 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

ऑटोमोटिव प्रदर्शन के लिए आवश्यक फोर्जिंग टॉलरेंस
ऑटोमोटिव प्रदर्शन के लिए आवश्यक फोर्जिंग टॉलरेंस

संक्षिप्त में
ऑटोमोटिव विनिर्देशों के लिए फोर्जिंग सहिष्णुता अनुमेय आकारिकीय भिन्नताओं का एक महत्वपूर्ण समूह है जो निर्मित वाहन घटकों की परिशुद्धता को निर्धारित करता है। सख्त सहिष्णुताओं का पालन करना इसलिए आवश्यक है ताकि सुनिश्चित किया जा सके कि भाग सही ढंग से फिट बैठें, तनाव के तहत विश्वसनीय ढंग से काम करें, और सुरक्षा व दक्षता के लिए ऑटोमोटिव उद्योग की कठोर मांगों को पूरा करें। इस परिशुद्धता को प्राप्त करने से घटकों की शक्ति में वृद्धि होती है, सामग्री के अपव्यय को कम किया जाता है, और उच्च-प्रदर्शन, भरोसेमंद वाहनों के उत्पादन के लिए यह मूलभूत है।
फोर्जिंग सहिष्णुता को परिभाषित करना: परिशुद्ध निर्माण की आधारशिला
विनिर्माण में, एक टॉलरेंस (tolerance) किसी भाग के भौतिक आयाम में भिन्नता की अनुमेय सीमा होती है। विशेष रूप से, फोर्जिंग टॉलरेंस इंजीनियरिंग डिज़ाइन में निर्दिष्ट नाममात्र आयामों से विचलन की स्वीकार्य सीमा को परिभाषित करते हैं। ये मनमानी संख्याएँ नहीं हैं; बल्कि ये एक महत्वपूर्ण पैरामीटर हैं जो यह सुनिश्चित करते हैं कि घटक बड़े असेंबली, जैसे कि वाहन के इंजन या सस्पेंशन सिस्टम में सही ढंग से फिट और कार्य करेंगे। उद्योग संसाधनों द्वारा बताए गए अनुसार इंजीनियर्स एज , इन टॉलरेंस में फोर्जिंग प्रक्रिया के अंतर्निहित कारकों को ध्यान में रखना चाहिए, जिनमें डाई के घिसावट, ठंडा होने के दौरान सामग्री के सिकुड़न और ऊपरी और निचली डाई के बीच संभावित असंगति शामिल है।
फोर्जिंग सहिष्णुताओं को आमतौर पर "नियमित" या "विशेष" के रूप में वर्गीकृत किया जाता है। नियमित सहिष्णुताएँ, जो तब लागू होती हैं जब कोई विशिष्ट मानक उल्लेखित नहीं होता, को आम अभ्यास के लिए "वाणिज्यिक मानक" और अतिरिक्त परिशुद्धता एवं लागत वाले कार्य के लिए "निकट मानक" में विभाजित किया जाता है। विशेष सहिष्णुताओं को इंजीनियरिंग ड्राइंग्स पर स्पष्ट रूप से परिभाषित किया जाता है, जहाँ महत्वपूर्ण आयामों के लिए परिशुद्धता सर्वोच्च प्राथमिकता होती है। इसे एक उच्च-प्रदर्शन इंजन को इकट्ठा करने के समान समझें: जहाँ समग्र ब्लॉक का आकार एक निश्चित स्वीकार्य सीमा (वाणिज्यिक सहिष्णुता) में होता है, वहीं सिलेंडरों के भीतर पिस्टन के फिट होने के लिए इष्टतम संपीड़न और शक्ति सुनिश्चित करने के लिए बहुत अधिक निकट, विशिष्ट क्लीयरेंस (विशेष सहिष्णुता) की आवश्यकता होती है।
अंततः, फोर्जिंग सहिष्णुताएँ डिजाइनर और फोर्जिंग आपूर्तिकर्ता के बीच एक सहमति बनाती हैं। जैसा कि द्वारा समझाया गया है क्वीन सिटी फोर्जिंग उन्हें मामले के आधार पर विचार करना चाहिए क्योंकि वे सीधे भाग के डिज़ाइन और उपयोग किए गए विशिष्ट उत्पादन तकनीकों से प्रभावित होते हैं। किसी भी उच्च-प्रदर्शन उद्योग की मांगपूर्ण विनिर्देशों को पूरा करने वाले घटक बनाने की ओर पहला कदम इस सहिष्णुता की आधारभूत समझ है।
ऑटोमोटिव उद्योग में कड़ी सहिष्णुता की महत्वपूर्ण भूमिका
सुरक्षित, विश्वसनीय, ईंधन-कुशल और उच्च-प्रदर्शन वाले वाहन प्रदान करने के लिए ऑटोमोटिव उद्योग अपार दबाव के तहत काम करता है। कड़ी सहिष्णुता के साथ उच्च-परिशुद्धता ड्रॉप फोर्जिंग एक महत्वपूर्ण निर्माण प्रक्रिया है जो इन मांगों को पूरा करने में मदद करती है। जब ऑटोमोटिव घटकों को ठीक विनिर्देशों के अनुसार फोर्ज किया जाता है, तो लाभ उच्च प्रदर्शन से लेकर दैनिक संचालन के चरम तनाव, कंपन और तापमान में उतार-चढ़ाव तक सहन करने में सक्षम भागों के उत्पादन के लिए आवश्यक है।
ऑटोमोटिव घटकों के लिए टाइट फोर्जिंग टॉलरेंस बनाए रखने के फायदे महत्वपूर्ण होते हैं और अंतिम उत्पाद की गुणवत्ता तथा लागत प्रभावीता पर सीधा प्रभाव डालते हैं। एक मार्गदर्शिका में विस्तार से बताया गया है कि सिनोवे इंडस्ट्री ये लाभ बहुआयामी हैं:
- उत्कृष्ट शक्ति और स्थायित्व: फोर्जिंग प्रक्रिया धातु की दानेदार संरचना को सुधारती है, जो घटक के आकार के साथ संरेखित हो जाती है। इससे इसके यांत्रिक गुण बढ़ जाते हैं, जिससे भाग थकान, झटके और क्षरण के प्रति अत्यधिक प्रतिरोधी बन जाते हैं। क्रैंकशाफ्ट, कनेक्टिंग रॉड और स्टीयरिंग नॉकल जैसे महत्वपूर्ण भाग विफलता को रोकने के लिए इस फोर्ज्ड शक्ति पर निर्भर करते हैं।
- वृद्धि हुई सुरक्षा और विश्वसनीयता: ब्रेक और निलंबन जैसी सुरक्षा-महत्वपूर्ण प्रणालियों के लिए, त्रुटि के लिए कोई जगह नहीं है। सटीक टॉलरेंस यह सुनिश्चित करते हैं कि घटक एक साथ बिल्कुल सही ढंग से फिट और कार्य करें, जिससे यांत्रिक विफलता के जोखिम को कम किया जा सके। अध्ययनों से पता चला है कि सटीक टॉलरेंस वाले घटक समग्र प्रदर्शन और विश्वसनीयता में महत्वपूर्ण सुधार कर सकते हैं।
- वजन कमी: आधुनिक वाहन डिज़ाइन ईंधन दक्षता में सुधार के लिए वजन कम करने पर प्राथमिकता देता है। उच्च-परिशुद्धता फोर्जिंग मजबूत, हल्के भाग बना सकती है, जिससे संरचनात्मक निखरे के बिना अनावश्यक सामग्री को हटा दिया जाता है। इससे निर्माताओं को बढ़ते उत्सर्जन और ईंधन अर्थव्यवस्था मानकों को पूरा करने में मदद मिलती है।
- पैमाने पर लागत-प्रभावशीलता: तंग सहिष्णुताओं को प्राप्त करने के लिए अधिक उन्नत उपकरणों की आवश्यकता हो सकती है, लेकिन ड्रॉप फोर्जिंग प्रक्रिया उच्च-मात्रा उत्पादन के लिए अत्यधिक कुशल है। यह सामग्री अपव्यय (या फ्लैश) को कम करती है और अक्सर व्यापक माध्यमिक मशीनिंग की आवश्यकता को कम कर देती है, जिससे बड़े पैमाने पर उत्पादन में प्रति इकाई लागत कम हो जाती है।
फोर्जिंग मानकों और दिशानिर्देशों को नेविगेट करना
उद्योग में एकरूपता और गुणवत्ता सुनिश्चित करने के लिए, फोर्जिंग टॉलरेंस अक्सर स्थापित मानकों द्वारा निर्देशित होते हैं। अमेरिकन सोसाइटी ऑफ मैकेनिकल इंजीनियर्स (ASME) और ड्यूट्शेस इंस्टीट्यूट फॉर नॉर्मंग (DIN) जैसे संगठन विशिष्टताएँ प्रदान करते हैं जो फोर्ज किए गए घटकों के लिए सामग्री, आयाम और दबाव रेटिंग को कवर करती हैं। उदाहरण के लिए, ASME B16.11 मानक फोर्ज किए गए फिटिंग्स के लिए विस्तृत आवश्यकताओं को रेखांकित करता है, जबकि DIN 1.2714 जैसे DIN मानक उच्च धारकता वाले सामग्री ग्रेड को निर्दिष्ट करते हैं जो क्लोज डाई फोर्जिंग के लिए उपयुक्त होते हैं। इन मानकों का पालन करने से विभिन्न आपूर्तिकर्ताओं से प्राप्त भागों के लिए अंतरसंचालनीयता और गुणवत्ता का आधार सुनिश्चित होता है।
प्राप्त की जा सकने वाली सहिष्णुता बहुत हद तक फोर्जिंग विधि पर भी निर्भर करती है। ओपन-डाई फोर्जिंग, जहाँ धातु को डाई द्वारा पूरी तरह से सीमित नहीं किया जाता है, आमतौर पर ढीली सहिष्णुता रखती है। इसके विपरीत, क्लोज़्ड-डाई (या इम्प्रेशन-डाई) फोर्जिंग, जहाँ धातु को सटीक रूप से मशीन की गई गुहा में धकेला जाता है, बहुत अधिक नियंत्रित आयाम प्रदान करती है। यही सटीकता है जिसके कारण गियर और सस्पेंशन घटक जैसे जटिल ऑटोमोटिव पुर्जों के लिए क्लोज़्ड-डाई फोर्जिंग को अत्यधिक प्राथमिकता दी जाती है।
निम्नलिखित तालिका विभिन्न फोर्जिंग प्रकारों के लिए सामान्य सहिष्णुता का एक सामान्य अवलोकन प्रदान करती है, हालाँकि विशिष्ट मान भाग के आकार, सामग्री और जटिलता के आधार पर भिन्न हो सकते हैं।
| फोर्जिंग विधि | सामान्य सहिष्णुता सीमा | सामान्य ऑटोमोटिव अनुप्रयोग |
|---|---|---|
| क्लोज़्ड-डाई / इम्प्रेशन-डाई फोर्जिंग | ±0.5 मिमी से ±1.5 मिमी (और अधिक कसा हुआ हो सकता है) | कनेक्टिंग रॉड, गियर, क्रैंकशाफ्ट, स्टीयरिंग नॉब |
| खुले-छेद का धातु संक्रमण | ±1 मिमी से ±3 मिमी (या ±0.03″ से ±0.125″) | बड़े शाफ्ट, रिंग, इंगोट का प्रारंभिक आकार |
| परिशुद्धता (नेट-शेप) फोर्जिंग | ±0.1 मिमी से ±0.3 मिमी | उच्च-प्रदर्शन गियर, टरबाइन ब्लेड |
इष्टतम फोर्जिंग सहिष्णुता के लिए प्रमुख डिज़ाइन और सामग्री पर विचार
इष्टतम फोर्जिंग सहिष्णुता प्राप्त करना केवल एक संख्या निर्दिष्ट करने का मामला नहीं है; यह डिज़ाइन चरण से शुरू होने वाले एक समग्र दृष्टिकोण का परिणाम है। अंतिम फोर्ज किए गए घटक की सटीकता निर्धारित करने के लिए कई प्रमुख कारक परस्पर क्रिया करते हैं। इंजीनियर और डिज़ाइनरों को एक ऐसा भाग बनाने के लिए इन विचारों के बीच संतुलन बनाना चाहिए जो निर्माण के लिए उपयुक्त हो और प्रदर्शन आवश्यकताओं को पूरा करे। फ्रिगेट निर्माण एक तकनीकी सारांश में जैसा कि बताया गया है, सफलता के लिए एक सोच-समझकर तैयार किया गया डिज़ाइन मौलिक है।
निम्नलिखित विचार किसी भी फोर्ज किए गए ऑटोमोटिव भाग के लिए प्राप्त करने योग्य सहिष्णुता को प्रभावित करने में महत्वपूर्ण हैं:
- भाग की ज्यामिति और जटिलता: सरल आकृतियाँ उच्च परिशुद्धता के साथ बनाने में स्वाभाविक रूप से आसान होती हैं। गहरी गुहिकाओं, तीखे कोनों या पतली दीवारों वाले जटिल डिज़ाइन डाई के भीतर धातु के प्रवाह में बाधा डाल सकते हैं, जिससे आयामी भिन्नताएँ आ सकती हैं। चिकने सामग्री प्रवाह और दोषों को रोकने के लिए उदार त्रिज्या और फ़िलेट महत्वपूर्ण हैं।
- सामग्री चयन: अलग-अलग सामग्री ऊष्मा और दबाव के तहत अलग-अलग तरीके से व्यवहार करती हैं। स्टील, एल्यूमीनियम और टाइटेनियम जैसे मिश्र धातुओं के प्रत्येक के अद्वितीय तापीय प्रसार दर, प्रवाह विशेषताएँ और ठंडा होने पर सिकुड़न होती है। सामग्री के चयन का सीधा प्रभाव डाई डिज़ाइन और अंतिम सहिष्णुता पर पड़ता है जिसे बनाए रखा जा सकता है। उदाहरण के लिए, एल्यूमीनियम की उच्च तापीय चालकता स्टील की तुलना में अलग प्रक्रिया नियंत्रण की आवश्यकता होती है।
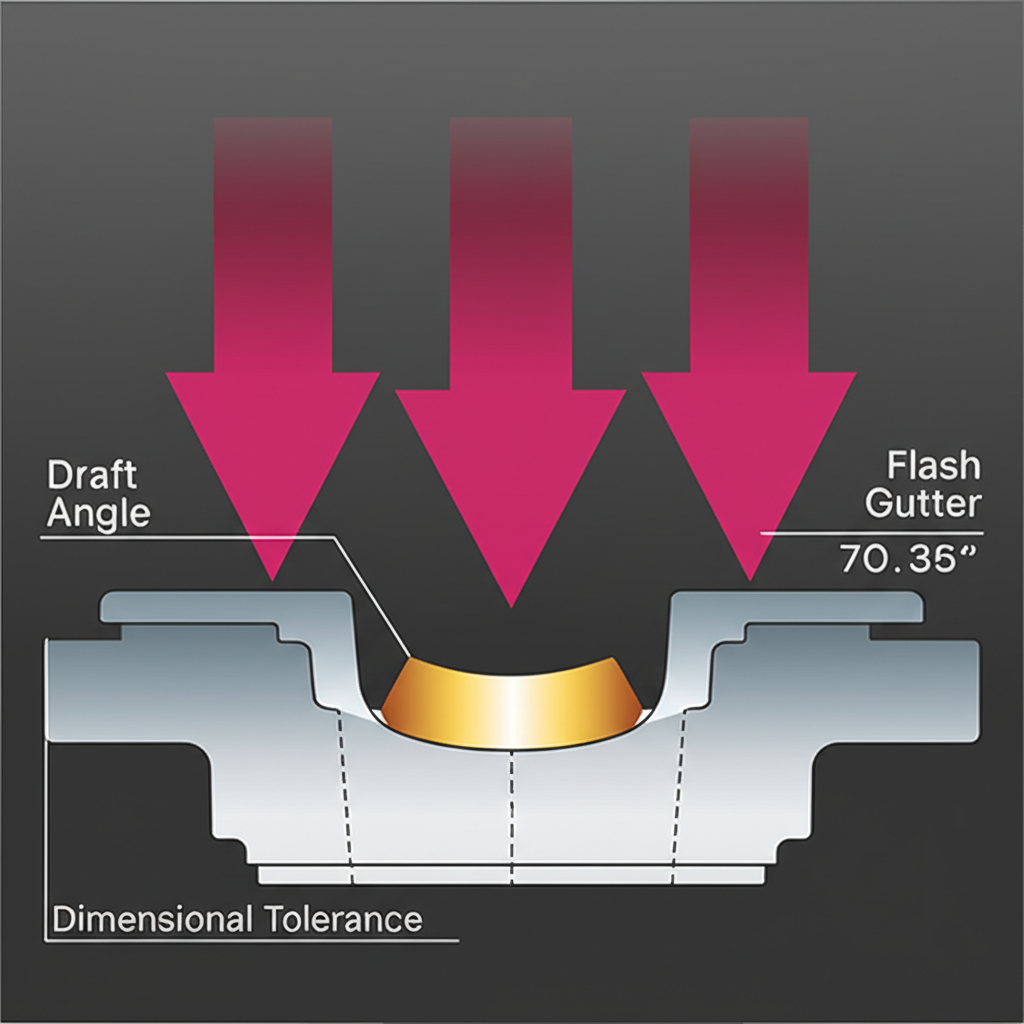
- डाई डिज़ाइन और ड्राफ्ट कोण: डाई स्वयं एक मास्टर उपकरण है जो भाग के आकार को निर्धारित करता है। खत्म शुदा भाग को बिना क्षति के निकालने की अनुमति देने के लिए ड्राफ्ट कोण (लंबवत सतहों पर हल्के ढलान) के समावेश सहित उचित डाई डिज़ाइन आवश्यक है। अपर्याप्त ड्राफ्ट विकृति का कारण बन सकता है और सहनशीलता को कमजोर कर सकता है।
- धातु प्रघटन का तापमान और प्रक्रिया नियंत्रण: कार्य-वस्तु और डाइज़ दोनों का तापमान सावधानीपूर्वक नियंत्रित किया जाना चाहिए। तापमान में भिन्नता असंगत सामग्री प्रवाह और सिकुड़न का कारण बन सकती है, जो सीधे आयामी सटीकता को प्रभावित करती है। उच्च-मात्रा वाले ऑटोमोटिव उत्पादन के लिए स्वचालित प्रक्रियाएं आवश्यक स्थिरता प्रदान करती हैं।
इन कारकों को सफलतापूर्वक संभालने के लिए अक्सर एक धातु प्रघटन विशेषज्ञ के साथ सहयोग की आवश्यकता होती है। उच्च-गुणवत्ता वाले घटकों की तलाश करने वाली कंपनियों के लिए, एक अनुभवी प्रदाता के साथ साझेदारी करना महत्वपूर्ण है। उदाहरण के लिए, शाओयी मेटल तकनीक iATF16949 प्रमाणित गर्म फोर्जिंग सेवाएं प्रदान करता है, जो मॉडल बनाने से लेकर बड़े पैमाने पर उत्पादन तक कठोर ऑटोमोटिव विनिर्देशों को पूरा करने के लिए डाई निर्माण और प्रक्रिया नियंत्रण में विशेषज्ञता को दर्शाता है।

अक्सर पूछे जाने वाले प्रश्न
1. फोर्जिंग के लिए DIN मानक क्या है?
DIN (ड्यूट्सचेस इंस्टीट्यूट फूर नॉरमंग) मानक फोर्जिंग के विभिन्न पहलुओं को कवर करते हैं। एक प्रासंगिक उदाहरण DIN 1.2714 है, जो Cr-Ni-Mo-V मिश्रधातु इस्पात के लिए एक सामग्री मानक है, जिसे उच्च टफनेस, घर्षण प्रतिरोध और कठोरता के कारण क्लोज्ड-डाई फोर्जिंग के लिए अनुशंसित किया जाता है। यह मानक यह सुनिश्चित करता है कि सामग्री स्वयं टिकाऊ, उच्च शक्ति वाले घटकों के उत्पादन के लिए उपयुक्त है।
2. फोर्जिंग के लिए ASME मानक क्या है?
ASME (अमेरिकन सोसाइटी ऑफ मैकेनिकल इंजीनियर्स) फोर्जिंग से संबंधित कई मानक प्रदान करता है। इनमें से एक प्रमुख मानक ASME B16.11 है, जो फोर्ज्ड स्टील फिटिंग्स के लिए आवश्यकताओं को निर्दिष्ट करता है, जिसमें उनके रेटिंग, आयाम, सहिष्णुता, मार्किंग और सामग्री की आवश्यकताएं शामिल हैं। उच्च दबाव वाले अनुप्रयोगों में एकरूपता और सुरक्षा सुनिश्चित करने के लिए यह मानक महत्वपूर्ण है।
3. ओपन-डाई फोर्जिंग की सहिष्णुता क्या है?
ओपन-डाई फोर्जिंग में आमतौर पर बंद-डाई विधियों की तुलना में अधिक विस्तृत सहिष्णुता होती है क्योंकि कार्यपृष्ठ पूरी तरह से संलग्न नहीं होता है। घटक के आकार और जटिलता के आधार पर मशीनिंग से पहले सहिष्णुता लगभग ±0.03 इंच से ±0.125 इंच (लगभग ±0.8 मिमी से ±3.2 मिमी) के बीच हो सकती है। यह विधि बड़े भागों या प्रारंभिक आकार देने वाले संचालन के लिए बेहतर उपयुक्त है जहां सटीक सटीकता द्वितीयक है।