 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Bras d'essuie-glace emboutis : Guide technique et d'identification
TL ;DR
Dans le contexte des composants automobiles, bras d'essuie-glace pour pare-brise il s'agit de deux concepts distincts: estampage à matrice progressive le procédé de fabrication utilisé pour former la structure métallique et les codes d'identification imprimés sur le bras pour la vérification de la pièce. La fabrication moderne est largement passée de la coulée métallique à l'estampage, permettant des vitesses de production allant jusqu'à 60 pièces par minute avec une précision supérieure.
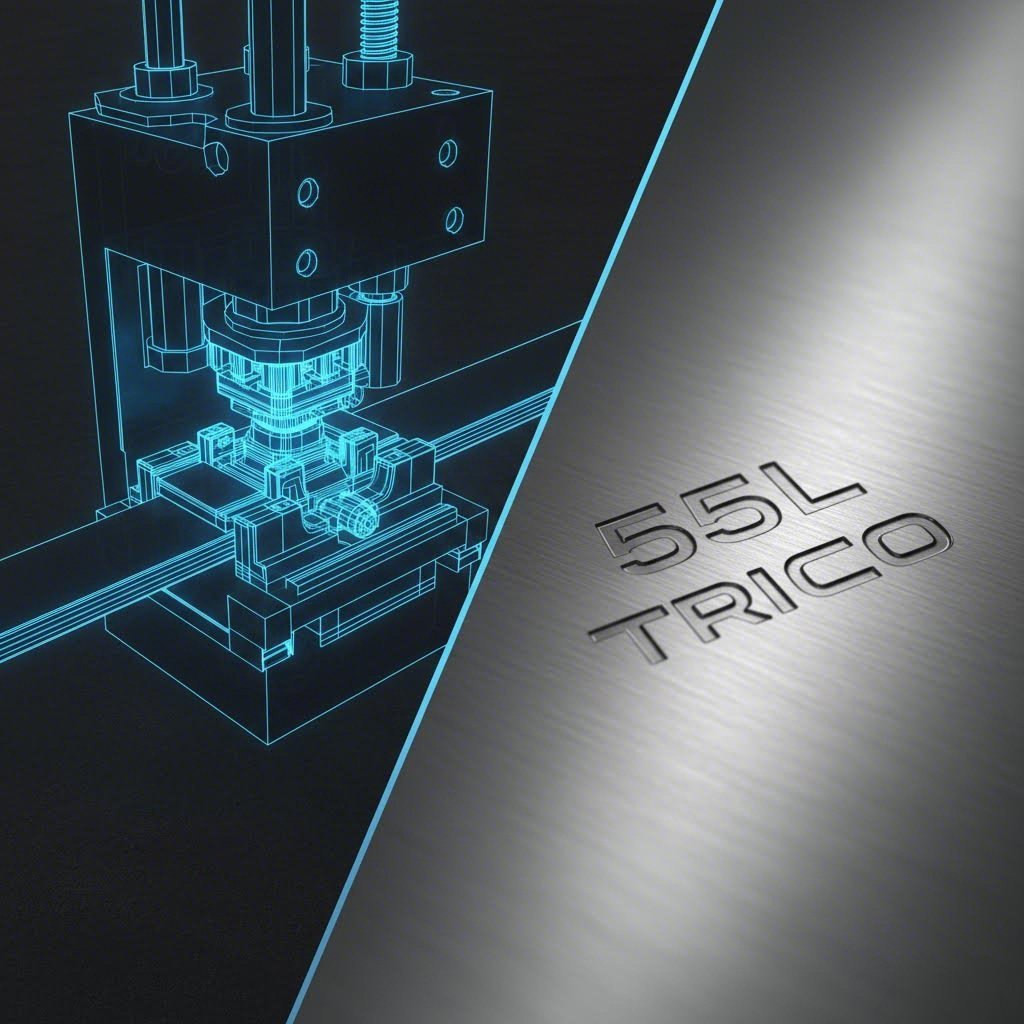
Pour les propriétaires et les restaurateurs de véhicules, ces marques estampillées (comme les logos des fabricants comme Trico ou les indicateurs de direction comme 55L/55R) sont essentielles pour identifier les pièces OEM et assurer un montage correct. Que vous recherchiez un fabricant pour une production de masse ou que vous décodiez un numéro de pièce ancien, il est essentiel de comprendre le processus d'estampage.
Le processus de fabrication : l’emboutissage par matrice progressive
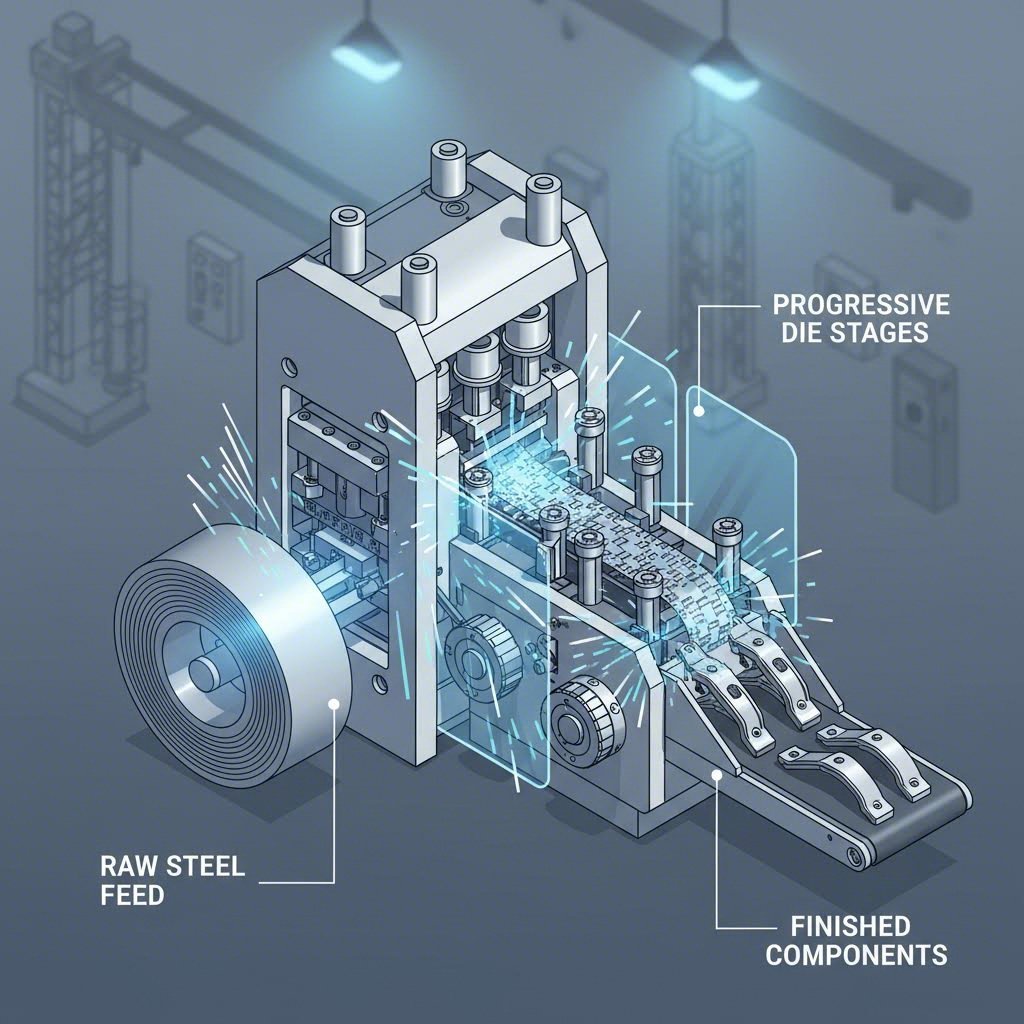
La production des bras d'essuie-glaces a considérablement évolué pour répondre aux exigences de l'industrie automobile. Traditionnellement, de nombreux composants d'essuie-glaces étaient fabriqués par moulage métallique. Toutefois, l'ingénierie moderne privilégie estampage à matrice progressive le poinçonnage progressif, une méthode qui transforme des bobines métalliques planes en formes complexes et durables selon une séquence continue.
Ce changement offre des gains d'efficacité substantiels. Selon des études de cas industrielles, telles que celles réalisées par Le Penne le passage au poinçonnage progressif permet aux fabricants de produire jusqu'à 60 bras d'essuie-glaces par minute. Contrairement au moulage, qui nécessite souvent un usinage secondaire pour enlever l'excès de matière ou lisser les bords rugueux, les pièces embouties sortent de la presse largement terminées. Le processus consiste à introduire des bandes d'acier galvanisé ou d'aluminium dans une presse où une série de matrices découpent, plient et forment les supports métalliques et les profilés avec une précision au micron près.
Pour les équipementiers automobiles ayant besoin d'un tel débit et d'une telle précision, le choix d'un partenaire disposant de capacités solides est essentiel. Les solutions complètes d'estampage de Shaoyi Metal Technology combler le fossé entre la prototypologie rapide et la fabrication à grande échelle, en s'appuyant sur une précision certifiée IATF 16949 et des presses pouvant atteindre 600 tonnes pour fournir des composants essentiels conformes aux normes mondiales strictes. Les presses de haute tonnage garantissent que même l'acier épais utilisé pour les balais d'essuie-glace robustes conserve son intégrité structurelle sans fatigue métallique.
Décoder les marquages sur les balanciers d'essuie-glace : codes et identification
Pour les passionnés et les mécaniciens, le terme « marquage » fait souvent référence aux codes alphanumériques imprimés dans le métal du bras. Ces marquages ne sont pas purement décoratifs ; ils constituent le moyen principal d'identification de l'ajustage et de l'authenticité, notamment dans la restauration de voitures classiques.
Les estampillages les plus courants indiquent le fabricant et le côté d'installation. Par exemple, les communautés de véhicules classiques font souvent référence à des codes spécifiques comme « 55L » (côté gauche/conducteur) et « 55R » (côté droit/passager) présents sur la face inférieure du balancier. L'identification de ces marques est cruciale car les balanciers d'essuie-glaces gauche et droit présentent souvent de légères différences au niveau des angles ou des longueurs, imperceptibles à l'œil nu mais essentielles pour une bonne efficacité d'essuyage.
Par ailleurs, les balanciers d'origine (équipementier), tels que ceux fabriqués par Trico, comportent souvent Des estampillages de brevet Trico ou des codes de date spécifiques. Ces marquages permettent de distinguer les pièces d'origine authentiques des remplacements génériques après-vente, qui ne comportent généralement pas d'estampillage détaillé ou utilisent des références simplifiées. Lors de l'approvisionnement en pièces de rechange, vérifiez que la connexion estampillée de type « baïonnette » ou « crochet » correspond aux spécifications de votre véhicule afin d'éviter toute défaillance mécanique.
Finition de surface : Peinture et protection contre la corrosion
L'acier brut embouti est très sensible à la corrosion, ce qui nécessite une finition de surface rigoureuse immédiatement après sa formation. En milieu industriel, les bras d'essuie sont généralement traités par électro-enduction (E-coat) ou par revêtement de poudre afin de fournir une barrière durable et résistante aux intempéries. Cette finition doit résister sans écaillage à une exposition constante aux rayons UV, à l'humidité et aux sels de chaussée.
Pour les bricoleurs effectuant des restaurations, le maintien de cette finition constitue un défi courant. Avec le temps, le revêtement d'origine peut s'écailler ou s'estomper, entraînant de la rouille, en particulier autour des zones des charnières embouties. Pour retoucher efficacement un bras d'essuie embouti, vous devez retirer la vieille peinture sans poncer les codes d'identification. Utilisez un papier de verre fin (environ 400 à 600 grains) pour égrener la surface, puis nettoyez-la soigneusement avec un solvant.
Appliquer une peinture noire de qualité semi-brillante ou mate est la norme industrielle pour restituer l'aspect d'usine. Évitez les couches épaisses qui pourraient obstruer les numéros emboutis ou le mécanisme à ressort. Des tutoriels détaillés sur des plateformes comme GM-Trucks.com souligner l'importance de la préparation — ne pas enlever la rouille des rainures embouties entraînera le cloquage de la nouvelle peinture en quelques mois.
Dépannage et entretien des bras emboutis
Bien que les bras en métal embouti soient robustes, ils ne sont pas à l'abri de problèmes mécaniques. Le point de défaillance le plus courant se situe au niveau des cannelures — les rainures embouties à l'intérieur du trou de fixation qui s'adaptent sur l'axe du mécanisme d'essuie-glace. Si un bras d'essuie-glace est forcé ou installé sans couple adéquat, ces cannelures en métal tendre peuvent s'endommager, ce qui provoque le glissement du bras et l'impossibilité de déplacer la lame, même si le moteur tourne.
Un autre problème est la déformation physique. En raison de la « mémoire » propre à l'acier embouti, un bras tordu peut parfois être redressé, mais cela nécessite une manipulation minutieuse. Utiliser deux clés pour tordre le bras afin de le remettre en alignement peut corriger les « soubresauts » (lorsque la lame saute sur la vitre), mais une force excessive peut casser le métal ou affaiblir la tension du ressort. Si le ressort interne — souvent fixé à une languette emboutie — perd de sa tension, la lame n'exercera pas une pression suffisante sur le pare-brise, ce qui la rend inefficace peu importe l'état neuf du caoutchouc.
Réflexions finales sur l'emboutissage des bras d'essuie-glace
Comprendre la double nature du poinçonnage — à la fois méthode de fabrication de haute précision et système d'identification essentiel — est un atout pour les ingénieurs comme pour les propriétaires de véhicules. Pour les fabricants, le passage au poinçonnage par matrices progressives représente un bond en avant en termes d'efficacité et de régularité. Pour les consommateurs, savoir interpréter les codes estampés sur un bras d'essuie-glace peut faire la différence entre une restauration parfaite et un problème d'ajustage frustrant. Que vous définissiez une série de production ou que vous restauriez un véhicule classique, les détails estampés dans le métal racontent toute l'histoire de l'origine et de la fonction de la pièce.

Questions fréquemment posées
1. Peut-on appliquer un revêtement par pulvérisation électrostatique sur les bras d'essuie-glace ?
Oui, le revêtement par pulvérisation électrostatique (« powder coating ») est une excellente option pour les bras d'essuie-glace, car il offre un fini plus épais et plus durable que la peinture projetée classique. Il est très résistant aux éclats et aux dommages causés par les UV. Toutefois, vous devez veiller à ce que le revêtement n'entrave pas la rotule pivotante ni ne remplisse les cannelures de fixation, ce qui pourrait empêcher le bon ajustement du bras sur le véhicule.
2. Comment identifier le type de mon bras d'essuie-glace ?
Pour identifier votre bras d'essuie-glace, recherchez des codes alphanumériques gravés sur la face inférieure ou à la base du bras. Les codes se terminant par « L » ou « R » indiquent généralement la position gauche ou droite. Examinez également le point de connexion où la lame s'attache ; les types courants comportant des marquages incluent « Crochet », « Baïonnette » ou « Goupille latérale ». La méthode la plus fiable consiste à comparer ces marquages avec les schémas d'origine.
3. Quelle est la différence entre les bras d'essuie-glace emboutis et moulés ?
Les bras d'essuie-glace emboutis sont formés à partir de tôle à l'aide de presses à haute tonnage, ce qui donne une pièce plus légère, plus uniforme et à surface lisse. Les bras moulés sont fabriqués en versant du métal en fusion dans un moule, ce qui peut produire un composant plus lourd et plus fragile, nécessitant parfois davantage de finitions pour lisser les joints et imperfections.