 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

कारों के लिए फोर्ज्ड एलुमीनियम ग्रेड: प्रत्येक भाग के लिए सही मिश्र धातु का मानचित्रण करें

ऑटोमोटिव प्रदर्शन के लिए लोहित एल्युमीनियम ग्रेड क्यों महत्वपूर्ण हैं
जब आप इस बारे में सोचते हैं कि आधुनिक एल्युमीनियम कार को अपना सर्वश्रेष्ठ प्रदर्शन करने में क्या सक्षम बनाता है, तो उत्तर अक्सर सतह के नीचे छिपा होता है—धातु की संरचना में ही। ऑटोमोटिव निर्माण में लोहित एल्युमीनियम अब आवश्यक बन गया है, जो निलंबन घटकों से लेकर उच्च-प्रदर्शन वाले पहियों तक सब कुछ संचालित करता है। लेकिन यहां वह महत्वपूर्ण प्रश्न है जिसका सामना अधिकांश इंजीनियर और खरीद विशेषज्ञ करते हैं: उपलब्ध कई एल्युमीनियम ग्रेड के साथ, आप प्रत्येक भाग के लिए सही मिश्रधातु का चयन कैसे करते हैं?
मिश्रधातु चयन और घटक प्रदर्शन के बीच इस संबंध को समझना उस वाहन के बीच का अंतर हो सकता है जो उत्कृष्टता दिखाता है और वह जो केवल न्यूनतम मानकों को पूरा करता है। तो, एल्युमीनियम मिश्रधातु वास्तव में क्या है, और आकार देने की विधि इतनी अधिक क्यों मायने रखती है?
क्यों लोहित एल्युमीनियम के प्रदर्शन को बदल देता है
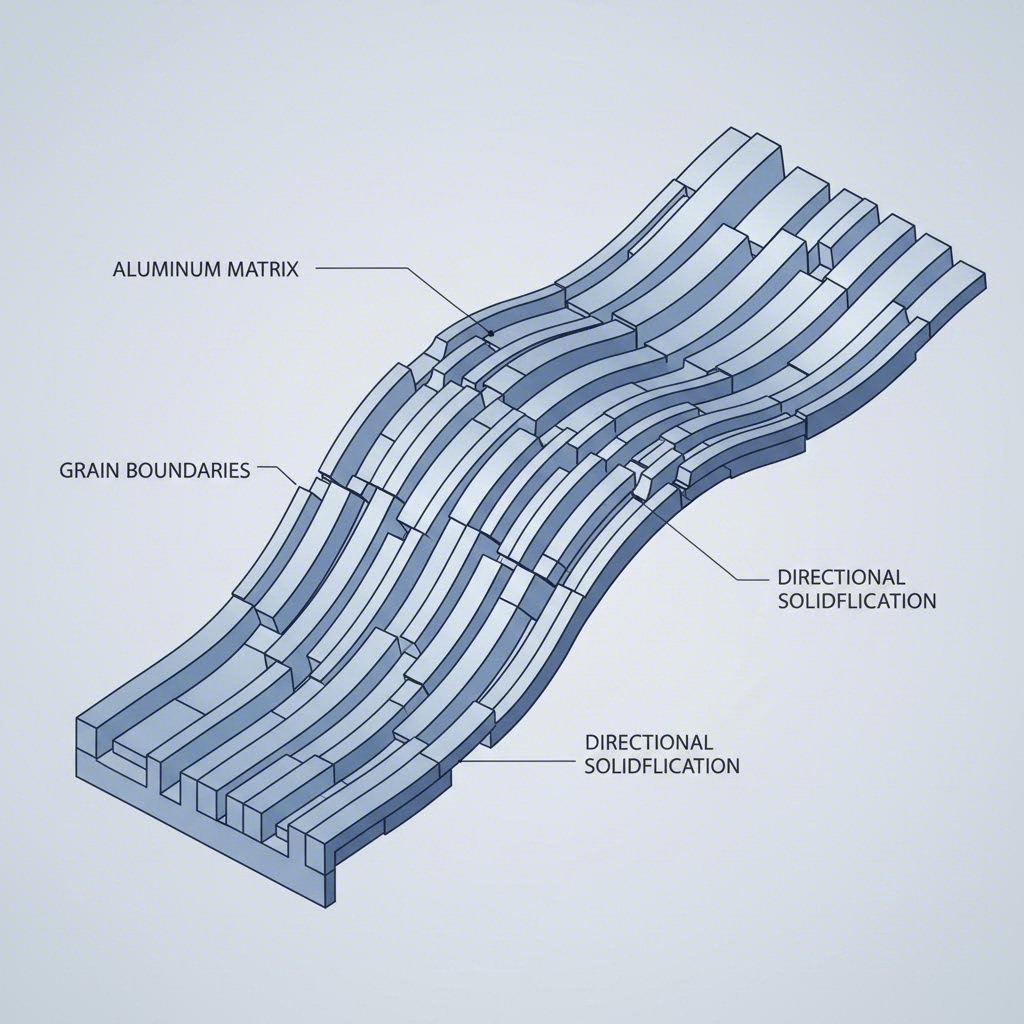
ढलाई के विपरीत—जहां पिघले एल्यूमीनियम को सांचों में डाला जाता है—या एक्सट्रूजन, जो गर्म धातु को सांचे के माध्यम से धकेलता है, फोर्जिंग उच्च तापमान पर एल्यूमीनियम को आकार देने के लिए तीव्र दबाव लागू करती है। इस प्रक्रिया मूल रूप से सामग्री की आंतरिक संरचना को बदल देती है। परिणाम? एक सघन, अधिक निरंतर दानों का प्रवाह जो तैयार भाग के आकार का अनुसरण करता है।
वियर विशेषज्ञों के अनुसार, फोर्जिंग एल्यूमीनियम की दानों की संरचना को संपीड़ित करती है , ढलाई विकल्पों की तुलना में ताकत और कठोरता दोनों में महत्वपूर्ण वृद्धि करती है। इस सूक्ष्म संरचना में सुधार थकान प्रतिरोध और प्रभाव प्रदर्शन में भी सुधार करता है—गुण जो सुरक्षा-महत्वपूर्ण ऑटोमोटिव एल्यूमीनियम अनुप्रयोगों के लिए अनिवार्य हैं।
फोर्जिंग आंतरिक तंतुओं को संपीड़ित और संरेखित करके एल्यूमीनियम की दानों की संरचना को सुधारती है, यांत्रिक गुण प्रदान करती है जो ढलाई विकल्प बस मेल नहीं खाते—विशेष रूप से उन घटकों के लिए जो बार-बार तनाव चक्रों के अधीन हैं।
इसीलिए एक एल्यूमीनियम कार, जो महत्वपूर्ण क्षेत्रों में फोर्ज्ड घटकों के साथ बनाई गई है, वास्तविक ड्राइविंग परिस्थितियों में उत्कृष्ट टिकाऊपन दर्शाती है। फोर्जिंग प्रक्रिया आंतरिक खालीपन और छिद्रता को समाप्त कर देती है जो ढलाई में सामान्य है, जिससे प्रत्येक एल्यूमीनियम ऑटोमोबाइल घटक आधुनिक वाहनों के मांगने वाले भार का सामना कर सकता है।
ऑटोमोटिव निर्माण में ग्रेड चयन की चुनौती
यहाँ यह दिलचस्प—और जटिल—हो जाता है। सभी एल्यूमीनियम ग्रेड समान रूप से अच्छे से फोर्ज नहीं होते, और प्रत्येक फोर्ज्ड ग्रेड हर अनुप्रयोग के लिए उपयुक्त नहीं होता। गलत मिश्र धातु के चयन से निर्माण की कठिनाइयों, घटक की अकाल मारम्मत या अनावश्यक लागत आदि आ सकती है।
इंजीनियर ऑटोमोटिव घटकों के लिए एल्यूमीनियम ग्रेड चुनते समय कई प्रतिस्पर्धी कारकों का संतुलन बनाए रखना चाहिए:
- शक्ति की आवश्यकताएँ: क्या घटक को अधिकतम तन्य शक्ति या अच्छी आकारणीयता की आवश्यकता है?
- परिचालन वातावरणः क्या घटक को संक्षारक परिस्थितियों या चरम तापमान का सामना करना पड़ेगा?
- निर्माण बाधाएँ: घटक की ज्यामिति कितनी जटिल है, और कौन से फोर्जिंग तापमान व्यवहार्य हैं?
- लागत की मान्यताएँ: क्या आवेदन प्रीमियम मिश्र धातुओं को उचित ठहराता है, या मानक ग्रेड पर्याप्त होंगे?
यह लेख आपके लिए एक व्यावहारिक चयन मार्गदर्शिका के रूप में कार्य करता है, जो आज के वाहनों में उपयोग की जाने वाली आवश्यक बनावटी एल्यूमीनियम ग्रेड के माध्यम से आपका मार्गदर्शन करता है। आप जान पाएंगे कि कौन सी मिश्र धातुएँ विशिष्ट घटक श्रेणियों के लिए उपयुक्त हैं, ऊष्मा उपचार की महत्वपूर्ण भूमिका को समझेंगे, और सामान्य चयन त्रुटियों से बचना सीखेंगे। चाहे आप निलंबन भुजाओं, पहियों या पावरट्रेन भागों के लिए सामग्री निर्दिष्ट कर रहे हों, प्रत्येक अनुप्रयोग के लिए सही ग्रेड का मिलान करना प्रदर्शन और मूल्य दोनों को सुनिश्चित करता है।
एल्यूमीनियम मिश्र धातु श्रृंखला और उनकी बनावट उपयुक्तता
आप एक ऑटोमोटिव घटक के लिए सही मिश्र धातु का मानचित्रण करने से पहले, आपको यह समझने की आवश्यकता है कि एलुमीनियम मिश्र धातुओं को कैसे व्यवस्थित किया जाता है। एलुमीनियम एसोसिएशन ने एक नंबरिंग प्रणाली स्थापित की है जो आधारभूत मिश्र धातु तत्व के आधार पर बने एलुमीनियम मिश्र धातुओं को श्रृंखला में वर्गीकृत करती है। इस वर्गीकरण—1xxx से 7xxx तक—आपको मिश्र धातु के फोर्जिंग के दौरान व्यवहार और उसकी अंतिम प्रदर्शन विशेषताओं के बारे में बहुत कुछ बताता है।
लेकिन यहाँ वह बात है जो कई सामग्री विरचन नहीं समझाते हैं: कुछ एलुमीनियम मिश्र धातु ग्रेड अच्छी तरह से फोर्ज क्यों करते हैं जबकि दूसरे दरार, विकृति करते हैं या बस सहयोग करने से इनकार करते हैं? उत्तर धातुकर्म में निहित है, और इन मूलभूत बातों को समझने से आपके ऑटोमोटिव अनुप्रयोगों के लिए ग्रेड चयन के दृष्टिकोण में परिवर्तन आएगा।
एलुमीनियम श्रृंखला प्रणाली को समझना
प्रत्येक एलुमीनियम मिश्र धातु श्रृंखला को उसके प्रमुख मिश्र धातु तत्व द्वारा परिभाषित किया जाता है, जो मिश्र धातु के मूल गुणों का निर्धारण करता है। इसे एक पारिवारिक वृक्ष के रूप में सोचें जहाँ रिश्तेदार कुछ गुण साझा करते हैं:
- 1xxx श्रृंखला: अनिवार्य रूप से शुद्ध एल्युमीनियम (99%+ Al)। उत्कृष्ट संक्षारण प्रतिरोध और चालकता, लेकिन संरचनात्मक ऑटोमोटिव फोर्जिंग के लिए बहुत नरम।
- 2xxx श्रृंखला: तांबा मुख्य घटक है। ये मिश्र धातुएँ उच्च शक्ति और उत्कृष्ट थकान प्रतिरोध प्रदान करती हैं—मांग वाले एयरोस्पेस और ऑटोमोटिव पावरट्रेन अनुप्रयोगों के लिए आदर्श।
- 3xxx श्रृंखला: मैंगनीज-मिश्रित। मध्यम शक्ति और अच्छी आकृति बनाने की क्षमता के साथ, लेकिन इन्हें उच्च शक्ति तक गर्मी उपचार नहीं किया जा सकता है, इसलिए फोर्जिंग में शायद ही उपयोग किए जाते हैं।
- 4xxx श्रृंखला: सिलिकॉन प्रमुख। उच्च सिलिकॉन सामग्री उत्कृष्ट पहनने के प्रतिरोध प्रदान करती है, जिससे ये मिश्र धातुएँ पिस्टन के लिए उपयुक्त बनती हैं, हालांकि इनकी मशीनिंग कठिनाई होती है।
- 5xxx श्रृंखला: मैग्नीशियम-आधारित। उत्कृष्ट संक्षारण प्रतिरोध और वेल्डेबिलिटी, जिन्हें आमतौर पर समुद्री और क्रायोजेनिक अनुप्रयोगों के लिए फोर्ज किया जाता है, न कि सामान्य ऑटोमोटिव भागों के लिए।
- 6xxx श्रृंखला: मैग्नीशियम और सिलिकॉन का संयोजन। यह संतुलित रसायन 6xxx मिश्र धातुओं को ऑटोमोटिव एल्युमीनियम फोर्जिंग के कार्यशील मिश्र धातु बनाने के लिए बहुमुखी प्रतिभा प्रदान करता है।
- 7xxx श्रृंखला: जिंक, मैग्नीशियम और तांबे के साथ, अत्यधिक मजबूत मिश्र धातुएं बनाता है। ये उपलब्ध सबसे मजबूत एल्युमीनियम मिश्र धातुओं का प्रतिनिधित्व करते हैं, जो वजन-महत्वपूर्ण एयरोस्पेस और उच्च-प्रदर्शन वाली ऑटोमोटिव संरचनाओं के लिए आवश्यक हैं।
के अनुसार एल्युमीनियम एसोसिएशन की उद्योग दस्तावेज़ीकरण , यह नामकरण पद्धति द्वितीय विश्व युद्ध के बाद एल्युमीनियम सामग्री के बढ़ते कैटलॉग में अनुशासन लाने के लिए उभरी। इस ढांचे के भीतर एल मिश्र धातु ग्रेड को समझने से आप किसी भी दिए गए अनुप्रयोग के लिए उम्मीदवारों को तेजी से सीमित करने में सक्षम होते हैं।
मिश्र धातु परिवारों में समान फोर्जेबिलिटी कारक
यहाँ वास्तविक इंजीनियरिंग अंतर्दृष्टि आती है। हर एल्युमीनियम मिश्र धातु एक जैसे ढंग से फोर्ज नहीं होती, और ये अंतर मनमाने नहीं हैं—वे यह समझाते हैं कि दबाव और गर्मी के तहत प्रत्येक मिश्र धातु की रसायन विज्ञान कैसे व्यवहार को प्रभावित करता है।
फोर्जेबिलिटी कई परस्पर जुड़े कारकों पर निर्भर करती है:
- विरूपण प्रतिरोध: डाई कैविटीज़ में बहने के लिए मिश्र धातु को कितना बल चाहिए?
- तापमान संवेदनशीलता: गर्मी सीमा की सीमा में गुण कितनी तेजी से बदलते हैं?
- दरार की प्रवृत्ति: क्या मिश्र धातु सतह या आंतरिक दोषों के बिना गंभीर विरूपण को सहन करती है?
- ऊष्मा उपचार योग्यता: क्या धातुकार्यित भाग को उत्तरवर्ती तापीय प्रसंस्करण द्वारा सशक्त बनाया जा सकता है?
शोध ASM International यह दर्शाता है कि सभी मैलिश धातुओं के लिए धातु के तापमान में वृद्धि के साथ लोहारसायता में सुधार होता है—लेकिन इस प्रभाव की मात्रा में काफी भिन्नता होती है। उच्च-सिलिकॉन वाले 4xxx श्रृंखला मिश्र धातु तापमान संवेदनशीलता के सबसे अधिक प्रदर्शन करते हैं, जबकि उच्च-शक्ति वाले 7xxx श्रृंखला संकीर्णतम कार्य योग्य तापमान सीमा दर्शाते हैं। इसीलिए 7xxx श्रृंखला मिश्र धातुओं को सटीक तापमान नियंत्रण की आवश्यकता होती है: त्रुटि की सीमा कम होती है।
6xxx श्रृंखला, विशेष रूप से 6061 जैसी मिश्र धातुएं, "अत्यधिक लोहारसायता" के रूप में अपनी प्रतिष्ठा प्राप्त करती हैं क्योंकि वे मध्यम प्रवाह तनाव और उदार प्रक्रिया सीमा का अनुकूल संयोजन प्रदान करती हैं। इसके विपरीत, 2xxx और 7xxx श्रृंखला मिश्र धातु उच्च प्रवाह तनाव दर्शाते हैं—कभी-कभी प्रायः लोहारसायता तापमान पर कार्बन इस्पात के तनाव से भी अधिक—जिससे उन्हें उच्च-प्रदर्शन घटकों के लिए अधिक चुनौतीपूर्ण लेकिन आवश्यक बना दिया जाता है।
| एल्यूमिनियम श्रृंखला | प्राथमिक मिश्र धातु तत्व | आघात निर्माण रेटिंग | सामान्य ऑटोमोटिव अनुप्रयोग | प्रमुख विशेषताएं |
|---|---|---|---|---|
| 2xxx | तांबा | मध्यम | पिस्टन, कनेक्टिंग रॉड, इंजन घटक | उच्च-तापमान सामर्थ्य, उत्कृष्ट थकान प्रतिरोध, ऊष्मा उपचार योग्य |
| 5xxx | मैग्नीशियम | अच्छा | क्षरणकारक वातावरण में संरचनात्मक घटक, समुद्री-ग्रेड भाग | गैर-ऊष्मा उपचार योग्य, असाधारण समुद्री क्षरण प्रतिरोध, वेल्डेड अवस्था में उच्च सामर्थ्य |
| 6xxx | मैग्नीशियम + सिलिकॉन | उत्कृष्ट | निलंबन बाजू, नियंत्रण बाजू, पहिए, सामान्य संरचनात्मक भाग | संतुलित सामर्थ्य और आकृति योग्यता, अच्छा क्षरण प्रतिरोध, ऊष्मा उपचार योग्य, लागत प्रभावी |
| 7xxx | जस्ता (+ मैग्नीशियम, तांबा) | मध्यम से कठिन | उच्च-तनाव चेसिस घटक, प्रदर्शन व्हील्स, एयरोस्पेस-ग्रेड ऑटोमोटिव भाग | अत्यधिक शक्ति, उत्कृष्ट थकान प्रतिरोध, प्रक्रिया नियंत्रण की सावधानीपूर्वक आवश्यकता, ऊष्मा उपचयनीय |
आकार देने की अन्य विधियों की तुलना में आघात निर्माण के लिए रसायन विज्ञान इतना महत्वपूर्ण क्यों है? जब एल्यूमीनियम को ढलाई जाता है, तो धातु तरल अवस्था से ठोस हो जाता है, अक्सर पारंपरिकता को फंसा लेता है और स्थूल दानदार संरचना विकसित करता है। एक्सट्रूजन गर्म धातु को निश्चित डाई खुले में धकेलता है, जिससे ज्यामितीय जटिलता सीमित हो जाती है। आघात निर्माण, दूसरी ओर, भारी दबाव के तहत धातु को संपीड़ित करता है, जिससे दानदार संरचना को सुधारा जा सके और आंतरिक रिक्तताओं को समाप्त किया जा सके—लेकिन केवल यदि मिश्र धातु बिना दरार के इस गंभीर विरूपण को सहन कर सके।
मोटर वाहनों में प्रयुक्त सामान्य एल्युमीनियम मिश्रधातुएँ—जो मुख्य रूप से 2xxx, 6xxx और 7xxx श्रृंखला से संबंधित हैं—एक महत्वपूर्ण गुण साझा करती हैं: वे सभी ऊष्मा उपचार योग्य हैं। इसका अर्थ है कि घटक निर्माण के बाद विलयन उपचार और एजिंग प्रक्रियाओं के माध्यम से उनकी सामर्थ्य में महत्वपूर्ण वृद्धि की जा सकती है। गैर-ऊष्मा उपचार योग्य मिश्रधातुएँ, जैसे 5xxx श्रृंखला, मोटर वाहनों के घटकों में सीमित उपयोग पाती हैं क्योंकि वे अधिकांश वाहन घटकों द्वारा आवश्यक सामर्थ्य स्तर तक पहुँच नहीं सकतीं।
एल्युमीनियम मिश्रधातु ग्रेड और उनके फोर्जिंग व्यवहार की इस आधारशिला के साथ, आप मोटर वाहन निर्माण में प्रमुखता से उपयोग होने वाले विशिष्ट ग्रेड का पता लगाने और यह समझने के लिए तैयार हैं कि इंजीनियर प्रत्येक अनुप्रयोग के लिए विशेष रूप से प्रत्येक ग्रेड का चयन क्यों करते हैं।
मोटर वाहन घटकों के लिए आवश्यक फोर्ज्ड एल्युमीनियम ग्रेड
अब जब आप समझ गए हैं कि एल्युमीनियम मिश्र धातु परिवार अपने फोर्जिंग व्यवहार में कैसे भिन्न होते हैं, तो चलिए उन विशिष्ट ग्रेड्स का परीक्षण करते हैं जो ऑटोमोटिव निर्माण में प्रभुत्व रखते हैं। इन पाँच मिश्र धातुओं—6061, 6082, 7075, 2024, और 2014—को फोर्ज किए गए घटकों के लिए निर्दिष्ट करते समय आपके सामने आने वाले मुख्य सामग्री विकल्प माना जाता है। प्रत्येक में अलग-अलग लाभ होते हैं, और उनके अंतरों को समझने से आप प्रदर्शन, लागत और निर्माण क्षमता के बीच संतुलन बनाए रखते हुए जानकारीपूर्ण निर्णय ले सकते हैं।
वाहनों में इन विशेष एल्युमीनियम सामग्री ग्रेड्स को इतना प्रचलित क्या बनाता है? इसका उत्तर उनकी ताकत, आकार में बदलाव की क्षमता और अनुप्रयोग-विशिष्ट गुणों में इष्टतम संतुलन में निहित है, जिसे दशकों के ऑटोमोटिव इंजीनियरिंग अनुभव के माध्यम से सुधारा गया है।
संरचनात्मक घटकों के लिए 6061 और 6082
6xxx श्रृंखला कार फोर्जिंग में अच्छे कारणों से प्रभुत्व बनाए हुए है। ये मैग्नीशियम-सिलिकन मिश्र उस विविधता प्रदान करते हैं जिसकी आवश्यकता इंजीनियरों को संरचनात्मक अनुप्रयोगों की विस्तृत श्रृंखला में होती है—उच्च-शक्ति विकल्पों के प्रीमियम मूल्य या निर्माण चुनौतियों के बिना।
6061 एल्यूमिनियम सामान्य निर्माण में सबसे अधिक उपयोग किए जाने वाले एल्युमीनियम मिश्र के रूप में स्थापित है, और ऑटोमोटिव अनुप्रयोग इसके अपवाद नहीं हैं। Protolabs' मिश्र तुलन आंकड़ों के अनुसार 6061 को "उन स्थानों पर आमतौर पर चुना जाता है जहां वेल्डिंग या ब्रेज़िंग की आवश्यकता होती है, या सभी टेम्पर में उच्च संक्षारण प्रतिरोध के लिए।" इसे ऑटोमोटिव भागों, पाइपलाइनों, फर्नीतुर, उपभोक्ता इलेक्ट्रॉनिक्स, और उन संरचनात्मक घटकों के लिए आदर्श बनाता है जिन्हें अस्तरण के दौरान जोड़ने की आवश्यकता हो सकती है।
6061 की प्रमुख विशेषताएं शामिल हैं:
- संरचनाः प्राथमिक मिश्र तत्व मैग्नीशियम (0.8-1.2%) और सिलिकन (0.4-0.8%) हैं, जिनमें तांबे और क्रोम की थोड़ी मात्रा भी जोड़ी जाती है
- वेल्डिंग क्षमता: उत्कृष्ट—हालांकि वेल्डिंग ऊष्मा-प्रभावित क्षेत्र को कमजोर कर सकती है, जिसके कारण शक्ति पुनर्प्राप्ति के लिए वेल्ड के बाद उपचार की आवश्यकता होती है
- संक्षारण प्रतिरोध: सभी तापमान स्थितियों में बहुत अच्छा
- विशिष्ट ऑटोमोटिव उपयोग: संरचनात्मक फ्रेम, ब्रैकेट, सामान्य सीएनसी-मशीन किए गए भाग, घटक जिनमें बाद के वेल्डिंग की आवश्यकता हो
6082 एल्यूमिनियम यूरोपीय ऑटोमोटिव फोर्जिंग में एक महत्वपूर्ण विकास का प्रतिनिधित्व करता है जिसे कई उत्तर अमेरिकी विनिर्देश नजरअंदाज करते हैं। इस मिश्र धातु का उपयोग यूरोपीय वाहन कार्यक्रमों में ऑटोमोटिव सस्पेंशन और चेसिस घटकों के लिए लगभग विशेष रूप से किया जाता है—और मजबूत धातुकर्मीय कारणों से।
के अनुसार यूरोपीय एल्युमीनियम एसोसिएशन की तकनीकी प्रलेखन , "उत्कृष्ट संक्षारण प्रतिरोध के कारण मिश्र धातु EN AW-6082-T6 का उपयोग ऑटोमोटिव सस्पेंशन और चेसिस घटकों के लिए लगभग विशेष रूप से किया जाता है।" प्रलेखन दिखाता है कि प्रमुख यूरोपीय निर्माता नियंत्रण आर्म, स्टीयरिंग नॉकल, कपलिंग, क्लच सिलेंडर और ड्राइव शाफ्ट घटकों के लिए 6082-T6 का उपयोग करते हैं।
6082 को ऑटोमोटिव अनुप्रयोगों के लिए एल्युमीनियम के लिए विशेष रूप से उपयुक्त क्या बनाता है?
- संरचनाः 6061 की तुलना में उच्च सिलिकॉन (0.7-1.3%) और मैंगनीज (0.4-1.0%) सामग्री, साथ ही मैग्नीशियम (0.6-1.2%)
- सामर्थ्य लाभ: T6 टेम्पर में 6061 की तुलना में थोड़ा अधिक सामर्थ्य, चक्रीय भार के तहत बेहतर प्रदर्शन
- संक्षारण प्रतिरोधकता: सामान्य संक्षारण प्रतिरोधकता को बहुत अच्छा माना जाता है, जहाँ एल्युमीनियम शॉट का उपयोग करके ब्लास्ट क्लीनिंग सतह को अतिरिक्त सुरक्षा प्रदान करती है
- थकान व्यवहार: ढलाई 6082-T6 घटकों की सेवा जीवन के लिए बराबर अनुमानित तनन आयाम के लगभग दोगुना सहन करते हैं
यूरोपीय एल्युमीनियम संघ के शोध में प्रदर्शित किया गया है कि 6082-T6 फोर्जिंग संतुलन के बाद भी थकान गुणों को बनाए रखती हैं—जो सड़क नमक और नमी के संपर्क में उनके पूरे सेवा जीवन तक रहने वाले सस्पेंशन घटकों के लिए एक महत्वपूर्ण विचार है।
7075 और 2024 उच्च-तनाव अनुप्रयोगों के लिए
जब संरचनात्मक आवश्यकताएँ 6xxx मिश्र धातुओं की तुलना में अधिक होती हैं, तो इंजीनियर 7xxx और 2xxx श्रृंखला की ओर रुखते हैं। ये मिश्र धातुएँ उच्च लागत की होती हैं और अधिक सावधानीपूर्वक प्रसंस्करण की मांग करती हैं, लेकिन वे सबसे अधिक मांग करने वाले ऑटोमोटिव घटकों के लिए आवश्यक सामर्थ्य स्तर प्रदान करती हैं।
7075 एल्यूमिनियम सामान्यतः उपलब्ध सबसे मजबूत एल्युमीनियम मिश्र धातु के रूप में जाना जाता है जिसका उपयोग प्रायः फोर्जिंग अनुप्रयोगों के लिए किया जाता है। प्रति उद्योग विनिर्देश , 7075 "तनाव-संक्षारण दरार प्रतिरोध को विकसित करने के लिए मिश्रण में क्रोमियम जोड़ता है" और "इसकी हल्की लेकिन मजबूत विशेषताओं के कारण एयरोस्पेस भागों, सैन्य अनुप्रयोगों, साइकिल उपकरण, कैंपिंग और खेल उपकरणों के लिए जाना जाने वाला मिश्र धातु बन जाता है।"
ऑटोमोटिव अनुप्रयोगों में 7075 के लिए महत्वपूर्ण विचार:
- संरचनाः प्राथमिक मिश्र धातु तत्व जस्ता (5.1-6.1%), मैग्नीशियम (2.1-2.9%), और तांबा (1.2-2.0%) हैं, तनाव-संक्षारण प्रतिरोध के लिए क्रोमियम के साथ
- शक्ति-वजन अनुपात: एल्युमीनियम मिश्र धातुओं में उपलब्ध सबसे अधिक में से एक—वजन-महत्वपूर्ण प्रदर्शन अनुप्रयोगों के लिए आवश्यक
- वेल्डिंग क्षमता: खराब—यह मिश्र धातु अच्छी तरह से वेल्ड नहीं होती और कमजोर मिश्र धातुओं की तुलना में काफी भंगुर हो सकती है
- विशिष्ट ऑटोमोटिव उपयोग: उच्च-तनाव चेसिस घटक, प्रदर्शन व्हील अनुप्रयोग, रेसिंग निलंबन भाग, और घटक जहां अधिकतम शक्ति सामग्री प्रीमियम को उचित ठहराती है
उच्च-सामर्थ्य वाले प्रदर्शन की आवश्यकता वाले अनुप्रयोगों के लिए, इंजीनियर कभी-कभी 7075 के विकल्प के रूप में alu 7050 पर विचार करते हैं। यह निकट से संबंधित मिश्र धातु तनाव-संक्षारण प्रतिरोध और कठोरता में उत्कृष्ट है, जो इसे लैंडिंग गियर, संरचनात्मक पसलियों और अन्य थकान-महत्वपूर्ण अनुप्रयोगों के लिए विशेष रूप से मूल्यवान बनाता है जहां 7075 की सीमाएं चिंता का विषय बन जाती हैं।
2024 एल्यूमीनियम उच्च-तनाव वाले अनुप्रयोगों में एक अलग गुणवत्ता प्रदान करता है। यह तांबे आधारित मिश्र धातु थकान प्रतिरोध में उत्कृष्ट है—एक ऐसा गुण जो उन घटकों के लिए अमूल्य बनाता है जो बार-बार लोडिंग चक्रों के अधीन होते हैं।
विनिर्माण डेटा के अनुसार, 2024 एल्यूमीनियम में "भार-से-सामर्थ्य का उच्च अनुपात, उत्कृष्ट थकान प्रतिरोध, अच्छी मशीनीकरण क्षमता, और ऊष्मा उपचार योग्यता" होती है। हालांकि, इंजीनियरों को इसकी सीमाओं को ध्यान में रखना चाहिए: "कमजोर संक्षारण प्रतिरोध और वेल्डिंग के लिए उपयुक्त नहीं है।"
2024 एल्यूमीनियम की प्रमुख विशेषताओं में शामिल हैं:
- संरचनाः तांबा (3.8-4.9%) प्राथमिक मिश्रक तत्व है, जिसमें मैग्नीशियम (1.2-1.8%) और मैंगनीज़ की मिश्रधातु भी शामिल है
- थकान प्रदर्शन: चक्रीय भारण के प्रति उत्कृष्ट प्रतिरोध—घूर्णन और दोलन घटकों के लिए महत्वपूर्ण
- यंत्रीय क्षमता: अच्छा, जिससे बने खाली स्थान के ठीक निष्कर्षण की अनुमति मिलती है
- विशिष्ट ऑटोमोटिव उपयोग: पिस्टन, कनेक्टिंग रॉड और उच्च भार वाले पावरट्रेन घटक जहां थकान प्रतिरोध जंग प्रतिरोध की तुलना में प्रमुख है
2014 एल्यूमीनियम प्राथमिक फोर्जिंग मिश्र धातुओं को पूरा करता है, कुछ 7xxx विकल्पों की तुलना में उच्च शक्ति के साथ बेहतर फोर्जेबिलिटी प्रदान करता है। यह मिश्र धातु 2xxx श्रृंखला के तांबा-आधारित शक्ति प्रोफाइल की आवश्यकता वाले संरचनात्मक अनुप्रयोगों में उपयोग की जाती है।
यांत्रिक गुणों की तुलना
इन ग्रेडों में चयन करने के लिए समतुल्य परिस्थितियों में उनके यांत्रिक गुणों की तुलना को समझना आवश्यक है। निम्नलिखित तालिका उद्योग विरचनों और निर्माता आंकड़ों पर आधारित सापेक्ष प्रदर्शन रैंकिंग का सारांश प्रस्तुत करती है:
| ग्रेड | तन्य शक्ति (T6 तापमान) | प्रत्यास्थ सीमा शक्ति (T6 तापमान) | दैर्ध्य वृद्धि | सापेक्ष कठोरता | प्राथमिक लाभ |
|---|---|---|---|---|---|
| 6061-T6 | मध्यम | मध्यम | अच्छा (8-10%) | मध्यम | उत्कृष्ट वेल्डेबिलिटी और संक्षारण प्रतिरोध |
| 6082-T6 | मध्यम-उच्च | मध्यम-उच्च | अच्छा (8-10%) | मध्यम-उच्च | कटु वातावरण में उत्कृष्ट थकान प्रदर्शन |
| 7075-T6 | बहुत उच्च | बहुत उच्च | मध्यम (5-8%) | उच्च | उच्चतम शक्ति-से-वजन अनुपात |
| 2024-T6 | उच्च | उच्च | मध्यम (5-6%) | उच्च | उत्कृष्ट थकान प्रतिरोध |
| 2014-T6 | उच्च | उच्च | मध्यम (6-8%) | उच्च | उच्च शक्ति के साथ अच्छी प्रघटनीयता |
इस तुलना में निहित व्यापार-ऑफ़ पर ध्यान दें। सबसे मजबूत एल्युमीनियम मिश्र धातु विकल्प—7075 और 2xxx ग्रेड—अपनी उत्कृष्ट शक्ति के लिए कुछ लचीलापन और संक्षारण प्रतिरोध का त्याग करते हैं। इस बीच, 6xxx ग्रेड एक अधिक संतुलित गुण प्रोफ़ाइल प्रदान करते हैं जो अधिकांश ऑटोमोटिव संरचनात्मक अनुप्रयोगों के लिए उपयुक्त होते हैं।
जब उत्पादन मात्रा, लागत सीमाएँ और अनुप्रयोग आवश्यकताएँ संरेखित होती हैं, तो यूरोपीय-विनिर्देश निलंबन और चेसिस घटकों के लिए अक्सर 6082-T6 सबसे उपयुक्त विकल्प के रूप में उभरता है। अन्य मापदंडों की परवाह किए बिना अधिकतम शक्ति की मांग वाले अनुप्रयोगों के लिए, 7075-T6 प्रदान करता है। और जहाँ थकान प्रतिरोध डिज़ाइन को निर्धारित करता है, वहाँ 2024 एल्युमीनियम अब भी सिद्ध समाधान बना हुआ है।
इन ग्रेड-विशिष्ट विशेषताओं को समझना आपको अगले महत्वपूर्ण निर्णय के लिए तैयार करता है: प्रत्येक मिश्र धातु को उनकी अद्वितीय प्रदर्शन आवश्यकताओं के आधार पर विशिष्ट घटक श्रेणियों के साथ मिलान करना।

ग्रेड का मिलान ऑटोमोटिव घटक आवश्यकताओं के साथ
आपने अब आवश्यक फोर्ज्ड एल्युमीनियम ग्रेड और उनके यांत्रिक गुणों का अन्वेषण कर लिया है। लेकिन यहाँ प्रत्येक इंजीनियर और खरीद विशेषज्ञ द्वारा पूछा जाने वाला व्यावहारिक प्रश्न है: कार के किस भाग में कौन सा ग्रेड होना चाहिए? विशिष्ट मिश्र धातुओं को घटक श्रेणियों से संबद्ध करने से सैद्धांतिक ज्ञान को क्रियान्वयन योग्य विनिर्देशों में बदल दिया जाता है—और यही वह है जो इस खंड में दिया गया है।
एक आधुनिक वाहन में विविध मांगों के बारे में सोचें। निलंबन भुज खराब सड़कों पर लाखों तनाव चक्रों का सामना करते हैं। पिस्टन चरम ऊष्मा और विस्फोटक बलों का सामना करते हैं। पहियों को ताकत, वजन और सौंदर्य के बीच संतुलन बनाए रखना होता है। प्रत्येक घटक श्रेणी ऐसी विशिष्ट चुनौतियां प्रस्तुत करती है जो अन्य एल्युमीनियम ग्रेड की तुलना में कुछ ग्रेड को प्राथमिकता देती है।
निलंबन और चेसिस घटक ग्रेड चयन
निलंबन और चेसिस घटक कारों में एल्युमीनियम भागों के लिए सबसे बड़े अनुप्रयोगों में से एक हैं। इन भागों को सड़क के प्रभावों को अवशोषित करना होता है, भार के तहत सटीक ज्यामिति बनाए रखनी होती है, और सड़क नमक और नमी से होने वाले संक्षारण का प्रतिरोध करना होता है—अक्सर एक साथ। एल्युमीनियम कार फ्रेम और संबंधित संरचनात्मक तत्वों को ऐसी सामग्री की आवश्यकता होती है जो लाखों लोडिंग चक्रों में समान प्रदर्शन प्रदान कर सके।
नियंत्रण भुजाएँ और निलंबन लिंक
नियंत्रण भुजाएँ पहिया हब को वाहन चेसिस से जोड़ती हैं, ऊर्ध्वाधर पहिया गति और मोड़ के दौरान पार्श्व बलों दोनों का प्रबंधन करती हैं। यूरोपीय एल्युमीनियम एसोसिएशन प्रलेखन के अनुसार, 6082-T6 से बने बेंचे हुए नियंत्रण भुजाओं को उनके अप्रतिम थकान प्रदर्शन के कारण क्षरणकारी वातावरण में यूरोपीय वाहन कार्यक्रमों में मानक बना दिया गया है।
- 6082-T6: यूरोपीय OEMs के लिए पसंदीदा विकल्प—उत्कृष्ट संक्षारण प्रतिरोध के साथ-साथ चक्रीय लोडिंग के तहत उत्कृष्ट थकान जीवन; लवण छिड़काव के बाद भी गुणों को बनाए रखता है
- 6061-T6: जहां वेल्ड करने योग्यता की आवश्यकता होती है, वहां लागत प्रभावी विकल्प; 6082 की तुलना में थोड़ा कम थकान प्रदर्शन लेकिन कई अनुप्रयोगों के लिए पर्याप्त
- 7075-T6: उच्च-प्रदर्शन और रेसिंग अनुप्रयोगों के लिए आरक्षित जहां अधिकतम शक्ति-से-वजन अनुपात प्रीमियम लागत और कम प्रतिरोधकता के लिए उचित ठहराव देता है
स्टीयरिंग नॉकल्स
स्टीयरिंग नॉकल्स—सस्पेंशन को पहियों से जोड़ने वाले धुरी बिंदु—जटिल बहु-दिशात्मक भार का सामना करते हैं। इन्हें आयामी स्थिरता बनाए रखनी चाहिए जबकि स्टीयरिंग इनपुट संचारित करते हुए वाहन के वजन का समर्थन करते हैं। घटित एल्युमीनियम नॉकल्स आमतौर पर ढलवां लोहे के विकल्पों की तुलना में 40-50% हल्के होते हैं जबकि उत्कृष्ट थकान प्रतिरोध प्रदान करते हैं।
- 6082-T6: उत्पादन वाहनों के लिए उद्योग मानक; मिश्र धातु के संतुलित गुण स्थैतिक भार और गतिक बलों के संयोजन को प्रभावी ढंग से संभालते हैं
- 6061-T6: उन अनुप्रयोगों के लिए उपयुक्त जिनमें फोर्जिंग के बाद वेल्डिंग की आवश्यकता हो या जहां लागत अनुकूलन सर्वोच्च प्राथमिकता हो
- 2014-T6: उन भारी अनुप्रयोगों के लिए विचार किया जाता है जिनमें 6xxx मिश्र धातुओं से अधिक शक्ति की आवश्यकता होती है
सबफ्रेम और संरचनात्मक सदस्य
आधुनिक वाहनों में कार बॉडी के निर्माण में उपयोग होने वाली सामग्री की जांच करते समय, आपको सबफ्रेम और संरचनात्मक क्रॉस-मेम्बर्स में एल्युमीनियम की मात्रा में वृद्धि देखने को मिलेगी। ये घटक वाहन वास्तुकला की रीढ़ बनाते हैं, जो पावरट्रेन को सहारा प्रदान करते हैं और प्रमुख निलंबन संलग्नक बिंदुओं को जोड़ते हैं।
- 6061-T6: उत्कृष्ट विकल्प जब सबफ्रेम डिज़ाइन में वेल्डेड जोड़ शामिल हों; उचित वेल्डिंग उपचार के साथ ऊष्मा-प्रभावित क्षेत्रों में अच्छे गुण बनाए रखता है
- 6082-T6: बंद-अनुभाग वाले फोर्ज्ड सबफ्रेम घटकों के लिए प्राथमिकता दी जाती है जहां संक्षारण प्रतिरोध और थकान प्रदर्शन महत्वपूर्ण होते हैं
पावरट्रेन और व्हील अनुप्रयोग
पावरट्रेन घटक कठोर तापीय और यांत्रिक वातावरण में काम करते हैं जिसमें विशिष्ट मिश्र धातु का चयन आवश्यक होता है। इस बीच, पहियों को इंजीनियरिंग आवश्यकताओं को पूरा करना होता है जबकि सौंदर्य संबंधी अपेक्षाओं को भी पूरा करना होता है—एक अद्वितीय संयोजन जो सामग्री के चयन को आकार देता है।
ऊपर और नीचे जाने तक, हर हिस्सा कार को सुचारू रूप से चलाने के लिए ज़रूरी है। जब आप इन हिस्सों को बेहतर ढंग से जानते हैं, तो आप समझ सकते हैं कि अपने वाहन को अच्छी स्थिति में कैसे रखा जाए। एसएनईआईके में, हम सर्वश्रेष्ठ इंजन पार्ट्स प्रदान करने का प्रयास करते हैं ताकि आपकी कार अच्छा प्रदर्शन कर सके।
पिस्टन किसी भी इंजन में सबसे अत्यधिक परिस्थितियों का सामना करते हैं। प्रत्येक दहन चक्र उन्हें विस्फोटक दबाव, चरम तापमान परिवर्तन और उच्च-गति दोलन गति के अधीन करता है। उद्योग अनुसंधान के अनुसार, एल्यूमीनियम आधुनिक पिस्टन के लिए लगभग एकमात्र प्रयुक्त पदार्थ है, जिनमें अधिकांश गुरुत्वाकर्षण डाई कास्टिंग या फोर्जिंग द्वारा उत्पादित किए जाते हैं।
- 2618 (कम-सिलिकॉन एल-क्यू-एमजी-एनआई मिश्र धातु): उच्च-प्रदर्शन फोर्ज किए गए पिस्टन के लिए मानक; उच्च तापमान पर भी शक्ति बनाए रखता है और तापीय थकान का प्रतिरोध करता है
- 4032 (यूटेक्टिक/हाइपरयूटेक्टिक एल-एसआई मिश्र धातु जिसमें एमजी, एनआई, क्यू): विशेष उच्च-तापमान अनुप्रयोगों के लिए कम तापीय प्रसार और सुधारित घर्षण प्रतिरोध प्रदान करता है
- 2024-T6: रेसिंग पिस्टन के लिए चुना जाता है जहां चरम चक्रीय भार के तहत थकान प्रतिरोध प्राथमिक डिजाइन ड्राइवर होता है
जैसे-जैसे संदर्भ दस्तावेज़ीकरण नोट्स, "यूटेक्टिक या हाइपरयूटेक्टिक मिश्र धातुओं से बने फोर्ज्ड पिस्टन उच्च ताकत दर्शाते हैं और उन उच्च-प्रदर्शन इंजनों में उपयोग किए जाते हैं जहाँ पिस्टन अधिक तनाव सहन करते हैं। एक ही मिश्र धातु संरचना वाले फोर्ज्ड पिस्टन का सूक्ष्म संरचना कास्ट पिस्टन की तुलना में अधिक सघन होता है, और फोर्जिंग प्रक्रिया कम तापमान पर भी अधिक ताकत प्रदान करती है, जिससे पतली दीवारें और पिस्टन के वजन में कमी संभव होती है।"
कनेक्टिंग रॉड
कनेक्टिंग रॉड दहन बल को पिस्टन से क्रैंकशाफ्ट तक स्थानांतरित करते हैं और उच्च आवृत्ति पर तन्य एवं संपीड़न भार का अनुभव करते हैं। प्रदर्शन इंजीनियरिंग डेटा के अनुसार, सामग्री का चयन विशिष्ट इंजन अनुप्रयोग पर भारी निर्भर करता है।
- 2024-T6: उच्च गति वाले प्राकृतिक रूप से एस्पिरेटेड इंजनों में जहां वजन कम करना सर्वोच्च प्राथमिकता होती है, इसके लिए एल्यूमीनियम का उत्कृष्ट थकान प्रतिरोध इसे पसंदीदा विकल्प बनाता है
- 7075-T6: बलपूर्वक इंडक्शन अनुप्रयोगों के लिए अधिकतम एल्यूमीनियम ताकत प्रदान करता है, हालांकि कई निर्माता अत्यधिक बूस्ट स्तरों के लिए स्टील मिश्र धातु (4340, 300M) को प्राथमिकता देते हैं
अधिकांश उच्च-प्रदर्शन अनुप्रयोगों के लिए, संदर्भ सामग्री यह दर्शाती है कि "एलुमीनियम रॉड, जो अक्सर ड्रैग रेसिंग के लिए आरक्षित किए जाते हैं, उत्कृष्ट शॉक अवशोषण प्रदान करते हैं और चरम हॉर्सपावर की अल्पकालिक बर्स्ट को संभाल सकते हैं। इनकी हल्की प्रकृति इंजन के त्वरण को अधिकतम करने में सहायता करती है। फिर भी, एलुमीनियम की तुलनिक रूप से कम थकान प्रतिरोध और छोटे आयुष्काल के कारण इनका उपयोग दैनिक चालन या एंड्यूरेंस रेसिंग के लिए अनुपयुक्त है।"
बनाई गई पहिए
पहिया संरचनात्मक इंजीनियरिंग और उपभोक्ता-उन्मुख सौंदर्य के एक अद्वितीय अंतर्सेक्शन का प्रतिनिधित्व करता है। एलुमीनियम कार बॉडी और पहिया संयोजन वाहन प्रदर्शन और खरीदार धारणा दोनों को महत्वपूर्ण रूप से प्रभावित करता है। फोर्ज्ड पहिया ढले विकल्पों की तुलना में भारी भार बचत प्रदान करते हैं—आमतौर पर 15-30% हल्के—जबकि उत्कृष्ट शक्ति और प्रभाव प्रतिरोध भी प्रदान करते हैं।
- 6061-T6: उत्पादन फोर्ज्ड पहिया के लिए सबसे सामान्य विकल्प; शक्ति, आकारणीयता और लागत-प्रभावशीलता का संतुलन बनाए रखता है; सौंदर्य अनुप्रयोगों के लिए उत्कृष्ट सतह परिष्करण प्रदान करता है
- 6082-T6: यूरोपीय व्हील कार्यक्रमों में बढ़ता हुआ अपनाया जाना; 6061 की तुलना में थोड़ी अधिक सामर्थ्य और तुलनीय विनिर्माण विहितताएं
- 7075-T6: मोटरस्पोर्ट और अति-प्रीमियम अनुप्रयोगों के लिए आरक्षित; सबसे अधिक ताकत-से-वजन अनुपात सामग्री और प्रसंस्करण लागत में उल्लेखनीय वृद्धि को सही ठहराता है
द उद्योग डेटा यह पुष्टि करता है कि "A365 एक ढलाई एल्यूमीनियम मिश्र धातु है जिसमें अच्छी ढलाई गुणवत्ता और उच्च समग्र यांत्रिक प्रदर्शन है, जो दुनिया भर में ढलाई एल्यूमीनियम व्हील के लिए व्यापक रूप से उपयोग किया जाता है।" हालांकि, 6xxx और 7xxx श्रृंखला मिश्र धातुओं के उपयोग से बने लोहे के पहिये प्रदर्शन-उन्मुख अनुप्रयोगों के लिए उत्तम सामर्थ्य और कम वजन प्रदान करते हैं।
संरचनात्मक बॉडी घटक
आधुनिक एल्यूमीनियम बॉडी वाहन बढ़ते ढंग से अपने कार एल्यूमीनियम बॉडी वास्तुकला के भीतर लोहे के संरचनात्मक नोड्स और प्रबलन को शामिल कर रहे हैं। ये घटक एल्यूमीनियम-प्रधान वाहन डिजाइन में महत्वपूर्ण लोड मार्ग और दुर्घटना ऊर्जा प्रबंधन प्रदान करते हैं।
- 6061-T6: वहां प्राथमिकता दी जाती है जहां घटकों को शीट या एक्सट्रूड एल्यूमीनियम बॉडी संरचनाओं में वेल्डिंग की आवश्यकता होती है
- 6082-T6: अंतरिक्ष फ्रेम निर्माण में उच्च-तनाव वाले नोड्स के लिए चयनित; यूरोपीय OEM एकीकृत संरचनात्मक अनुप्रयोगों के लिए इस ग्रेड को पसंद करते हैं
- 7xxx श्रृंखला: उन दुर्घटना-महत्वपूर्ण घटकों के लिए चयनात्मक रूप से उपयोग किया जाता है जहाँ अधिकतम ऊर्जा अवशोषण की आवश्यकता होती है
जैसे-जैसे वाहन वास्तुकला अधिक एल्युमीनियम सामग्री की ओर बढ़ रही है, दुर्घटना सुरक्षा आवश्यकताओं को पूरा करते हुए वजन को न्यूनतम करने के लिए संरचनात्मक अनुप्रयोगों के लिए ढाले गए ग्रेड के चयन का महत्व बढ़ता जा रहा है।
अब जबकि प्रत्येक घटक श्रेणी के लिए स्पष्ट ग्रेड सिफारिशें निर्धारित कर दी गई हैं, अगला महत्वपूर्ण विचार उभरता है: विशिष्ट प्रदर्शन लक्ष्यों को पूरा करने के लिए ढाले गए एल्युमीनियम गुणों को कैसे ऊष्मा उपचार बदल देता है।
ढाले गए भागों के लिए ऊष्मा उपचार और टेम्पर चयन
आपने अपने ऑटोमोटिव घटक के लिए सही एल्युमीनियम ग्रेड का चयन किया है—लेकिन आपका काम अभी पूरा नहीं हुआ है। फोर्जिंग के बाद लागू की गई ऊष्मा उपचार प्रक्रिया तय करती है कि उस सावधानीपूर्वक चुने गए मिश्र धातु की पूरी क्षमता प्राप्त होती है या अपेक्षाओं से पीछे रह जाती है। यही वह जगह है जहाँ विभिन्न प्रकार के एल्युमीनियम आशाजनक सामग्री से उच्च-प्रदर्शन वाले ऑटोमोटिव घटकों में परिवर्तित होते हैं।
जटिल लग रहा है? ऊष्मा उपचार को एक ऐसा अंतिम ट्यूनिंग चरण समझें जो मिश्र धातु की छिपी क्षमताओं को खोलता है। ठीक वैसे ही जैसे एक गिटार को सही स्वर पैदा करने के लिए उचित ट्यूनिंग की आवश्यकता होती है, फोर्ज्ड एल्युमीनियम को निर्दिष्ट गुण प्राप्त करने के लिए सटीक तापीय प्रसंस्करण की आवश्यकता होती है। एल्युमीनियम के प्रकारों और गुणों को समझने के लिए यह समझना आवश्यक है कि कैसे टेम्पर वर्गीकरण इस महत्वपूर्ण परिवर्तन को परिभाषित करते हैं।
अधिकतम ताकत अनुप्रयोगों के लिए T6 टेम्पर
जब ऑटोमोटिव इंजीनियर ऊष्मा उपचार योग्य एल्युमीनियम मिश्र धातुओं से अधिकतम ताकत की आवश्यकता बताते हैं, तो वे लगभग हमेशा T6 टेम्पर की मांग करते हैं। अनुसार एल्यूमीनियम टेम्पर नामकरण पर ASM इंटरनेशनल की प्रलेखन , T6 का अर्थ है कि मिश्र धातु को "विलयन ऊष्मा उपचारित किया गया है और बिना किसी महत्वपूर्ण ठंडे काम के, अवक्षेपण कठोरीकरण प्राप्त करने के लिए कृत्रिम रूप से उम्र बढ़ाया गया है।"
इस दो-चरणीय प्रक्रिया में वास्तव में क्या शामिल है?
- सॉल्यूशन हीट ट्रीटमेंट: ढाला गया भाग एक उच्च तापमान तक गर्म किया जाता है—आमतौर पर मिश्र धातु के आधार पर 480-540°C—और इतनी देर तक रखा जाता है कि मिश्र धातु तत्व समान रूप से एल्यूमीनियम मैट्रिक्स में घुल जाएँ
- विस्तारित शीतलन: तेजी से ठंडा करना, आमतौर पर पानी में, इन घुले तत्वों को एक अतिसंतृप्त ठोस घोल में तालाबंद कर देता है
- कृत्रिम उम्र बढ़ाना: भाग को फिर से मध्यम तापमान (अधिकांश मिश्र धातुओं के लिए 150-175°C) पर कई घंटों तक रखा जाता है, जिससे धातु संरचना में सूक्ष्म स्तर पर मजबूती वाले कण अवक्षेपित हो सकें
जैसे तकनीकी विनिर्माण डेटा समझाते हैं, "टी6 ऊष्मा उपचार सामान्य एल्युमीनियम को सावधानीपूर्वक गर्म करने और ठंडा करने के चरणों के माध्यम से उच्च-शक्ति घटकों में बदल देता है। यह प्रक्रिया कई उद्योगों के लिए शक्ति और कार्यक्षमता का सही संतुलन प्रदान करने वाली धातुओं का निर्माण करती है।"
ऑटोमोटिव अनुप्रयोगों के लिए, टी6 निलंबन भुजाओं, व्हील हब और संरचनात्मक घटकों की मांग करने वाली शक्ति के स्तर प्रदान करता है। प्रलेखन पुष्टि करता है कि उदाहरण के लिए, 6061 एल्युमीनियम की उपज शक्ति एनील्ड स्थिति में लगभग 55 MPa से टी6 उपचार के बाद लगभग 275 MPa तक तीन गुना से अधिक हो जाती है।
हालाँकि, इस शक्ति वृद्धि के साथ एक समझौता भी होता है। लंबाई में वृद्धि आमतौर पर लगभग 25% से घटकर लगभग 12% रह जाती है क्योंकि सामग्री कठोर और मजबूत हो जाती है। अधिकांश ऑटोमोटिव संरचनात्मक अनुप्रयोगों के लिए, यह लचीलेपन में कमी स्वीकार्य है—घटकों को अधिकतम आकार देने की आवश्यकता के बजाय टी6 गुण रूपरेखा के आसपास डिज़ाइन किया जाता है।
विशिष्ट आवश्यकताओं के लिए वैकल्पिक टेम्पर
जबकि T6 ऑटोमोटिव फोर्जिंग विनिर्देशों में प्रभुत्व रखता है, कई वैकल्पिक टेम्पर विनिर्देश महत्वपूर्ण भूमिका निभाते हैं जब अनुप्रयोग आवश्यकताएँ अधिकतम ताकत से आगे बढ़ जाती हैं।
T651 टेम्पर: आयामी स्थिरता के लिए तनाव-मुक्त
जब आप एल्युमीनियम ग्रेड चार्ट पर T651 देखते हैं, तो आप T6 गुणों को तनाव राहत के साथ देख रहे होते हैं। ASM टेम्पर विनिर्देश संदर्भ , "51" उपसर्ग इंगित करता है कि उत्पाद को बुझाने के बाद और उम्र बढ़ने से पहले 1.5-3% तक खींचकर तनाव से मुक्त किया गया है।
ऑटोमोटिव घटकों के लिए यह क्यों महत्वपूर्ण है? बुझाने से फोर्ज किए गए भागों में महत्वपूर्ण अवशिष्ट तनाव उत्पन्न होता है। तनाव राहत के बिना, ये आंतरिक तनाव कारण बन सकते हैं:
- उत्तरवर्ती मशीनीकरण के दौरान आयामी विरूपण
- योगात्मक तनाव प्रभावों के कारण कम थकान जीवन
- कुछ वातावरणों में तनाव संक्षारण फ्रैक्चर के प्रति बढ़ी हुई संवेदनशीलता
स्टीयरिंग नॉकल्स या जटिल निलंबन आर्म्स जैसे प्रिसिजन-मशीन किए गए घटकों के लिए, T651 विमियर स्थिरता प्रदान करता है जो कड़े सहिष्णुता की मांग करते हैं।
T7 टेम्पर: बढ़ी हुई संक्षारण प्रतिरोधकता
जब तनाव संक्षारण फ्रैक्चर का खतरा महत्वपूर्ण हो—विशेष रूप से 7xxx श्रृंखला मिश्र धातुओं के साथ—इंजीनियर T7-प्रकार के टेम्पर को निर्दिष्ट करते हैं। ASM प्रलेखन स्पष्ट करता है कि T7 का अर्थ है कि मिश्र धातु को "समाधान ऊष्मा उपचारित और कृत्रिम रूप से ओवर-उम्र बढ़ाया गया (अधिकतम ताकत से परे) स्थिति में" लाया गया है।
इस जानबूझकर ओवर-एजिंग से थोड़ी ताकत का त्याग होता है—आमतौर पर T6 स्तर से 10-15% कम—लेकिन तनाव संक्षारण फ्रैक्चर के प्रति प्रतिरोध में भारी सुधार होता है। दो महत्वपूर्ण उपभेद मौजूद हैं:
- T73: अधिकतम तनाव संक्षारण प्रतिरोधकता, जिसमें T6 की तुलना में लगभग 15% कम यील्ड ताकत होती है
- T76: केवल 5-10% ताकत कमी के साथ बढ़ी हुई एक्सफोलिएशन संक्षारण प्रतिरोधकता
एयरोस्पेस-ग्रेड ऑटोमोटिव घटकों में उपयोग किए जाने वाले उच्च-शक्ति 7xxx मिश्र धातुओं के लिए, T7 टेम्पर प्रायः कठोर वातावरण में शक्ति और दीर्घकालिक विश्वसनीयता के बीच इष्टतम संतुलन प्रदान करते हैं।
T5 टेम्पर: लागत-प्रभावी प्रसंस्करण
T5 टेम्पर ऊष्मा उपचार के एक सरलीकृत मार्ग की पेशकश करता है—ढलाई के उच्च तापमान से ठंडा करने के बाद भाग को कृत्रिम रूप से उम्र बढ़ाया जाता है, जिससे अलग समाधान ऊष्मा उपचार चरण को छोड़ दिया जाता है। जैसा उद्योग दस्तावेज़ीकरण कहते हैं, T5 "मध्यम शक्ति वाले अनुप्रयोगों के लिए सबसे उपयुक्त है जहां कुछ लचीलापन आवश्यक होता है।"
जबकि T5, T6 की तुलना में कम शक्ति प्रदान करता है, यह प्रसंस्करण लागत और चक्र समय को कम कर देता है। इसे उन घटकों के लिए उपयुक्त बनाता है जहां अधिकतम शक्ति की आवश्यकता नहीं होती है—जैसे कुछ सजावटी ट्रिम तत्व या गैर-संरचनात्मक ब्रैकेट।
टेम्पर नामकरण संदर्भ
जब ढाली गई ऑटोमोटिव घटकों के लिए एल्यूमीनियम टेम्पर चार्ट या एल्यूमीनियम मिश्र धातु चार्ट की जांच करें, तो आपको इन टेम्पर नामकरण के साथ सबसे अधिक बार मिलेगा:
| टेम्पर | उपचार प्रक्रिया | परिणामी गुण परिवर्तन | सामान्य ऑटोमोटिव अनुप्रयोग |
|---|---|---|---|
| टी4 | समानयन ऊष्मा उपचारित, कमरे के तापमान पर प्राकृतिक आयुक्त | मध्यम शक्ति, T6 की तुलना में उच्च लचीलापन, अच्छी निर्माण क्षमता | निर्माण के पश्चात्, मध्यवर्ती प्रसंस्करण चरणों की आवश्यकता वाले घटक |
| टी5 | प्रक्कमन तापमान से ठंडा किया गया, कृत्रिम आयुक्त | मध्यम शक्ति, लागत प्रभावी प्रसंस्करण, अमहत्वपूर्ण भागों के लिए पर्याप्त | ब्रैकेट्स, आवरण, अलघु घटक |
| टी6 | समानयन ऊष्मा उपचारित, तेजी से ठंडा किया गया, शिखर शक्ति तक कृत्रिम आयुक्त | अधिकतम शक्ति और कठोरता, T4 की तुलना में कम लचीलापन | निलंबन भुजाएँ, जोड़, पहिए, उच्च तनाव लघु भाग |
| T651 | T6 उपचार के साथ-साथ तनाव मुक्ति द्वारा खींचना (1.5-3%) | T6 गुणों में सुधारित आयामी स्थिरता और अवशिष्ट तनाव में कमी | सटीक-मशीनीकृत घटक, कम पहनने वाले भाग |
| T7 | विलयन ऊष्मा उपचारित, शिखर सामर्थ्य से परे अतिप्रायुक्त | T6 की तुलना में थोड़ा कम सामर्थ्य, तनाव संक्षारण प्रतिरोध में काफी सुधार | क्षरणकारक वातावरण में उच्च-सामर्थ्य मिश्र धातु घटक |
| टी73 | विलयन ऊष्मा उपचारित, अधिकतम SCC प्रतिरोध के लिए विशेष रूप से अतिप्रायुक्त | t6 की तुलना में ~15% कम नतिकोण, तनाव संक्षारण विदरण प्रतिरोध में उत्कृष्ट | मांग वाले वातावरण में 7xxx श्रृंखला के संरचनात्मक घटक |
| T76 | विलयन ऊष्मा उपचारित, परतदार संक्षारण प्रतिरोध के लिए अतिप्रायुक्त | t6 की तुलना में 5-10% कम शक्ति, लेकिन उत्कृष्ट निर्मोचन संक्षारण प्रतिरोध | आर्द्रता और नमी के संपर्क में आने वाले 7xxx श्रृंखला के घटक |
उचित तापमान चयन को प्रदर्शन आवश्यकताओं से जोड़ना
एक विशिष्ट ऑटोमोटिव घटक के लिए सही तापमान कैसे चुनें? यह निर्णय इस बात की समझ पर निर्भर करता है कि भाग को किन विफलता मोड से बचाना है और कौन से विनिर्माण बाधाएं मौजूद हैं।
एक डाली हुई निलंबन कंट्रोल आर्म पर विचार करें। इस घटक को अनुभव होता है:
- वाहन के जीवनकाल के दौरान थकान भारण के लाखों चक्र
- सड़क के नमक और नमी के संपर्क में आना
- पत्थर के प्रहार के कारण होने वाले नुकसान की संभावना
- उचित निलंबन ज्यामिति के लिए सटीक आयामी आवश्यकताएं
6082 मिश्र धातु के कंट्रोल आर्म के लिए, T6 तापमान आवश्यक शक्ति और थकान प्रतिरोध प्रदान करता है। यदि ऊष्मा उपचार के बाद विनिर्माण प्रक्रिया में उल्लेखनीय मशीनीकरण शामिल है, तो T651 आयामी स्थिरता सुनिश्चित करता है। 6xxx मिश्र धातुओं का अंतर्निहित संक्षारण प्रतिरोध आमतौर पर T7-प्रकार के अतिपरिपक्वता की आवश्यकता को समाप्त कर देता है।
अब उच्च-प्रदर्शन अनुप्रयोग के लिए 7075 फोर्जिंग घटक पर विचार करें। 7075-T6 की अति-उच्च सामर्थ्य अधिकतम प्रदर्शन प्रदान करती है, लेकिन T6 स्थिति में मिश्र धातु की तनाव संक्षारण दरार के प्रति संवेदनशीलता सुरक्षा-महत्वपूर्ण भागों के लिए अस्वीकार्य हो सकती है। 7075-T73 के निर्दिष्टीकरण से शिखर सामर्थ्य में लगभग 15% की कमी आती है लेकिन दीर्घकालिक विरासत के लिए आवश्यक तनाव संक्षारण प्रतिरोध प्रदान करता है।
मुख्य अंतर्दृष्टि? टेम्पर चयन केवल अधिकतम सामर्थ्य प्राप्त करने के बारे में नहीं है—यह प्रत्येक घटक की वास्तविक आवश्यकता के अनुरूप संपूर्ण गुण प्रोफ़ाइल को मिलाने के बारे में है। ऊष्म उपचार प्रभाव की इस समझ आपको उन विवेचनों के लिए तैयार करती है जो यह निर्धारित करते हैं कि क्या फोर्जिंग एल्यूमीनियम घटक लगातार उनके विरासत को पूरा करते हैं।
फोर्जिंग प्रक्रिया पैरामीटर और विवेचन विनिर्माण
यह समझना कि कौन सा एल्युमीनियम ग्रेड आपके घटक के लिए उपयुक्त है, केवल आधा समीकरण है। दूसरा आधा? यह जानना कि उस मिश्र धातु को वास्तव में सफलतापूर्वक कैसे फोर्ज किया जाए। प्रक्रिया पैरामीटर—तापमान सीमा, दबाव की आवश्यकता, डाई तापमान, और विकृति दरें—एल्युमीनियम ग्रेड के बीच काफी भिन्न होती हैं। इन्हें गलत कर देने पर, भले ही सही मिश्र धातु का चयन किया गया हो, फिर भी दरार वाले भाग, अधूरे डाई भरने या सेवा के दौरान जल्दी विफल होने वाले घटक निकल सकते हैं।
इन विवरणों का इतना महत्व क्यों है? ढलाई के लिए एल्युमीनियम ग्रेड के विपरीत जहां पिघली धातु स्वतंत्र रूप से साँचों में प्रवाहित होती है, फोर्जिंग में ठोस-अवस्था विरूपण के सटीक नियंत्रण की आवश्यकता होती है। प्रत्येक एल्युमीनियम मिश्र धातु विभिन्न तापमान पर दबाव के प्रति अलग-अलग प्रतिक्रिया देती है, जिससे संरचनात्मक एल्युमीनियम अनुप्रयोगों के लिए प्रक्रिया पैरामीटर के चयन को महत्वपूर्ण बना देता है।
मिश्र धातु ग्रेड के अनुसार महत्वपूर्ण फोर्जिंग पैरामीटर
के अनुसार एल्युमीनियम फोर्जिंग पर ASM हैंडबुक शोध , कार्यपृष्ठ का तापमान शायद सबसे महत्वपूर्ण प्रक्रिया चर है। सामान्य रूप से उपयोग की जाने वाली ऑटोमोटिव ग्रेड के लिए अनुशंसित फोर्जिंग तापमान सीमा आश्चर्यजनक रूप से संकीर्ण होती है—आमतौर पर ±55°C (±100°F) के भीतर—और इन सीमाओं से अधिक जाने का खतरा या तो दरार या अपर्याप्त सामग्री प्रवाह का होता है।
यहाँ शोध द्वारा विशिष्ट मिश्र धातु परिवारों के बारे में पता चलता है:
- 6061 अल्यूमिनियम: 430-480°C (810-900°F) की फोर्जिंग तापमान सीमा। यह मिश्र धातु निचले तापमान की तुलना में ऊपरी तापमान सीमा पर फोर्ज करने पर प्रवाह तनाव में लगभग 50% की कमी दर्शाती है, जिससे स्थिर परिणामों के लिए तापमान नियंत्रण आवश्यक हो जाता है।
- 6082 एल्यूमीनियम: 6061 के समान तापमान सीमा। यूरोपीय निर्माता अक्सर जटिल निलंबन ज्यामिति के लिए डाई भरने को अनुकूलित करने के लिए ऊपरी सीमा के करीब तापमान पर इस मिश्र धातु को फोर्ज करते हैं।
- 7075 एल्यूमीनियमः 380-440°C (720-820°F) की संकरी फोर्जिंग सीमा। 7xxx श्रृंखला तापमान में परिवर्तन के प्रति सबसे कम संवेदनशीलता दर्शाती है, लेकिन इसका यह भी अर्थ है कि त्रुटि की सीमा कम है—मिश्र धातु उन अधिक लचीली ग्रेड की तरह प्रसंस्करण त्रुटियों को "माफ" नहीं करेगी।
- 2014 और 2024 एल्यूमीनियम: 420-460°C (785-860°F) की तापमान सीमा। इन तांबे आधारित मिश्र धातुओं को तीव्र फोर्जिंग स्ट्रोक के दौरान विरूपण तापन के कारण त्वरित रूप से प्रीहीटिंग नियंत्रण की आवश्यकता होती है।
शोध पर जोर दिया गया है कि "एल्यूमीनियम मिश्र धातुओं के फोर्जिंग में उचित प्रीहीटिंग धातु तापमान प्राप्त करना और बनाए रखना एक महत्वपूर्ण प्रक्रिया चर है जो फोर्जिंग प्रक्रिया की सफलता के लिए आवश्यक है।" फोर्जिंग शुरू होने से पहले आमतौर पर खंड की मोटाई के प्रति इंच 10-20 मिनट के सोख समय से समान तापमान वितरण सुनिश्चित होता है।
डाई तापमान और विकृति दर के प्रभाव
इस्पात फोर्जिंग के विपरीत जहां डाई अक्सर अपेक्षाकृत ठंडी रहती है, एल्यूमीनियम फोर्जिंग में गर्म डाई की आवश्यकता होती है—और तापमान आवश्यकताएं प्रक्रिया के प्रकार के अनुसार भिन्न होती हैं:
| स्मिथ संसाधन/उपकरण | डाई तापमान सीमा °C (°F) | मुख्य बातें |
|---|---|---|
| कूप़र | 95-150 (200-300) | तीव्र विरूपण के कारण निम्न तापमान; एडियाबेटिक तापन से अत्यधिक ताप का जोखिम कम होता है |
| यांत्रिक प्रेस | 150-260 (300-500) | मध्यम तापमान डाई आयु और पदार्थ प्रवाह के बीच संतुलन बनाए रखता है |
| स्क्रू प्रेस | 150-260 (300-500) | यांत्रिक प्रेस के समान; जटिल एल्यूमीनियम ब्लेड के लिए उत्कृष्ट |
| हाइड्रॉलिक प्रेस | 315-430 (600-800) | धीमे विरूपण के कारण सर्वोच्च तापमान; आइसोथर्मल परिस्थितियाँ विकसित होती हैं |
| रिंग रोलिंग | 95-205 (200-400) | मध्यम तापमान आंशिक रूप से आकार देने के दौरान धातु की कार्यक्षमता बनाए रखता है |
विकृति दर भी लोहारी परिणामों को काफी हद तक प्रभावित करती है। एएसएम शोध दर्शाता है कि 10 s⁻¹ की विकृति दर पर 0.1 s⁻¹ की तुलना में 6061 एल्यूमीनियम का प्रवाह तनाव लगभग 70% तक बढ़ जाता है, जबकि 2014 एल्यूमीनियम अपने प्रवाह तनाव लगभग दोगुना कर देता है। इसका अर्थ है कि एक ही मिश्र धातु के लिए हथौड़े द्वारा लोहारी (उच्च विकृति दर) में हाइड्रोलिक प्रेस लोहारी (कम विकृति दर) की तुलना में काफी अधिक बल की आवश्यकता होती है।
उच्च-ताकत 2xxx और 7xxx मिश्र धातुओं के लिए, तेजी वितरित दर फोर्जिंग उपकरण जैसे हथौड़ों के वास्तविक रूप से समस्याएं उत्पन्न कर सकते हैं। ASM प्रलेखन में टिप्पण है कि "कुछ उच्च-ताकत 7xxx मिश्र धातुएं तेजी वितरित दर फोर्जिंग में संभव तापमान परिवर्तन के प्रति असहिष्णु हैं, और परिणामस्वरूप इन मिश्र धातुओं में फोर्जिंग के निर्माण में इस प्रकार के उपकरण का उपयोग नहीं किया जाता है।" निर्माता अक्सर त्वरित उपकरण के साथ विकृति तापन की क्षतिपूर्ति के लिए स्वीकार्य सीमा के निम्न छोर पर पूर्व तापन तापमान को कम कर देते हैं।
वेल्डेबिलिटी और असेंबली पर विचार
एक बार जब एल्यूमीनियम ऑटोमोटिव घटकों को फोर्ज कर दिया जाता है और उष्मा उपचारित किया जाता है, तो कई को पूर्ण वाहन संरचनाओं के निर्माण के लिए जोड़ा जाना चाहिए। वेल्डेबिलिटी एल्यूमीनियम ग्रेड और उनकी सीमाओं को समझने से महंगी असेंबली विफलताओं को रोका जा सकता है और संरचनात्मक अखंडता सुनिश्चित की जा सकती है।
फोर्जिंग एल्यूमीनियम ग्रेड की वेल्डेबिलिटी मिश्र धातु परिवार के अनुसार भिन्नता दर्शाती है:
- 6061 और 6082: उत्कृष्ट वेल्डेबिलिटी—इन मिश्र धातुओं को 4043 या 5356 फिलर धातुओं के साथ पारंपरिक MIG और TIG प्रक्रियाओं का उपयोग करके जोड़ा जा सकता है। हालाँकि, वेल्डिंग एक ऊष्मा-प्रभावित क्षेत्र (HAZ) बनाती है जहाँ T6 टेम्पर के गुण उल्लेखनीय रूप से कमजोर हो जाते हैं। लिंकन इलेक्ट्रिक के वेल्डिंग अनुसंधान के अनुसार , महत्वपूर्ण अनुप्रयोगों में मजबूती को बहाल करने के लिए वेल्ड के बाद ऊष्मा उपचार की आवश्यकता हो सकती है।
- 7075:कम वेल्डेबिलिटी—यह मिश्र धातु वेल्डिंग के दौरान गर्म दरार के लिए प्रवृत्त होती है और आम तौर पर फ्यूजन वेल्डिंग के लिए उपयुक्त नहीं होती। 7075 डाली हुई घटकों के लिए यांत्रिक फास्टनिंग या एडहेसिव बॉन्डिंग प्राथमिक जोड़ने की विधियाँ हैं।
- 2024 और 2014: सीमित वेल्डेबिलिटी—तकनीकी रूप से वेल्डेबल होने के बावजूद, इन तांबा युक्त मिश्र धातुओं में गर्म दरार आने की संभावना होती है और आम तौर पर विशेष प्रक्रियाओं की आवश्यकता होती है। कई ऑटोमोटिव अनुप्रयोग इसके बजाय यांत्रिक फास्टनिंग को निर्दिष्ट करते हैं।
- 5xxx श्रृंखला: उत्कृष्ट वेल्डेबिलिटी—ये गैर-ऊष्मा उपचार योग्य मिश्र धातुएँ आसानी से वेल्ड हो जाती हैं, हालाँकि कमजोर ताकत के कारण डाली हुई एल्यूमीनियम ऑटोमोटिव घटकों में ये कम आम हैं।
जब 6061-T6 या 6082-T6 जैसे ऊष्मा उपचार योग्य एल्युमीनियम फोर्जिंग्स की वेल्डिंग की जाती है, तो HAZ (हीट एफेक्टेड ज़ोन) अपनी यील्ड सामर्थ्य का लगभग 40% तक खो सकता है। लिंकन इलेक्ट्रिक के उन्नत वेवफॉर्म नियंत्रण तकनीक पर शोध में उल्लेख है कि "रासायनिक संरचना में भिन्नताएँ मिश्र धातु के भौतिक गुणों में बड़े स्तर पर बदलाव लाती हैं" और इन प्रभावों को कम करने के लिए विशिष्ट मिश्र धातुओं के लिए विशेष वेल्डिंग वेवफॉर्म डिज़ाइन किए जा सकते हैं।
आलूमिनियम के महत्वपूर्ण संरचनात्मक अनुप्रयोगों के लिए, इन प्रक्रिया रणनीतियों पर विचार करें:
- ऊष्मा निवेश को न्यूनतम करें: आधार धातु में स्थानांतरित कुल ऊष्मा को कम करने के लिए पल्स MIG प्रक्रियाओं का उपयोग करें
- वेल्ड स्थान के लिए डिज़ाइन करें: जहाँ संभव हो, वेल्ड को अधिकतम तनाव क्षेत्रों से दूर स्थित करें
- वेल्ड के बाद उपचार निर्दिष्ट करें: पूर्ण सामर्थ्य पुनर्प्राप्ति की आवश्यकता वाले अनुप्रयोगों के लिए, वेल्डिंग के बाद समाधान उपचार और एजिंग शामिल करें
- यांत्रिक संयोजन पर विचार करें: उच्च-सामर्थ्य 2xxx और 7xxx फोर्जिंग्स के लिए, बोल्ट या रिवेट किए गए कनेक्शन अक्सर उत्तम विश्वसनीयता प्रदान करते हैं
आधुनिक ऑटोमोटिव संरचनाएं अविरल एल्यूमीनियम नोड्स को एक्सट्रूड और शीट एल्यूमीनियम घटकों के साथ बढ़ते स्तर पर जोड़ रही हैं। इन असेंबलियों को जोड़ने की रणनीति में शामिल विभिन्न टेम्पर्स और मिश्र धातुओं का ध्यान रखना चाहिए—एक फोर्ज्ड 6082-T6 सस्पेंशन माउंटिंग पॉइंट स्वयं-भेदी रिवेट्स के साथ एडहेसिव बॉन्डिंग का उपयोग करके 6063-T6 एक्सट्रूड बीम से जुड़ सकता है।
प्रक्रिया पैरामीटर्स और वेल्डेबिलिटी पर विचार को समझने के बाद, तार्किक अगला प्रश्न यह उठता है: क्या उसी घटकों के लिए वैकल्पिक विनिर्माण विधियों की तुलना में फोर्ज्ड एल्यूमीनियम कैसा है? यह तुलना यह प्रकट करती है कि कब फोर्जिंग वास्तव में उत्कृष्ट मूल्य प्रदान करती है।

ऑटोमोटिव अनुप्रयोगों में फोर्ज्ड बनाम कास्ट बनाम बिल्ट एल्यूमीनियम
आपने आवश्यक फोर्ज्ड एलुमीनम ग्रेड और उनके निर्माण पैरामीटर की खोज की है। लेकिन यहां एक प्रश्न है जिसका सामना खरीद विभाग के पेशेवर और इंजीनियर अक्सर करते हैं: क्या इस घटक को फोर्ज करना ही चाहिए? जब फोर्जिंग उत्कृष्ट मूल्य प्रदान करती है और जब ढलाई या बिलेट मशीनिंग अधिक उचित होती है, इसे समझने से उचित प्रदर्शन सुनिश्चित करते हुए महत्वपूर्ण लागत बचत हो सकती है।
सच्चाई यह है कि प्रत्येक निर्माण विधि मौजूद है क्योंकि यह वैकल्पिक विधियों की तुलना में विशिष्ट समस्याओं को बेहतर ढंग से हल करती है। जब कार बॉडी घटकों, पावरट्रेन भागों या सस्पेंशन तत्वों के लिए सही सामग्री का चयन करते हैं, तो मिश्र धातु ग्रेड के समान निर्माण प्रक्रिया भी महत्वपूर्ण होती है। आइए इन तीन दृष्टिकोणों की तुलना कैसे करते हैं, इसे स्पष्ट रूप से समझें।
निर्माण विधियों के आधार पर प्रदर्शन तुलना
प्रत्येक प्रक्रिया के दौरान धातु के अंदर वास्तविकता में क्या होता है? इनमें अंतर मूलभूत हैं—और वे सीधे तौर पर निर्धारित करते हैं कि आपकी वाहन में प्रत्येक घटक का प्रदर्शन कैसे होता है।
बनाया अल्यूमिनियम
ऑटोमोटिव निर्माण अनुसंधान के अनुसार, फोर्जिंग गर्म धातु पर दबाव डालकर उसकी आंतरिक संरचना को बदलकर उसकी शक्ति बढ़ाते हुए भागों का उत्पादन करती है।" यह प्रक्रिया धातु की दानेदार संरचना को संरेखित करती है, जिससे ढलाई विकल्पों की तुलना में काफी अधिक मजबूत सामग्री बनती है।
फोर्जिंग प्रक्रिया कई स्पष्ट लाभ प्रदान करती है:
- उत्कृष्ट यांत्रिक अखंडता: दानेदार संरचना के संरेखण से फोर्ज किए गए घटक भारी भार सहन कर सकते हैं
- बढ़ी हुई थकान प्रतिरोधकता: लाखों तनाव चक्रों का सामना करने वाले घटकों के लिए महत्वपूर्ण
- न्यूनतम आंतरिक दोष: संपीड़न प्रक्रिया ढलाई में सामान्य रिक्तियों और समान्यता को समाप्त कर देती है
- उत्कृष्ट कठोरता: पहियों और निलंबन भागों जैसे प्रभाव-प्रवण अनुप्रयोगों के लिए आदर्श
पिघली हुई बेरियम
ढलाई मोल्ड में पिघली एलुमीनियम डालकर उसे ठोस बनाने के द्वारा घटकों का निर्माण करती है। जैसे विनिर्माण विष्लेषण स्पष्टीकरण करता है, यह प्रक्रिया "नियंत्रित ठोसीकरण द्वारा जटिल आकृतियों को सक्षम करती है" और अभूतपूर्व डिज़ाइन लचीलापन प्रदान करती है।
ढलाई एल्यूमीनियम ग्रेड और डाई ढलाई एल्यूमीनियम मिश्र धातुओं का मापदंड करते समय, इन विशेषताओं पर विचार करें:
- जटिल ज्यामिति क्षमता: जटिल आंतरिक मार्ग और विस्तृत विशेषताएं संभव हैं
- जटिल भागों के लिए कम औज़ार लागत: समान जटिलता के लिए ढलाई साँचों की लागत अक्सर फोर्जिंग डाई की तुलना में कम होती है
- छिद्रता का जोखिम: फंसी गैसें आंतरिक रिक्तताएं पैदा कर सकती हैं जो ताकत को कमजोर कर देती हैं
- परिवर्तनशील यांत्रिक गुण: एल्युमीनियम मिश्र धातु के ढलवां उत्पादों में लोहे के बराबर ढलवां उत्पादों की तुलना में अधिक गुण भिन्नता पाई जाती है
शोध में उल्लेख किया गया है कि उच्च-दबाव डाई ढलाई में हुई प्रगति ने एल्युमीनियम मिश्र धातु के ढलवां उत्पादों की गुणवत्ता में काफी सुधार किया है, "जिससे हल्के और टिकाऊ दोनों घटक बनाना संभव हुआ है।" हालांकि, सुरक्षा-महत्वपूर्ण अनुप्रयोगों के लिए, ढलाई प्रक्रिया की आंतरिक सीमाएं अभी भी प्रासंगिक बनी हुई हैं।
बिलेट एल्युमीनियम
बिलेट मशीनीकरण ठोस एल्युमीनियम सामग्री—आमतौर पर एक्सट्रूडेड या रोल्ड—से शुरू होता है—और अंतिम ज्यामिति बनाने के लिए सीएनसी उपकरणों का उपयोग करके सामग्री को हटा देता है। उद्योग दस्तावेज़ीकरण , इस दृष्टिकोण "कसे हुए सहिष्णुता की अनुमति देता है, जिसे उच्च-प्रदर्शन भागों के लिए आदर्श बनाता है।"
मुख्य बिलेट विशेषताएं शामिल हैं:
- अधिकतम सटीकता: सीएनसी मशीनीकरण उन सहिष्णुताओं को प्राप्त करता है जिन्हें ढलाई और लोहा बराबर सीधे नहीं कर सकते
- सुसंगत दाना संरचना: प्रारंभिक सामग्री में समान गुण पूरे भर में होते हैं
- उच्च सामग्री अपव्यय: महत्वपूर्ण मात्रा में एल्युमीनियम को काटा जाता है, जिससे प्रभावी सामग्री लागत बढ़ जाती है
- टूलिंग निवेश नहीं: भौतिक डाई संशोधनों के स्थान पर प्रोग्रामिंग परिवर्तन किए जाते हैं
निर्माण विधि तुलना
| मानदंड | बनाया अल्यूमिनियम | पिघली हुई बेरियम | बिलेट एल्युमीनियम |
|---|---|---|---|
| शक्ति | उच्चतम—संरेखित दानों की संरचना यांत्रिक गुणों को अधिकतम करती है | कम—दानों की संरचना अनियमित होती है; संभावित पोरोसिटी सामग्री को कमजोर कर देती है | उच्च—स्थिर आधार सामग्री, लेकिन मशीनिंग प्रिय दानों के प्रवाह को हटा देती है |
| वजन का ऑप्टिमाइज़ेशन | उत्कृष्ट—कमजोर दीवारों की अनुमति देने के लिए शक्ति उपलब्ध कराता है जबकि प्रदर्शन बनाए रखता है | अच्छा—जटिल आकृतियाँ सामग्री स्थान अनुकूलन को सक्षम करती हैं | मध्यम—प्रारंभिक स्टॉक ज्यामिति और मशीनिंग बाधाओं द्वारा सीमित |
| ईकाई लागत | मध्यम से उच्च—जटिलता और मात्रा पर निर्भर करता है | उच्च मात्रा के लिए कम—बड़े उत्पादन चक्रों पर टूलिंग का ह्रास होता है | उच्च—प्रति भाग उल्लेखनीय मशीन समय और सामग्री अपव्यय |
| उपकरण निवेश | उच्च—उच्च-सटीक फोर्जिंग डाईज़ को आरंभिक निवेश की आवश्यकता होती है | मध्यम से उच्च—ढलाई विधि और जटिलता के अनुसार भिन्न होता है | कम—सीएनसी प्रोग्रामिंग भौतिक टूलिंग को प्रतिस्थापित करती है |
| उत्पादन आयाम उपयुक्तता | मध्यम से उच्च मात्रा—टूलिंग निवेश बड़े चक्रों को पसंद करता है | उच्च मात्रा—डाई ढलाई बड़े पैमाने पर उत्पादन में उत्कृष्ट है | कम मात्रा—प्रोटोटाइप और विशेष भागों के लिए आदर्श |
| डिजाइन जटिलता | मध्यम—डाई डिज़ाइन और सामग्री प्रवाह सीमाओं द्वारा सीमित | उच्च—आंतरिक मार्ग और जटिल सुविधाएँ प्राप्त की जा सकती हैं | बहुत अधिक—लगभग कोई भी ज्यामिति जहाँ तक सीएनसी उपकरण पहुँच सकते हैं |
| सामान्य ऑटोमोटिव अनुप्रयोग | निलंबन बाजू, पहिए, कनेक्टिंग रॉड, स्टीयरिंग नॉकल्स | इंजन ब्लॉक, ट्रांसमिशन हाउसिंग, इंटेक मैनिफोल्ड | प्रोटोटाइप भाग, कम मात्रा वाले प्रदर्शन घटक, कस्टम ब्रैकेट |
जब फोर्जिंग उत्कृष्ट मूल्य प्रदान करती है
ऊपर बताए गए व्यापार-ऑफ़ को ध्यान में रखते हुए, फोर्जिंग कब स्पष्ट विजेता के रूप में उभरती है? एक बार जब आप समझ जाते हैं कि प्रत्येक अनुप्रयोग वास्तव में क्या मांगता है, तो निर्णय मापदंड सरल हो जाते हैं।
फोर्जिंग चुनें जब:
- थकान प्रतिरोध महत्वपूर्ण हो: बार-बार लोडिंग चक्रों का अनुभव करने वाले घटक—निलंबन बाजू, पहिए, कनेक्टिंग रॉड—फोर्जिंग की संरेखित दानेदार संरचना से अधिकतम लाभान्वित होते हैं। शोध की पुष्टि करता है कि फोर्ज भागों में "थकान प्रतिरोध और कठोरता उत्कृष्ट होती है", जिससे वे "प्रदर्शन-उन्मुख वाहनों के लिए विशेष रूप से उपयुक्त" बन जाते हैं।
- अधिकतम शक्ति-से-वजन अनुपात महत्वपूर्ण हो: गाड़ियों के शरीर और संरचनात्मक अनुप्रयोगों में उपयोग होने वाली धातुओं में, निर्मित एल्यूमीनियम न्यूनतम वजन के साथ उच्चतम शक्ति प्राप्त करता है। जब प्रत्येक ग्राम प्रदर्शन या दक्षता के लिए महत्वपूर्ण होता है, तो निर्माण अपने प्रीमियम को उचित ठहराता है।
- उत्पादन मात्रा टूलिंग को उचित ठहराती है: कई हजार इकाइयों से अधिक वार्षिक मात्रा के लिए, निर्माण साँचे का निवेश प्रभावी ढंग से अवसर्पित होता है। इस सीमा से नीचे, प्रति भाग लागत अधिक होने के बावजूद बिलेट मशीनीकरण अधिक आर्थिक साबित हो सकता है।
- सुरक्षा-महत्वपूर्ण अनुप्रयोगों के लिए विश्वसनीयता की आवश्यकता होती है: निर्मित उत्पादों में आंतरिक छिद्रता की अनुपस्थिति यह आत्मविश्वास प्रदान करती है जो ढलाई विकल्प नहीं दे सकते। उन घटकों के लिए जहां विफलता के परिणाम गंभीर होते हैं, निर्माण की स्थिर गुणवत्ता जोखिम को कम करती है।
निम्नलिखित स्थितियों में विकल्पों पर विचार करें:
- जटिल आंतरिक ज्यामिति की आवश्यकता होती है: ढलाई ऐसे मार्ग और कक्ष सक्षम करती है जो निर्माण नहीं बना सकती। इंजन ब्लॉक और ट्रांसमिशन हाउसिंग उदाहरण हैं जहां ढलाई की डिजाइन लचीलापन अपरिहार्य साबित होता है।
- मात्रा अत्यधिक उच्च है: प्रति वर्ष लाखों की संख्या में उत्पादित होने वाले कमोडिटी घटकों के लिए, भले ही मजबूती कम हो, डाई-कास्टिंग की प्रति इकाई लागत बहुत आकर्षक हो जाती है।
- प्रोटोटाइप या कम मात्रा में उत्पादन: बिलेट मशीनिंग पूरी तरह से टूलिंग निवेश को खत्म कर देती है, जिससे यह विकास भागों या ऐसे विशेष अनुप्रयोगों के लिए आदर्श बन जाती है जिनकी मात्रा आर्थिक फोर्जिंग दहलीज से नीचे होती है।
- सौंदर्य संबंधी सतहों को सर्वोच्च प्राथमिकता दी जाती है: आकर्षक उपयोग के लिए ढली और मशीन की गई सतहों को अक्सर जितनी फिनिशिंग की आवश्यकता होती है, उतनी अक्सर फोर्ज की गई सतहों की आवश्यकता नहीं होती।
कार बॉडी के चयन के लिए ऑटोमोटिव उद्योग की सामग्री इन व्यापार-ऑफ़ को बढ़ते ढंग से दर्शाती है। उच्च-तनाव वाले संरचनात्मक नोड्स अक्सर फोर्ज्ड एल्यूमीनियम का उपयोग करते हैं, जबकि जटिल हाउसिंग उन्नत ढलाई तकनीकों पर निर्भर करते हैं, और प्रोटोटाइप कार्यक्रम त्वरित विकास के लिए बिलेट मशीनिंग का उपयोग करते हैं।
जब आपको यह समझ आ जाता है कि कब फोर्जिंग अन्य विकल्पों पर भारी होती है, तो आप शुरुआत से ही सही प्रक्रिया को निर्दिष्ट कर सकते हैं। लेकिन इस ज्ञान के बावजूद, ग्रेड चयन में गलतियाँ अभी भी होती रहती हैं—और उनसे बचने का तरीका जानना या आवश्यकता पड़ने पर ग्रेड को बदलने का तरीका जानना, महंगी निर्माण समस्याओं को रोक सकता है।
ग्रेड प्रतिस्थापन और चयन के लिए सर्वोत्तम प्रथाएँ
एल्युमीनियम मिश्र धातु के गुणों और फोर्जिंग पैरामीटर्स के बारे में पूर्ण ज्ञान के बावजूद, वास्तविक दुनिया के निर्माण में अप्रत्याशित चुनौतियाँ उत्पन्न होती हैं। आपूर्ति श्रृंखला में बाधाएँ, सामग्री की उपलब्धता में समस्याएँ, या लागत का दबाव कभी-कभी इंजीनियरों को अपने पसंदीदा एल्युमीनियम ग्रेड के विकल्पों पर विचार करने के लिए मजबूर करता है। यह जानना कि कौन से प्रतिस्थापन काम करते हैं—और कौन से समस्याएँ पैदा करते हैं—सफल कार्यक्रमों को महंगी विफलताओं से अलग करता है।
प्रतिस्थापन परिदृश्यों से आगे, कई ग्रेड चयन त्रुटियाँ तब होती हैं जब इंजीनियर एल्युमीनियम संरचनाओं पर स्टील-डिज़ाइन की सोच लागू करते हैं। इन सामान्य बाधाओं को समझने से आप महंगी पुनःकार्य और घटक विफलताओं से बच सकते हैं, जिन्हें होने से पहले ही रोका जा सकता है।
ग्रेड प्रतिस्थापन दिशानिर्देश
जब आपके निर्दिष्ट एल्युमीनियम मिश्र धातु अनुपलब्ध हो जाए, तो सूची में अगले विकल्प को लेने के प्रलोभन का विरोध करें। एल्युमीनियम के विभिन्न ग्रेड फोर्जिंग, ऊष्मा उपचार और सेवा स्थितियों के तहत अलग-अलग व्यवहार करते हैं। सफल प्रतिस्थापन के लिए महत्वपूर्ण प्रदर्शन आवश्यकताओं को मिलाना आवश्यक है, जबकि माध्यमिक विशेषताओं में समझौतों को स्वीकार करना पड़ सकता है।
सामान्य ऑटोमोटिव फोर्जिंग ग्रेड के लिए प्रमाणित प्रतिस्थापन जोड़े यहाँ दिए गए हैं:
- 6082 → 6061: ऑटोमोटिव फोर्जिंग में सबसे आम प्रतिस्थापन। थोड़ी कम यील्ड शक्ति (लगभग 5-10% कमी) और क्षरणकारी वातावरण में थोड़ा कम थकान प्रदर्शन की अपेक्षा करें। दोनों मिश्र धातुओं में उत्कृष्ट वेल्डेबिलिटी और संक्षारण प्रतिरोधकता साझा है। अधिकांश निलंबन और संरचनात्मक अनुप्रयोगों के लिए स्वीकार्य जहां 6082 को मामूली ताकत लाभ की तुलना में उपलब्धता के कारण निर्दिष्ट किया गया था।
- 6061 → 6082: जब सामग्री उपलब्ध हो—6082 वास्तव में थोड़ी बेहतर ताकत प्रदान करता है। कोई महत्वपूर्ण गुणों का अपग्रेड नहीं, हालांकि क्षेत्रीय उपलब्धता के आधार पर 6082 अधिक महंगा हो सकता है। यूरोपीय आपूर्ति श्रृंखलाएं अक्सर 6082 को प्राथमिकता देती हैं, जबकि उत्तरी अमेरिकी स्रोत आमतौर पर 6061 को अधिक सुगमता से उपलब्ध कराते हैं।
- 7075 → 7050: दोनों अत्यधिक उच्च सामर्थ्य प्रदान करते हैं, लेकिन 7050 में तनाव संक्षारण विदरण प्रतिरोध और बेहतर कठोरता में सुधार होता है। यह प्रतिस्थापन अक्सर एक समझौते के बजाय उन्नयन का प्रतिनिधित्व करता है। शीर्ष सामर्थ्य में समान या थोड़ी कमी की अपेक्षा करें, लेकिन फ्रैक्चर कठोरता में सुधार होता है।
- 7075 → 2024: सावधानी से उपयोग करें—हालाँकि दोनों उच्च सामर्थ्य वाले मिश्र धातु हैं, लेकिन उनकी गुणवत्ता प्रोफाइल में काफी अंतर है। 2024 उत्कृष्ट थकान प्रतिरोध प्रदान करता है लेकिन 7075 की तुलना में अंतिम सामर्थ्य कम होती है। जब डिजाइन मामले में चक्रीय भारण प्रभावी हो, तो यह उपयुक्त है, लेकिन अधिकतम स्थैतिक सामर्थ्य की आवश्यकता होने पर नहीं।
- 2024 → 2014: दोनों तांबे-आधारित मिश्र धातु हैं जिनमें समान पिघलाने की विशेषताएं हैं। 2014 तुलनापरक सामर्थ्य के साथ थोड़ी बेहतर पिघलाने योग्यता प्रदान करता है। वे अधिकांश पावरट्रेन अनुप्रयोगों के लिए स्वीकार्य हैं जहां मूल रूप से 2024 निर्दिष्ट किया गया था।
- 6061 → 5083: गठित घटकों के लिए आम तौर पर अनुशंसित नहीं है। जबकि 5083 उत्कृष्ट संक्षारण प्रतिरोध प्रदान करता है, यह ऊष्मा उपचार योग्य नहीं है और 6061-T6 की ताकत के स्तर तक नहीं पहुंच सकता। केवल गैर-संरचनात्मक अनुप्रयोगों के लिए इस प्रतिस्थापन पर विचार करें जहां संक्षारण प्रतिरोध ताकत आवश्यकताओं से अधिक महत्वपूर्ण हो।
किसी भी प्रतिस्थापन का आकलन करते समय सत्यापित करें कि वैकल्पिक ग्रेड सभी महत्वपूर्ण विनिर्देशों को पूरा करता है—जिसमें गठन तापमान संगतता, ऊष्मा उपचार प्रतिक्रिया और वेल्डेबिलिटी जैसी किसी भी डाउनस्ट्रीम असेंबली आवश्यकताओं को शामिल करना। धातुकर्मीय रूप से काम करने वाला ग्रेड भी असफल हो सकता है यदि आपका उत्पादन उपकरण इसे उचित ढंग से प्रक्रिया नहीं कर सकता।
सामान्य चयन त्रुटियों से बचना
के अनुसार लिंकन इलेक्ट्रिक की इंजीनियरिंग मार्गदर्शिका , सबसे अधिक बार होने वाली एल्युमीनियम डिज़ाइन त्रुटियों में से एक केवल उपलब्ध सबसे मजबूत मिश्र धातु का चयन करना है, बिना अन्य महत्वपूर्ण कारकों पर विचार किए। जैसा कि उनके तकनीकी दस्तावेज़ में कहा गया है: "बहुत बार, डिज़ाइनर उपलब्ध सबसे मजबूत मिश्र धातु का चयन कर लेता है। कई कारणों से यह एक खराब डिज़ाइन प्रथा है।"
उपलब्ध सबसे मजबूत एल्युमीनियम मिश्र धातु का चयन करने से कभी-कभी क्यों उल्टा प्रभाव पड़ता है?
- अक्सर डिज़ाइन को मजबूती के बजाय झुकाव नियंत्रित करता है: अधिकांश एल्युमीनियम मिश्र धातुओं—चाहे कमजोर हों या मजबूत—का प्रत्यास्थ मापांक लगभग समान होता है (इस्पात का एक तिहाई)। यदि आपके घटक की महत्वपूर्ण सीमा यील्ड सामर्थ्य के बजाय कठोरता है, तो 6061 की तुलना में 7075 के लिए प्रीमियम भुगतान करने से आपको कुछ भी लाभ नहीं मिलता।
- कई उच्च-सामर्थ्य मिश्र धातुएँ वेल्डेबल नहीं होती हैं: लिंकन इलेक्ट्रिक के शोध में जोर देकर कहा गया है कि "कई सबसे मजबूत एल्युमीनियम मिश्र धातुओं को पारंपरिक तकनीकों का उपयोग करके वेल्ड नहीं किया जा सकता।" किसी घटक के लिए 7075 को निर्दिष्ट करना जिसे एक बड़े असेंबली में वेल्ड करना हो, निर्माण की असंभवता पैदा करता है। प्रलेखन में विशेष रूप से उल्लेख किया गया है कि 7075 का "संरचनात्मक अनुप्रयोगों के लिए कभी भी वेल्डिंग नहीं करना चाहिए।"
- वेल्ड क्षेत्र के गुण आधार भाग के गुणों से भिन्न होते हैं: 6061 जैसे वेल्ड करने योग्य ग्रेड के साथ भी, "वेल्ड आमतौर पर मूल सामग्री जितना मजबूत नहीं होगा।" ताप-प्रभावित क्षेत्र के गिरावट को नजरअंदाज करते हुए T6 आधार सामग्री गुणों के आसपास डिजाइन करने से वेल्ड का आकार कम हो जाता है और विफलता की संभावना बढ़ जाती है।
इन अतिरिक्त चयन त्रुटियों से बचने के लिए:
- वेल्ड किए गए असेंबली के लिए विकृति-कठोर टेम्पर निर्दिष्ट करना: गैर-हीट उपचार योग्य मिश्र धातुओं (1xxx, 3xxx, 5xxx) के लिए, वेल्डिंग एक स्थानीय एनीलिंग संक्रिया के रूप में कार्य करती है। शोध की पुष्टि करता है कि "चाहे भी टेम्पर से आरंभ किया जाए, गर्म प्रभावित क्षेत्र (HAZ) के गुण वे होंगे जो O टेम्पर एनील्ड सामग्री के होते हैं।" महंगी तनाव-कठोर सामग्री को खरीदना जो वेल्ड किया जाएगा, पैसे की बर्बादी है—HAZ चाहे कुछ भी हो, एनील्ड गुणों में वापस आ जाता है।
- वेल्ड के बाद उपचार की आवश्यकताओं की उपेक्षा करना: 6061-T6 जैसी हीट-उपचार योग्य मिश्र धातुओं के वेल्ड क्षेत्र में उल्लेखनीय ताकत कमजोरी का सामना करती हैं। शोध दिखाता है कि "वेल्ड के बाद न्यूनतम तन्य ताकत 24 ksi" की तुलना T6 आधार सामग्री के "40 ksi" से करें, जो 40% कमी है। जब ताकत पुनर्प्राप्ति की आवश्यकता हो और वेल्ड के बाद एजिंग के निर्देश न दिए जाएं, तो संरचनात्मक अखंडता कमजोर हो जाती है।
- तनाव संक्षारण संवेदनशीलता की उपेक्षा करना: T6 टेम्पर में उच्च-सामर्थ्य 7xxx मिश्र धातुओं को तनाव संक्षारण फ्रैक्चर के प्रति संवेदनशील होना पड़ सकता है। नमी और लगातार भार के संपर्क में आने वाले घटकों के लिए T73 या T76 टेम्पर पर विचार किए बिना 7075-T6 का निर्दिष्ट करना, प्रीमैच्योर फील्ड विफलता का जोखिम उठाता है।
- ढलाई मिश्र धातुओं को लोहारी मिश्र धातुओं के साथ भ्रमित करना: कुछ विनिर्देश ढलाई के लिए एल्यूमीनियम ग्रेड निर्दिष्ट करते हैं जबकि लोहारी घटकों की आवश्यकता होती है। A356 और A380 उत्कृष्ट डाई ढलाई मिश्र धातुएं हैं लेकिन लोहारी के लिए उपयुक्त नहीं हैं—उनकी रासायनिक संरचना गलित अवस्था में प्रवाहकत्त्व के लिए अनुकूलित होती है, ठोस अवस्था में विरूपण के लिए नहीं।
योग्य लोहारी भागीदारों के साथ काम करना
जब आप अनुभवी लोहारी आपूर्तिकर्ताओं के साथ काम करते हैं जो ऑटोमोटिव आवश्यकताओं को समझते हैं, तो कई ग्रेड चयन चुनौतियां प्रबंधनीय हो जाती हैं। ऑटोमोटिव अनुप्रयोगों के लिए विशेष मिश्र धातुओं के लिए अक्सर केवल स्थापित निर्माता ही लगातार प्रदान कर सकते हैं, ऐसा सटीक प्रक्रिया नियंत्रण की आवश्यकता होती है।
संभावित फोर्जिंग साझेदारों का आकलन करते समय, उनकी इंजीनियरिंग सहायता क्षमताओं पर विचार करें। क्या वे आपके विशिष्ट घटक के लिए उपयुक्त ग्रेड के चयन हेतु सलाह दे सकते हैं? क्या उनके पास उन टेम्पर और फोर्ज के बाद के उपचारों के साथ अनुभव है जो आपके अनुप्रयोग की आवश्यकता होते हैं? आईएटीएफ 16949-प्रमाणित निर्माता जैसे शाओयी गुणवत्ता प्रणालियों और तकनीकी विशेषज्ञता लाते हैं जो ग्रेड चयन निर्णयों को विश्वसनीय उत्पादन घटकों में बदलने में सहायता करते हैं।
उनकी त्वरित प्रोटोटाइपिंग क्षमताएँ—प्रारंभिक भागों को मात्र 10 दिनों में वितरित करना—आपको उच्च-मात्रा उत्पादन उपकरणों पर प्रतिबद्ध होने से पहले ग्रेड चयन की पुष्टि करने की अनुमति देती हैं। निलंबन भुजाओं और ड्राइव शाफ्ट जैसे घटकों के लिए, जहाँ एल्युमीनियम की गुणवत्ता सीधे वाहन सुरक्षा को प्रभावित करती है, ऐसे इंजीनियरिंग साझेदार जो धातु विज्ञान और ऑटोमोटिव आवश्यकताओं दोनों को समझते हैं, अमूल्य साबित होते हैं।
उचित ग्रेड चयन ज्ञान और योग्य विनिर्माण साझेदारी का संयोजन सफल फोर्ज्ड एल्युमीनियम कार्यक्रमों के लिए आधार बनाता है। इन तत्वों के स्थापित होने के साथ, आप प्रदर्शन आवश्यकताओं, विनिर्माण सीमाओं और लागत पर विचारों को प्रभावी ढंग से संतुलित करते हुए अंतिम सामग्री निर्णय लेने के लिए तैयार होते हैं।
अपने अनुप्रयोग के लिए सही फोर्ज्ड एल्युमीनियम ग्रेड का चयन करना
आपने अब कारों के लिए फोर्ज्ड एल्युमीनियम ग्रेड के पूरे दायरे का पता लगा लिया है—घटक आवश्यकताओं के अनुरूप विशिष्ट ग्रेड को मिलाने से लेकर मिश्र धातु श्रृंखला के नामकरण की समझ तक, और ऊष्मा उपचार विचारों से लेकर विनिर्माण मापदंडों तक। लेकिन आप इस ज्ञान को व्यावहारिक निर्णयों में कैसे बदलेंगे? आइए उन आवश्यक मार्गदर्शनों को संक्षिप्त करें जो तकनीकी समझ को सफल खरीद परिणामों में बदल देते हैं।
चाहे आप किसी नई वाहन परियोजना में कारों के लिए एल्युमीनियम का निर्दिष्टीकरण कर रहे हों या मौजूदा आपूर्ति श्रृंखला को अनुकूलित कर रहे हों, ग्रेड चयन प्रक्रिया एक तार्किक क्रम का अनुसरण करती है। इस क्रम को सही ढंग से करने से महंगी गलतियों से बचा जा सकता है और यह सुनिश्चित किया जा सकता है कि आपके एल्युमीनियम ऑटोमोटिव पुर्ज़े उस प्रदर्शन को प्रदान करें जो आपके वाहन मांगते हैं।
ग्रेड चयन के लिए मुख्य निष्कर्ष
कार एल्युमीनियम के सभी विकल्पों की पूर्ण श्रृंखला की जांच करने के बाद, कई निर्णय कारक लगातार सफलता निर्धारित करते हैं:
- सामग्री की पसंद के बजाय तनाव आवश्यकताओं से शुरू करें: परिभाषित करें कि आपका घटक वास्तव में क्या अनुभव करता है—स्थैतिक भार, चक्रीय थकान, प्रभाव बल, या इनके संयोजन। सड़क के लाखों चक्रों का सामना करने वाले सस्पेंशन आर्म को केवल स्थैतिक भार वाले ब्रैकेट की तुलना में अलग गुणों की आवश्यकता होती है। इन वास्तविक मांगों के अनुसार मिश्र धातु परिवार का मिलान करें: संतुलित प्रदर्शन के लिए 6xxx, अधिकतम शक्ति के लिए 7xxx, उत्कृष्ट थकान प्रतिरोध के लिए 2xxx।
- उत्पादन मात्रा को शुरुआत में ही ध्यान में रखें: धातुकर्म अर्थशास्त्र मध्यम से उच्च उत्पादन मात्रा को पसंद करता है, जहां उपकरण निवेश को प्रभावी ढंग से वितरित किया जा सकता है। प्रति वर्ष कुछ हजार से कम मात्रा के लिए यह सत्यापित करें कि बिलेट मशीनिंग विकल्पों के विरुद्ध धातुकर्म अभी भी लागत-प्रतिस्पर्धी बना हुआ है। उच्च मात्रा वाले कार्यक्रम धातुकर्म के उत्कृष्ट गुणों और कुशल उत्पादन के संयोजन से सबसे अधिक लाभान्वित होते हैं।
- अनुवर्ती प्रसंस्करण को ध्यान में रखें: यदि आपके घटक को एक बड़े असेंबली में वेल्डिंग की आवश्यकता है, तो यह एकल आवश्यकता पूरे मिश्र धातु परिवारों को विचार से बाहर कर देती है। जब वेल्ड करने योग्यता महत्वपूर्ण हो, तो 6061 या 6082 का निर्दिष्ट करें; किसी भी संरचनात्मक वेल्डेड अनुप्रयोग के लिए 7075 से बचें। इसी तरह, धातुकर्म के बाद की मशीनिंग आवश्यकताओं पर विचार करें—T651 टेम्पर सटीक मशीनिंग की मांग के लिए आयामी स्थिरता प्रदान करते हैं।
- केवल सामग्री मूल्य नहीं, बल्कि कुल लागत का आकलन करें: कारों के लिए सबसे सस्ता एल्युमीनियम हमेशा सबसे आर्थिक विकल्प नहीं होता। पतली दीवारों, कम फिनिशिंग या सरल ऊष्मा उपचार की अनुमति देने वाला प्रीमियम मिश्र धातु सस्ते ग्रेड की तुलना में कम कुल घटक लागत प्रदान कर सकता है जिसे अतिरिक्त प्रसंस्करण की आवश्यकता होती है। विनिर्देशों को अंतिम रूप देने से पहले पूर्ण तस्वीर की गणना करें।
- आपूर्ति श्रृंखला की लचीलापन बढ़ाएं: उत्पादन शुरू होने से पहले स्वीकार्य प्रतिस्थापन ग्रेड की पहचान करें। यह जानना कि 6061, 6082 के लिए प्रतिस्थापन के रूप में उपयोग किया जा सकता है—या कि 7050, 7075 से उन्नयन मार्ग प्रदान करता है—आपको आपूर्ति में व्यवधान के समय विकल्प देता है। उपलब्धता में परिवर्तन के प्रति खरीद टीम त्वरित प्रतिक्रिया कर सकें, इसके लिए अपने विनिर्देशों में इन विकल्पों को दस्तावेजीकृत करें।
सबसे महत्वपूर्ण चयन सिद्धांत: वह मिश्र धातु चुनें जो आपके घटक की वास्तविक प्रदर्शन आवश्यकताओं के साथ सबसे अच्छा मेल खाती है—उपलब्ध सबसे मजबूत विकल्प नहीं। अत्यधिक विशिष्टता धन की बर्बादी है और निर्माण जटिलताओं को जन्म दे सकती है, जबकि अल्प विशिष्टता क्षेत्र में विफलता के जोखिम को बढ़ाती है जिससे वाहनों और प्रतिष्ठा दोनों को नुकसान पहुँच सकता है।
सफल ऑटोमोटिव फोर्जिंग के लिए साझेदारी
यह वास्तविकता है जिसे हर अनुभवी इंजीनियर समझता है: यदि निर्माण भागीदार स्थिर रूप से निष्पादन नहीं कर सकता, तो सही ग्रेड चयन भी निरर्थक है। आपूर्ति विराम के बीच की खाई को भरने के लिए विशेषता की आवश्यकता होती है जो केवल योग्य फोर्जिंग आपूर्तिकर्ताओं के पास होती है।
जब कारों में एल्यूमीनियम को मांगने वाले प्रदर्शन मानकों को पूरा करना होता है, तो आपूर्तिकर्ता चयन मिश्र धातु चयन के समान ही महत्वपूर्ण हो जाता है। फोर्जिंग आपूर्तिकर्ताओं का मापन करने पर उद्योग दिशानिर्देश के अनुसार, तीन कारक सबसे अधिक मायने रखते हैं: प्रमाणन और गुणवत्ता प्रणालियाँ, उत्पादन क्षमता और उपकरण, तथा कठोर गुणवत्ता नियंत्रण मानक।
विशेष रूप से ऑटोमोटिव अनुप्रयोगों के लिए, आईएटीएफ 16949 प्रमाणन यह दर्शाता है कि आपूर्तिकर्ता ने ऑटोमोटिव उद्योग द्वारा मांगे गए गुणवत्ता प्रबंधन प्रणाली को लागू किया है। यह प्रमाणन—ISO 9001 के आधार पर ऑटोमोटिव-विशिष्ट आवश्यकताओं के साथ—यह सत्यापित करता है कि निर्माता अपने वाहन कार्यक्रमों के आवश्यक स्तर पर पदानुसरण, प्रक्रिया नियंत्रण और निरंतर सुधार को समझता है।
प्रमाणन से आगे, विरचनों को भागों में अनुवादित करने वाली व्यावहारिक क्षमताओं का मापांकन करें:
- इंजीनियरिंग समर्थन: क्या आपूर्तिकर्ता आपकी विशिष्ट ज्यामिति और लोडिंग स्थितियों के लिए इष्टतम ग्रेड चयन पर सलाह दे सकता है? क्या वे ऊष्म उपचार के प्रभाव को समझते हैं और उचित टेम्पर की सिफारिश कर सकते हैं?
- प्रोटोटाइपिंग गति: आधुनिक वाहन विकास समयसीमा तीव्र पुनरावृत्ति की मांग करती है। ऐसे साझेदार जो संक्षिप्त समयसीमा में प्रोटोटाइप फोर्जिंग प्रदान करते हैं—कुछ मामलों में केवल 10 दिन में—उत्पादन औजारिंग में प्रतिबद्ध होने से पहले डिजाइन के सत्यापन की अनुमति देते हैं।
- घटक विशेषता: आपके घटक श्रेणी—चाहे निलंबन भुजा, ड्राइव शाफ्ट, या संरचनात्मक नोड्स—में प्रदर्शित अनुभव वाले आपूर्तिकर्ता उस अनुप्रयोग-विशिष्ट ज्ञान को लाते हैं जो सामान्य फोर्जिंग इकाइयों में अक्सर अनुपलब्ध होता है।
- गुणवत्ता नियंत्रण बुनियादी ढांचा: उन्नत निरीक्षण तकनीकों, प्रक्रिया के दौरान निगरानी, और व्यापक दस्तावेज़ीकरण प्रणालियों के माध्यम से यह सुनिश्चित किया जाता है कि प्रत्येक घटक विनिर्देशों के अनुरूप हो। संदर्भ सामग्री पर जोर दिया गया है कि अग्रणी आपूर्तिकर्ता निर्देशांक मापन मशीनों, अविनाशी परीक्षण उपकरणों और सामग्री विश्लेषण क्षमताओं में निवेश करते हैं।
इंजीनियरों और खरीद पेशेवरों के लिए जो एल्युमीनियम कार घटक निर्माण की तलाश में हैं, शाओयी (निंगबो) मेटल टेक्नोलॉजी सफल कार्यक्रमों के लिए आवश्यक साझेदार प्रोफ़ाइल को दर्शाता है। उनका IATF 16949 प्रमाणन ऑटोमोटिव-ग्रेड गुणवत्ता प्रणालियों को प्रमाणित करता है, जबकि उनकी आंतरिक इंजीनियरिंग टीम वह तकनीकी मार्गदर्शन प्रदान करती है जो ग्रेड चयन निर्णयों को उत्पादन-तैयार विनिर्देशों में बदलने में सहायता करता है। निंगबो बंदरगाह के निकट स्थित, वे त्वरित प्रोटोटाइपिंग क्षमता—प्रारंभिक भागों को मात्र 10 दिनों में उपलब्ध कराना—के साथ-साथ परिपक्व कार्यक्रमों के लिए उच्च-आयतन बड़े पैमाने पर उत्पादन क्षमता को भी जोड़ते हैं।
निलंबन भुजाओं और ड्राइव शाफ्ट जैसे मांग वाले एल्युमीनियम ऑटोमोटिव भागों के साथ उनकी प्रदर्शित विशेषज्ञता घटक-विशिष्ट ज्ञान को दर्शाती है जो ग्रेड चयन मार्गदर्शन को क्रियान्वयन योग्य बनाता है। जब विनिर्देश 6082-T6 नियंत्रण भुजाओं या 7075-T6 प्रदर्शन घटकों की मांग करते हैं, तो एक ऐसे निर्माण साझेदार के पास होना जो धातु विज्ञान और ऑटोमोटिव गुणवत्ता आवश्यकताओं दोनों को समझता है, यह सुनिश्चित करता है कि सामग्री चयन विश्वसनीय घटकों में बदल जाए।
मिश्र धातु विशिष्टता से लेकर वाहन प्रदर्शन तक की यात्रा निर्माण निष्पादन के माध्यम से गुजरती है। इस मार्गदर्शिका में आपने जो ग्रेड चयन ज्ञान प्राप्त किया है, उसे उन योग्य फोर्जिंग भागीदारों के साथ जोड़कर जो गुणवत्ता के प्रति आपकी प्रतिबद्धता साझा करते हैं, आप अपने ऑटोमोटिव कार्यक्रमों को सफलता के लिए तैयार करते हैं—उस ताकत, वजन बचत और विश्वसनीयता को प्रदान करते हैं जिसकी आधुनिक वाहन अपने फोर्ज्ड एल्युमीनियम घटकों से मांग करते हैं।
कारों के लिए फोर्ज्ड एल्युमीनियम ग्रेड के बारे में अक्सर पूछे जाने वाले प्रश्न
1. एल्युमीनियम फोर्जिंग के ग्रेड क्या हैं?
ऑटोमोटिव अनुप्रयोगों के लिए सबसे आम रूप से फोर्ज किए जाने वाले एल्यूमीनियम ग्रेड 6000 श्रृंखला से 6061, 6063, 6082 और 7000 श्रृंखला से 7075 शामिल हैं। 6xxx मिश्र धातुएं उत्कृष्ट फोर्जेबिलिटी, संक्षारण प्रतिरोध और संतुलित शक्ति प्रदान करती हैं, जो निलंबन बाजू और पहियों के लिए आदर्श बनाती हैं। 7xxx श्रृंखला प्रदर्शन-महत्वपूर्ण घटकों के लिए अति-उच्च शक्ति प्रदान करती है। इसके अतिरिक्त, 2xxx श्रृंखला से 2024 और 2014 पिस्टन और कनेक्टिंग रॉड जैसे पावरट्रेन भागों के लिए उत्कृष्ट थकान प्रतिरोध प्रदान करते हैं। आईएटीएफ 16949-प्रमाणित निर्माता जैसे शाओयी विशिष्ट घटक आवश्यकताओं के आधार पर इष्टतम ग्रेड चयन के मार्गदर्शन कर सकते हैं।
2. कारों में एल्यूमीनियम का कौन सा ग्रेड उपयोग किया जाता है?
घटक आवश्यकताओं के आधार पर ऑटोमोटिव अनुप्रयोगों में कई एल्युमीनियम ग्रेड का उपयोग किया जाता है। सामान्य ग्रेड में 1050, 1060, 3003, 5052, 5083, 5754, 6061, 6082, 6016, 7075 और 2024 शामिल हैं। विशेष रूप से फोर्ज्ड घटकों के लिए, 6082-T6 यूरोपीय निलंबन और चेसिस अनुप्रयोगों में संक्षारण वातावरण में उत्कृष्ट थकान प्रदर्शन के कारण प्रभावी है। वेल्डेबिलिटी के कारण उत्तरी अमेरिका में 6061-T6 लोकप्रिय बना हुआ है। उच्च-प्रदर्शन अनुप्रयोग अक्सर अधिकतम शक्ति-से-वजन अनुपात के लिए 7075-T6 निर्दिष्ट करते हैं, जबकि थकान-महत्वपूर्ण पावरट्रेन घटकों में 2024-T6 उत्कृष्ट प्रदर्शन करता है।
3. क्या 5052 या 6061 एल्युमीनियम अधिक मजबूत है?
6061 एल्युमीनियम 5052 की तुलना में काफी मजबूत होता है। T6 टेम्पर में, 6061 लगभग 310 MPa की तन्य शक्ति प्राप्त करता है, जबकि 5052 लगभग 220 MPa के साथ होता है। हालाँकि, केवल शक्ति सब कुछ नहीं है—5052 उत्कृष्ट संक्षारण प्रतिरोध और बेहतर आकृति देने की क्षमता प्रदान करता है क्योंकि यह एक गैर-ऊष्मा उपचार योग्य मिश्र धातु है। संरचनात्मक अखंडता की आवश्यकता वाले लिए डाली गई ऑटोमोटिव घटकों के लिए, 6061-T6 को वरीयता दी जाती है क्योंकि इसे ऊष्मा उपचार द्वारा उच्च शक्ति स्तर प्राप्त करने के लिए तैयार किया जा सकता है जो निलंबन भुजाओं, पहियों और चेसिस घटकों के लिए आवश्यक है।
4. डाली गई और ढाली गई एल्युमीनियम पहियों में क्या अंतर है?
गर्म किए गए एल्युमीनियम को अत्यधिक दबाव में संपीड़ित करके फोर्ज्ड एल्युमीनियम व्हील्स बनाई जाती हैं, जिससे उच्च शक्ति और थकान प्रतिरोध के लिए धातु की संरचना संरेखित हो जाती है। ढलवाँ व्हील्स को पिघले हुए एल्युमीनियम को साँचों में डालकर बनाया जाता है, जिससे अनियमित धातु संरचना और संभावित पोरोसिटी होती है। आमतौर पर फोर्ज्ड व्हील्स अपने ढलवाँ समकक्षों से 15-30% हल्की होती हैं और बेहतर प्रभाव प्रतिरोध और टिकाऊपन प्रदान करती हैं। प्रदर्शन वाहनों के लिए, फोर्ज्ड 6061-T6 या 7075-T6 व्हील्स वजन के अनुपात में शक्ति प्रदान करती हैं जो ढलवाँ विकल्पों द्वारा मिलना संभव नहीं है।
5. ऑटोमोटिव फोर्जिंग के लिए मैं सही एल्युमीनियम ग्रेड कैसे चुनूं?
अपने घटक की वास्तविक तनाव आवश्यकताओं—स्थैतिक भार, चक्रीय थकान या प्रभाव बलों को परिभाषित करके शुरुआत करें। संतुलित संरचनात्मक अनुप्रयोगों के लिए, 6082-T6 या 6061-T6 जैसे 6xxx मिश्र धातु उत्कृष्ट प्रदर्शन प्रदान करते हैं। अधिकतम शक्ति महत्वपूर्ण होने पर, 7075-T6 निर्दिष्ट करें। पावरट्रेन भागों में उत्कृष्ट थकान प्रतिरोध के लिए, 2024-T6 पर विचार करें। वेल्डेबिलिटी आवश्यकताओं (6xxx मिश्र धातु अच्छी तरह से वेल्ड होती है; 7075 नहीं), उत्पादन मात्रा और ऊष्मा उपचार आवश्यकताओं को ध्यान में रखें। शाओयी जैसे अनुभवी फोर्जिंग भागीदारों के साथ काम करना, जो त्वरित प्रोटोटाइपिंग और IATF 16949 प्रमानन प्रदान करते हैं, उत्पादन उपकरणों पर निर्णय लेने से पहले ग्रेड चयन को मान्य करने में मदद करता है।