 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Supports de radiateur emboutis : Spécifications de fabrication et secrets de restauration
TL ;DR
La fabrication de supports de radiateur par emboutissage comprend deux catégories distinctes : le procédé industriel de mise en forme de métaux épais pour constituer des châssis structurels de véhicules, et la sélection de ces pièces pour la restauration automobile ou des applications hautes performances. Dans le secteur manufacturier, ce procédé utilise des presses à forte tonnage (souvent de 600 à 800 tonnes) pour façonner des matériaux tels que l'aluminium ou l'acier d'une épaisseur de 0,250 pouce avec des tolérances de précision aussi strictes que ± 0,010 pouce. Pour les passionnés d'automobile, le choix se situe entre les supports en acier embouti de style OEM, qui offrent rigidité d'origine et authenticité, et les versions tubulaires après-vente conçues pour réduire le poids dans des applications sportives. Que vous conceviez un camion de classe 8 ou que vous restauriez une Mustang classique, comprendre les principes mécaniques de l'emboutissage ainsi que l'identification des codes date est essentiel pour garantir l'intégrité structurelle et la valeur du véhicule.
La mécanique de fabrication : comment les supports de radiateur sont emboutis
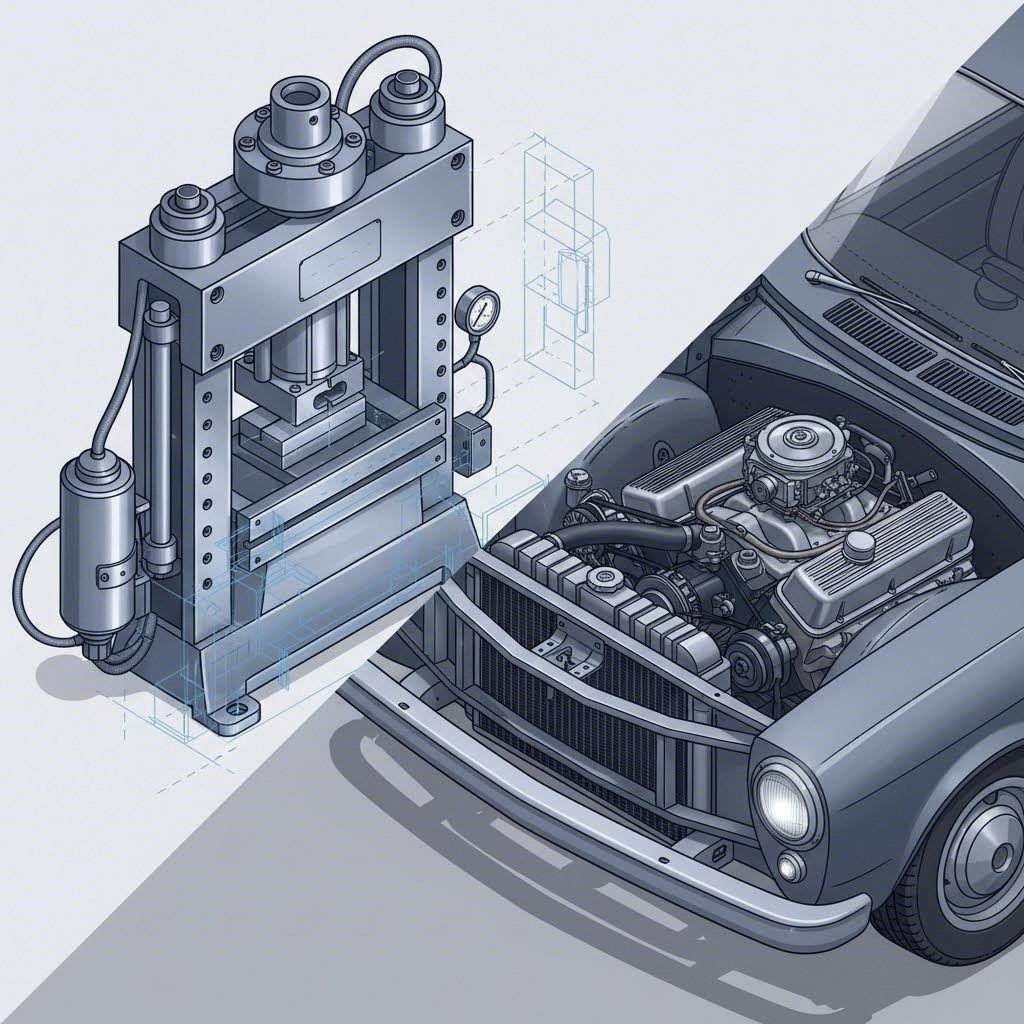
La production d'un support de noyau de radiateur est un exploit d'ingénierie industrielle lourde. Contrairement aux simples panneaux de carrosserie, ces supports sont des composants structurels qui doivent supporter le poids du radiateur, du condenseur et souvent de la tôle avant, tout en maintenant un alignement rigide pour le capot et les ailes. Le processus commence par la sélection du matériau, généralement de l'acier à haute résistance ou de l'aluminium épais. Par exemple, dans des applications lourdes comme les camions de classe 8, les fabricants peuvent utiliser de l'aluminium d'une épaisseur de 0,250 pouce afin d'équilibrer résistance et poids.
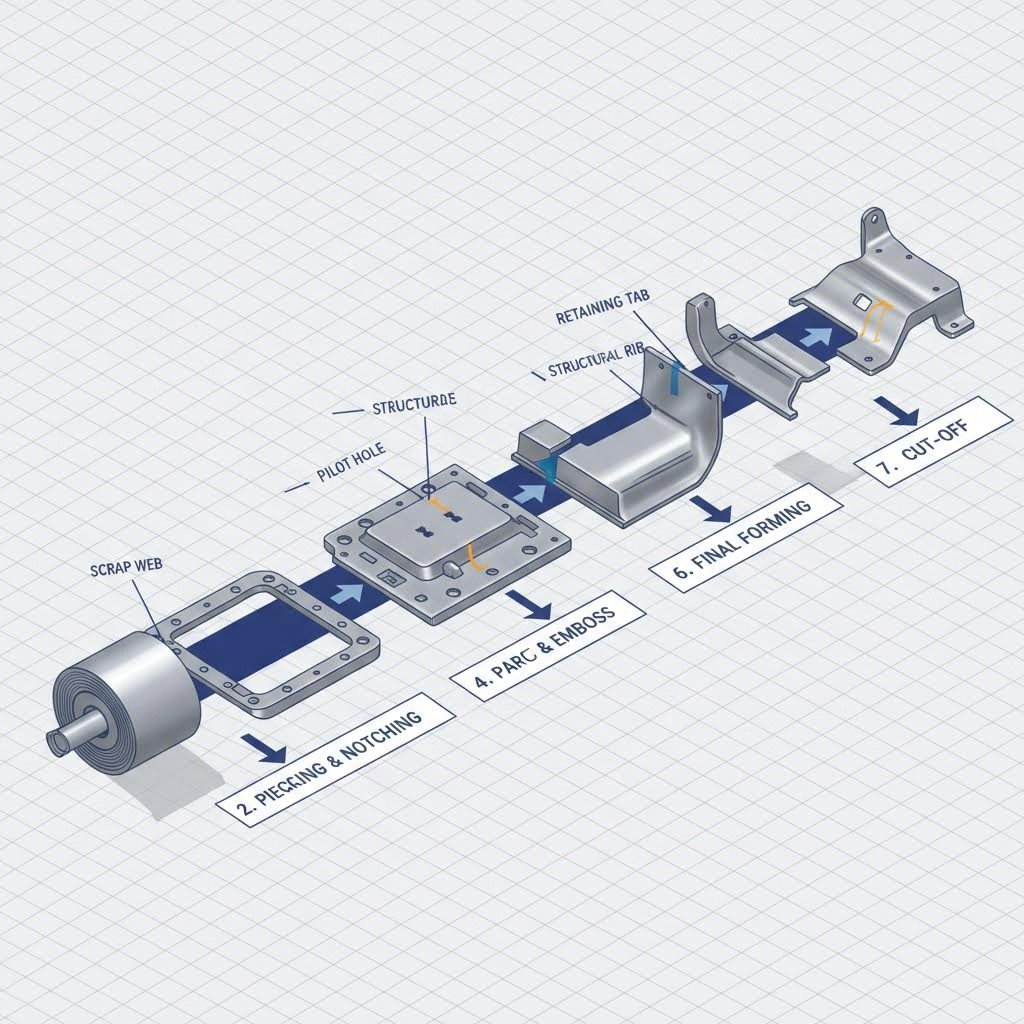
Pour fabriquer ces matériaux résistants, les fabricants utilisent des presses hydrauliques ou mécaniques de grande puissance. Selon des données provenant de spécialistes du secteur comme Aranda Tooling, des presses de 800 tonnes sont utilisées pour l’emboutissage des ensembles de cadre de radiateur. Le procédé implique souvent un emboutissage par matrices progressives, où une bande continue de métal est alimentée à travers plusieurs postes. Chaque poste effectue une découpe, un pliage ou un poinçonnage spécifique, façonnant progressivement la tôle plane en un cadre tridimensionnel complexe. Cette méthode garantit une grande répétabilité et une haute efficacité, permettant de produire des volumes dépassant 15 000 unités par an.
La précision est incontournable dans ce secteur. Un support de radiateur n'est pas seulement un élément de fixation ; c'est un point de référence pour l'ensemble de l'avant du véhicule. Les principaux fabricants respectent des normes strictes de contrôle qualité, en maintenant des tolérances aussi serrées que ± 0,010 pouce. Ce niveau de précision est obtenu grâce à des outillages avancés et des opérations secondaires, telles que le soudage robotisé, permettant d'assembler plusieurs pièces embouties en un seul ensemble cohérent. Pour les entreprises automobiles souhaitant combler l'écart entre prototypage rapide et production à grande échelle, Shaoyi Metal Technology offre une précision certifiée IATF 16949. Avec des presses allant jusqu'à 600 tonnes — comparables aux principales normes industrielles — ils produisent des composants structurels essentiels tels que les bras de commande et les sous-ensembles, tout en respectant les spécifications mondiales des équipementiers d'origine.
Des entreprises comme Regal Metal Products utilisent également des grandes dimensions de lit (jusqu'à 60 po x 168 po) pour accueillir l'empreinte importante des supports centraux automobiles. Ces capacités permettent la production d'emboutissages monoblocs ou d'assemblages complexes intégrant des points de fixation pour les systèmes de suspension et de refroidissement, garantissant que la pièce répond aux exigences rigoureuses des lignes d'assemblage automobile modernes.
Supports emboutis en acier contre supports tubulaires : une comparaison de performance
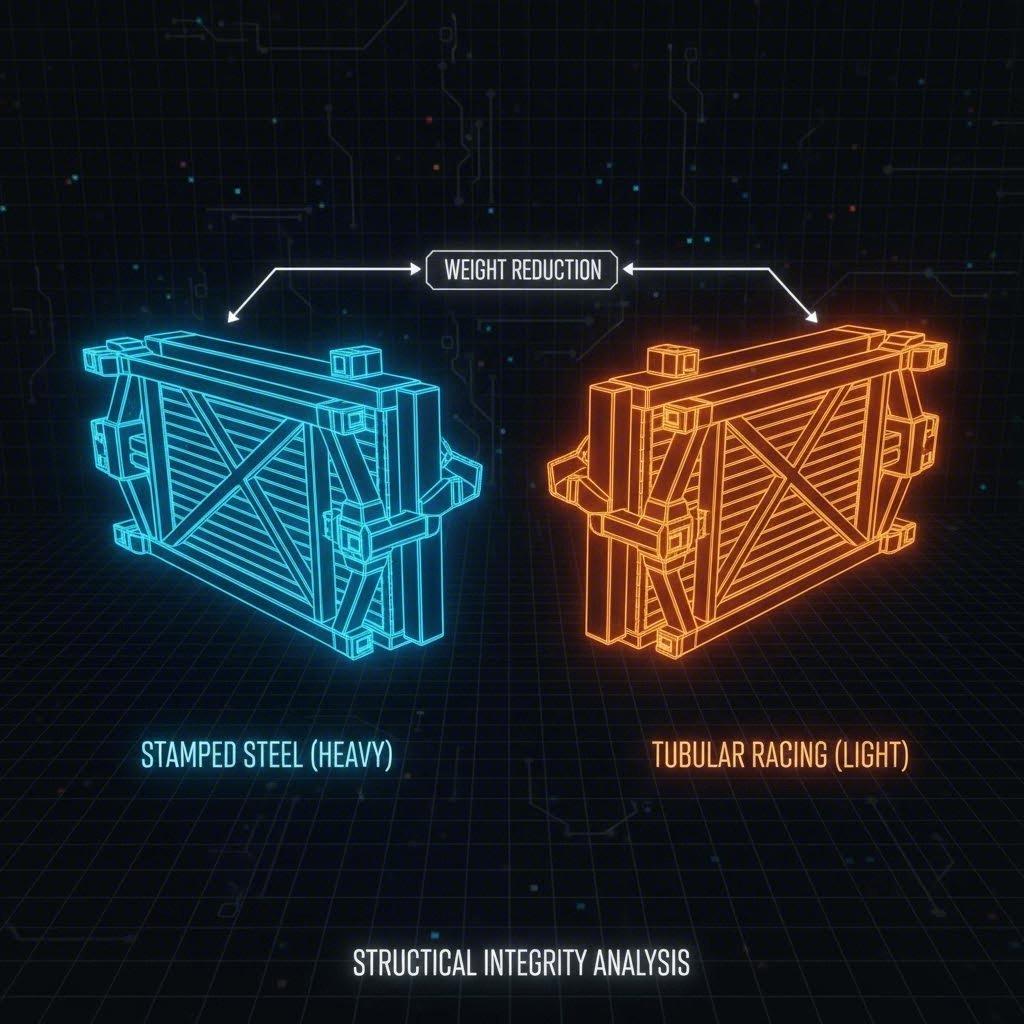
Pour l'enthousiaste automobile, le terme « supports de radiateur emboutis » marque souvent un choix décisif : faut-il conserver la pièce d'origine en acier embouti ou passer à une alternative tubulaire ? Ce choix modifie fondamentalement le caractère du véhicule, influant sur tout, de la répartition du poids à l'efficacité du refroidissement.
Supports en acier embouti d'origine sont la norme pour les véhicules de restauration et de rue. Fabriqués selon les méthodes de pressage lourd décrites ci-dessus, ces composants sont conçus pour fléchir et absorber l'énergie en cas de collision, protégeant ainsi le châssis. Ils offrent un ajustement conforme aux spécifications d'usine, des trous pré-percés pour les faisceaux de câblage, ainsi que des points de fixation pour les accessoires d'origine tels que les réservoirs de lave-glace et les klaxons. Toutefois, ils sont lourds et peuvent restreindre la circulation d'air vers le radiateur en raison de leur construction massive et pleine.
Supports tubulaires et en chromoly comme ceux de Rhodes Custom Auto, sont le choix privilégié pour la course de traîneau et les utilisations sur piste. Fabriqués à partir de tubes légers (souvent en 4130 Chromoly), ces supports peuvent réduire considérablement le poids — économisant souvent entre 10 et 20 livres à l'avant de la voiture, là où cela compte le plus. Leur conception ouverte maximise la circulation d'air vers le radiateur, un avantage essentiel pour les moteurs hautes performances. L'inconvénient est souvent une moindre rigidité dans les scénarios de conduite quotidienne et l'absence de points de fixation pour les accessoires d'origine, ce qui les rend moins adaptés à une voiture de route entièrement équipée.
| Caractéristique | Acier embouti d'origine | Tubulaire/Chromoly après-vente |
|---|---|---|
| Utilisation principale | Restauration, Conduite quotidienne, Réparation après collision | Course de traîneau, Journée sur piste, Pro-Touring |
| Matériau | Tôle emboutie (acier/aluminium) | Tubes soudés (acier doux ou chromoly) |
| Poids | Lourd (poids standard d'usine) | Léger (économie de 10 à 20 livres) |
| Débit d'air | Restreint (panneaux pleins bloquant l'air) | Maximum (conception ouverte) |
| Ajustement | Fixation directe par boulonnage avec accessoires d'origine | Peut nécessiter des modifications pour les accessoires |
Restauration et authenticité : décryptage des estampilles de date du support de radiateur
Dans le monde de la restauration de voitures classiques, notamment pour les Mustang, Chevelle et Camaro, le support de radiateur estampillé détient la clé de la vérification. Les juges d'authenticité et les collectionneurs avertis recherchent des estampilles de date spécifiques et des codes fabricants afin de déterminer si la voiture conserve sa tôle d'origine ou si elle a été réparée avec des pièces de service.
Sur des véhicules comme la Ford Mustang classique, le timbre de date est notoirement difficile à trouver mais essentiel pour le jugement en concours. Les passionnés du forum Concours Mustang font remarquer que ces timbres se situent souvent sous le plateau de batterie ou derrière l'étrier latéral. Un timbre typique de la chaîne de production peut indiquer un code de date (par exemple, « 4/14/64 »), correspondant à la date de fabrication du véhicule. Toutefois, les incohérences constituent des signaux d'alerte. Un timbre indiquant « A 62 » ou des formats non datés similaires indique souvent une Pièce de Remplacement d'Entretien —un composant installé par un concessionnaire ou un carrossier après un accident, et non sur la chaîne d'assemblage d'usine.
Le décodage de ces tampons nécessite une observation attentive. Pour les restaurations de Chevrolet, les codes de date peuvent apparaître sur la plaque supérieure près du loquet du capot ou sur le côté moteur du support. Le format suit généralement une structure Mois/Semaine/Année. Au-delà des caractères eux-mêmes, la méthode de fixation est un indicateur révélateur. Les supports d'usine étaient généralement soudés par points à l'aide de soudeuses industrielles à résistance de forte intensité, laissant de petites marques précises et discrètes. Les supports de remplacement sont souvent soudés par bouchonnage (soudure MIG à travers des trous percés), un signe visuel clair indiquant que l'historique du « support de radiateur estampé » de ce véhicule inclut une réparation après collision.
Problèmes d'installation et d'alignement
Remplacer un support de radiateur embouti n'est pas une opération simple de type « boulonnerie » ; c'est une intervention chirurgicale structurelle qui détermine l'alignement de l'ensemble avant complet. Étant donné que ce support relie ensemble les ailes intérieures gauche et droite, il conditionne la perpendicularité du compartiment moteur. Un problème fréquent avec les supports de remplacement après-vente emboutis est une légère variation dimensionnelle. Même un écart de quelques millimètres peut entraîner de mauvais jeux de capot ou un mauvais alignement des ailes.
Une installation réussie commence par une préparation adéquate. La plupart des supports de remplacement emboutis arrivent avec un revêtement noir EDP (Primaire par Dépôt Électrolytique). Bien que cela empêche la corrosion pendant le transport, il est nécessaire de poncer ou d'éliminer ce revêting aux points de soudure afin d'assurer une bonne adhérence. Les restaurateurs expérimentés recommandent de faire un « montage à sec » de l'ensemble avant complet — ailes, capot et grille — avant de souder définitivement le nouveau support en place. Cela permet d'ajuster les trous de fixation ou d'ajouter des cales si nécessaire.
Pour ceux qui réparent un véhicule d'époque, préserver le cachet du numéro VIN d'origine (souvent situé sur le support de radiateur dans certains modèles) est une considération juridique et essentielle pour la valeur. Si le support est rouillé mais que la zone estampée est intacte, certains restaurateurs choisissent de greffer la section estampée d'origine dans le nouveau support, bien que cela exige des compétences expertes en finition métallique pour rester indétectable.
FAQ
1. Peut-on conduire sans support de radiateur ?
Non, il est extrêmement dangereux et mécaniquement risqué de conduire sans support de radiateur. Ce composant fait bien plus que simplement maintenir le radiateur ; il assure la rigidité structurelle de l'avant du véhicule, reliant les longerons de châssis et les ailes intérieures. En son absence, l'avant peut se déformer considérablement, entraînant un mauvais alignement des panneaux de carrosserie et potentiellement une défaillance du verrouillage du capot. En outre, le radiateur ne disposerait d'aucun point de fixation sécurisé, ce qui provoquerait des vibrations, endommagerait les conduites de refroidissement, et pourrait finalement entraîner une surchauffe catastrophique ou des dommages moteur.
2. Le dépôt de la demande. Quel genre de soudure est utilisé pour réparer les radiateurs?
Lors de la réparation de radiateurs en laiton ou en cuivre, souvent trouvés dans les véhicules avec des supports à cachet plus anciens, des soudures en plomb-étain spécifiques sont standard. Les compositions courantes sont 40/60 (40% d'étain, 60% de plomb) ou 30/70. Cependant, la précision est essentielle; comme l'ont noté les discussions de l'industrie, une chaleur excessive ou un matériau inapproprié peuvent affaiblir le noyau. Les radiateurs en aluminium modernes avec réservoirs en plastique, qui sont associés à des supports plus récents, ne peuvent généralement pas être soudés et nécessitent généralement un remplacement du noyau ou des patchs époxy pour des corrections temporaires.