 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Fabricants de composants mécaniques : 9 points essentiels à connaître avant votre première demande de devis
Comprendre les fabricants de composants mécaniques et leur rôle industriel
Vous êtes-vous déjà demandé qui fabrique les engrenages de précision à l’intérieur de la boîte de vitesses de votre voiture ou les composants complexes de soupapes dans les systèmes aérospatiaux ? Fabricants de composants mécaniques sont des producteurs spécialisés qui transforment des matières premières en pièces critiques alimentant quasiment tous les secteurs industriels. Contrairement aux fabricants généraux, qui construisent de grandes structures, ces entreprises axées sur la précision usinent des composants individuels avec des tolérances souvent mesurées au millième de pouce.
Ce guide vous accompagne pas à pas dans tout ce que vous devez savoir avant d’envoyer votre première demande de devis. Considérez-le comme votre feuille de route complète — et non comme un catalogue de produits — conçue pour vous aider à naviguer en toute confiance dans le monde complexe de la fabrication de pièces mécaniques.
Ce que font réellement les fabricants de composants mécaniques
Au cœur de leur activité, les fabricants de composants usinés se spécialisent dans les procédés de fabrication soustractive. Imaginez un sculpteur travaillant sur un bloc de marbre : ces fabricants partent d’un brut métallique solide et retirent progressivement du matériau jusqu’à ce que la forme souhaitée émerge. La principale différence par rapport à la fabrication générale ? La précision est primordiale.
Alors qu’un atelier de fabrication assemble des structures en découpant, pliant et soudant des tôles ensemble, les fabricants de précision se concentrent sur la création de composants individuels répondant à des spécifications exactes. Ils utilisent des composants de machines-outils à commande numérique (CNC) et des équipements avancés afin d’atteindre des tolérances que les procédés manuels ne sauraient tout simplement pas égaler. Le marché américain des services d’usinage est évalué à 48,0 milliards de dollars en 2025, ce qui illustre l’importance croissante de ces producteurs spécialisés dans la fabrication moderne.
L’ossature cachée de la production industrielle
Vous trouverez des pièces usinées dans des endroits où vous ne les attendriez jamais. Des roulements des éoliennes aux connecteurs des dispositifs médicaux, les composants usinés de précision constituent l’infrastructure invisible qui permet aux industries de fonctionner sans accroc.
Ces fabricants produisent une vaste gamme de composants mécaniques essentiels :
- Embrayages et freins – Essentiels pour les systèmes de transmission de puissance et de commande du mouvement
- Accouplements – Relient des arbres rotatifs tout en tolérant les désalignements
- Ressorts et éléments de fixation – Assurent la tension, la compression et des liaisons sécurisées
- Pièces usinées avec précision – Composants sur mesure pour des applications spécifiques
- Engrenages et composants de transmission – Permettent le transfert de puissance à différentes vitesses et couples
- Roulements et structures de support – Réduire le frottement et maintenir l’alignement
Du métal brut aux pièces de précision
Quelle est la différence entre un fabricant spécialisé de précision et un atelier mécanique généraliste ? Cela se résume à trois éléments : les capacités, la constance et la certification. Les fabricants généralistes peuvent produire des charpentes structurelles et des boîtiers, mais lorsqu’il s’agit d’un composant devant respecter une tolérance de l’ordre du micron, vous avez besoin d’un partenaire dédié en matière de précision.
Les fabricants spécialisés investissent massivement dans des technologies avancées d’usinage à commande numérique (CNC), des systèmes de gestion de la qualité et des opérateurs qualifiés qui maîtrisent les subtilités liées à l’usinage de divers matériaux. Ils appliquent des protocoles rigoureux de contrôle qualité et possèdent souvent des certifications spécifiques à leur secteur d’activité, que les ateliers généralistes ne cherchent généralement pas à obtenir.
Comprendre cette distinction est essentiel, car le choix d’un partenaire inadapté peut entraîner des retards de projet, des dépassements budgétaires et des composants ne répondant pas à vos spécifications. Lorsque vous vous apprêtez à approvisionner des composants mécaniques, identifier précisément ce que font — et ne font pas — ces fabricants vous place dans une position plus favorable pour trouver le partenaire idéal correspondant aux besoins spécifiques de votre projet.

Procédés de fabrication fondamentaux sous-tendant les composants de précision
Cela semble complexe ? Ce n’est pas nécessairement le cas. Comprendre comment les pièces usinées par commande numérique sont réellement fabriquées vous confère un avantage significatif lors de la communication avec les fabricants et de l’évaluation de leurs capacités. Examinons ensemble les procédés fondamentaux qui transforment le métal brut en composants usinés de précision sur lesquels vous compterez pour vos projets.
Fondamentaux de l’usinage CNC expliqués
CNC signifie Commande numérique par ordinateur : essentiellement, des ordinateurs pilotent des outils de coupe avec une précision exceptionnelle. Contrairement à l’usinage manuel, où les opérateurs guident les outils à la main, la technologie CNC suit des instructions programmées pour atteindre des tolérances que la main humaine ne saurait reproduire de façon constante.
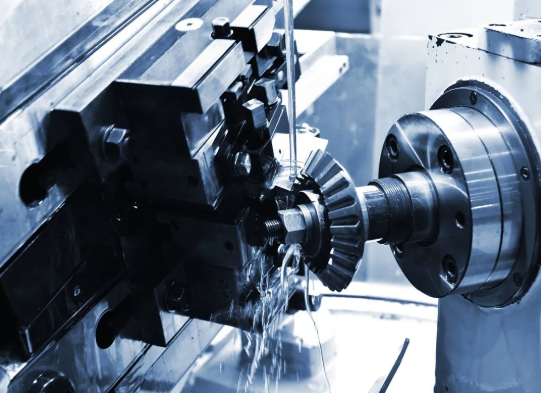
La deux procédés fondamentaux d’usinage CNC que vous rencontrerez sont le tournage et la fraiseuse. Voici la principale différence : dans le tournage CNC, la pièce à usiner tourne tandis qu’un outil de coupe fixe la façonne — ce qui est idéal pour les pièces cylindriques telles que les arbres, les tiges et les douilles. En usinage CNC par fraisage, c’est l’inverse qui se produit : l’outil de coupe tourne tandis que la pièce à usiner reste fixe, ce qui le rend parfait pour les pièces fraises présentant des surfaces planes, des rainures, des poches et des formes tridimensionnelles complexes.
Lors de la fabrication de pièces mécaniques, de nombreuses applications d'usinage de précision combinent les deux opérations. Un composant peut commencer son usinage sur un tour pour ses caractéristiques cylindriques, puis passer sur une fraiseuse pour réaliser des trous, des surfaces planes ou des coupes angulaires. Comprendre ce flux de travail vous aide à identifier les fabricants capables de prendre en charge l'intégralité de votre projet, par opposition à ceux qui nécessitent des fournisseurs secondaires.
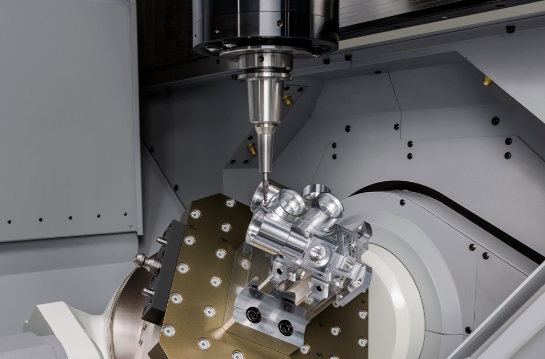
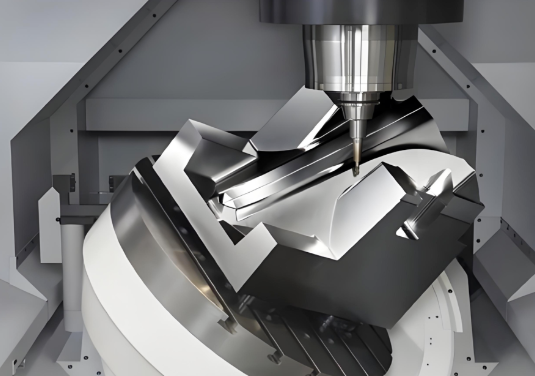
Capacités en usinage multi-axes
Imaginez essayer d'usiner une pale de turbine en utilisant uniquement trois directions de déplacement : haut-bas, gauche-droite et avant-arrière. Vous devriez arrêter l’opération à plusieurs reprises, repositionner la pièce et risquer d’introduire à chaque fois des erreurs d’alignement. C’est précisément pour cette raison que l’usinage multi-axes existe.
L’usinage standard à 3 axes déplace l’outil de coupe selon trois directions linéaires. Bien qu’efficace pour des géométries simples, il nécessite plusieurs montages pour les pièces complexes. Selon l’analyse technique de Fictiv, l’usinage CNC à 5 axes ajoute deux mouvements de rotation, permettant à l’outil d’aborder la pièce à usiner sous pratiquement n’importe quel angle dans un seul et même montage.
Il existe également une option intermédiaire appelée usinage 3+2 axes (ou usinage 5 axes positionnel). Ici, les axes de rotation inclinent la pièce en position, mais l’usinage s’effectue toutefois uniquement à l’aide des trois mouvements linéaires. Cette approche permet d’accéder à plusieurs faces sans la complexité de programmation inhérente à un usinage 5 axes simultané complet.
Quels sont les avantages pratiques ? Une réduction du temps de montage, moins de risques d’erreurs d’alignement et la possibilité d’usiner des formes complexes qui, autrement, exigeraient plusieurs opérations ou ne pourraient pas être réalisées du tout. Pour les pièces d’usinage CNC de haute précision présentant des contours complexes — par exemple des composants aérospatiaux ou des implants médicaux — la capacité 5 axes s’avère souvent indispensable.
Usinage suisse de vis pour géométries complexes
Lorsque vos besoins en usinage de précision impliquent des composants petits, élancés et dotés de caractéristiques complexes, l’usinage à la tourelle suisse offre des capacités que les tours conventionnels ne peuvent égaler. Initialement développée pour la fabrication d’horloges, cette technologie excelle dans la production de pièces longues et fines, sans les problèmes de déformation qui affectent les opérations de tournage standard.
Quelle est la particularité des machines suisses ? La pièce à usiner est soutenue par un collet-guide placé extrêmement près du point de coupe, ce qui confère une stabilité exceptionnelle. Cette conception permet d’usiner des pièces dont le rapport longueur/diamètre provoquerait des vibrations et des imprécisions sur des équipements conventionnels. Selon Kremin Inc. , les tours suisses sont indispensables dans les secteurs médical, aérospatial, électronique et horloger, où la précision et les petites dimensions des pièces sont cruciales.
De nombreuses machines suisses intègrent également des outils en rotation — des outils rotatifs capables d’effectuer des opérations de fraisage tandis que la broche principale maintient la pièce. Cela signifie que des pièces usinées CNC complexes, comportant à la fois des caractéristiques tournées et fraisees, peuvent être réalisées intégralement en une seule opération.
Comparaison synthétique des procédés de fabrication
Le choix du procédé d’usinage adapté dépend de la géométrie de votre composant, des tolérances requises et du matériau utilisé. Cette comparaison vous aide à associer vos besoins à l’approche de fabrication appropriée :
| Type de processus | Meilleures applications | Tolérances typiques | Compatibilité des matériaux |
|---|---|---|---|
| Tournage CNC | Pièces cylindriques : arbres, goupilles, douilles, raccords | ± 0,025 mm (± 0,001 po) | Métaux, plastiques techniques, alliages |
| Usinage CNC | Pièces prismatiques : boîtiers, supports, plaques avec poches et rainures | ±0,05 mm (±0,002 po) | Acier, aluminium, titane, plastiques, composites |
| Usinage de vis suisse | Composants petits et élancés : goupilles médicales, connecteurs électroniques, pièces d’horlogerie | ±0,005 mm (±0,0002 po) | Laiton, acier inoxydable, titane, aluminium |
| Usinage multi-axes (5 axes) | Géométries complexes : aubes de turbine, roues de turbocompresseur, implants orthopédiques | ± 0,01–0,02 mm (± 0,0004–0,0008 po) | Tous les métaux usinables, alliages à hautes performances |
Remarquez comment les tolérances se resserrent à mesure que vous passez à des équipements de plus en plus spécialisés. Cette corrélation entre capacité et précision explique pourquoi la compréhension de ces procédés est essentielle : elle vous aide à éviter à la fois la sous-spécification (et donc l’obtention de pièces inadéquates) et la sur-spécification (et donc le paiement de prix premium pour des capacités dont vous n’avez pas besoin).
Maintenant que vous avez une vision claire du fonctionnement de ces procédés de fabrication, vous êtes prêt à aborder un autre point décisionnel crucial : le choix du matériau adapté pour vos composants usinés.

Guide de sélection des matériaux pour les composants usinés
Choisir le mauvais matériau peut compromettre l’ensemble de votre projet. Imaginez concevoir un composant parfait, puis le voir se corroder sur le terrain, fléchir sous charge ou faire exploser votre budget parce que vous avez spécifié un alliage exotique alors qu’un acier standard aurait très bien convenu. La sélection des matériaux se situe à l’intersection des performances techniques et de la réalité économique — et pour y parvenir, il est essentiel de comprendre comment les différents métaux et plastiques se comportent dans des conditions réelles.
Lorsque l’approvisionnement de pièces métalliques usinées auprès de fabricants , vous serez confronté à un large éventail d’options. Chaque matériau présente des avantages et des compromis spécifiques en termes de résistance mécanique, de résistance à la corrosion, de poids et de coût. Examinons les grandes catégories afin que vous puissiez associer vos exigences au choix optimal.
Alliages d’acier pour la résistance et la durabilité
L'acier reste le cheval de bataille de la fabrication industrielle, et pour de bonnes raisons. Sa combinaison de résistance, de dureté et d’abordabilité en fait le choix par défaut pour les applications exigeant une intégrité structurelle et une résistance à l’usure. Toutefois, tous les aciers ne se valent pas.
Aciers doux (comme les nuances 1018 et 1045) offrent une excellente usinabilité et soudabilité à des prix économiques. Selon Hubs, l’acier doux 1018 est la nuance la plus couramment utilisée, offrant une bonne ténacité, résistance et dureté pour des applications générales. Ces aciers conviennent bien aux gabarits, aux dispositifs de maintien et aux composants structurels, où une protection contre la corrosion peut être ajoutée par placage ou revêtement.
Aciers alliés (tels que les nuances 4140 et 4340) améliorent considérablement les performances. Ils peuvent subir un traitement thermique afin d’atteindre une dureté et une résistance supérieures tout en conservant une bonne ténacité. Si vos pièces en acier sur mesure doivent résister à de fortes charges, à des chocs répétés ou à des conditions d’usure sévères, les aciers alliés justifient leur légère majoration de coût.
Aciers inoxydables introduire la résistance à la corrosion dans l'équation. La teneur en chrome (généralement supérieure à 10,5 %) forme une couche passive protectrice qui résiste à la rouille et aux attaques chimiques. L'acier inoxydable de nuance 304 convient à la plupart des applications générales, tandis que la nuance 316 offre une résistance supérieure aux environnements salins — essentielle pour les équipements marins ou les installations de traitement chimique.
Le compromis ? L'acier inoxydable est plus difficile à usiner que l'acier doux, ce qui augmente les coûts d'usinage des pièces métalliques. L'usure des outils s'accélère et l'écrouissage à froid peut compliquer les opérations de coupe. Malgré cela, la durabilité à long terme compense souvent le coût initial plus élevé.
Applications de l'aluminium dans les composants légers
Lorsque la réduction du poids est primordiale — qu'il s'agisse d'améliorer l'efficacité énergétique, de faciliter le transport ou de réduire l'inertie dans des ensembles mobiles — les alliages d'aluminium offrent des performances exceptionnelles. Avec une densité d'environ un tiers de celle de l'acier, l'aluminium permet de concevoir des pièces qui seraient excessivement lourdes si elles étaient réalisées en métaux ferreux.
Outre la réduction du poids, l’aluminium offre une usinabilité exceptionnelle. Une résistance à la coupe moindre permet des temps de cycle plus courts, une usure réduite des outils et d’excellentes finitions de surface. Cela se traduit directement par des coûts d’usinage inférieurs, ce qui rend l’aluminium particulièrement attractif aussi bien pour la fabrication de prototypes que pour la production en grande série.
Aluminium 6061 est l’alliage polyvalent le plus couramment utilisé. Ses propriétés équilibrées — bon rapport résistance/poids, résistance à la corrosion et excellente usinabilité — le rendent adapté à des applications allant des châssis automobiles aux boîtiers électroniques. Des données sectorielles confirment que l’alliage 6061 constitue l’option en aluminium la plus économique et la plus largement disponible pour l’usinage CNC.
Aluminium 7075 cible les applications hautes performances. Cet alliage de qualité aéronautique atteint, après traitement thermique, une résistance comparable à celle de l’acier, ce qui le rend idéal pour les composants structurels d’aéronefs, l’équipement d’escalade et les pièces destinées au cyclisme de compétition. Son prix supérieur reflète ses propriétés mécaniques supérieures.
Un point important à considérer : bien que l’aluminium résiste naturellement à la corrosion atmosphérique, il peut réagir avec certains produits chimiques et des métaux dissimilaires. L’anodisation crée une couche dure et protectrice qui améliore la durabilité et permet d’obtenir des finitions colorées — une opération secondaire courante pour les pièces métalliques usinées de précision.
Matériaux spécialisés pour des environnements extrêmes
Parfois, les matériaux standards ne résistent tout simplement pas aux exigences de votre application. Des températures extrêmes, des produits chimiques agressifs ou des contraintes mécaniques inhabituelles nécessitent des alliages spécialisés et des plastiques avancés.
Titane allie une résistance remarquable à un poids environ 45 % inférieur à celui de l'acier. Sa résistance à la corrosion égale ou dépasse celle de l'acier inoxydable, et il conserve ses propriétés à des températures élevées. L’industrie aérospatiale, les implants médicaux et les applications marines spécifient fréquemment le titane, malgré son coût nettement plus élevé. Le défi ? La faible conductivité thermique du titane et sa tendance à durcir par écrouissage rendent les opérations d’usinage métallique particulièrement exigeantes. Prévoyez des temps de cycle plus longs, des exigences spécifiques en matière d’outillage et, par conséquent, des prix plus élevés.
Laiton se distingue dans les applications nécessitant un faible coefficient de frottement, une bonne conductivité électrique ou une finition attrayante. Les pièces sur mesure en laiton usinent exceptionnellement bien — le laiton est souvent cité comme l’un des métaux les plus faciles à usiner. Cela en fait un matériau économique pour la production à grande échelle de composants de vannes, de connecteurs électriques et de quincaillerie décorative. Sa résistance naturelle à la corrosion (bien que moindre que celle de l’acier inoxydable) convient à de nombreuses applications en plomberie et en milieu marin.
Plastiques d'ingénierie offrent des propriétés uniques que les métaux ne peuvent égaler. Des matériaux tels que le PEEK résistent à des températures continues allant jusqu’à 250 °C tout en offrant une résistance chimique et une isolation électrique. Le nylon assure une excellente résistance à l’usure pour les engrenages et les douilles, tandis que le POM (Delrin) offre un faible coefficient de friction et une grande stabilité dimensionnelle. Ces matériaux pèsent une fraction des métaux, ce qui simplifie souvent le montage et réduit les charges appliquées au système.
Comparaison des matériaux en un coup d'œil
Ce tableau résume les principaux critères de décision applicables aux matériaux couramment utilisés pour les composants usinés :
| Matériau | Plage de résistance à la traction | Résistance à la corrosion | Facteur de poids | Niveau de Coût | Applications idéales |
|---|---|---|---|---|---|
| Acier doux (1018/1045) | 370–585 MPa | Faible (nécessaire de revêtement) | Élevée (7,8 g/cm³) | $ | Pièces structurelles, gabarits, dispositifs de maintien, machines générales |
| Acier inoxydable (304/316) | 515–620 MPa | Excellent | Élevée (8,0 g/cm³) | $$ | Industrie agroalimentaire, équipements médicaux, marins et chimiques |
| Aluminium (6061/7075) | 275–570 MPa | Bonne (excellente avec anodisation) | Faible (2,7 g/cm³) | $–$$ | Structures aérospatiales, automobiles, boîtiers électroniques |
| Laiton (C36000) | 310–380 MPa | Bon | Élevée (8,5 g/cm³) | $$ | Connecteurs électriques, vannes, garnitures décoratives |
| Titane (qualité 5) | 830–1170 MPa | Excellent | Moyenne (4,4 g/cm³) | $$$$ | Aérospatial, implants médicaux, courses hautes performances |
| Plastiques techniques (PEEK/nylon) | 45–100 MPa | Excellente (chimique) | Très faible (1,1–1,4 g/cm³) | $$–$$$ | Roulements, isolateurs, dispositifs médicaux, pièces destinées au contact avec les aliments |
Lorsque les alliages spécialisés justifient leur surcoût
La décision de passer à des matériaux supérieurs ne doit pas être prise à la légère — mais elle ne doit pas non plus être évitée lorsque les circonstances l’imposent. Envisagez d’utiliser des alliages spécialisés lorsque :
- Les conséquences d’une défaillance sont graves – Des composants aéronautiques, des implants médicaux et des systèmes critiques pour la sécurité justifient l’emploi de matériaux haut de gamme permettant de réduire les risques au minimum
- Les conditions d’exploitation sont extrêmes – Des températures élevées, des produits chimiques corrosifs ou une exposition à l’eau salée peuvent dégrader rapidement les matériaux standards
- La réduction du poids améliore les performances du système – Dans les applications aérospatiales et automobiles, une masse réduite améliore l’efficacité énergétique et la tenue de route
- Le coût total sur le cycle de vie privilégie la durabilité – Un composant en titane ayant une durée de vie de 20 ans peut coûter moins cher que le remplacement régulier de pièces en acier tous les 5 ans
Inversement, spécifier des matériaux exotiques pour des environnements bénins gaspille purement et simplement le budget. Un composant en acier inoxydable dans une application intérieure sèche représente souvent un coût superflu lorsque de l’acier doux avec un revêtement approprié offrirait des performances identiques.
Grâce à une compréhension claire des options de matériaux et de leurs compromis respectifs, vous êtes désormais en mesure de définir des exigences qui équilibrent les besoins de performance et les contraintes budgétaires réelles. Le prochain critère essentiel ? La maîtrise des normes de tolérance — car même le choix de matériau idéal ne signifie rien si vos pièces ne s’assemblent pas correctement selon la conception prévue.
Normes de tolérance et spécifications de précision expliquées
Vous avez sélectionné le matériau idéal. Votre conception apparaît impeccable à l’écran. Mais c’est à ce stade que de nombreux projets rencontrent des difficultés : la définition de tolérances qui, soit coûtent une fortune à respecter, soit ne répondent pas à vos exigences fonctionnelles. Comprendre les spécifications des pièces usinées de précision ne relève pas uniquement d’une connaissance technique : c’est ce qui fait la différence entre des composants parfaitement ajustés et des erreurs coûteuses nécessitant des retouches.
Les tolérances définissent la variation autorisée des dimensions d’un composant. On peut les considérer comme la marge d’erreur acceptable. Un arbre conçu avec un diamètre de 10 mm et une tolérance de ±0,02 mm peut effectivement mesurer n’importe quelle valeur comprise entre 9,98 mm et 10,02 mm tout en restant jugé conforme. Ce détail apparemment mineur a des répercussions considérables sur le coût et la fonctionnalité.
Décoder les classes de tolérance et leurs implications
Lors de l’examen des devis fournis par les fabricants de pièces usinées de précision, vous serez confronté à diverses spécifications de tolérance. Selon les normes industrielles , les tolérances standard d'usinage CNC de ±0,25 mm (±0,010 po) représentent la capacité de base pour la plupart des opérations de fabrication de précision. Ce niveau prend en compte les variations normales de la précision machine, des effets thermiques, de l’usure des outils et de la reproductibilité du montage, tout en maintenant des taux de production économiques.
Mais que signifient concrètement les différentes classes de tolérances pour votre projet ? Voici une analyse pratique :
- Tolérances standard (±0,25 mm / ±0,010 po) – Adaptées aux dimensions non critiques, aux composants structurels généraux et aux pièces dont l’ajustement n’exige pas une grande précision. Option la plus économique.
- Tolérances fines (±0,125 mm / ±0,005 po) – Requises pour les pièces mécaniques de précision présentant des exigences modérées d’ajustement, les composants mobiles et les ensembles nécessitant un alignement fiable.
- Tolérances de précision (±0,05 mm / ±0,002 po) – Nécessaires pour les pièces usinées de haute précision destinées à des applications exigeantes, telles que les logements de roulements, les composants hydrauliques et les assemblages de précision.
- Tolérances ultra-précises (±0,0125 mm / ±0,0005 po) – Réservé aux composants usinés de haute précision dans les domaines aérospatial, des dispositifs médicaux et des équipements optiques, où une précision au niveau du micromètre est indispensable.
Chaque réduction supplémentaire des tolérances exige des équipements plus sophistiqués, un contrôle environnemental accru et des protocoles d’inspection plus rigoureux. Comme le souligne Modus Advanced, l’atteinte de tolérances ultra-précises nécessite des environnements à température contrôlée (±0,5 °C), une isolation aux vibrations et des broches à haute précision, ce qui augmente les coûts de base de 100 à 200 %.
Lorsque les tolérances étroites ont réellement de l'importance
Voici une vérité inconfortable : de nombreux acheteurs spécifient des tolérances excessivement serrées sans en mesurer pleinement les conséquences financières. Exiger des pièces usinées CNC avec des tolérances de ±0,01 mm alors qu’une tolérance de ±0,1 mm assurerait une fonctionnalité identique revient simplement à gaspiller inutilement le budget.
Alors, dans quels cas les tolérances serrées sont-elles réellement indispensables ? Concentrez-vous sur les scénarios suivants :
- Surfaces d’assemblage – Lorsque deux composants doivent s’assembler avec un jeu ou un ajustement précis
- Ensembles rotatifs – Arbres, roulements et logements nécessitant une concentricité constante
- Surfaces d'étanchéité – Zones où le confinement des fluides ou des gaz dépend d’un ajustement précis
- Caractéristiques critiques d’alignement – Trous de fixation, broches de positionnement et surfaces de référence
Pour les dimensions non critiques — longueur totale d’une bride, largeur d’une surface non apparentée ou positions des trous de fixation avec jeu généreux — des tolérances standard sont généralement suffisantes. Selon Abra Engineering , des tolérances excessivement serrées augmentent les coûts de fabrication sans apporter de valeur fonctionnelle supplémentaire, ce qui rend l’optimisation des tolérances essentielle pour une efficacité économique.
Spécifier les exigences sans surdimensionner
Comment communiquer efficacement les exigences en matière de tolérances sans faire augmenter les coûts ? Commencez par distinguer, sur vos plans, les dimensions critiques des dimensions non critiques.
Appliquez les tolérances les plus serrées uniquement là où la fonction l’exige. Une pièce usinée de précision peut nécessiter une tolérance de ±0,025 mm sur un logement de roulement, tout en acceptant ±0,25 mm sur sa hauteur totale. Cette approche sélective permet aux fabricants de concentrer leurs ressources là où la précision compte réellement.
Prenez en compte le dimensionnement géométrique et les tolérances (GD&T) pour les exigences complexes. Protolabs explique que le GD&T contrôle les relations entre les caractéristiques — comme la perpendicularité, la concentricité et la position réelle — plus efficacement que les tolérances bilatérales simples. Cela permet un contrôle qualité plus rigoureux tout en évitant toute ambiguïté quant à ce que signifie réellement « dans les tolérances » pour votre application.
N’oubliez pas de spécifier l’état de surface. Les finitions standard de 63 µin pour les surfaces planes et de 125 µin pour les surfaces courbes conviennent à la plupart des applications. Spécifier des finitions plus lisses implique des opérations de polissage supplémentaires et augmente les coûts — ce qui est justifié pour les surfaces d’étanchéité ou les pièces cosmétiques, mais superflu dans les autres cas.
Enfin, discutez des exigences en matière de tolérances avec les fabricants potentiels avant de finaliser les spécifications. Des fournisseurs expérimentés de pièces usinées de précision peuvent souvent proposer des approches alternatives permettant d’atteindre vos objectifs fonctionnels à un coût moindre. Ils peuvent identifier les points où vos spécifications dépassent leurs capacités standard — ce qui entraînerait des prix premium — alors que de légères ajustements permettraient de rester dans des fourchettes économiques.
Une fois les exigences en matière de tolérances clairement comprises, vous êtes prêt à évaluer un autre facteur crucial qui distingue les fabricants compétents des autres : les certifications qualité et ce qu’elles garantissent réellement concernant les pièces que vous recevrez.
Certifications qualité et normes d’inspection pertinentes
Vous avez trouvé un fabricant qui affiche sur son site web des certifications impressionnantes — ISO 9001, IATF 16949, AS9100. Mais que garantissent réellement ces acronymes concernant les pièces usinées de précision que vous recevrez ? De nombreux acheteurs considèrent les certifications comme de simples cases à cocher plutôt que comme des indicateurs concrets de qualité. Comprendre ce que chaque certification exige vous aide à évaluer si les systèmes qualité du fabricant correspondent réellement aux exigences de votre projet.
Les certifications qualité représentent une vérification indépendante attestant qu’un fabricant suit des procédures documentées, maintient des normes constantes et améliore continuellement ses opérations. Il ne s’agit pas simplement de plaques accrochées au mur : elles traduisent une approche systématique de la fabrication de pièces de précision, permettant de réduire les défauts, d’assurer la traçabilité et de protéger votre chaîne d’approvisionnement.
ISO 9001 et ce qu’elle garantit
ISO 9001 constitue la base de la gestion de la qualité dans tous les secteurs industriels à travers le monde. Avec plus d’un million d’organisations certifiées à l’échelle mondiale, cette norme établit les exigences fondamentales de tout système de management de la qualité performant.
Que requiert concrètement la norme ISO 9001 ? La certification exige des procédures documentées, une application cohérente des processus et des preuves d’amélioration continue. Les fabricants doivent démontrer une orientation client, une approche fondée sur la gestion des risques et des objectifs qualité mesurables. Lorsque vous achetez des pièces usinées de précision auprès d’un fournisseur certifié ISO 9001, vous collaborez avec une organisation qui a mis en place des systèmes permettant notamment :
- Documentation du processus – Des procédures écrites garantissent des opérations cohérentes, quel que soit l’opérateur qui utilise l’équipement
- Suivi des exigences clients – Des systèmes recueillent et vérifient vos spécifications tout au long de la production
- Protocoles d'action corrective – En cas de problème, une analyse des causes profondes empêche sa récurrence
- Examen par la direction – La direction évalue régulièrement les performances qualité et impulse l’amélioration
Pour les applications industrielles générales, la certification ISO 9001 offre une assurance raisonnable que le fabricant opère de manière professionnelle. Toutefois, les certifications spécifiques à un secteur viennent renforcer cette base en y ajoutant des exigences supplémentaires adaptées à des domaines particuliers.
IATF 16949 pour les chaînes d’approvisionnement automobiles
Si vous achetez des composants CNC de précision destinés à des applications automobiles, la certification IATF 16949 devient indispensable. Développée par le Groupe de travail international de l’industrie automobile (International Automotive Task Force) en collaboration avec l’ISO, cette norme ajoute aux exigences de conformité à l’ISO 9001 des dispositions spécifiques au secteur automobile.
Selon des experts en certification , l’IATF 16949 se concentre spécifiquement sur la prévention des défauts, la traçabilité tout au long de la chaîne d’approvisionnement et la réduction des variations en production — des enjeux critiques lorsque les composants sont intégrés dans des véhicules transportant des passagers. Les principaux constructeurs automobiles exigent cette certification de leurs fournisseurs de niveau 1 et de niveau 2.
En quoi l’IATF 16949 est-elle plus stricte que l’ISO 9001 ? La norme automobile impose notamment :
- Exigences relatives à la sécurité des produits – Protocoles spécifiques garantissant que les composants ne créeront pas de risques pour la sécurité
- Exigences spécifiques du client – Chaque grand constructeur automobile ajoute des exigences de qualité uniques
- Planification de contingence – Réponses documentées aux perturbations de la chaîne d'approvisionnement
- Gestion de la garantie – Systèmes permettant de suivre les défaillances sur le terrain et d’initier des rappels, le cas échéant
- Développement des fournisseurs – Exigences étendant les systèmes qualité aux fournisseurs de sous-niveaux
Pour la fabrication de composants de précision destinés à des applications automobiles, la certification IATF 16949 atteste qu’un fabricant est prêt à répondre aux exigences de qualité exigeantes du secteur. Des installations telles que Shaoyi Metal Technology maintiennent cette certification, ainsi que des protocoles rigoureux de maîtrise statistique des procédés (MSP), ce qui leur permet de livrer des composants à tolérances élevées avec la constance exigée par les chaînes d’approvisionnement automobiles.
Exigences AS9100 pour les composants aérospatiaux
Les applications aéronautiques exigent des systèmes de qualité encore plus rigoureux. La certification AS9100 répond spécifiquement aux exigences du secteur aéronautique, en vérifiant que les pièces respectent les normes de sécurité, de qualité et techniques requises par l’industrie aéronautique.
Pourquoi le secteur aéronautique nécessite-t-il sa propre certification ? Les composants utilisés dans les aéronefs fonctionnent dans des conditions extrêmes — variations de température, vibrations, changements de pression — où les conséquences d’une défaillance peuvent être catastrophiques. La norme AS9100 ajoute des exigences relatives à la gestion de la configuration, à l’inspection du premier article et à une traçabilité renforcée, allant au-delà de celles imposées par les certifications générales de fabrication.
Comprendre la maîtrise statistique des procédés
Au-delà des certifications, interrogez les fabricants potentiels sur leurs méthodes d’inspection et leurs processus de contrôle qualité. La maîtrise statistique des procédés (SPC) constitue une approche fondée sur les données pour assurer la constance tout au long des séries de production.
Plutôt que d'inspecter les pièces finies et de rejeter les défauts, la maîtrise statistique des procédés (MSP) surveille en temps réel les paramètres de production. Les cartes de contrôle suivent les dimensions critiques, détectant les tendances avant qu’elles ne conduisent à des pièces hors tolérance. Cette approche proactive réduit les rebuts, améliore les rendements et fournit une preuve documentée que vos produits usinés de précision sont restés conformes aux spécifications tout au long de la fabrication.
Les fabricants qui investissent dans des systèmes de MSP démontrent un engagement envers la fabrication de composants de précision allant au-delà des exigences minimales de certification. Lors de l’évaluation de fournisseurs de pièces usinées de précision, interrogez-les sur leurs capacités de mesure, la fréquence de leurs inspections et la manière dont ils documentent les données qualité pour examen par le client.
Référence rapide des certifications clés
Associez les exigences de votre application aux niveaux de certification appropriés :
- ISO 9001 – Fondement universel de la gestion de la qualité ; adapté aux applications industrielles générales
- IATF 16949 – Exigence du secteur automobile ; indispensable pour les fournisseurs de composants destinés aux véhicules
- AS9100 – Norme aérospatiale et de défense ; obligatoire pour les pièces et ensembles destinés aux aéronefs
- ISO 13485 – Fabrication de dispositifs médicaux ; garantit la sécurité des patients et le respect des réglementations
- ISO 14001 – Gestion environnementale ; démontre l’adoption de pratiques de fabrication durables
Les certifications vous informent sur les systèmes mis en place par un fabricant, mais elles ne vous indiquent pas si ce fabricant est adapté à votre projet spécifique. L’étape suivante consiste à évaluer ses capacités, sa communication et son historique afin d’établir une liste restreinte de fournisseurs qualifiés.
Comment évaluer et sélectionner le bon fabricant
Vous avez examiné les certifications, étudié les capacités et rassemblé une liste de fournisseurs potentiels. Maintenant vient la partie la plus difficile : distinguer les fabricants réellement qualifiés de pièces usinées de ceux qui se contentent d’une bonne stratégie marketing. La différence entre un partenariat fructueux et une erreur coûteuse repose souvent sur la rigueur avec laquelle vous évaluez les fournisseurs potentiels avant de vous engager.
Sélectionner le bon fabricant de pièces de précision ne consiste pas à trouver le devis le plus bas. Il s'agit plutôt d'identifier un partenaire dont les capacités, ses systèmes qualité et son style de communication correspondent aux exigences de votre projet. Examinons ensemble une approche systématique qui protège vos intérêts et augmente vos chances de trouver un fournisseur fiable sur le long terme.
Évaluation des capacités au-delà des allégations marketing
Le site web de tout fabricant de pièces usinées présente une liste impressionnante d’équipements et des témoignages élogieux. Mais comment vérifier que ces allégations correspondent bien à la réalité ? Commencez par aller au-delà des apparences.
Selon des experts du secteur , l’évaluation d’un fabricant de pièces CNC exige d’examiner son infrastructure technique, l’expertise de son équipe et sa capacité à faire évoluer sa production. Vérifiez s’il utilise des tours CNC, des fraiseuses et des machines à mesurer tridimensionnelles (MMT) avancées. Son équipe d’ingénieurs doit démontrer une maîtrise des outils CAO/FAO et de l’usinage multiaxes — et pas simplement posséder l’équipement.
Demandez des précisions sur les modèles de machines, les vitesses de broche, les volumes de travail et la précision de positionnement. Un fabricant de pièces sur mesure revendiquant une capacité d’usinage 5 axes devrait facilement fournir des détails sur ses équipements réels, et non des généralisations vagues. Interrogez-le sur la complexité habituelle de ses pièces et déterminez si votre projet s’inscrit dans sa zone de confort ou s’il le contraint à repousser ses limites.
Ne négligez pas les considérations liées à la capacité. Une usine spécialisée dans l’usinage de précision fonctionnant à 95 % de sa capacité pourrait éprouver des difficultés à respecter vos délais. Comprendre sa charge de travail actuelle et sa trajectoire de croissance vous aide à évaluer sa capacité à s’adapter à l’évolution de vos besoins.
Signaux d’alerte lors de l’évaluation des fournisseurs potentiels
L’expérience apprend aux acheteurs à identifier rapidement les signaux d’alerte. Prêtez attention à ces indices courants, souvent révélateurs de problèmes futurs :
- Réticence à fournir des références – Les fabricants établis mettent volontiers en relation avec des clients satisfaits
- Réponses imprécises concernant les tolérances – Les ateliers compétents parlent précisément de leurs capacités et de leurs limites
- Devis anormalement bas – Des prix nettement inférieurs à ceux des concurrents indiquent souvent des raccourcis cachés sur la qualité ou des tactiques d’attraction-déception
- Réactivité médiocre en communication – Si l’obtention de réponses prend plusieurs jours pendant la phase de devis, imaginez les difficultés qui pourraient survenir en production
- Résistance aux visites d'installations – Les fabricants réputés de pièces usinées acceptent volontiers les audits clients
- Certifications manquantes ou obsolètes – Les certifications qualité exigent des audits réguliers ; des accréditations expirées suggèrent des systèmes négligés
Des experts en diligence raisonnable fournisseurs soulignent qu’il est souvent possible de juger de la fiabilité, de la qualité des produits et du service client d’un fournisseur à partir de sa réputation. Consultez les forums sectoriels, les recommandations LinkedIn et toutes les études de cas disponibles avant de prendre un engagement.
Considérations liées à la fabrication locale versus la fabrication hors site
La décision entre fabrication locale et fabrication hors site implique bien plus que le simple prix unitaire. Selon une enquête menée par Thomas, 83 % des fabricants nord-américains ont évalué le rapatriement de leur production en raison des vulnérabilités de la chaîne d’approvisionnement mises en lumière ces dernières années.
L'usinage à l'étranger peut offrir des coûts unitaires inférieurs, mais il convient de prendre en compte le coût total à l'arrivée, y compris les frais d'expédition, les droits de douane, les coûts de stockage des stocks et les exigences en matière d'inspection de la qualité. Les difficultés de communication liées au décalage horaire, les préoccupations relatives à la propriété intellectuelle et les délais plus longs érodent souvent les économies apparentes.
La fabrication locale permet une collaboration plus étroite, des itérations plus rapides durant la phase de développement et une réduction des risques liés à la chaîne d'approvisionnement. Lorsque des modifications techniques surviennent — et elles surviendront — les fournisseurs locaux mettent en œuvre les adaptations en quelques jours plutôt qu'en plusieurs semaines. Pour les projets soumis à des contraintes temporelles ou pour les applications exigeant un contrôle qualité rigoureux, la prime liée à la fabrication locale s'avère souvent justifiée.
Votre liste de contrôle d'évaluation étape par étape
Suivez ce processus systématique pour évaluer et comparer objectivement les fournisseurs potentiels :
- Définissez clairement vos besoins – Documentez les volumes, les tolérances, les matériaux, les certifications requises et les délais attendus avant de contacter les fournisseurs
- Évaluez les capacités initiales – Examiner les sites web, les listes d’équipements et les certifications afin d’établir une liste restreinte de candidats potentiellement qualifiés
- Demander des devis détaillés – Fournir des spécifications identiques à chaque fournisseur ; comparer non seulement les prix, mais aussi les délais de livraison, les conditions de paiement et les services inclus
- Vérifiez les certifications de manière indépendante – Vérifier les bases de données de certification pour confirmer la validité actuelle, plutôt que de se fier aux logos affichés
- Effectuer des vérifications de références – S’entretenir avec des clients existants au sujet de la constance de la qualité, de la communication et de la résolution des problèmes
- Évaluez la stabilité financière – Demander des états financiers ou des rapports de solvabilité afin d’évaluer la viabilité à long terme, notamment pour les composants critiques
- Planifier des visites sur site ou des visites virtuelles – Observer directement l’état de l’équipement, l’organisation du lieu de travail et l’expertise de l’équipe
- Commencer par une commande de prototype – Tester la relation dans le cadre d’un petit projet avant de s’engager sur des volumes de production
Établir des partenariats de fabrication à long terme
Trouver un fournisseur qualifié n'est que le début. Les relations acheteur-fabricant les plus fructueuses évoluent vers de véritables partenariats, dans lesquels les deux parties investissent dans leur succès mutuel.
Recherchez des fabricants qui proposent des retours sur la conception pour la fabrication (DFM) — des suggestions permettant d'améliorer vos pièces tout en réduisant les coûts de production. Un fabricant de pièces usinées prêt à recommander des modifications de conception démontre une expertise ainsi qu'une mentalité de partenariat allant au-delà du simple respect des instructions.
Évaluez leur approche de la résolution des problèmes. Lorsque des difficultés surviennent inévitablement, communiquent-ils de manière proactive ou dissimulent-ils les problèmes jusqu'à ce qu'ils se transforment en crises ? Les bonnes pratiques sectorielles confirment qu'une communication claire et réactive garantit que vous ne serez pas laissé dans l'ignorance lorsque des défis émergent.
Envisagez également le support après-vente. Le fournisseur propose-t-il des garanties, des remplacements ou une assistance technique lorsque les pièces ne fonctionnent pas comme prévu ? Un fabricant de qualité se porte garant de son travail et considère chaque projet comme une opportunité de renforcer la relation.
L’effort consacré à une évaluation rigoureuse porte ses fruits tout au long de votre relation industrielle. Une fois un partenaire fiable identifié, votre prochaine étape consiste à préparer un dossier de demande de devis permettant d’obtenir des offres précises et de lancer sans heurt la production.
Préparer votre demande de devis et comprendre les délais de livraison
Vous avez identifié des fournisseurs qualifiés et évalué leurs capacités. L’heure est maintenant venue de déterminer si vous recevrez des offres précises ou des demandes répétées et fastidieuses de précisions : la préparation de votre demande de devis. Un dossier de demande de devis bien structuré n’accélère pas seulement le processus d’établissement des offres — il renforce également votre crédibilité en tant qu’acheteur professionnel et jette les bases d’une relation industrielle fluide.
Considérez votre demande de devis (RFQ) comme un outil de communication. Plus vos informations sont complètes et bien organisées, plus les fabricants pourront évaluer rapidement votre projet et vous fournir des prix compétitifs. Les demandes incomplètes entraînent des retards, car les équipes commerciales doivent rechercher les éléments manquants, ce qui peut ajouter plusieurs jours, voire plusieurs semaines, avant que vous ne receviez votre premier devis.
Informations essentielles pour votre demande de devis
Quelle est la différence entre une demande de devis (RFQ) qui retient immédiatement l’attention et une autre qui stagne dans une file d’attente ? La complétude. Selon les prestataires de services d’usinage , plus votre demande de devis (RFQ) est détaillée, plus vite vous recevrez un devis précis. Commencez par les éléments fondamentaux avant d’aborder les spécifications techniques.
Votre dossier de demande de devis (RFQ) doit inclure les éléments essentiels suivants :
- Informations sur l'entreprise – Coordonnées, adresse de facturation, adresse de livraison et identification de l’entreprise
- Description du produit – Aperçu général de ce dont vous avez besoin et de son application prévue
- Spécifications des matériaux – Matériaux privilégiés ou alternatives acceptables, avec toutes les exigences particulières éventuelles
- Exigences quantitatives – Volume de la commande initiale ainsi que la consommation annuelle prévisionnelle
- Délais attendus – Dates de livraison cibles et toutes contraintes liées au calendrier
- Exigences spécifiques à chaque secteur – Préciser si les pièces sont destinées à des applications médicales, aérospatiales, automobiles ou autres applications réglementées
- Exigences en matière de documentation qualité – Rapports d’inspection, certifications ou exigences de traçabilité
Ne partez pas du principe que les fabricants vous interrogeront sur les informations manquantes. Certains peuvent établir un devis en se fondant sur des hypothèses qui ne correspondent pas à vos besoins réels, ce qui peut entraîner des surprises lors de la réception des pièces fabriquées sur mesure ou de l’émission des factures.
Plans techniques et exigences de spécification
Vos plans constituent la référence définitive pour la fabrication de pièces sur mesure. Ils décrivent, dans un langage technique universel, la géométrie, les tolérances, les états de surface et les exigences particulières. En l’absence de plans appropriés, même le fabricant le plus compétent ne saurait garantir des résultats conformes à vos attentes.
Les meilleures pratiques du secteur recommandent de fournir à la fois des dessins 2D au format PDF et des fichiers 3D au format STEP. Le PDF constitue le document de référence définissant les cotes critiques et les tolérances, tandis que le modèle 3D permet aux fabricants d’importer directement la géométrie dans leurs logiciels de FAO et de vérifier leur compréhension des caractéristiques complexes.
Votre dossier technique doit clairement indiquer :
- Cotes critiques avec tolérances – Identifier les caractéristiques nécessitant un contrôle strict
- Exigences en matière de finition de surface – Préciser les valeurs de rugosité pour les différentes surfaces
- Tolérances géométriques – Inclure les indications de GD&T (spécifications géométriques et dimensionnelles) pour la position, la concentricité, la perpendicularité, le cas échéant
- Spécifications matériaux et traitement thermique – Définir les nuances d’alliage et tout traitement requis
- Spécifications filetage – Indications normalisées ou sur mesure pour les filetages, avec classe d’ajustement
- Marquages ou identifications spécifiques – Numéros de pièce, codes de lot ou autres marquages requis
Si vous explorez des systèmes de devis en ligne pour pièces usinées, gardez à l’esprit que les plateformes automatisées fonctionnent mieux avec des modèles 3D complets et des tolérances standard. Les pièces usinées sur mesure complexes, dotées de caractéristiques inhabituelles ou de spécifications très serrées, bénéficient généralement d’un examen technique direct.
Considérations liées au volume et structures tarifaires
La quantité commandée a un impact considérable sur le prix unitaire — comprendre cette relation vous aide à prendre des décisions plus éclairées en matière d’approvisionnement. Le prix des pièces CNC sur mesure comprend à la fois des coûts fixes (programmation, mise en place, outillages) et des coûts variables (matériau, temps d’usinage, inspection). Des volumes plus élevés répartissent les coûts fixes sur un plus grand nombre d’unités, ce qui réduit le prix par pièce.
Soyez transparent concernant vos prévisions de volume. Un fabricant qui établit un devis pour 100 pièces prend des décisions différentes de celles d’un fabricant qui établit un devis pour 10 000 pièces. Il peut choisir des équipements différents, investir dans des dispositifs de fixation sur mesure ou allouer un temps machine dédié. Fournir des prévisions réalistes — même si elles comportent une certaine incertitude — permet d’établir des structures tarifaires plus précises.
Envisagez de demander des prix dégressifs à plusieurs seuils de quantité. Cela met en évidence le seuil de volume à partir duquel les économies d’échelle deviennent significatives pour vos pièces. Vous pourriez ainsi découvrir qu’en commandant 500 pièces au lieu de 250, votre coût unitaire diminue de 30 %, ce qui justifierait une révision de votre stratégie de gestion des stocks.
Prototypage contre exigences de production
L’approche adoptée pour commander cinq unités prototypes diffère fondamentalement de celle utilisée pour commander cinq mille pièces destinées à la production. Selon des experts en fabrication, les projets échouent souvent parce que les équipes considèrent le prototypage et la production comme interchangeables, alors qu’ils requièrent des modes de fonctionnement clairement distincts.
La fabrication de prototypes privilégie la rapidité et la flexibilité. Vous validez des conceptions, testez l’ajustement et le fonctionnement, et apportez probablement des modifications en fonction des enseignements tirés. Comptez sur des coûts unitaires plus élevés, car les fabricants ne peuvent pas amortir les frais de mise en place sur de grands volumes. Toutefois, les délais de livraison sont souvent plus courts, car les prototypes bénéficient généralement d’une priorité supérieure par rapport aux commandes de production.
La fabrication de pièces destinées à la production met l’accent sur la reproductibilité, les procédés documentés et l’optimisation des coûts. La conception doit être figée, les spécifications définitivement arrêtées et les exigences qualité clairement définies. Les fabricants investissent dans des systèmes de maintien des pièces, établissent des paramètres de procédé et mettent en œuvre des contrôles statistiques qui ne seraient pas justifiés pour de petites séries de prototypes.
Précisez clairement votre position dans le cycle de développement. Un fabricant qui comprend que vous avez besoin d’une fabrication de pièces sur mesure pour des prototypes, suivie d’une production en série, peut structurer son devis en conséquence — par exemple, en proposant un tarif réduit pour les prototypes en échange d’un engagement quant au volume de production ultérieur.
Facteurs influençant les délais de livraison et planification de la production
Qu'est-ce qui détermine la durée d'attente pour vos pièces ? Les délais de livraison dépendent de plusieurs facteurs allant au-delà de la simple complexité de l'usinage. Comprendre ces influences vous permet d'établir des attentes réalistes et de planifier en conséquence.
Les principaux facteurs affectant les délais de livraison sont les suivants :
- Capacité actuelle de l'atelier – Les périodes chargées allongent les files d'attente, quelle que soit la complexité des pièces
- Disponibilité des matériaux – Les alliages standard sont expédiés rapidement ; les matériaux spécialisés peuvent nécessiter plusieurs semaines
- Opérations secondaires – Le traitement thermique, le placage et le revêtement ajoutent du temps de traitement
- Exigences d'inspection – Une documentation exhaustive augmente le temps consacré au contrôle qualité
- Exhaustivité des plans – Les informations manquantes entraînent des retards liés aux demandes de précisions
- Validation du premier échantillon – Arrêt de la production jusqu'à votre approbation des échantillons initiaux
En cas de besoins urgents, renseignez-vous dès le départ sur les options d'accélération. De nombreux fabricants proposent un service accéléré moyennant un supplément tarifaire — parfois avec des délais de livraison réduits à un jour pour les composants critiques. Toutefois, accélérer systématiquement chaque commande met à rude épreuve les relations commerciales et les budgets. Réservez donc les demandes d'accélération aux situations d'urgence réelles.
La planification de la fabrication de pièces fonctionne au mieux lorsque vous communiquez clairement vos besoins futurs. Partager des prévisions — même approximatives — permet aux fabricants de réserver des capacités, de commander à l'avance les matières premières et d'optimiser la planification de la production. Cette collaboration se traduit souvent par des prix plus avantageux et des délais de livraison plus fiables que les relations purement transactionnelles, fondées sur une commande à la fois.
Grâce à votre demande de prix (RFQ) préparée de manière exhaustive, les fabricants peuvent se concentrer sur l’analyse technique et sur l’établissement d’un prix précis, plutôt que de rechercher des informations manquantes. Toutefois, avant l’expédition des pièces, de nombreuses applications exigent des traitements complémentaires — traitement thermique, finition de surface ou services d’assemblage — qui ajoutent de la valeur et de la fonctionnalité à vos composants usinés.
Opérations secondaires et procédés de finition
Vos composants d’usinage de précision arrivent directement de la machine à commande numérique (CNC) — mais sont-ils véritablement terminés ? Dans de nombreuses applications, les produits bruts issus de l’usinage nécessitent des traitements supplémentaires afin d’atteindre les caractéristiques de performance requises par votre application. Ces opérations secondaires transforment des pièces correctes en pièces excellentes, en leur conférant une meilleure durabilité, une résistance accrue à la corrosion et des fonctionnalités que l’usinage seul ne saurait fournir.
Comprendre le moment opportun et les raisons pour lesquelles ces procédés revêtent de l’importance vous permet de spécifier vos exigences avec précision et d’éviter des imprévus coûteux. Examinons ensemble les opérations secondaires qui apportent une réelle valeur ajoutée à vos composants usinés CNC.
Traitement thermique pour des performances améliorées
Imaginez un engrenage qui s'use prématurément parce que sa surface n'a pas été durcie, ou un ressort qui perd de sa tension parce que les contraintes résiduelles n'ont pas été éliminées. Le traitement thermique répond à ces défis en modifiant la structure interne des métaux grâce à des cycles contrôlés de chauffage et de refroidissement.
Selon Hubs, le traitement thermique est essentiel pour modifier des propriétés critiques telles que la dureté, la résistance, la ténacité et la ductilité des pièces métalliques. Le moment auquel ce traitement est appliqué—avant ou après usinage—dépend de vos exigences spécifiques.
Traitement thermique avant usinage fonctionne bien lorsqu'on utilise des nuances normalisées d'alliages métalliques. Les fabricants peuvent usiner directement les pièces à partir de matériaux prétraités, ce qui réduit les délais de livraison. Toutefois, traitement thermique après usinage devient nécessaire lorsque le procédé vise à durcir le matériau ou à servir d'étape finale—notamment pour les aciers à outils, qui deviennent nettement plus durs après traitement.
Les trois procédés de traitement thermique les plus courants sont les suivants :
- Recuit – Chauffer le métal à haute température, puis le refroidir lentement assouplit le matériau et améliore son usinabilité. La plupart des pièces usinées par CN ont des propriétés à l’état recuit, sauf si des traitements supplémentaires sont spécifiés.
- Élimination des contraintes – Appliqué après l’usinage afin d’éliminer les contraintes résiduelles introduites pendant la fabrication, ce qui permet d’obtenir des pièces présentant des propriétés mécaniques plus homogènes.
- Revenu – Suit la trempe des aciers doux et des aciers alliés afin de réduire la fragilité tout en améliorant les performances mécaniques.
Pour les pièces complexes usinées soumises à de fortes charges ou à l’usure, le traitement thermique constitue souvent la différence entre une performance acceptable et une défaillance prématurée.
Options de finition de surface et applications
Les finitions de surface ne servent pas uniquement à améliorer l’apparence des pièces : elles protègent contre la corrosion, réduisent les frottements, améliorent les propriétés électriques et renforcent la résistance à l’usure. Le choix de la finition appropriée dépend de votre environnement de fonctionnement et de vos exigences fonctionnelles.
Selon Alpha Metal , chaque méthode de finition offre des avantages distincts selon les applications :
Anodisation crée une couche d'oxyde dure et résistante à la corrosion sur les surfaces en aluminium grâce à un procédé électrochimique. La pièce est immergée dans une solution électrolytique acide tandis qu’un courant électrique oxyde la surface. Ce « revêtement de conversion » peut être teint dans diverses couleurs et offre une excellente résistance à l’usure, ce qui explique sa popularité dans les secteurs aérospatial, automobile, électronique et architectural.
Plaquage dépose une fine couche métallique sur la surface de votre composant. Le nickelage améliore la résistance à la corrosion, le chromage confère brillance esthétique et dureté, le zinguage assure une protection anticorrosion sacrificielle, et le dorage améliore la conductivité électrique. Ce procédé utilise soit l’électrolyse (courant électrique), soit le dépôt chimique sans courant.
Revêtement en poudre applique une poudre polymère sèche par voie électrostatique, puis la fait durcir à l’aide de chaleur afin de former un revêtement épais et durable. Ce procédé offre une excellente résistance aux chocs et à la corrosion, avec un impact environnemental minimal : les projections excédentaires peuvent être recyclées et les émissions de COV sont faibles.
Peinture reste l’option la plus polyvalente pour l’harmonisation des couleurs et les exigences esthétiques, bien qu’elle offre généralement une moindre durabilité que la peinture en poudre ou l’anodisation. Les peintures à base d’eau constituent une alternative écologique aux formulations solvantées.
Comparaison des options de finition de surface
Ce tableau vous aide à associer les procédés de finition aux exigences de votre application :
| Type de processus | Avantages clés | Applications Typiques | Impact sur les coûts |
|---|---|---|---|
| Anodisation | Surface dure et résistante à l’usure ; protection contre la corrosion ; choix de couleurs ; non conductrice | Composants aérospatiaux, boîtiers électroniques, éléments architecturaux | Modéré ($$) |
| Galvanoplastie (nickel/chrome) | Résistance accrue à la corrosion ; finition métallique esthétique ; conductivité améliorée | Garnitures automobiles, outils, bijoux, connecteurs électroniques | Modéré à élevé ($$–$$$) |
| Plaquage au zinc | Protection anticorrosion sacrificielle ; économique | Fixations, supports, quincaillerie structurelle | Faible ($) |
| Revêtement en poudre | Revêtement épais et uniforme ; excellente résistance aux chocs ; large choix de couleurs ; respectueux de l'environnement | Équipements extérieurs, appareils électroménagers, pièces automobiles | Modéré ($$) |
| Peinture | Options de couleur illimitées ; retouche facile ; compatibilité polyvalente avec les substrats | Biens de consommation, matériaux de construction, boîtiers | Faible à modéré (€–€€) |
| Sablage au verre sphérique | Finition satinée lisse ; préparation de surface ; amélioration de la résistance à la corrosion | Dispositifs médicaux, pièces usinées de précision, composants décoratifs | Faible ($) |
Services d'assemblage et opérations à valeur ajoutée
Pourquoi recevoir des composants individuels alors que vous pourriez recevoir des ensembles prêts à être installés ? De nombreux fabricants proposent l’assemblage de pièces usinées en tant que service à valeur ajoutée, ce qui simplifie votre chaîne d’approvisionnement et réduit votre charge de travail interne.
Selon Marver Med, la réalisation en interne de services secondaires réduit considérablement le temps de production global en éliminant les retards et les coûts supplémentaires liés à la sous-traitance. Ces opérations à valeur ajoutée comprennent :
- Montage de composants – L’assemblage de plusieurs pièces usinées à l’aide de fixations, de joints ou d’autres éléments de quincaillerie
- Marquage au laser – L’identification permanente des pièces, les numéros de série ou les logos
- Nettoyage et dégraissage – L’élimination des fluides d’usinage et des contaminants afin de préparer les pièces à l’assemblage ou à un conditionnement stérile
- Emballage en salle blanche – Essentiel pour les dispositifs médicaux et les équipements électroniques sensibles
- Usinage secondaire – Des opérations supplémentaires d’usinage, telles que le tournage, l’épaulement, le perçage ou le filetage, afin d’affiner les cotes
Regrouper ces opérations auprès de votre principal fournisseur d’usinage présente plusieurs avantages. La responsabilité unique simplifie la traçabilité en matière de qualité. La réduction des manipulations entre installations limite le risque de dommages. En outre, une planification coordonnée raccourcit souvent les délais de livraison globaux par rapport à la gestion de plusieurs fournisseurs.
Lors de l’évaluation des fabricants, demandez-leur quelles opérations secondaires ils réalisent en interne et lesquelles ils sous-traitent. Des capacités internes signifient généralement un meilleur contrôle qualité et des délais de livraison plus courts, tandis que les processus sous-traités allongent les délais de livraison et peuvent poser des défis supplémentaires en matière de coordination.
Grâce à une compréhension claire de la manière dont les opérations secondaires améliorent vos composants d’usinage de précision, vous êtes désormais en mesure de spécifier l’ensemble de vos exigences, y compris les traitements post-usinage. La dernière étape consiste à synthétiser l’ensemble des connaissances acquises afin de sélectionner en toute confiance le fabricant adapté à votre projet.
Effectuer votre sélection finale du fabricant
Vous avez parcouru la science des matériaux, les spécifications de tolérances, les certifications qualité et les opérations secondaires. Le moment de la décision est désormais arrivé : synthétiser l’ensemble de ces éléments en choix concrets qui protègent votre chaîne d’approvisionnement et garantissent le succès de vos projets. Le bon fabricant de pièces usinées de précision n’est pas simplement l’option la moins chère ni celle dont le site web est le plus spectaculaire. C’est le partenaire dont les capacités, les systèmes qualité et le style de communication correspondent précisément aux exigences de votre projet.
Faire correspondre vos besoins aux capacités du fabricant
Commencez par revoir vos exigences fondamentales à la lumière de ce que vous avez appris sur chaque fournisseur potentiel. Leur équipement permet-il de réaliser les géométries de vos pièces ? Sont-ils capables d’atteindre vos spécifications de tolérances sans recourir à des tarifs majorés ? Leurs certifications répondent-elles aux exigences réglementaires de votre secteur d’activité ?
Élaborez une matrice de décision simple en pondérant les facteurs les plus déterminants pour votre application :
- Adéquation des capacités techniques – Leur équipement, leurs tolérances et leur expertise en matériaux correspondent aux exigences de vos pièces usinées CNC
- Rigueur du système qualité – Des certifications adaptées à votre secteur (ISO 9001 au minimum, IATF 16949 pour l’automobile, AS9100 pour l’aérospatiale)
- Capacité de production – Une capacité suffisante pour absorber vos volumes sans surcharger leur atelier
- Performance des délais de livraison – Des délais réalistes compatibles avec votre planning de production
- Réactivité en matière de communication – Des réponses rapides et claires lors de la phase de devis reflètent le comportement attendu pendant la production
- Considérations géographiques – Un équilibre pertinent entre fabrication locale et sous-traitance à l’étranger, adapté à votre tolérance au risque
Évitez le piège consistant à accorder une importance excessive au prix. Un fabricant proposant des pièces d’usinage CNC de précision à 20 % moins cher que ses concurrents pourrait négliger les contrôles qualité, utiliser des matériaux inférieurs ou fonctionner avec un système qualité insuffisant. Le coût lié à la réception de pièces défectueuses — retards de production, reprises, réclamations clients — dépasse largement les économies réalisées grâce à un devis initialement bas.
Établir votre liste restreinte de fournisseurs qualifiés
Votre processus d'évaluation doit permettre de réduire la liste des dizaines de fournisseurs potentiels à une sélection ciblée de deux à quatre candidats véritablement qualifiés. Ces finalistes ont satisfait à votre présélection en matière de capacités, démontré les certifications appropriées et répondu de façon professionnelle à vos demandes.
Avant de prendre des engagements définitifs, envisagez les étapes de validation suivantes :
- Demandez des pièces échantillons – L’observation de pièces usinées CNC précises révèle davantage que toute fiche technique
- Vérifiez les références – Interrogez les clients actuels sur la régularité de la qualité et la résolution des problèmes
- Commencez petit – Une commande de prototype permet de tester la relation avant de lancer des volumes de production impliquant un investissement important
- Évaluer les retours DFM – Les fabricants qui proposent des suggestions d’amélioration de conception démontrent une mentalité de partenariat
Portez une attention particulière à la manière dont les fournisseurs répondent à vos questions pendant l’évaluation. Un prestataire de solutions d’usinage sur mesure disposé à expliquer ses procédés, à reconnaître ses limites et à proposer des alternatives fait preuve de la transparence indispensable lorsque des difficultés de production surgiront inévitablement.
Les meilleurs partenariats avec des fabricants réussissent non pas parce que les problèmes ne surviennent jamais, mais parce que les deux parties communiquent ouvertement et résolvent rapidement les problèmes lorsqu’ils se présentent.
Passer à l’étape suivante de votre démarche d’approvisionnement
Une fois votre liste restreinte établie, la voie à suivre devient plus claire. Pour de nombreux acheteurs, le partenaire idéal allie précision technique, systèmes qualité certifiés et service réactif — une combinaison qui accélère la réalisation des projets, du concept à la production, sans les frictions liées aux malentendus ou aux non-conformités qualité.
Les fabricants titulaires de la certification IATF 16949 démontrent la rigueur procédurale exigée par les chaînes d’approvisionnement automobiles. Lorsque ces capacités s’étendent à des transitions rapides du prototypage à la production, vous bénéficiez d’une souplesse que les fournisseurs traditionnels ne peuvent égaler. Imaginez valider une conception à l’aide de pièces usinées sur CN numériques de précision, puis passer sans heurt aux volumes de production — le tout avec un seul partenaire qualifié.
Pour les applications critiques en termes de délais, renseignez-vous sur les options accélérées. Certains fabricants de pièces usinées de précision sont en mesure de livrer en aussi peu qu’un jour ouvrable pour répondre aux besoins urgents de composants. Cette réactivité s’avère inestimable lorsque les lignes de production font face à des pénuries imprévues ou lorsque des modifications de conception exigent une validation immédiate.
Si vos applications comprennent des composants automobiles — assemblages de châssis, douilles métalliques sur mesure ou d’autres systèmes véhiculaires — envisagez d’explorer des ressources spécialisées. Les installations proposant l’usinage CNC de précision pour applications automobiles apportent une expertise sectorielle spécifique ainsi que des protocoles rigoureux de maîtrise statistique des procédés garantissant la cohérence d’un lot de production à l’autre.
N'oubliez pas que le choix d'un fabricant n'est pas une transaction ponctuelle : il marque le début d'une relation continue. L'effort que vous consacrez à une évaluation approfondie porte ses fruits sous forme de livraisons fiables, de qualité constante et de résolution collaborative des problèmes lorsque des défis surviennent. Votre fournisseur de pièces usinées CNC de précision devient une extension de vos propres capacités, influençant directement votre capacité à servir efficacement vos clients.
Grâce aux connaissances acquises dans ce guide — procédés de fabrication, sélection des matériaux, spécifications de tolérances, certifications qualité, cadres d'évaluation, préparation des demandes de devis (RFQ) et opérations secondaires — vous êtes désormais prêt à aborder les fabricants de composants mécaniques en tant qu’acheteur averti. Cette préparation se traduit par des partenariats plus solides, des composants de meilleure qualité et des résultats supérieurs pour vos projets.
Questions fréquemment posées sur les fabricants de composants mécaniques
1. Quel est le coût d’une pièce usinée sur commande (CNC) ?
Les coûts des pièces usinées sur mesure varient considérablement en fonction de la complexité, des matériaux utilisés et du volume de production. Pour des pièces simples fabriquées en petites séries, le prix unitaire se situe généralement entre 10 $ et 50 $, tandis que des composants à haute précision peuvent coûter 160 $ ou plus, notamment pour les commandes de faible volume. Les facteurs influençant le prix comprennent le choix du matériau, les exigences en matière de tolérances, les opérations secondaires telles que le traitement thermique ou le placage, ainsi que les coûts de mise en place, qui sont répartis sur des quantités plus importantes. Demander des tarifs dégressifs à plusieurs seuils de quantité permet d’identifier les paliers de volume où les économies d’échelle réduisent le coût unitaire.
2. Quels sont les 7 outils-machine de base utilisés dans la fabrication ?
Les sept machines-outils fondamentales sont les machines à tourner (tours et fraiseuses à alésage), les raboteuses et les planes, les perceuses, les fraiseuses, les meuleuses, les scies motorisées et les presses. La technologie moderne de commande numérique par ordinateur (CNC) a transformé ces outils traditionnels en équipements pilotés par ordinateur, capables d’atteindre des tolérances impossibles à réaliser manuellement. Les centres d’usinage CNC à plusieurs axes combinent désormais plusieurs opérations, permettant aux fabricants de produire des géométries complexes en une seule mise en position tout en conservant une précision exceptionnelle.
3. Quelles certifications les fabricants de composants mécaniques doivent-ils posséder ?
Les certifications essentielles dépendent de votre secteur d’activité. La norme ISO 9001 fournit le fondement universel en matière de management de la qualité, adapté aux applications industrielles générales. La certification IATF 16949 est obligatoire pour les composants destinés à la chaîne d’approvisionnement automobile et met l’accent sur la prévention des défauts et la traçabilité. La certification AS9100 est requise dans les domaines aérospatial et de la défense, où les exigences en matière de sécurité et de qualité sont plus strictes. Les fabricants de dispositifs médicaux doivent obtenir la certification ISO 13485. Les installations certifiées IATF 16949, telles que Shaoyi Metal Technology, appliquent des protocoles rigoureux de maîtrise statistique des procédés afin d’assurer une production constante de composants à haute précision.
4. Quelle est la différence entre le tournage CNC et le fraisage CNC ?
En tournage CNC, la pièce tourne tandis qu’un outil de coupe fixe la façonne, ce qui le rend idéal pour les pièces cylindriques telles que les arbres, les tiges et les douilles. En fraisage CNC, l’outil de coupe tourne tandis que la pièce reste fixe, ce qui convient parfaitement aux pièces présentant des surfaces planes, des rainures, des poches ou des formes complexes en trois dimensions. De nombreuses applications d’usinage de précision combinent ces deux opérations : les composants sont d’abord usinés sur un tour pour réaliser leurs caractéristiques cylindriques, puis transférés sur des fraiseuses afin d’ajouter d’autres caractéristiques, comme des perçages, des surfaces planes ou des coupes angulaires.
5. Comment rédiger une demande de devis (RFQ) efficace pour des pièces usinées ?
Un dossier complet de demande de prix (RFQ) doit inclure les informations sur l'entreprise, des descriptions détaillées des produits, les spécifications des matériaux, les besoins en quantité avec une estimation de la consommation annuelle, les délais attendus et les exigences en matière de documentation qualité. Fournissez à la fois des plans 2D au format PDF et des fichiers 3D au format STEP, avec les cotes critiques, les tolérances, les exigences de finition de surface et toutes les indications relatives aux tolérances géométriques (GD&T) clairement indiquées. Soyez transparent concernant les prévisions de volumes et précisez si vous avez besoin de prototypes ou de quantités destinées à la production, car les fabricants prennent des décisions différentes en matière d’équipements et de procédés en fonction de ces informations.