 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

ऑटोमोटिव सीट फ्रेम स्टैम्पिंग: निर्माण तकनीक और हल्का बनाने के रुझान
संक्षिप्त में
ऑटोमोटिव सीट फ्रेम स्टैम्पिंग एक सटीक निर्माण प्रक्रिया है जो उच्च-शक्ति सामग्री से वाहन के संरचनात्मक घटकों के निर्माण के लिए उच्च-टनतागत प्रगतिशील और ट्रांसफर डाई प्रौद्योगिकियों (आमतौर पर 100–1,200+ टन) का उपयोग करती है। क्योंकि ऑटोमोटिव उद्योग इलेक्ट्रिक वाहनों (EV) की ओर बढ़ रहा है, प्राथमिक ध्यान अब हलकापन —सुरक्षा के बलिदान के बिना बैटरी रेंज को बढ़ाने के लिए पारंपरिक स्टील को एडवांस्ड हाई-स्ट्रेंथ स्टील (AHSS), एल्यूमीनियम और मैग्नीशियम मिश्र धातुओं के साथ बदलने पर केंद्रित है।
आधुनिक सीट फ्रेम उत्पादन केवल धातु निर्माण तक सीमित नहीं है; इसमें तार मोड़ना, ट्यूब निर्माण और लेजर वेल्डिंग जैसी जटिल असेंबली विधियों के एकीकरण की आवश्यकता होती है। OEM और टियर 1 आपूर्तिकर्ताओं के लिए सफलता सही उत्पादन प्रक्रिया के चयन पर निर्भर करती है—प्रग्रेसिव स्टैम्पिंग की गति को ट्रांसफर प्रणालियों की सामग्री दक्षता के साथ संतुलित करना—जबकि FMVSS और IATF 16949 जैसे कठोर सुरक्षा मानकों का पालन करना भी शामिल है।
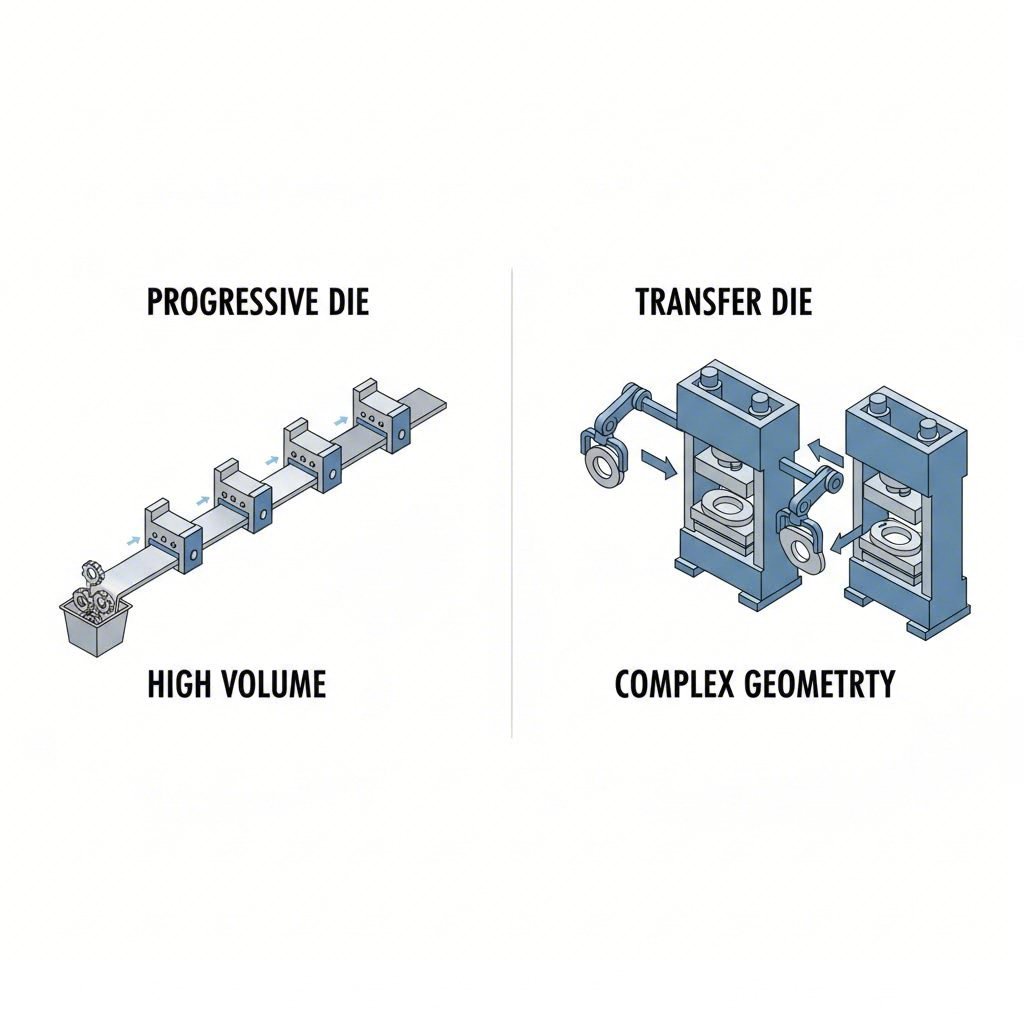
मूल प्रौद्योगिकियाँ: प्रग्रेसिव बनाम ट्रांसफर स्टैम्पिंग
प्रग्रेसिव डाई और ट्रांसफर डाई स्टैम्पिंग के बीच निर्णय सीट फ्रेम उत्पादन में मूलभूत इंजीनियरिंग चयन है। यह निर्णय टूलिंग लागत, उत्पादन गति और भाग की जटिलता को निर्धारित करता है।
प्रोग्रेसिव डाई stamping उच्च मात्रा वाले, छोटे घटकों के लिए उद्योग मानक है। इस प्रक्रिया में, धातु की एक निरंतर पट्टी एकल डाई के भीतर कई स्टेशनों से होकर गुजरती है। प्रेस का प्रत्येक स्ट्रोक एक अलग संचालन—कटिंग, बेंडिंग, कोइनिंग—करता है, जब तक कि अंतिम स्टेशन पर तैयार भाग को पट्टी से अलग नहीं कर दिया जाता। इस विधि को रिक्लाइनर रिंग्स, गाइड रेल्स और कनेक्टिंग ब्रैकेट्स के उत्पादन के लिए आदर्श माना जाता है जहां गति सर्वोच्च प्राथमिकता होती है।
ट्रांसफर डाइ स्टैम्पिंग , इसके विपरीत, बड़े, गहरे या अधिक जटिल भागों के लिए आवश्यक है जो कैरियर पट्टी से जुड़े नहीं रह सकते। यहां, यांत्रिक फिंगर्स या रोबोटिक आर्म्स विभिन्न डाई स्टेशनों के बीच व्यक्तिगत भाग ब्लैंक्स को स्थानांतरित करते हैं। इस विधि का उपयोग आमतौर पर डीप-ड्रॉन सीट पैन, साइड फ्रेम्स और हैवी-गेज राइजर्स जैसे महत्वपूर्ण संरचनात्मक तत्वों के लिए किया जाता है। प्रगतिशील स्टैम्पिंग की तुलना में यह धीमी है, लेकिन जटिल ज्यामिति के लिए अधिक स्वतंत्रता प्रदान करती है और महंगे हल्के मिश्र धातुओं के साथ काम करते समय सामग्री के अपव्यय को कम करने में महत्वपूर्ण भूमिका निभाती है।
| विशेषता | प्रोग्रेसिव डाई stamping | ट्रांसफर डाइ स्टैम्पिंग |
|---|---|---|
| के लिए सबसे अच्छा | छोटे से मध्यम आकार के भाग (ब्रैकेट, रेल, रिंग) | बड़े संरचनात्मक भाग (सीट पैन, साइड फ्रेम) |
| गति | उच्च (निरंतर फीड) | मध्यम (भाग को हेरफेर करने की आवश्यकता) |
| सामग्री अपशिष्ट | उच्चतर (वाहक पट्टी की आवश्यकता होती है) | निम्न (अनुकूलित नेस्टिंग) |
| टूलिंग लागत | उच्च प्रारंभिक निवेश | आमतौर पर कम होता है, लेकिन प्रेस की लागत अधिक होती है |
| जटिलता | स्ट्रिप संलग्नक द्वारा सीमित | उच्च ज्यामितीय लचीलापन |
सामग्री नवाचार: हल्के भार की ओर बढ़ने की प्रेरणा
ईवी रेंज बढ़ाने और CO2 उत्सर्जन कम करने के लिए आवश्यकता ने सीट संरचनाओं के लिए सामग्री चयन को क्रांतिकारी बना दिया है। निर्माता माइल्ड स्टील से दूर हटकर उन सामग्रियों की ओर बढ़ रहे हैं जो भार-से-ताकत का उच्च अनुपात प्रदान करती हैं।
उन्नत उच्च-शक्ति इस्पात (AHSS) और UHSS अब प्रमुखता में हैं। ड्यूल-फेज (DP) और ट्रांसफॉर्मेशन-इंड्यूस्ड प्लास्टिसिटी (TRIP) इस्पात जैसे ग्रेड इंजीनियरों को दुर्घटना सहनशीलता के बिना छोटी मोटाई का उपयोग करने की अनुमति देते हैं। प्रोमा ग्रुप जैसे प्रमुख निर्माता इन कठिन सामग्रियों को मजबूत सीट कुशन और बैक फ्रेम संरचनाओं में बनाने के लिए पेटेंट युक्त सिंगल-स्ट्रोक स्टैम्पिंग प्रक्रियाओं का उपयोग करते हैं।
एल्युमीनियम और मैग्नीशियम मिश्रधातु अगला सीमांत क्षेत्र प्रस्तुत करते हैं। एल्युमीनियम फ्रेम स्टील की तुलना में लगभग 28% वजन बचत प्रदान कर सकते हैं, जबकि मैग्नीशियम 35% तक बचत दे सकता है। हालाँकि, इन सामग्रियों से निर्माण की चुनौतियाँ उत्पन्न होती हैं, जैसे बढ़ी हुई स्प्रिंगबैक और विशेष चिकनाई की आवश्यकता। इन चुनौतियों को दूर करने के लिए अक्सर सर्वो-ड्राइव प्रेस की आवश्यकता होती है जो खींचाव चरण के दौरान दरार को रोकने के लिए रैम गति को प्रोग्रामेटिक रूप से समायोजित कर सकती है।
स्टैम्पिंग से परे: असेंबली और घटक एकीकरण
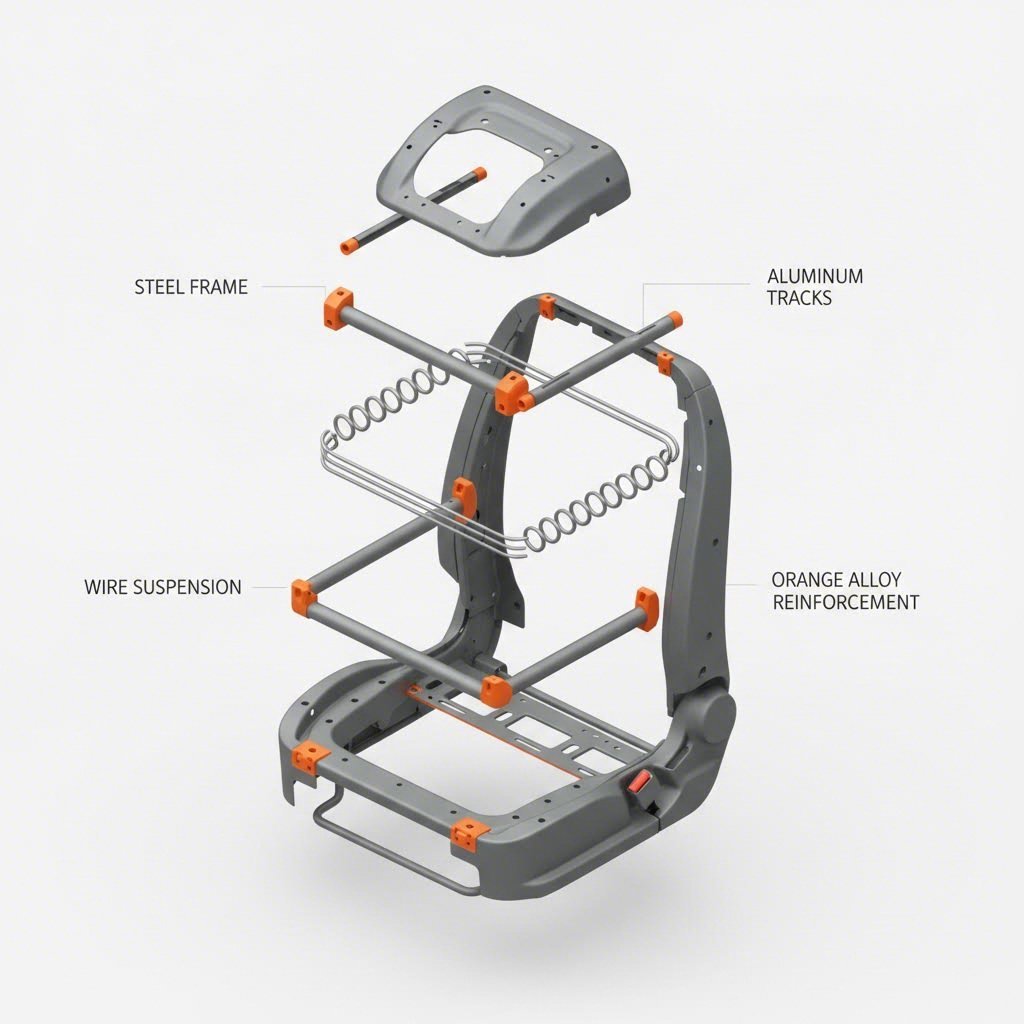
एक स्टैम्पेड धातु भाग दुर्लभ ही अंतिम उत्पाद होता है। आधुनिक ऑटोमोटिव सीटिंग को पूर्ण एकीकृत असेंबलियों के विमानन की आवश्यकता होती है। ग्यूल्फ मैन्युफैक्चरिंग और हैच स्टैम्पिंग जैसे आपूर्तिकर्ता सिस्टम इंटीग्रेटर में विकसित हुए हैं, जो स्टैम्पेड घटकों को तार आकृतियों और पाइप संरचनाओं के साथ जोड़ते हैं।
- ट्यूब बेंडिंग और वायर फॉर्मिंग: सीट संरचनाएं अक्सर पीठ के फ्रेम के लिए मोड़े गए ट्यूब फ्रेम और सस्पेंशन मैट के लिए तार आकृतियों पर निर्भर करती हैं। इन प्रक्रियाओं को स्टैम्पिंग ऑपरेशन के साथ समाकलित किया जाना चाहिए ताकि फिटमेंट सुनिश्चित हो सके।
- जॉइनिंग टेक्नोलॉजीज़: मिश्रित सामग्री में परिवर्तन (उदाहरण के लिए, एल्यूमीनियम पैन के साथ स्टील रेल को जोड़ना) कुछ अनुप्रयोगों में पारंपरिक स्पॉट वेल्डिंग को अपर्याप्त बना दिया है। निर्माता बढ़ते संख्या में MIG वेल्डिंग, लेजर वेल्डिंग, और यांत्रिक फास्टनिंग को असममिलित धातुओं के पार संरचनात्मक अखंडता सुनिश्चित करने के लिए अपनाने लगे हैं।
- मैकेनिज्म इंटीग्रेशन: फ्रेम को जटिल इलेक्ट्रोमैकेनिकल सिस्टम को समोहित करना चाहिए, जिसमें शामिल है लिफ्टर ब्रेक्स, मैनुअल और पावर सीट ट्रैक्स, और रिक्लाइनर मैकेनिज्म यहां परिशुद्ध स्टैम्पिंग महत्वपूर्ण है; सीट ट्रैक में माइक्रॉन-स्तर का विचलन भी अंतिम वाहन में शोर, कंपन और कठोरता (NVH) की समस्याओं का कारण बन सकता है।
गुणवत्ता नियंत्रण और प्रक्रिया अनुकूलन
ऑटोमोटिव सीटिंग जैसे सुरक्षा-महत्वपूर्ण अनुप्रयोगों में, दोष रोकथाम अनिवार्य है। गुणवत्ता तभी शुरू होती है जब दबाव मशीन धातु पर प्रहार करने से पहले होती है। हेनली मशीन द्वारा विस्तृत रूप से वर्णित प्रीसिजन डीकोइलर मशीनों की महत्वपूर्ण भूमिका होती है। प्रणोदी दबाव भुज और मार्गदर्शन भुज प्रणाली जैसी सुविधाएं सामग्री के फैलाव को रोकती हैं और कॉइल सतह को खरोंच से बचाती हैं—ऐसे दोष जो बाह्य रूप से अस्वीकृति या संरचनात्मक थकान का कारण बन सकते हैं।
परिमित तत्व विश्लेषण (FEA) शीर्ष स्तर के आपूर्तिकर्ताओं द्वारा उपकरण बनाए जाने से पहले स्टैम्पिंग प्रक्रिया का अनुकरण करने के लिए उपयोग किया जाने वाला एक अन्य आवश्यक उपकरण है। FEA इंजीनियरों को पतलेपन, झुर्रियों और स्प्रिंगबैक की भविष्यवाणी करने में सहायता करता है, जिससे डिज़ाइन चरण के दौरान ही मर के लिए क्षतिपूर्ति की अनुमति मिलती है, बजाय वर्कशॉप में महंगी प्रयोग-और-त्रुटि पद्धति के।
एक निर्माण साझेदार का चयन करते समय, प्रमाणन आधारभूत आवश्यकता है। उन आपूर्तिकर्ताओं को ढूंढें जो IATF 16949 प्रमाणन, जो कठोर ऑटोमोटिव गुणवत्ता प्रबंधन मानकों के अनुपालन की गारंटी देता है। इसके अलावा, विकास और उत्पादन के बीच अंतर को दूर करने की क्षमता महत्वपूर्ण है। एजिलिटी की आवश्यकता वाले OEMs के लिए, शाओयी मेटल टेक्नोलॉजी व्यापक समाधानों के लिए व्यापक समाधान प्रदान करती है जो त्वरित प्रोटोटाइपिंग (केवल पांच दिनों में 50 से अधिक पार्ट्स डिलीवर करना) से लेकर 600-टन प्रेस पर उच्च-आयतन बड़े पैमाने पर उत्पादन तक के लिए स्केल करते हैं, यह सुनिश्चित करते हुए कि डिज़ाइन की व्यवहार्यता को कार्यक्रम के आरंभ में ही मान्यता प्राप्त हो।
सीटिंग के भविष्य का इंजीनियरिंग
ऑटोमोटिव सीट फ्रेम बाजार साधारण धातु मोड़ने से लेकर उच्च-तकनीक संरचनात्मक इंजीनियरिंग तक विकसित हो रहा है। क्योंकि वाहन स्वायत्त और विद्युत होते जा रहे हैं, सीट यात्री अनुभव का केंद्र बन जाती है, जिसमें हल्के वजन, उच्च सुरक्षा और बेहतर कार्यक्षमता की मांग की जाती है। इंजीनियरों और खरीद नेताओं के लिए लक्ष्य ऐसे निर्माताओं के साथ साझेदारी करना है जो केवल प्रेस क्षमता ही नहीं, बल्कि सामग्री विज्ञान, जोड़ने की तकनीकों और परिशुद्ध गुणवत्ता नियंत्रण की समग्र समझ प्रदान करते हैं।
अक्सर पूछे जाने वाले प्रश्न
1. सीट फ्रेम के लिए प्रग्रेसिव और ट्रांसफर डाई स्टैम्पिंग में क्या अंतर है?
प्रग्रेसिव डाई स्टैम्पिंग धातु के एक लगातार पट्टे को कई स्टेशनों के माध्यम से खिलाती है, जिससे यह छोटे भागों जैसे ब्रैकेट और कनेक्टर्स के लिए तेज और आदर्श बन जाता है। ट्रांसफर डाई स्टैम्पिंग कटे हुए ब्लैंक्स को स्टेशनों के बीच स्थानांतरित करती है, जो सीट पैन और साइड फ्रेम जैसे बड़े, गहरे भागों के लिए उपयुक्त है जिनमें जटिल आकृति निर्माण की आवश्यकता होती है।
3. ऑटोमोटिव सीट फ्रेम में मैग्नीशियम का उपयोग क्यों किया जाता है?
मैग्नीशियम का उपयोग मुख्य रूप से इसके अद्वितीय शक्ति-से-भार अनुपात के लिए किया जाता है। यह एल्यूमीनियम से लगभग 33% हल्का और स्टील से 75% हल्का होता है, जिससे यह इलेक्ट्रिक वाहनों की रेंज बढ़ाने के लिए आदर्श बन जाता है। हालाँकि, इसके विशिष्ट सामग्री गुणों के कारण इसमें विशेष डाई कास्टिंग या स्टैम्पिंग प्रक्रियाओं की आवश्यकता होती है।
4. ऑटोमोटिव सीट संरचनाओं के प्रमुख वैश्विक निर्माता कौन हैं?
ऑटोमोटिव सीटिंग उद्योग के प्रमुख खिलाड़ियों में लियर कॉर्पोरेशन, एडिएंट, फॉरेसिया (फॉरविया), टोयोटा बोशोकु, ताची-एस, और मैग्ना इंटरनेशनल शामिल हैं। ये कंपनियां आमतौर पर टियर 1 आपूर्तिकर्ता के रूप में कार्य करती हैं, जो OEMs को पूर्ण सीटिंग सिस्टम देती हैं।