागों के उपयोग की व्याख्या करें
- माप संदर्भ बिंदु: आयामी सत्यापन के लिए कौन से किनारे या विशेषताएं डेटम बिंदु के रूप में कार्य करते हैं, इसका उल्लेख करें
- स्वीकार्य विचलन सीमा: विषयनिष्ठ शब्दों जैसे "परिशुद्ध" या "शुद्ध" के स्थान पर अपनी सहिष्णुता सीमा को संख्यात्मक रूप से बताएं
स्पष्ट सहनशीलता संचार से इस निराशा को रोका जाता है कि मानक विनिर्देशों को पूरा करने वाले भाग प्राप्त हों, लेकिन आपकी विशिष्ट आवेदन आवश्यकताओं में विफल रहें।
उचित ढंग से तैयार फ़ाइलों और स्पष्ट रूप से संप्रेषित विनिर्देशों के साथ, आपने सफल लेजर कटिंग परियोजनाओं के लिए सबसे आम बाधाओं को खत्म कर दिया है। लेकिन यह समझना कि लेजर कटिंग स्वयं ही सही विकल्प कब है—जलधारा, प्लाज्मा या सीएनसी विकल्पों के विपरीत—यह सुनिश्चित करता है कि आप अपनी आवश्यकताओं के लिए उपयुक्त प्रक्रिया में निवेश कर रहे हैं।
लेजर कटिंग की तुलना जलधारा, प्लाज्मा और सीएनसी विधियों से
यहाँ वह सच्ची बातचीत है जिससे अधिकांश लेजर कटिंग सेवाएँ बचती हैं: लेजर कटिंग हमेशा सर्वोत्तम विकल्प नहीं होता है। आश्चर्यचकित? ऐसा नहीं होना चाहिए। हर कटिंग तकनीक इसलिए मौजूद है क्योंकि यह विकल्पों की तुलना में विशिष्ट समस्याओं को बेहतर ढंग से हल करती है। जो निर्माता आपको बताता है कि लेजर कटिंग सब कुछ संभाल लेती है, वह या तो अज्ञ है या यह आशा कर रहा है कि आप सवाल नहीं पूछेंगे।
लेजर कटिंग के उत्कृष्ट प्रदर्शन के समय को समझना—और यह तय करना कि कब आपको इसके बजाय वॉटरजेट, प्लाज्मा या सीएनसी राउटिंग पर विचार करना चाहिए—आपके बजट की रक्षा करता है और इष्टतम परिणाम सुनिश्चित करता है। आइए प्रत्येक तकनीक का ईमानदारी से विश्लेषण करें, मार्केटिंग दावों के बजाय वास्तविक दुनिया के प्रदर्शन की तुलना करें।
जब लेजर कटिंग अन्य विधियों से बेहतर प्रदर्शन करती है
लेजर कटिंग विशिष्ट अनुप्रयोगों में प्रभुत्व स्थापित करती है जहां इसकी अद्वितीय विशेषताएं अतुलनीय मूल्य प्रदान करती हैं। उद्योग निर्माण विशेषज्ञ , 2,500 इंच प्रति मिनट तक काटने में सक्षम लेजर कटिंग उपलब्ध त्वरित विधि है—और उपयुक्त अनुप्रयोगों के लिए अक्सर सबसे अधिक आर्थिक विकल्प भी है।
सटीकता और विस्तृत कार्य
जब आपके डिज़ाइन में जटिल पैटर्न, छोटे छेद या कड़े सहिष्णुता की आवश्यकता होती है, तो लेजर कटिंग स्पष्ट रूप से आगे निकल जाती है। केंद्रित बीम न्यूनतम पोस्ट-प्रोसेसिंग के साथ अत्यंत साफ किनारे बनाता है। इलेक्ट्रॉनिक्स एन्क्लोज़र, मेडिकल डिवाइस घटक और परिशुद्ध ब्रैकेट इस क्षमता से बहुत लाभान्वित होते हैं।
पतली शीट की दक्षता
1/2" से कम मोटाई वाली सामग्री के लिए, लेजर कटिंग आमतौर पर गति और गुणवत्ता का सबसे अच्छा संयोजन प्रदान करती है। कई तकनीकों पर परीक्षण करने से पुष्टि होती है कि पतली चादरों पर सटीक विवरण या सटीक छेदों की आवश्यकता होने पर लेजर कटिंग उत्कृष्ट परिणाम देती है।
लेजर कटिंग के प्रमुख लाभ:
- गति: तुलनात्मक सामग्री पर जलधारा की तुलना में 3-4 गुना तेज
- प्रसिद्धता: अधिकांश सामग्री पर ±0.005" की सहनशीलता प्राप्त की जा सकती है
- किनारे की गुणवत्ता: साफ, अक्सर वेल्डिंग-तैयार किनारे जिन्हें द्वितीयक परिष्करण की आवश्यकता नहीं होती
- कोई उपकरण क्षय नहीं: पहले कट से लेकर हजारवें तक निरंतर गुणवत्ता—कोई ब्लेड क्षरण नहीं
- न्यूनतम सामग्री अपव्यय: संकीर्ण कर्फ का अर्थ है टाइटर नेस्टिंग और कम कचरा
- गैर-संपर्क प्रक्रिया: पतले या नाजुक भागों को विकृत करने वाला कोई यांत्रिक बल नहीं
वैकल्पिक कटिंग विधियों के श्रेष्ठ होने की स्थितियाँ
लेजर कटिंग की सीमाओं को स्वीकार करना ईमानदार मूल्यांकन के लिए आवश्यक है। कुछ परियोजनाएँ वास्तव में वैकल्पिक तकनीकों के साथ बेहतर ढंग से काम करती हैं—और ऐसी स्थितियों को पहचानने से धन की बचत होती है और परिणाम भी बेहतर होते हैं।
मोटी सामग्री अनुप्रयोग: प्लाज्मा का क्षेत्र
1" से अधिक मोटाई वाली चालक धातुओं को काटते समय, प्लाज्मा कटिंग स्पष्ट लाभ प्रदान करती है। तुलनात्मक परीक्षण के अनुसार, लेजर कटर के प्रवेश करने में संघर्ष करने वाले स्थानों पर प्लाज्मा कटर मजबूती दिखाते हैं। लागत में भारी अंतर है—मोटी सामग्री पर प्लाज्मा प्रणाली की लागत लगभग 90,000 डॉलर है, जबकि तुल्य वॉटरजेट प्रणाली की लागत 195,000 डॉलर है, और संचालन लागत फुट प्रति लगभग आधी है।
ऊष्मा-संवेदनशील सामग्री: वॉटरजेट विजेता
लेजर कटिंग अपने आप में एक तापीय प्रक्रिया है। इस संकेंद्रित ऊष्मा के कारण "ऊष्मा-प्रभावित क्षेत्र" (HAZ) बनते हैं, जहाँ कट के किनारे के पास सामग्री के गुण बदल जाते हैं। एयरोस्पेस घटकों, कठोर धातुओं या उन सामग्रियों के लिए जो किसी भी तापीय परिवर्तन को सहन नहीं कर सकतीं, वॉटरजेट कटिंग इस चिंता को पूरी तरह से खत्म कर देती है। ठंडी कटिंग प्रक्रिया कोई विकृति, कोई कठोरता या धातुकीय परिवर्तन उत्पन्न नहीं करती।
अधातु बहुमुख्यता: वॉटरजेट और सीएनसी राउटिंग
जबकि CO2 लेजर कई अधातुओं को अच्छी तरह से संभालते हैं, कुछ सामग्रियाँ चुनौतियाँ प्रस्तुत करती हैं:
- पत्थर और कांच: वॉटरजेट इन सामग्रियों को साफ़ तरीके से काटता है; लेजर नहीं काट सकते
- मोटे कंपोजिट: लेजर की ऊष्मा के अधीन कार्बन फाइबर और G10 अक्सर परतों में अलग हो जाते हैं—वॉटरजेट संरचनात्मक अखंडता को बनाए रखता है
- मोटे प्लास्टिक और लकड़ी: सीएनसी राउटिंग अक्सर जले या पिघले बिना उत्कृष्ट सतह परिष्करण प्रदान करता है
परावर्तक धातु की चुनौतियाँ
तांबा, पीतल और कुछ एल्युमीनियम मिश्रधातुएं लेजर ऊर्जा को कटिंग हेड की ओर वापस परावर्तित करती हैं। आधुनिक फाइबर लेजर इन सामग्रियों को पुरानी CO2 प्रणालियों की तुलना में बेहतर ढंग से संभालते हैं, लेकिन स्टील की तुलना में मोटाई की सीमा अभी भी कम रहती है। वॉटरजेट परावर्तक धातुओं को बीम परावर्तन की चिंता के बिना काटता है।
प्रत्यक्ष तकनीकी तुलना
जब आप वास्तविक प्रदर्शन विशिष्टताओं की तुलना एक साथ करते हैं, तो सही कटिंग विधि का चयन करना स्पष्ट हो जाता है:
| मानदंड | लेजर कटिंग | वॉटरजेट कटिंग | प्लाज्मा कटिंग | CNC routing |
|---|---|---|---|---|
| शुद्धता | ±0.005" (उत्कृष्ट) | ±0.009" (बहुत अच्छा) | ±0.020" (मध्यम) | ±0.005" (उत्कृष्ट) |
| सामग्री श्रेणी | अधिकांश धातुएं, कई प्लास्टिक, लकड़ी, कपड़ा | पत्थर, कांच, कंपोजिट्स सहित लगभग कोई भी सामग्री | केवल चालक धातुएं | प्लास्टिक, लकड़ी, कंपोजिट्स, नरम धातुएं |
| मोटाई क्षमता | 1" तक स्टील (1/2" से कम आदर्श) | कई सामग्रियों पर 6"+ | उच्च गुणवत्ता वाला 2"+ स्टील | सामग्री के आधार पर अधिकतम 3" तक |
| किनारे की गुणवत्ता | उत्कृष्ट; अक्सर वेल्डिंग के लिए तैयार | उत्कृष्ट; कोई ऊष्मा प्रभाव नहीं | अच्छी; ग्राइंडिंग की आवश्यकता हो सकती है | बहुत अच्छा; कोई तापीय प्रभाव नहीं |
| ऊष्मा प्रभावित क्षेत्र | पतली सामग्री पर उपस्थित लेकिन न्यूनतम | कोई नहीं (ठंडी प्रक्रिया) | सभी कट्स पर महत्वपूर्ण | कोई नहीं (यांत्रिक प्रक्रिया) |
| काटने की गति | पतली सामग्री पर सबसे तेज़ | सभी विधियों में सबसे धीमा | मोटी धातुओं पर तेज | मध्यम |
| लागत दक्षता | पतले, विस्तृत कार्य के लिए सबसे उत्तम | उच्च लागत; विशेष सामग्री के लिए उचित | मोटी धातु निर्माण के लिए सबसे उत्तम | अधातुओं के लिए आर्थिक |
सही तकनीकी विकल्प चुनना
तो आपकी परियोजना के लिए कौन सी कटिंग विधि उपयुक्त होगी? उत्तर आपकी विशिष्ट आवश्यकताओं पर निर्भर करता है:
लेज़र कटिंग चुनें जब:
- आपकी सामग्री 1/2" से पतली है
- जटिल विवरण, छोटे छेद या तंग सहिष्णुता मायने रखते हैं
- गति और लागत दक्षता प्राथमिकताएँ हैं
- व्यापक फिनिशिंग के बिना साफ किनारे चाहिए
जलधारा काटने का चयन तब करें जब:
- ताप-प्रभावित क्षेत्र अस्वीकार्य हैं (एयरोस्पेस, कठोर सामग्री)
- आप पत्थर, कांच या मोटे कंपोजिट्स काट रहे हैं
- सामग्री की मोटाई लेजर क्षमता से अधिक है
- परावर्तक धातुएँ चुनौतियाँ प्रस्तुत करती हैं
प्लाज्मा कटिंग चुनें जब:
- मोटी चालक धातुओं (1"+ इस्पात या एल्यूमीनियम) की कटिंग
- शुद्धता से अधिक गति महत्वपूर्ण है
- बजट बाधाएँ कम संचालन लागत को प्राथमिकता देती हैं
- परियोजनाओं में संरचनात्मक इस्पात या भारी उपकरण निर्माण शामिल है
सीएनसी राउटिंग का चयन तब करें जब:
- मोटे प्लास्टिक, लकड़ी या फोम के साथ काम करना
- सतह परिष्करण की गुणवत्ता लेजर चारिंग से अधिक है
- भागों को टैपिंग या काउंटरसिंकिंग ऑपरेशन की आवश्यकता होती है
- सामग्री ताप प्रक्रियाओं को सहन नहीं कर सकती
सबसे अच्छे निर्माता एक तकनीक को बढ़ावा नहीं देते—वे प्रत्येक परियोजना की विशिष्ट आवश्यकताओं के लिए सही प्रक्रिया का मिलान करते हैं।
कई सफल दुकानें इसलिए एकाधिक कटिंग तकनीकों का संचालन करती हैं क्योंकि कोई भी एकल विधि हर अनुप्रयोग को इष्टतम रूप से संभाल नहीं पाती। इन अंतरों को समझने से आपको प्रदाताओं का ईमानदारी से मूल्यांकन करने और यह पहचानने में मदद मिलती है कि जब कोई दुकान आपकी 2" स्टील प्लेट के लिए लेजर कटिंग की सिफारिश करती है, तो शायद आपके सर्वोत्तम हित में नहीं सोच रही हो। अपनी अगली परियोजना के लिए और अधिक संभावनाओं को उजागर करते हुए उद्योगों में वास्तविक दुनिया के अनुप्रयोगों की खोज करने के लिए इस तकनीकी तुलना को आधार के रूप में लें।

उद्योगों में वास्तविक दुनिया के अनुप्रयोग
अब जब आप प्रौद्योगिकी, सामग्री और लागत कारकों को समझ चुके हैं, तो आइए देखें कि वास्तव में क्या संभव है। लेज़र कटिंग सेवाएं किसी एक उद्योग तक सीमित नहीं हैं—लगभग हर क्षेत्र में वे निर्माण, डिज़ाइन और प्रोटोटाइपिंग को बदल चुकी हैं। चाहे आप ऑटोमोटिव ब्रैकेट्स डिज़ाइन करने वाले इंजीनियर हों या सजावटी स्थापनाएं बनाने वाले कलाकार, वास्तविक दुनिया के अनुप्रयोगों को समझने से आप अपनी परियोजनाओं के लिए संभावनाओं की कल्पना कर पाएंगे।
इसकी बहुमुखी प्रकृति उल्लेखनीय है। वही मूलभूत प्रौद्योगिकी जो माइक्रॉन-स्तर की सटीकता के साथ एयरोस्पेस घटकों का उत्पादन करती है, जटिल आभूषण और वास्तुकला के फैसेड भी बनाती है। आइए देखें कि विभिन्न उद्योग इस क्षमता का उपयोग कैसे करते हैं।
औद्योगिक और ऑटोमोटिव अनुप्रयोग
ऑटोमोटिव क्षेत्र प्रिसिजन लेज़र कटिंग प्रौद्योगिकी के सबसे बड़े उपभोक्ताओं में से एक है। के अनुसार उद्योग विश्लेषण , लेज़र कटिंग ने वाहन निर्माण को काफी हद तक सरल बना दिया है, जो पारंपरिक डाई कटिंग या प्लाज्मा विधियों से मिलने वाली दक्षता को पीछे छोड़ देता है।
ऑटोमोटिव निर्माण इस तकनीक पर क्यों इतना अधिक निर्भर है? जब आप हजारों वाहनों में सटीक रूप से फिट होने वाले पुर्जे बना रहे हों, तो हर मिलीमीटर मायने रखता है। आयामी सटीकता के कारण सुरक्षा और प्रदर्शन प्रभावित होता है, ऐसे घटकों के उत्पादन के लिए फाइबर लेज़र की उच्च-सटीकता वाली क्षमताएँ अनिवार्य बन जाती हैं।
- चेसिस और संरचनात्मक घटक: ब्रैकेट, माउंटिंग प्लेट्स और फ्रेम रीइन्फोर्समेंट जिन्हें कड़े सहिष्णुता और साफ, वेल्ड-तैयार किनारों की आवश्यकता होती है
- बॉडी पैनल प्रोटोटाइप: महंगे स्टैम्पिंग डाई में निवेश करने से पहले डिज़ाइन अवधारणाओं पर त्वरित पुनरावृत्ति
- इंटीरियर ट्रिम घटक: नियंत्रण, वेंट और माउंटिंग बिंदुओं के लिए सटीक कटआउट
- एग्जॉस्ट सिस्टम पार्ट्स: स्टेनलेस स्टील से बने हीट शील्ड और माउंटिंग ब्रैकेट
- सस्पेंशन घटक: कंट्रोल आर्म ब्रैकेट और स्प्रिंग माउंट जिन्हें संरचनात्मक अखंडता की आवश्यकता होती है
जो निर्माता व्यापक ऑटोमोटिव समाधान खोज रहे हैं, उनके लिए सटीक लेज़र कटिंग अक्सर धातु स्टैम्पिंग प्रक्रियाओं की पूरक होती है। BYD, Wu Ling Bingo, Leapmotor T03, ORA Lightning Cat जैसी कंपनियाँ शाओयी दोनों तकनीकों को एकीकृत करते हैं, जो 5-दिवसीय त्वरित प्रोटोटाइपिंग की पेशकश करते हैं जो आधुनिक ऑटोमोटिव विकास द्वारा मांगे जाने वाले त्वरित पुनरावृत्ति चक्र का समर्थन करता है।
एयरोस्पेस अनुप्रयोगों के लिए और भी कड़े विनिर्देशों की आवश्यकता होती है। उद्योग विशेषज्ञ बताते हैं हल्के वजन, उच्च शक्ति वाली सामग्री की आवश्यकता लेजर कटिंग की सटीकता को अनिवार्य बनाती है—घटकों को चरम परिस्थितियों के तहत सख्त सहनशीलता स्तरों को पूरा करना होता है जबकि संरचनात्मक अखंडता बनाए रखनी होती है।
- इंजन घटक: टरबाइन भाग और ऊष्मा-प्रतिरोधी ढाल
- संरचनात्मक तत्व: हल्के एल्युमीनियम और टाइटेनियम एयरफ्रेम घटक
- आंतरिक फिटिंग्स: सटीक फिटेड केबिन तत्व और माउंटिंग हार्डवेयर
रचनात्मक और वास्तुकला उपयोग
भारी उद्योग के अलावा, लेजर कटिंग ने रचनात्मक और वास्तुकला अनुप्रयोगों में क्रांति ला दी है। यह तकनीक पारंपरिक निर्माण विधियों का उपयोग करके असंभव — या अत्यधिक महंगे होने वाले डिजाइन को सक्षम बनाती है।
वास्तुकला डिज़ाइनर अब फंक्शनल और सौंदर्य संबंधी उद्देश्यों के लिए लेजर-कट तत्वों को प्राथमिकता दे रहे हैं। शोध में दिखाया गया है कि मोटी स्टील प्लेटों को सटीकता से काटने की तकनीकी क्षमता आधुनिक वास्तुकला में अत्यधिक महत्वपूर्ण है, जहाँ अनुकूलन और दृश्य प्रभाव सर्वोच्च प्राथमिकता होते हैं।
- सजावटी स्क्रीन और फेसेड: इमारतों के बाहरी हिस्सों और आंतरिक विभाजन के लिए धातु पैनलों में जटिल पैटर्न
- कस्टम रेलिंग और बैलस्ट्रेड: पारंपरिक धातु कार्य के साथ प्राप्त करना असंभव अद्वितीय डिज़ाइन
- साइनेज और वेज़फाइंडिंग प्रणाली: आयामी अक्षर और प्रकाशित साइन घटक
- फर्नीचर घटक: कस्टम टुकड़ों के लिए विस्तृत लकड़ी के तत्व और धातु फ्रेमवर्क
- कलात्मक स्थापनाएँ: बड़े पैमाने की मूर्तियाँ और इंटरैक्टिव कला के टुकड़े
साइनेज उद्योग विशेष रूप से लेजर कटिंग की बहुमुखी प्रकृति से लाभान्वित होता है। चाहे दुकानों के लिए आयामी अक्षर बन रहे हों या प्रकाशित चैनल साइन, यह तकनीक साफ किनारे और सटीक विवरण प्रदान करती है जो ब्रांड प्रस्तुति को ऊंचा करते हैं। यह उसी तरह है जैसे 'मेरे पास खाना खोलें' की खोज भूखे ग्राहकों को स्थानीय विकल्पों से जोड़ती है—प्रभावी साइनेज दृश्य प्रभाव के माध्यम से व्यवसायों को उनके दर्शकों से जोड़ती है।
प्रोटोटाइपिंग और उत्पाद विकास
शायद कोई भी अनुप्रयोग लेजर कटिंग के मूल्य को तीव्र प्रोटोटाइपिंग से अधिक स्पष्ट रूप में नहीं दर्शाता। प्रोटोटाइपिंग विशेषज्ञों के अनुसार, एकीकृत CAD सॉफ्टवेयर के साथ प्रोटोटाइप विकसित करने में लेजर कटिंग महत्वपूर्ण साबित हुआ है, जिससे पारंपरिक तरीकों की तुलना में सप्ताहों के बजाय कम लीड टाइम में परिणाम उत्पन्न होते हैं।
उत्पाद विकास के लिए यह महत्व क्यों रखता है? पुनरावृत्ति चक्र पर विचार करें: एक भाग को डिज़ाइन करें, उसका उत्पादन करें, उसका परीक्षण करें, सुधार की पहचान करें, पुनः डिज़ाइन करें, और दोहराएं। जब प्रत्येक प्रोटोटाइप के निर्माण में हफ्तों लगते हैं, तो विकास की समयसीमा महीनों या वर्षों में फैल जाती है। लेज़र कटिंग इस चक्र को नाटकीय ढंग से संकुचित कर देती है।
- कार्यात्मक प्रोटोटाइप: उत्पादन-तुल्य सामग्री के साथ फिट, आकार और कार्यक्षमता का परीक्षण करें
- डिज़ाइन की पुष्टि: उपकरण निवेश से पहले CAD मॉडल के भौतिक भागों में सही ढंग से अनुवादित होने की पुष्टि करें
- छोटे बैच का परीक्षण: सीमित मात्रा में डाई या साँचे की लागत के बिना क्षेत्र परीक्षण के लिए उत्पादन करें
- इंजीनियरिंग नमूने: निवेशक बैठकों और ग्राहक समीक्षा के लिए प्रस्तुति-गुणवत्ता वाले भाग बनाएं
उद्योग विश्लेषण की पुष्टि करता है कि लेज़र कटिंग की मिलीमीटर सटीकता घटकों, फिक्सचर और उत्पाद कार्यक्षमता के साथ-साथ काम करने के तरीके का सटीक प्रतिनिधित्व करती है—यह तब महत्वपूर्ण होता है जब प्रोटोटाइप अंतिम उत्पादन भागों का प्रभावी ढंग से प्रतिनिधित्व करना चाहिए।
इलेक्ट्रॉनिक्स उद्योग इस क्षमता पर भारी हद तक निर्भर रहता है। निर्माण विशेषज्ञ बताते हैं कि लेज़र कटिंग आयामों और गुणवत्ता पर सटीक नियंत्रण रखने में सक्षम बनाती है, जो एक ऐसे उद्योग में अत्यंत महत्वपूर्ण है जहाँ एक मिलीमीटर के एक अंश का अंतर भी महत्वपूर्ण हो सकता है। सर्किट बोर्ड परीक्षण से लेकर बाहरी कैसिंग प्रोटोटाइप तक, लेज़र कटिंग त्वरित पुनरावृत्ति की अनुमति देती है।
उपभोक्ता उत्पाद विकास भी इसका लाभ उठाता है—ठीक उसी तरह जैसे त्वरित आपूर्ति के लिए 'मेरे पास के डॉलर ट्री' की जाँच की जाती है, निर्माताओं को विकास गति बनाए रखने के लिए प्रोटोटाइप भागों तक त्वरित पहुँच की आवश्यकता होती है। इसी तरह, डिज़ाइन की समीक्षा कर रही उत्पाद टीमें नवीनतम पुनरावृत्ति परिणामों पर चर्चा करते हुए ओलिव गार्डन मेनू से लंच ले सकती हैं, जो यह दर्शाता है कि प्रोटोटाइपिंग व्यापक विकास कार्यप्रवाह में कैसे फिट बैठती है।
विशेषज्ञता वाले उद्योग अनुप्रयोग
इन प्रमुख श्रेणियों के अलावा, लेज़र कटिंग कई क्षेत्रों में विशिष्ट आवश्यकताओं की सेवा करती है:
- चिकित्सा उपकरण: सर्जिकल उपकरण और इम्प्लांट जिनमें अत्यधिक सटीकता और जैव-अनुकूल सामग्री की आवश्यकता होती है
- इलेक्ट्रॉनिक्स: लघु उपकरणों और आवरणों के लिए सटीक घटक
- आभूषण: जटिल डिज़ाइन और कस्टम वस्तुएं जो प्रौद्योगिकी को कला के साथ जोड़ती हैं
- पैकेजिंग: कस्टम डाई-कट बॉक्स और जटिल प्रोटोटाइप पैकेजिंग
- टेक्सटाइल और फैशन: पैटर्न और सजावटी तत्वों के लिए सटीक कपड़ा कटिंग
- ऊर्जा क्षेत्र: सौर पैनल, पवन टर्बाइन और स्थायी ऊर्जा बुनियादी ढांचे के लिए घटक
सवाल यह नहीं है कि लेजर कटिंग आपके उद्योग में लागू होती है या नहीं—बल्कि यह है कि अपने विशिष्ट अनुप्रयोग के लिए इसकी क्षमताओं का उपयोग कैसे करें।
इन अनुप्रयोगों को ध्यान में रखते हुए, अगली चुनौती आपकी दृष्टि को निष्पादित करने के लिए सही सेवा प्रदाता खोजना बन जाती है। सही ढंग से चुनाव करने के लिए यह समझना आवश्यक है कि उत्कृष्ट प्रदाताओं को सामान्य प्रदाताओं से क्या अलग करता है—एक भेद जो आपकी परियोजना के परिणामों को काफी प्रभावित करता है।
सही लेजर कटिंग सेवा प्रदाता कैसे चुनें
आपने तकनीक पर महारत हासिल कर ली है, सामग्री को समझते हैं, और यह जानते हैं कि मूल्य निर्धारण को क्या प्रभावित करता है। लेकिन यहाँ एक असहज सच्चाई है: यहां तक कि बेहतरीन तैयारी भी गलत लेज़र कटिंग सेवा प्रदाता के चयन की भरपाई नहीं कर सकती। एक सफल परियोजना और एक निराशाजनक अनुभव के बीच का अंतर अक्सर उन कारकों पर निर्भर करता है जो आपको किसी वेबसाइट के मुखपृष्ठ पर नहीं मिलेंगे—उन प्रमाणपत्रों पर जिनका वास्तव में महत्व है, समयसापेक्ष प्रतिक्रिया जो देरी के हफ्तों को बचा लेती है, और डिज़ाइन समर्थन जो महंगी गलतियों को होने से पहले ही पकड़ लेता है।
किसी निर्माण साझेदार का चयन करना निकटतम स्मूदी दुकान से एक आसाई बाउल उठाने जैसा नहीं है—आप बस निकटतम विकल्प चुनकर सबसे अच्छा परिणाम पाने की उम्मीद नहीं कर सकते। यह निर्णय सीधे आपकी परियोजना के समयसीमा, बजट और अंतिम गुणवत्ता को प्रभावित करता है। आइए यह सटीक रूप से समझें कि उन असाधारण प्रदाताओं को वास्तव में क्या अलग करता है जो आपके चयन पर पछताने के लिए मजबूर नहीं करते।
संभावित प्रदाताओं से पूछने के लिए आवश्यक प्रश्न
अपनी डिज़ाइन फ़ाइलें जमा करने से पहले, कुछ रणनीतिक प्रश्न यह पता लगाने में मदद करते हैं कि क्या कोई प्रदाता आपका व्यवसाय प्राप्त करने के योग्य है। के अनुसार उद्योग विशेषज्ञों के अनुसार , एक प्रदाता के अनुभव और विशेषज्ञता का आकलन करना महत्वपूर्ण है—एक मजबूत ट्रैक रिकॉर्ड और वर्षों के अनुभव वाला प्रदाता उच्च गुणवत्ता वाले परिणाम देने की अधिक संभावना रखता है।
इन मूलभूत प्रश्नों के साथ शुरुआत करें:
- आप किन लेज़र तकनीकों का उपयोग करते हैं? जो प्रदाता CO2 और फाइबर लेज़र दोनों चलाते हैं, वे आपकी सामग्री के लिए इष्टतम तकनीक का मिलान कर सकते हैं। एकल-तकनीक वाले प्रदाता समझौते को बाध्य कर सकते हैं।
- आप नियमित रूप से किन सामग्रियों के साथ काम करते हैं? अनुभव मायने रखता है—एक ऐसी दुकान जो रोजाना एल्युमीनियम काटती है, उससे बेहतर परिणाम निकलते हैं जो इसे कभी-कभार ही संभालती हो। अपनी सामग्री और मोटाई आवश्यकताओं के बारे में विशेष रूप से पूछें।
- आपका आम टर्नअराउंड समय क्या है? मानक लीड टाइम में भारी भिन्नता होती है। कुछ प्रदाता 2-3 सप्ताह का उद्धरण देते हैं; दूसरे कुछ दिनों में ही डिलीवर कर देते हैं। यह समझें कि आपका प्रोजेक्ट उनकी उत्पादन कतार में कहाँ आता है।
- क्या आप तात्कालिक आदेशों को पूरा कर सकते हैं? निर्माण विशेषज्ञ आपकी परियोजना की समयसीमा को पूरा करने और आवश्यकता पड़ने पर तत्काल अनुरोधों को संभालने की प्रदाता की क्षमता का आकलन करने की सलाह देते हैं।
- क्या आप डिज़ाइन समीक्षा या DFM समर्थन प्रदान करते हैं? जो प्रदाता आपकी फ़ाइलों की निर्माण संभवता के लिए समीक्षा करते हैं, वे कटिंग शुरू होने से पहले समस्याओं को पकड़ लेते हैं—संशोधन चक्रों और सामग्री अपव्यय को बचाते हैं।
- आप किन फ़ाइल प्रारूपों को स्वीकार करते हैं? अतिसंगतता से होने वाली समस्याओं के कारण देरी होती है। प्रतिबद्ध होने से पहले यह सुनिश्चित करें कि आपका पसंदीदा प्रारूप उनकी प्रणाली के साथ काम करता है।
- क्या आप नमूना कट या संदर्भ प्रदान कर सकते हैं? प्रतिष्ठित प्रदाता समान कार्य के उदाहरण साझा करने या संतुष्ट ग्राहकों से जोड़ने में स्वेच्छा से सहयोग करते हैं।
प्रदाता के चयन को हैरी एंड डेविड से ऑर्डर करने के समान समझें—आपको सिद्ध गुणवत्ता और विश्वसनीय डिलीवरी चाहिए, यह अनुमान लगाने के बजाय कि क्या आपका निवेश उम्मीद के अनुसार पहुँचेगा।
गुणवत्ता प्रमाणन जो महत्वपूर्ण हैं
प्रमाणन केवल दीवार की सजावट नहीं हैं—वे गुणवत्ता प्रणालियों, प्रक्रिया नियंत्रण और निरंतर सुधार के प्रति सत्यापित प्रतिबद्धताओं का प्रतिनिधित्व करते हैं। महत्वपूर्ण अनुप्रयोगों के लिए, विशिष्ट प्रमाणन योग्य प्रदाताओं को केवल योग्यता का दावा करने वालों से अलग करते हैं।
ISO 9001
इस अंतरराष्ट्रीय स्तर पर मान्यता प्राप्त मानक में डिज़ाइन, विकास, उत्पादन और सेवा वितरण को कवर करने वाली गुणवत्ता प्रबंधन प्रणाली दिखाई गई है। आईएसओ 9001 प्रमाणन दस्तावेजीकृत प्रक्रियाओं, प्रशिक्षित कर्मचारियों और व्यवस्थित गुणवत्ता नियंत्रण का संकेत देता है। सामान्य विनिर्माण अनुप्रयोगों के लिए, यह आधारभूत प्रमाणन उचित आश्वासन प्रदान करता है।
IATF 16949
ऑटोमोटिव अनुप्रयोगों के लिए, आईएटीएफ 16949 प्रमाणन सुनहरे मानक का प्रतिनिधित्व करता है। यह कठोर मानक आईएसओ 9001 पर आधारित है और आपूर्ति श्रृंखला में दोष रोकथाम, भिन्नता में कमी और अपशिष्ट उन्मूलन जैसी ऑटोमोटिव-विशिष्ट आवश्यकताओं को शामिल करता है। ऐसे प्रदाता जैसे शाओयी चेसिस, निलंबन और संरचनात्मक घटकों के लिए ऑटोमोटिव OEMs गुणवत्ता आश्वासन के इस स्तर की मांग करते हैं, इसलिए विशेष रूप से IATF 16949 प्रमाणन बनाए रखें।
AS9100
एयरोस्पेस अनुप्रयोगों के लिए AS9100 प्रमाणन की आवश्यकता होती है, जो मानक ISO 9001 आवश्यकताओं से परे ट्रेसएबिलिटी, कॉन्फ़िगरेशन प्रबंधन और जोखिम न्यूनीकरण के लिए कठोर आवश्यकताएं जोड़ता है।
ISO 13485
मेडिकल उपकरण निर्माण के लिए ISO 13485 प्रमाणन की आवश्यकता होती है, जो यह सुनिश्चित करता है कि प्रक्रियाएं मेडिकल उत्पादों के लिए विनियामक आवश्यकताओं को पूरा करती हैं और FDA या अंतरराष्ट्रीय विनियामक समीक्षा के लिए उपयुक्त प्रलेखन बनाए रखती हैं।
प्रदाता मूल्यांकन चेकलिस्ट
संभावित लेजर कटिंग साझेदारों की तुलना करते समय इस व्यापक चेकलिस्ट का उपयोग करें:
- तकनीकी क्षमताएँ: आपकी सामग्री के लिए उपयुक्त लेजर प्रकार; आपकी मोटाई आवश्यकताओं के लिए पर्याप्त शक्ति; आपके भाग के आयामों को समायोजित करने वाला बिछौने का आकार
- सामग्री का ज्ञान: आपकी विशिष्ट सामग्री और मिश्र धातुओं के साथ प्रदर्शित अनुभव; स्टॉक में उपलब्ध सामग्री; सामग्री प्रमाणन और ट्रेसएबिलिटी
- गुणवत्ता प्रमाणन: प्रासंगिक आईएसओ, आईएटीएफ या उद्योग-विशिष्ट प्रमाणन; दस्तावेजीकृत निरीक्षण प्रक्रियाएँ; कैलिब्रेटेड मापन उपकरण
- पलटने का समय: आपके अनुसूची के अनुरूप मानक लीड टाइम; आवश्यकता के लिए त्वरित क्षमता; वर्तमान क्षमता के आधार पर वास्तविक डिलीवरी वादे
- डिज़ाइन समर्थन: डीएफएम समीक्षा सेवाएँ; फ़ाइल तैयारी सहायता; सहिष्णुता परामर्श; संभावित समस्याओं के बारे में सक्रिय संचार
- संचार की प्रतिक्रियाशीलता: उद्धरण की गति (कुछ प्रदाता 12-घंटे के उद्धरण टर्नअराउंड की पेशकश करते हैं); तकनीकी कर्मचारियों की पहुंच; स्पष्ट परियोजना स्थिति अद्यतन
- द्वितीयक कार्य: मोड़ने, वेल्डिंग, फिनिशिंग और असेंबली क्षमताएँ; एक-स्टॉप-शॉप की संभावना जो आपूर्तिकर्ता प्रबंधन जटिलता को कम करती है
- मूल्य निर्धारण पारदर्शिता: स्पष्ट लागत विभाजन; कोई छिपी फीस नहीं; मूल्य निर्धारण कारकों की व्याख्या करने की इच्छा
DFM समर्थन का मूल्य
निर्माण के लिए डिज़ाइन समर्थन प्रदाता द्वारा पेश की जाने वाली सबसे मूल्यवान—लेकिन अक्सर नजरअंदाज की जाने वाली—सेवाओं में से एक है। परिशुद्धता निर्माण विशेषज्ञ डिज़ाइन विचारों को शुरू में ही संबोधित करने से पुनः डिज़ाइन से बचा जा सकता है और प्रोटोटाइप से उत्पादन तक आसान स्केल-अप सुनिश्चित होता है।
प्रभावी डीएफएम समर्थन वास्तव में क्या प्रदान करता है?
- विशेषता आकार सत्यापन: उन छिद्रों, स्लॉट या विवरणों की पहचान करना जो अपव्यय से पहले विश्वसनीय ढंग से काटे नहीं जा सकते
- सहिष्णुता की वास्तविकता जाँच: उन विशिष्टताओं को चिह्नित करना जिनके लिए धीमी कटिंग गति की आवश्यकता होती है या जिनमें अस्वीकृति दर अधिक हो सकती है
- सामग्री की अनुशंसाएँ: ऐसे विकल्प सुझाना जो आपकी कार्यात्मक आवश्यकताओं को कम लागत या बेहतर किनारे की गुणवत्ता के साथ प्राप्त करते हैं
- नेस्टिंग अनुकूलन: भागों की व्यवस्था करना ताकि सामग्री के अपव्यय को कम से कम किया जा सके और प्रति इकाई लागत कम हो
- द्वितीयक संचालन योजना: यह पूर्वानुमान लगाना कि भागों को कैसे मोड़ा, वेल्ड किया या असेंबल किया जाएगा और इसके अनुसार कटिंग विशिष्टताओं में समायोजन करना
DFM समर्थन प्रदान करने वाले प्रदाता—जैसे IATF 16949 प्रमाणन रखने वाले और एकीकृत इंजीनियरिंग टीमों के साथ—उन समस्याओं को पकड़ते हैं जो अन्यथा अस्वीकृत पुर्जों या विफल असेंबली के रूप में सामने आतीं। रद्दीकरण से बचने के कारण होने वाली लागत बचत आमतौर पर इस सेवा स्तर के लिए किसी भी प्रीमियम से काफी अधिक होती है।
स्थानीय बनाम ऑनलाइन सेवाओं के बीच व्यापार-ऑफ
ऑनलाइन लेजर कटिंग सेवाओं के उदय ने विकल्पों को बहुत अधिक विस्तार दिया है, लेकिन स्थानीय दुकानों और डिजिटल प्लेटफॉर्म के बीच चयन में वास्तविक व्यापार-ऑफ शामिल हैं जिन पर विचार करना उचित है।
स्थानीय प्रदाता के लाभ:
- मुख्य-से-मुख्य डिजाइन परामर्श और हाथों-से-नमूना समीक्षा
- परिवर्तनों के लिए व्यक्तिगत सहयोग की आवश्यकता होने पर त्वरित पुनरावृत्ति
- भारी या बड़े पुर्जों के लिए शिपिंग लागत से बचने के लिए आसान लॉजिस्टिक्स
- क्षमता संकुचन के दौरान आपकी परियोजनाओं को प्राथमिकता देने वाले संबंध निर्माण
- तत्काल उठाने से त्वरित आवश्यकताओं के लिए शिपिंग देरी समाप्त हो जाती है
ऑनलाइन सेवा के लाभ:
- व्यापक तकनीकी पहुंच—विशेष उपकरण जो आपको स्थानीय स्तर पर नहीं मिल सकते
- उच्च मात्रा वाले संचालन से प्रतिस्पर्धी मूल्य निर्धारण
- 24/7 उद्धरण और ऑर्डर करने की सुविधा
- मानकीकृत प्रक्रियाओं के माध्यम से सुसंगत गुणवत्ता
- जब आप स्थानांतरित हो रहे हों या आपके पास वितरित टीमें हों, तो भौगोलिक लचीलापन
प्रोटोटाइपिंग और एकल परियोजनाओं के लिए, ऑनलाइन सेवाएं अक्सर उत्कृष्ट मूल्य प्रदान करती हैं। उत्पादन चलन के लिए जिसमें निरंतर सहयोग, गुणवत्ता में समायोजन या जटिल द्वितीयक संचालन की आवश्यकता होती है, स्थानीय संबंध अक्सर प्रति इकाई लागत अधिक होने के बावजूद अधिक मूल्यवान साबित होते हैं।
सबसे अच्छा प्रदाता आवश्यक रूप से सबसे सस्ता या सबसे निकटतम नहीं होता—यह वह है जिसकी क्षमताएं, संचार शैली और गुणवत्ता मानक आपकी परियोजना आवश्यकताओं के अनुरूप होते हैं।
सही लेजर कटिंग साझेदार का चयन आपके उत्पादन अनुभव को लेन-देन की एक श्रृंखला से एक सहयोगात्मक संबंध में बदल देता है। वे प्रदाता जो प्रमाणन में निवेश करते हैं, वास्तविक DFM समर्थन प्रदान करते हैं और पूछताछ के लिए त्वरित प्रतिक्रिया देते हैं, वे आपकी सफलता के प्रति प्रतिबद्धता दिखाते हैं—केवल अपने चालान के लिए नहीं। 5-दिन की टर्नअराउंड जैसी त्वरित प्रोटोटाइपिंग क्षमताओं और प्रतिक्रियाशील उद्धरण प्रणालियों के साथ, सही साझेदार आपकी पूरी विकास प्रक्रिया को तेज कर देता है, जबकि आपके अनुप्रयोगों द्वारा मांगी गई सटीकता बनाए रखता है।
लेजर कट सेवाओं के बारे में अक्सर पूछे जाने वाले प्रश्न
1. लेज़र कटिंग सेवा की कीमत कितनी है?
लेजर कटिंग सेवा की लागत सामग्री के प्रकार, मोटाई, कट की जटिलता, मात्रा और समय सीमा के आधार पर भिन्न होती है। मशीन समय आमतौर पर $60-$150 प्रति घंटा के बीच होता है। सरल भागों की लागत मात्र $5-10 तक हो सकती है, जबकि जटिल प्रोटोटाइप $50+ तक हो सकते हैं। बैच ऑर्डर प्रति इकाई लागत में काफी कमी करते हैं—100 समान भागों का ऑर्डर देने से कीमत एकल टुकड़े के $50 की तुलना में प्रति टुकड़ा $8 तक गिर सकती है। लागत को अनुकूलित करने के लिए, डिज़ाइन को सरल बनाएं, उचित सहिष्णुता चुनें और जहां संभव हो ऑर्डर बैच में दें।
2. लेजर कटिंग की प्रति घंटे लागत कितनी होती है?
लेजर कटिंग मशीन का समय आमतौर पर प्रति घंटे 60-150 अमेरिकी डॉलर के बीच होता है, जो उपकरण के प्रकार, कटाई जा रही सामग्री और प्रदाता के स्थान पर निर्भर करता है। धातुओं की कटाई करने वाले फाइबर लेजर अक्सर उपकरण की लागत के कारण अधिक घंटे की दर लेते हैं, जबकि एक्रिलिक और लकड़ी के संसाधन करने वाले CO2 लेजर की दर कम हो सकती है। हालाँकि, घंटे की दर पूरी कहानी नहीं बताती—पतली सामग्री पर तेज कटिंग गति का अर्थ है कम घंटे बिल किए जाएंगे। सटीक तुलना के लिए सामग्री, मशीन समय और फिनिशिंग लागत दिखाने वाले विस्तृत उद्धरण मांगें।
3. लेजर कटिंग के लिए कौन सी सामग्री उपयुक्त होती हैं?
लेजर कटिंग विभिन्न सामग्रियों को संभालती है जिनमें धातुएँ (कार्बन स्टील, स्टेनलेस स्टील, एल्यूमीनियम, पीतल, तांबा, टाइटेनियम), प्लास्टिक (एक्रिलिक, एबीएस, पॉलीकार्बोनेट), लकड़ी और कंपोजिट्स, चमड़ा, कपड़ा और कागज शामिल हैं। गैर-धातुओं पर CO2 लेजर उत्कृष्ट प्रदर्शन करते हैं, एक्रिलिक पर चिकने किनारे और लकड़ी पर साफ कट देते हैं। फाइबर लेजर धातु कटिंग में प्रभुत्व रखते हैं, उच्च गति और सटीकता प्रदान करते हैं। सामग्री की मोटाई की सीमा भिन्न होती है—उच्च-शक्ति प्रणालियों के साथ स्टील 25 मिमी से अधिक, एक्रिलिक 25 मिमी तक, एल्यूमीनियम 40 मिमी तक। हमेशा अपनी विशिष्ट सामग्री और मोटाई की पुष्टि प्रदाताओं के साथ करें।
4. लेजर कटिंग सेवाएँ कौन से फ़ाइल प्रारूप स्वीकार करती हैं?
अधिकांश लेजर कटिंग सेवाएं वेक्टर फ़ाइल प्रारूपों को स्वीकार करती हैं जिनमें DXF (उद्योग मानक), AI (एडोब इलस्ट्रेटर), SVG (स्केलेबल वेक्टर ग्राफिक्स) और वेक्टर सॉफ़्टवेयर से निर्यातित PDF शामिल हैं। DXF सार्वभौमिक संगतता प्रदान करता है और फ़ॉन्ट निर्भरता से मुक्त होता है। महत्वपूर्ण तैयारी चरणों में पाठ को आउटलाइन में परिवर्तित करना, सभी खुले पथों को बंद करना, ओवरलैपिंग रेखाओं को हटाना और 100% स्केल पर आयामों को सत्यापित करना शामिल है। JPEG या PNG जैसे रास्टर प्रारूपों से बचें—लेजर को कटिंग पथों की गणितीय परिभाषा की आवश्यकता होती है, पिक्सेल-आधारित छवियों की नहीं।
5. लेजर कटिंग, वॉटरजेट और प्लाज्मा कटिंग में से कैसे चुनें?
1/2 इंच से कम मोटाई वाली सामग्री के लिए लेजर कटिंग का चयन करें जिसमें जटिल विवरण और कसे हुए सहिष्णुता की आवश्यकता हो—यह सबसे तेज़ गति और सबसे साफ किनारे प्रदान करता है। ऊष्मा-संवेदनशील सामग्री, मोटे कंपोजिट, पत्थर, कांच या उन स्थितियों के लिए जलधारा (वॉटरजेट) का चयन करें जहां ऊष्मा-प्रभावित क्षेत्र अस्वीकार्य हों। 1 इंच से अधिक मोटाई वाली चालक धातुओं के लिए प्लाज्मा कटिंग का चयन करें जहां किनारे की सटीकता से अधिक गति महत्वपूर्ण हो। प्रत्येक तकनीक विशिष्ट अनुप्रयोगों में उत्कृष्ट है—योग्य निर्माता आपकी सामग्री, मोटाई और गुणवत्ता आवश्यकताओं के अनुरूप सही प्रक्रिया का चयन करते हैं।