 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

L’usinage en ligne décrypté : de votre fichier de conception à la pièce livrée en quelques jours
Ce que l'usinage en ligne signifie réellement pour la fabrication moderne
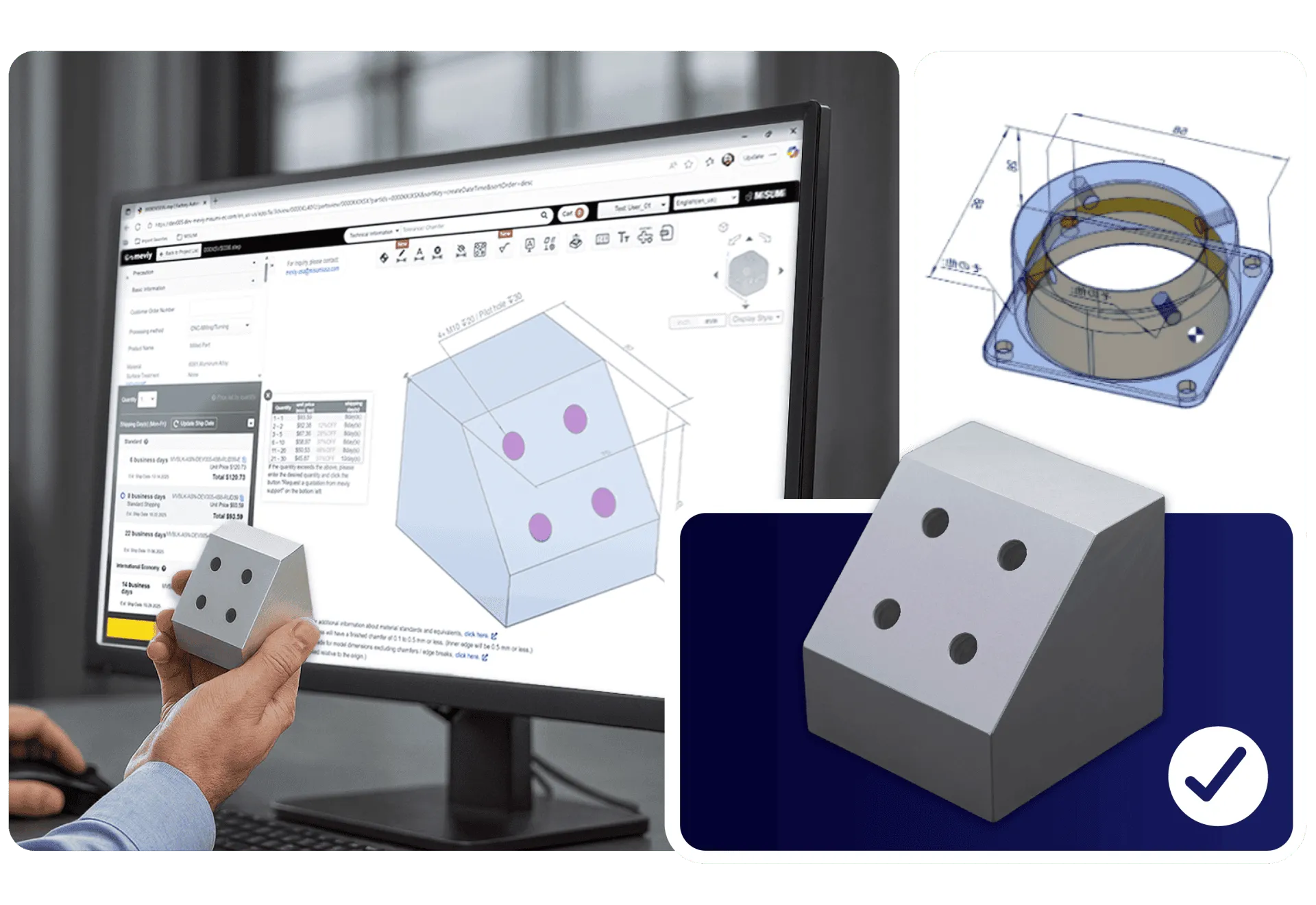
Imaginez téléverser un fichier CAO à 9 heures du matin et recevoir, avant que votre café du matin ne refroidisse, un devis détaillé comprenant les prix, les délais de livraison et des commentaires sur la faisabilité technique. Voilà l'usinage en ligne en action : la transformation numérique de la manière dont les ingénieurs et les développeurs de produits s'approvisionnent en pièces usinées CNC .
Au cœur de ce concept, l'usinage en ligne désigne des plateformes web qui vous relient directement aux capacités de fabrication de précision, sans intermédiaires traditionnels. Plutôt que de nouer, au fil des années, des relations avec des ateliers mécaniques locaux, vous accédez à des réseaux mondiaux de fabrication directement depuis votre navigateur. Ce modèle transforme fondamentalement la manière dont l'usinage CNC et les processus traditionnels d'approvisionnement se croisent, apportant transparence et rapidité à un processus autrefois lent et tributaire des relations humaines.
Du plan au navigateur : la transition vers la fabrication numérique
Pas si longtemps que cela, l’approvisionnement de pièces usinées sur mesure signifiait quelque chose de totalement différent. Vous envoyiez par courriel des plans à plusieurs fournisseurs, attendiez des jours une réponse, planifiez des visites sur site et négociez les conditions lors d’innombrables appels téléphoniques. Ce processus exigeait des relations établies et un investissement important en temps avant même que la première copeau ne soit produit.
Aujourd’hui, les plateformes numériques d’usinage CNC renversent entièrement ce modèle. Selon l’analyse sectorielle de Lauenscnc , les utilisateurs peuvent désormais se connecter à de vastes réseaux de fabrication, ajuster les paramètres en temps réel et réserver instantanément des créneaux de production. Cette évolution s’inscrit dans le cadre de transformations numériques plus larges — pensez à la façon dont la banque en ligne a remplacé les visites en agence ou à la manière dont le commerce électronique a bouleversé le secteur du commerce de détail.
Quelle est l’importance de cette évolution ? Les configurations traditionnelles excellent dans le cadre de contrats à long terme et à haut volume, fondés sur des relations établies. En revanche, une plateforme numérique d’usinage CNC domine dans des environnements dynamiques et axés sur l’innovation, où la rapidité et la flexibilité sont primordiales.
Comment les plateformes en ligne vous relient aux capacités d’usinage CNC
Alors, que se passe-t-il exactement lorsque vous utilisez ces plateformes numériques ? L’écosystème regroupe plusieurs composants interconnectés qui fonctionnent ensemble de manière fluide :
- Systèmes de téléchargement de fichiers — Acceptent des formats standard tels que STEP, IGES et les fichiers CAO natifs pour un traitement immédiat
- Moteurs de devis instantanés — Des algorithmes basés sur l’intelligence artificielle analysent la géométrie, calculent les trajectoires d’outils et génèrent un devis en quelques secondes
- Rétroaction automatisée sur la conception pour la fabrication (DFM) — Une validation intégrée signale les problèmes potentiels, tels que des parois trop minces ou des dégagements impossibles, avant votre validation définitive
- Réseaux mondiaux de fabrication — Connexions à des centaines, voire des milliers, de prestataires de services CNC vérifiés à travers le monde
- Interfaces de sélection des matériaux — Choix allant de l’aluminium et de l’acier inoxydable aux plastiques techniques et aux alliages exotiques
- Configuration des opérations de post-traitement — Finitions de surface, traitements thermiques et options d’inspection qualité ajoutés en un simple clic
Ce modèle de service d’usinage CNC apporte une transparence sans précédent à l’approvisionnement en fabrication. Vous activez ou désactivez des options telles que la quantité ou le matériau, et les modifications de prix s’affichent immédiatement — plus besoin d’attendre plusieurs jours pour recevoir un devis mis à jour.
Cette approche répond-elle à vos besoins ? Si vous développez des prototypes, testez des itérations de conception ou avez besoin de pièces sur mesure sans vous engager dans des volumes massifs, les devis d’usinage en ligne offrent une flexibilité que les ateliers traditionnels ne parviennent souvent pas à égaler. Les startups peuvent développer leurs activités sans investissements initiaux importants, tandis que les entreprises établies optimisent leurs chaînes d’approvisionnement pour gagner en réactivité.
Cependant, il ne s’agit pas de remplacer l’ensemble de vos relations industrielles existantes. Il s’agit plutôt de comprendre quand les plateformes numériques offrent des avantages réels — et quand les partenariats traditionnels restent pertinents. L’objectif ici n’est pas de vous convaincre d’adopter une approche unique, mais de vous aider à prendre des décisions éclairées concernant l’obtention efficace d’un devis CNC en ligne, tout en sachant précisément ce que vous obtenez.
Le parcours complet, du fichier de conception à la pièce livrée
Vous êtes-vous déjà demandé ce qui se passe réellement entre le clic sur « télécharger » et la prise en main de votre pièce usinée CNC finie ? Ce processus est plus sophistiqué qu’il n’y paraît — tout en étant étonnamment accessible dès lors que l’on en comprend chaque étape. Passons ensemble en revue le flux de travail complet afin que vous sachiez exactement à quoi vous attendre.
Préparation de vos fichiers CAO pour téléchargement
Votre parcours commence par la préparation du fichier, et bien la réaliser vous évite bien des complications par la suite. La plupart des plateformes acceptent plusieurs formats standard, mais tous les fichiers ne sont pas équivalents en termes de faisabilité industrielle.
Fichiers STEP (.stp, .step) restent la référence or pour l'usinage en ligne. Ils préservent la géométrie solide, maintiennent la précision dimensionnelle et se traduisent sans heurts entre différents systèmes de CAO. Si vous n’exportez qu’un seul format, choisissez STEP.
Les fichiers IGES (.igs, .iges) constituent une option de secours fiable. Ils existent depuis plus longtemps et bénéficient d’une large compatibilité, bien qu’ils puissent parfois engendrer des problèmes d’interprétation de surfaces avec des courbes complexes.
Les fichiers STL — couramment associés à l’impression 3D — présentent des limites pour les pièces destinées à l’usinage CNC. Ils approximent les surfaces à l’aide de facettes triangulaires plutôt que de géométrie exacte, ce qui peut nuire à la précision des éléments courbes. N’utilisez le format STL que lorsque les autres options ne sont pas disponibles.
Avant le téléchargement, vérifiez que votre modèle est étanche, c’est-à-dire qu’il ne comporte ni surfaces ouvertes ni géométrie auto-intersectante. De nombreuses plateformes détectent automatiquement ces problèmes, mais les identifier dès le départ accélère considérablement le processus d’obtention de votre devis.
Comprendre le processus de devis instantané
C’est ici que la magie opère. Selon la documentation de la plateforme Xometry, les moteurs de devis pilotés par l’intelligence artificielle analysent instantanément la géométrie que vous avez téléchargée, calculent les trajectoires d’usinage et génèrent un prix fondé sur les exigences réelles de fabrication.
Le système évalue simultanément plusieurs facteurs :
- Dimensions globales de la pièce et volume de matière requis
- Complexité des caractéristiques, y compris les perçages, les cavités et les contours de surface
- Nombre de mises en position nécessaires pour usiner l’ensemble des caractéristiques
- Propriétés du matériau sélectionné et indices d’usinabilité
- Spécifications de tolérance et leur incidence sur le temps d’usinage
Ce qui rend cette fonctionnalité particulièrement puissante, c’est la rétroaction immédiate en matière de conception pour la fabrication (DFM). Le système signale les problèmes potentiels — par exemple, des parois trop minces susceptibles de se déformer sous l’effort de coupe, des cavités profondes nécessitant des outillages spécialisés, ou des caractéristiques exigeant des opérations coûteuses sur machines à 5 axes. Comme l’ont souligné L’équipe technique de CNC24 , cet examen automatisé de faisabilité s’associe à un examen par des techniciens de production experts afin de minimiser les risques avant le début de la production.
Du passage de la commande à la livraison à votre porte
Une fois que vous avez configuré votre pièce et approuvé le devis, que se passe-t-il ensuite ? Voici la séquence complète :
- Examen final d’ingénierie — Des spécialistes vérifient vos spécifications, confirment la disponibilité des matériaux et valident que l’approche manufacturière retenue dans le devis permettra de répondre à vos exigences.
- Mise en relation avec un fournisseur — Votre projet est attribué à un fabricant optimal issu du réseau de fournisseurs préalablement évalués sur la plateforme. Les critères de sélection comprennent les capacités machines, la capacité de production actuelle, la localisation géographique et toute certification spécifique que vous avez indiquée.
- Planification de la production — Votre commande entre dans la file d’attente de fabrication. La priorité dépend du délai de livraison que vous avez choisi : les commandes express sont traitées en priorité, tandis que les options économiques attendent une planification optimale par lots.
- Exécution de l’usinage CNC — Des tourneurs-fraiseurs qualifiés préparent les matières premières, chargent les programmes et usinent vos pièces. L’usinage de prototypes complexes peut nécessiter plusieurs montages et une vérification rigoureuse en cours de processus.
- Inspection de la qualité — Les pièces finies font l’objet d’une vérification dimensionnelle conformément à vos spécifications. Selon les exigences, cette vérification va d’un échantillonnage standard à des mesures complètes au CMM accompagnées de rapports détaillés.
- Retouches post-capture — Toutes les opérations de finition spécifiées sont réalisées : ébavurage, traitements de surface, trempe ou application de revêtements.
- Emballage et expédition — Les pièces sont soigneusement emballées afin d’éviter tout dommage pendant le transport et expédiées selon le mode d’expédition que vous avez choisi.
Quels délais de livraison pouvez-vous réellement attendre ?
Les délais de livraison varient considérablement en fonction de la complexité du projet et de son caractère urgent. Pour la fabrication rapide de prototypes CNC présentant des géométries simples et utilisant des matériaux standards tels que l’aluminium, certaines plateformes assurent la livraison en aussi peu que six jours, selon Le guide de prototypage de MakerVerse .
Voici une répartition réaliste :
| Type de projet | Délai de livraison habituel | Facteurs clés |
|---|---|---|
| Prototype CNC simple (aluminium, géométrie basique) | 5 à 10 jours ouvrables | Tolérances standard, nombre minimal de montages |
| Prototype complexe (tolérances serrées, multiples caractéristiques) | 10 à 15 jours ouvrables | Usinage multi-axes, exigences d’inspection |
| Production en faible volume (10 à 100 pièces) | 2 à 4 semaines | Amortissement des réglages, optimisation des lots |
| Séries de production (100 pièces ou plus) | 3 à 6 semaines | Approvisionnement des matériaux, contrôle qualité constant |
Les options accélérées peuvent considérablement réduire ces délais — parfois de moitié —, mais prévoyez un surcoût. En revanche, l’expédition économique allonge les délais de livraison tout en réduisant les coûts pour les projets de prototypage CNC non urgents.
Comprendre ce flux de travail complet vous permet de planifier vos projets de façon réaliste et de communiquer efficacement avec le support de la plateforme en cas de questions. Une fois vos connaissances processus établies, la prochaine décision critique consiste à choisir le matériau adapté à votre application spécifique.
Choisir le bon matériau pour votre projet d’usinage CNC
Vous avez téléchargé votre fichier CAO, examiné le devis instantané, et vous êtes maintenant face à un menu déroulant proposant des dizaines d’options de matériaux. Laquelle choisir ? Cette décision a un impact sur tous les aspects : performances de la pièce, coût de fabrication, délai de livraison, et, en fin de compte, le succès de votre conception dans son application prévue.
La bonne nouvelle ? Les plateformes d’usinage en ligne proposent des bibliothèques de matériaux extrêmement étendues, souvent inégalées par les ateliers traditionnels. Le défi réside dans la capacité à naviguer intelligemment parmi ces options. Examinons étape par étape ce processus de sélection afin que vous puissiez prendre des décisions éclairées et assurées.
Métaux pour applications exigeant résistance et précision
Lorsque les performances mécaniques sont primordiales, les métaux restent le choix privilégié pour l’usinage CNC . Or, le terme « métal » recouvre une gamme extrêmement vaste de propriétés et de niveaux de prix. Comprendre les grandes catégories vous permet de réduire rapidement le champ des options.
Alliages d’aluminium : les matériaux polyvalents
Si vous ne savez pas par où commencer, l'usinage de l'aluminium offre souvent le meilleur équilibre entre performances, coût et facilité de fabrication. Selon le guide de sélection des matériaux de Hubs, les alliages d'aluminium présentent un excellent rapport résistance/poids, une conductivité thermique et électrique élevée, ainsi qu'une protection naturelle contre la corrosion, ce qui en fait l'option la plus économique pour de nombreuses applications de prototypes et de production.
Aluminium 6061 constitue le choix par défaut pour les travaux à usage général. Il s'usine parfaitement, coûte relativement peu et accepte l'anodisation pour améliorer sa dureté superficielle et son aspect esthétique.
Aluminium 7075 s'impose lorsque vous avez besoin d'une résistance de niveau aérospatial. Il peut être traité thermiquement pour atteindre des niveaux de dureté comparables à ceux de certains aciers, tout en conservant l'avantage du poids propre à l'aluminium — un critère essentiel pour les applications sensibles au poids.
Aluminium 5083 excelle dans les environnements marins, où l'exposition à l'eau salée corroderait d'autres alliages. Si vos pièces sont soumises à des conditions environnementales sévères, cette nuance mérite d'être prise en considération.
Aciers : Lorsque la durabilité prime sur le poids
Les alliages d'acier offrent une résistance, une dureté et une résistance à l'usure que l'aluminium ne peut tout simplement pas égaler. Le compromis ? Des coûts matériels plus élevés, des temps d'usinage plus longs et un poids nettement supérieur.
Acier inoxydable 304 convient efficacement à la plupart des applications nécessitant une résistance à la corrosion. Il s'usine raisonnablement bien et résiste à la plupart des conditions environnementales — ce qui en fait le choix standard pour les applications liées à la transformation alimentaire, au domaine médical et aux usages extérieurs.
Acier inoxydable 316 pousse plus loin la résistance à la corrosion, notamment face aux solutions salines. Les applications marines et les environnements de traitement chimique exigent souvent cette protection renforcée.
Aciers à outils comme les aciers D2 et A2 atteignent une dureté exceptionnelle après traitement thermique — jusqu'à 65 HRC. Ils sont indispensables pour la fabrication d'outillages, de matrices et de composants soumis à une usure extrême, bien qu'ils nécessitent une expertise spécialisée en usinage.
Laiton et bronze : performances spécialisées
Ces alliages de cuivre servent à des applications spécialisées mais critiques. Le laiton C36000 se façonne exceptionnellement bien et offre une résistance naturelle à la corrosion, ce qui le rend populaire pour des composants à forte production, tels que les raccords et les connecteurs.
L'usinage du bronze sur machine à commande numérique (CNC) présente des défis uniques qui exigent une attention particulière. Comme l’indiquent les spécialistes de l’usinage du bronze chez Othala Tech, les différentes nuances de bronze se comportent très différemment sous les outils de coupe. Le C932 (bronze au plomb) s’usine facilement avec un excellent contrôle des copeaux, tandis que le C954 (bronze à l’aluminium) génère rapidement de la chaleur et exige une gestion rigoureuse des vitesses de coupe.
Lorsque vous usinez du bronze pour des paliers, des engrenages ou des équipements marins, la résistance naturelle de ce matériau à l’usure et ses propriétés autolubrifiantes justifient la complexité supplémentaire liée à son usinage. Les opérations d’usinage CNC du bronze nécessitent des ateliers expérimentés dans la manipulation de ces alliages — un critère essentiel à vérifier lors du choix de votre partenaire de fabrication pour des projets d’usinage CNC du bronze.
Lorsque les plastiques surpassent les alternatives métalliques
Ne partez pas du principe que le métal est toujours la solution. Les plastiques techniques offrent des avantages convaincants pour de nombreuses applications : poids plus léger, coûts matériels inférieurs, excellente résistance chimique et isolation électrique naturelle.
Plastiques techniques hautes performances
Plastique Delrin (POM/acétal) se distingue comme le champion des plastiques usinables. Il offre la meilleure usinabilité parmi les plastiques, une stabilité dimensionnelle exceptionnelle, un frottement très faible et une absorption d’eau minimale. Lorsque vous avez besoin de pièces en plastique précises avec des tolérances serrées, le plastique Delrin devrait être votre premier choix.
Nylon pour l’usinage les applications offrent une excellente résistance aux chocs, une bonne résistance chimique et une résistance naturelle à l’abrasion. Le nylon 6 et le nylon 66 sont les grades les plus couramment spécifiés. Toutefois, l’utilisation du nylon dans des projets d’usinage exige de prendre en compte une limitation : ce matériau absorbe l’humidité, ce qui peut affecter sa stabilité dimensionnelle dans des environnements humides.
Polycarbonate allie une grande ténacité à une excellente clarté optique — il peut être usiné pour fabriquer des composants transparents. Sa résistance aux chocs dépasse celle de l’ABS, ce qui le rend adapté aux couvercles de protection, aux lentilles et aux dispositifs fluidiques.
Le PEEK représente la gamme haut de gamme des thermoplastiques techniques. Il supporte des températures allant jusqu’à 250 °C, résiste à la plupart des produits chimiques et offre des rapports résistance/poids comparables à ceux des métaux. Des variantes de PEEK destinées au domaine médical permettent des applications dans les implants biomédicaux. L’inconvénient ? Un coût matériel nettement plus élevé.
Sélection des matériaux en un coup d’œil
La comparaison suivante vous aide à identifier rapidement les matériaux candidats en fonction de vos exigences principales :
| Catégorie de matériau | Applications Typiques | Coût relatif | Usinabilité | Propriétés clés |
|---|---|---|---|---|
| Aluminium 6061 | Maquettes générales, boîtiers, supports | $ | Excellent | Léger, résistant à la corrosion, anodisable |
| Aluminium 7075 | Composants aérospatiaux, pièces soumises à de fortes contraintes | $$ | Bon | Haute résistance, trempable, résistant à la fatigue |
| Acier inoxydable 304 | Équipements alimentaires, dispositifs médicaux, quincaillerie extérieure | $$ | Modéré | Résistant à la corrosion, soudable, hygiénique |
| Acier inoxydable 316 | Quincaillerie marine, traitement chimique | $$$ | Modéré | Résistance à la corrosion supérieure, compatible avec l’eau salée |
| Cuivre c36000 | Raccords, connecteurs, quincaillerie décorative | $$ | Excellent | Faible coefficient de frottement, conductivité électrique, aspect esthétique |
| Bronze (C932/C954) | Roulements, engrenages, hélices marines | $$-$$$ | Bonne (varie selon le grade) | Résistant à l'usure, auto-lubrifiant, résistant à la corrosion |
| Delrin (POM) | Engrenages de précision, douilles, isolateurs | $ | Excellent | Faible friction, stabilité dimensionnelle, résistant à l'humidité |
| Nylon 6/66 | Pièces résistantes à l’usure, pièces structurelles, isolateurs | $ | Bon | Résistant aux chocs, résistant aux produits chimiques, résistant à l’abrasion |
| Polycarbonate | Composants optiques, couvercles de protection, écrans | $ | Bon | Transparent, haute résistance aux chocs, stabilité thermique |
| Le PEEK | Implants médicaux, aérospatiale, applications à haute température | $$$$ | Modéré | Résistance extrême aux températures, inertie chimique, options biocompatibles |
Critères de décision : Adapter les matériaux aux exigences
Comment réduire cette liste exhaustive ? Prenez en compte ces quatre facteurs, dans cet ordre de priorité :
- Exigences mécaniques — Quelles charges, contraintes et conditions d’usure votre pièce subira-t-elle ? Cela élimine les options incapables de répondre aux seuils de performance.
- Exposition environnementale — Les pièces seront-elles exposées à l'humidité, aux produits chimiques, aux rayons UV ou à des températures extrêmes ? La compatibilité des matériaux avec les conditions de fonctionnement est une exigence impérative.
- Contraintes de poids — Les applications aérospatiales et les dispositifs portables exigent souvent un poids minimal. Les plastiques et les alliages d'aluminium offrent ici des avantages significatifs.
- Considérations budgétaires — Une fois que vous avez identifié les matériaux répondant aux exigences de performance, les différences de coût peuvent guider la sélection finale. Parfois, un alliage d'aluminium standard convient à une application qui ne nécessite pas d'alliages spécialisés coûteux.
Lorsque la documentation de certification des matériaux est essentielle
Dans certains secteurs, la sélection des matériaux va au-delà des propriétés physiques pour inclure des exigences documentaires. Les applications aérospatiales peuvent exiger des certificats de traçabilité des matériaux attestant précisément la composition en alliage et l'historique des procédés de fabrication. Les dispositifs médicaux nécessitent souvent une documentation attestant des essais de biocompatibilité. Les composants automobiles peuvent exiger des certificats de conformité alignés sur des spécifications précises des équipementiers (OEM).
Si vous fabriquez des produits destinés à des secteurs réglementés, assurez-vous que votre prestataire d’usinage en ligne est en mesure de fournir les certifications appropriées avant de passer vos commandes. Toutes les plateformes ne proposent pas ce niveau de documentation, et découvrir cette lacune après la production entraîne des retards coûteux.
Une fois le choix du matériau établi, la spécification suivante, essentielle, influence directement à la fois la fonctionnalité de la pièce et son coût de fabrication : les exigences en matière de tolérances. Comprendre comment les niveaux de précision affectent votre budget vous permet de spécifier exactement ce dont vous avez besoin — et rien de plus.
Sélection de tolérances équilibrant précision et coût
Voici un scénario que vous avez probablement déjà rencontré : vous finalisez une conception, et le champ des tolérances vous fait face. Faut-il spécifier ±0,005 po pour être sûr ? Ou ±0,010 po conviendrait-il tout aussi bien ? Cette décision — souvent prise en quelques secondes — peut doubler vos coûts de fabrication ou provoquer des défaillances d’assemblage ultérieurement.
Les tolérances représentent la variation autorisée par rapport aux dimensions souhaitées. En pratique, elles déterminent si les pièces usinées s’assembleront correctement, fonctionneront comme prévu et répondront aux attentes en matière de qualité. Or, selon les observations de Les ingénieurs en fabrication de RPWORLD , une tendance inquiétante s’est dessinée : des pièces destinées à diverses applications portent désormais fréquemment des tolérances excessivement strictes, même pour des surfaces non critiques. Cela reflète des améliorations des capacités industrielles — mais entraîne souvent un gaspillage important de ressources financières.
Tolérances standard contre tolérances de précision
Que pouvez-vous réellement attendre des services d’usinage en ligne ? Comprendre les capacités de base vous permet de formuler des spécifications adaptées, sans surdimensionner inutilement.
Pour la plupart des opérations d’usinage CNC par fraisage et tournage, les tolérances standard sont de ±0,010 po (±0,25 mm) sur des matériaux et des géométries courants. Selon l’analyse des tolérances de Modus Advanced, ce niveau de précision convient à la grande majorité des applications d’ingénierie tout en maintenant des coûts et des délais raisonnables.
Quand la précision standard est-elle suffisante ? Envisagez ces applications :
- Boîtiers et carter dont les dimensions exactes ne sont pas critiques
- Supports de fixation dotés de trous dégagés pour les éléments de fixation
- Itérations de prototypes axées sur les essais de forme et de fonction
- Composants conçus avec des jeux d’assemblage généreux
Les pièces usinées avec précision exigent des spécifications plus serrées — généralement ±0,003 po à ±0,005 po (±0,08 à ±0,13 mm). Ces tolérances nécessitent des passes d’usinage supplémentaires, des outillages spécialisés, des environnements sous contrôle climatique et des protocoles d’inspection complets. Résultat ? Des coûts unitaires nettement plus élevés.
Plages de tolérance et leur incidence dans le monde réel
Le tableau suivant illustre comment les spécifications de tolérance se traduisent par des implications en matière de coûts et des applications typiques pour les composants usinés CNC :
| Classe de tolérance | Plage typique | Impact sur les coûts | Applications communes |
|---|---|---|---|
| Standard | les mesures de sécurité doivent être prises en compte dans les mesures de sécurité. | Prix de base | Prototypes généraux, caractéristiques non critiques, boîtiers |
| Précision | ±0,005 po (±0,13 mm) | 1,5 à 2 × la norme | Surfaces d’assemblage, ajustements pour roulements, interfaces glissantes |
| Haute Précision | ±0,002–0,003 po (±0,05–0,08 mm) | 2 à 3 × la norme | Interfaces aérospatiales, composants pour dispositifs médicaux, supports optiques |
| Ultra-précision | ±0,001 po (±0,025 mm) ou plus serré | 4 × la norme ou plus | Composants de turbines, instruments de précision, équipements pour semi-conducteurs |
Remarquez comment les coûts augmentent de façon exponentielle — et non linéaire — à mesure que les tolérances se resserrent. Comme le souligne RPWORLD, des tolérances excessivement strictes peuvent contraindre les pièces à subir des opérations secondaires d’usinage par meulage ou par électro-érosion (EDM), ce qui augmente inutilement à la fois les coûts et les délais de livraison.
Comment le choix des tolérances affecte-t-il votre budget ?
Pourquoi des tolérances serrées coûtent-elles nettement plus cher ? Plusieurs facteurs s’accumulent :
- Passages d’usinage supplémentaires — Retrait de matière par petites incréments afin de maintenir un contrôle dimensionnel précis
- Des vitesses d’avance réduites — Vitesses de coupe réduites pour minimiser la déformation de l’outil et les effets thermiques
- Des outillages spécialisés — Outils de coupe de haute qualité, répondant à des spécifications plus rigoureuses en matière de battement
- Temps de montage prolongé — Fixation et alignement plus soignés de la pièce usinée
- Contrôle qualité renforcé — Mesures CMM plutôt que jaugeage standard
- Contrôles environnementaux — Usinage à température stabilisée pour les tolérances les plus strictes
Le problème de l’accumulation des tolérances
C’est ici que de nombreux projets rencontrent des difficultés. Lorsque plusieurs composants sont assemblés, les tolérances individuelles s’accumulent. Selon L’analyse technique de CNCYangsen , chaque pièce d’un ensemble peut présenter une tolérance individuelle de ±0,1 mm, mais l’accumulation combinée peut atteindre ±0,3 mm ou plus à l’interface finale.
Prenons l’exemple d’un assemblage simple en trois pièces. Si chaque composant présente une tolérance de ±0,010 po sur sa dimension critique, l’accumulation dans le pire des cas signifie que la dimension finale de l’assemblage pourrait varier de ±0,030 po. Il s’agit de trois fois la valeur spécifiée sur le dessin de chacune des pièces.
Les concepteurs avisés traitent l’accumulation des tolérances à l’aide de plusieurs stratégies :
- Identifier les dimensions critiques — Reserrer les tolérances uniquement sur les caractéristiques qui affectent directement la fonction d’assemblage
- Caractéristiques de positionnement de la conception — Les broches de localisation, les épaulements d’alignement ou les géométries autorisant un centrage automatique réduisent l’accumulation de positions
- Simplifier les relations d’assemblage — Moins de pièces dans la chaîne de tolérances signifie une variation cumulative moindre
- Définir des jeux raisonnables — Lorsque cela est possible, des jeux intentionnels permettent d’absorber les variations sans compromettre la fonction
Relations entre état de surface et tolérances
Les spécifications d’état de surface sont souvent corrélées aux tolérances dimensionnelles — mais ne les remplacent pas. Une surface rugueuse (valeur Ra plus élevée) ne peut pas atteindre la même précision effective qu’une surface lisse, simplement parce que l’incertitude de mesure augmente avec l’irrégularité de la surface.
Pour les applications d’usinage CNC de précision nécessitant des tolérances serrées, il faut prévoir la spécification d’états de surface correspondants :
- Les tolérances standard s’associent généralement à un état de surface de 125 Ra μin (3,2 Ra μm) ou plus rugueux
- Les tolérances de précision conviennent bien à des états de surface de 63-32 Ra μin (1,6-0,8 Ra μm)
- Les travaux de haute précision exigent souvent une rugosité de 16 Ra μin (0,4 Ra μm) ou inférieure
Spécifier des combinaisons incompatibles — des tolérances serrées associées à des finitions grossières, ou inversement — révèle des exigences floues et peut susciter des questions de la part de votre prestataire en usinage de précision.
Différencier les tolérances critiques des tolérances générales
Vos plans techniques doivent clairement distinguer les caractéristiques nécessitant un contrôle strict de celles pour lesquelles une précision standard est suffisante. La plupart des ingénieurs expérimentés adoptent une approche hiérarchisée :
- Tolérance générale indiquée dans l’en-tête du plan — S’applique à toutes les cotes non spécifiquement mentionnées (généralement ±0,010" ou conformément à la norme ISO 2768)
- Cotes dimensionnelles spécifiques — Tolérances plus serrées indiquées directement sur les caractéristiques critiques
- Symboles GD&T — Tolérancement géométrique pour les caractéristiques dont la forme, l’orientation ou la position importent au-delà d’une simple dimension
Cette approche communique clairement l’intention de fabrication. Les mécaniciens comprennent immédiatement quelles caractéristiques exigent une attention particulière, par opposition aux zones où une usinage de précision standard suffit.
Lorsque des tolérances serrées sont réellement nécessaires
Alors, quand faut-il réellement spécifier des tolérances de précision ? Les applications légitimes comprennent :
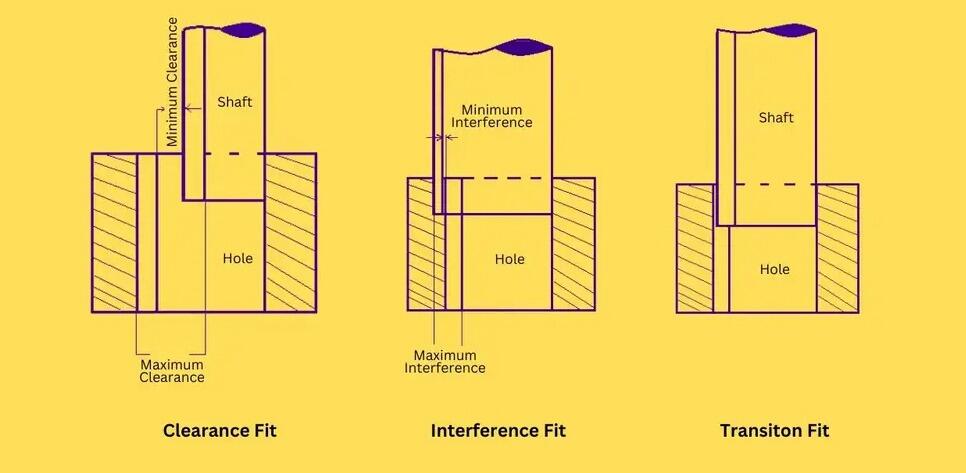
- Assemblages à serrage ou à ajustement avec interférence — La précision dimensionnelle détermine directement la force d’assemblage et la tenue en place
- Alésages de roulements et diamètres d’arbres — Un ajustement correct garantit le jeu de fonctionnement approprié ainsi que la durée de vie des paliers
- Surfaces d'étanchéité — Les rainures pour joints toriques et les brides d’assemblage nécessitent des dimensions contrôlées afin d’assurer un étanchéité fiable
- Mécanismes cinématiques — Les bielles, cames et glissières de précision requièrent un contrôle serré pour un fonctionnement fluide
- Ensembles critiques pour la sécurité — Applications aérospatiales, médicales et automobiles où les conséquences d'une défaillance sont graves
Pour tout le reste ? Des tolérances standard issues de matériaux et de procédés d'usinage CNC compétents offrent d'excellents résultats à une fraction du coût. L’idée clé issue de experts de l'industrie : la décision de spécifier des tolérances serrées doit toujours être liée à des exigences fonctionnelles précises, et non à des préférences générales en matière de qualité.
Une fois les principes fondamentaux relatifs aux tolérances maîtrisés, vous êtes prêt à aborder une autre question incontournable dans chaque projet : quel sera réellement le coût ? La section suivante analyse les cinq facteurs principaux qui déterminent le prix de l’usinage CNC — et révèle les choix de conception permettant de réduire les coûts sans compromettre la fonctionnalité.
Comprendre les facteurs qui déterminent le coût de l’usinage CNC
Vous avez sélectionné votre matériau et précisé les tolérances. La question que tout le monde se pose maintenant est la suivante : quel sera réellement le coût de cette opération ? Contrairement à de nombreux secteurs où les prix semblent arbitraires, le coût de l’usinage CNC suit des schémas logiques. Comprendre ces schémas vous aide à établir des prévisions budgétaires réalistes — et met en lumière des opportunités de réduction des coûts sans compromettre la qualité.
Le défi ? La plupart des plateformes d’usinage en ligne vous affichent un montant final sans expliquer comment celui-ci a été calculé. Cette section décortique les cinq principaux facteurs influençant le coût afin que vous puissiez interpréter intelligemment les devis et prendre des décisions éclairées sur les compromis à effectuer avant de vous engager.
Les cinq facteurs qui déterminent votre coût d’usinage
Selon L’analyse complète des coûts de Scan2CAD , l’économie de l’usinage dépend de plusieurs variables interconnectées. Examinons chaque facteur ainsi que son impact relatif sur votre devis final.
1. Choix du matériau et volume
Les coûts des matériaux varient en fonction de leur type, de leur quantité et des conditions du marché actuel. À titre indicatif, les plastiques coûtent nettement moins cher que les métaux — mais même au sein des catégories métalliques, les écarts de prix sont importants. L’aluminium 6061 peut coûter entre 3 et 8 $ le livre, tandis que l’acier inoxydable varie de 5 à 15 $ le livre, et que des alliages spécialisés comme le titane peuvent dépasser 30 $ le livre.
Au-delà du prix des matières premières, prenez en compte la quantité de matière brute consommée par votre conception. Une pièce nécessitant une usinage de 80 % de la matière génère plus de déchets, un temps d’usinage prolongé et une usure accrue des outils, comparée à des conceptions qui préservent davantage de la matière brute initiale. La formule du coût de la matière métallique pour l’usine inclut à la fois le prix d’achat de la matière et l’efficacité avec laquelle votre conception l’utilise.
2. Complexité géométrique
La complexité de la pièce est directement corrélée au temps d’usinage — le facteur de coût le plus important selon les analyses sectorielles. Les géométries complexes nécessitent :
- Plusieurs changements d’outils pour usiner différentes caractéristiques
- Des montages supplémentaires afin d’accéder aux caractéristiques sous différentes orientations
- Temps de programmation plus long pour des trajectoires d’outil complexes
- Vitesses de coupe plus lentes afin de maintenir la précision sur les détails fins
Selon la répartition des coûts de prototypage d’Hotean, la complexité de conception à elle seule peut augmenter le temps d’usinage de 30 à 50 %. Un simple bloc en aluminium rectangulaire percé de trous basiques pourrait coûter 150 $, tandis que la même pièce de base, dotée de contours complexes et de poches à profondeur variable, pourrait atteindre 450 $ ou plus.
3. Exigences en matière de tolérances
Comme mentionné précédemment, les spécifications de tolérance influencent fortement le coût de fabrication. Les tolérances standard (±0,010 po) constituent le prix de référence. En les resserrant à ±0,005 po, il faut s’attendre à une augmentation du coût de 1,5 à 2 fois. En visant ±0,001 po, les coûts peuvent quadrupler, selon les références sectorielles.
Cette augmentation des coûts reflète des exigences réelles de fabrication : passes supplémentaires, avances plus lentes, outillages spécialisés et protocoles d’inspection renforcés consomment tous du temps et des ressources.
4. Économies d’échelle
C’est ici que la compréhension des coûts de mise en place devient essentielle. Chaque opération d’usinage CNC nécessite une programmation, la préparation des dispositifs de fixation, la sélection des outils et la configuration de la machine — qu’il s’agisse de fabriquer une seule pièce ou cent pièces. Ces coûts fixes sont répartis sur la quantité commandée.
L’aspect économique est frappant : les données d’analyse des coûts montrent qu’un prototype unique peut coûter 500 $, tandis que la commande de 10 unités fait chuter le prix unitaire à environ 300 $ chacune. À partir de 50 unités ou plus, les coûts peuvent diminuer jusqu’à 60 %, ramenant le prix unitaire à environ 120 $.
| Quantité de commande | Coût unitaire approximatif | Réduction des coûts |
|---|---|---|
| 1 unité | $500 | Base |
| 10 unités | $300 | réduction de 40 % |
| 50 unités et plus | $120 | réduction de 60 % |
Cela explique pourquoi les petites commandes d’usinage CNC comportent un prix unitaire plus élevé : vous supportez les coûts de mise en place sur un nombre moindre de pièces.
5. Opérations de finition
Les traitements post-usinage entraînent des coûts supplémentaires que beaucoup négligent lors de l’établissement du budget initial. Selon les données relatives aux coûts de finition :
- Finition « tel qu’usiné » : Aucun coût supplémentaire — délai d’exécution le plus court
- Grenage : Ajoute 10 à 20 $ par pièce pour obtenir une texture mate uniforme
- Anodisation : Ajoute 25 à 50 $ par unité pour la résistance à la corrosion et la couleur
- Revêtement en poudre : Ajoute 30 à 70 $ selon les dimensions et la complexité de la pièce
Chaque finition remplit une fonction technique ou esthétique, mais les coûts s’accumulent rapidement sur les commandes comportant plusieurs pièces.
Des choix de conception intelligents permettant de réduire les coûts de fabrication
Maintenant que vous connaissez les facteurs influençant les coûts, comment minimiser les dépenses sans compromettre la fonctionnalité ? L’analyse DFM de Fictiv identifie les principes de conception « exigeant le moins d’effort », qui se traduisent directement par des coûts inférieurs :
- Concevoir en tenant compte de la géométrie des matériaux standards — Les pièces découlant directement de barres, tôles ou barres rondes standard minimisent les déchets initiaux et la complexité de mise en place
- Limiter le nombre de mises en position à deux ou moins — Chaque orientation supplémentaire du dispositif de fixation ajoute un temps significatif ; concevez les pièces de façon à ce qu’elles puissent être usinées avec un nombre minimal d’orientations
- Utiliser des géométries d’outils standard — Les pièces présentant des caractéristiques usinables avec des fraises à bout plat, des forets et des outils de chanfreinage courants coûtent moins cher que celles nécessitant des outils spécialisés
- Spécifier uniquement les tolérances nécessaires — Appliquez des tolérances serrées uniquement aux surfaces fonctionnelles ; utilisez des tolérances générales partout ailleurs
- Évitez les poches profondes et les parois minces — Les caractéristiques exigeant des outils spécialisés à grande portée ou une gestion rigoureuse de la déformation augmentent le temps d’usinage
- Arrondissez les angles internes — Les angles internes vifs nécessitent des outils plus petits et plusieurs passes ; des rayons généreux permettent un usinage plus rapide
- Choisissez des finitions de surface standard — Les finitions « telles que usinées » ou sablées coûtent moins cher que l’anodisation ou la peinture par poudre lorsque l’apparence n’est pas critique
Ces modifications ne compromettent pas l’intention technique : elles alignent les décisions de conception sur les réalités de la fabrication.
Prototypage vs production : considérations économiques différentes
La phase de votre projet influence considérablement la stratégie d’approvisionnement optimale. Pour les prototypes, la rapidité et la flexibilité priment généralement sur l’optimisation du coût unitaire. Vous testez des concepts, itérez sur les conceptions et validez l’ajustement : payer un prix unitaire majoré pour de petites quantités est justifié lorsque le délai nécessaire pour acquérir des connaissances est le facteur déterminant.
Les volumes de production modifient le calcul économique. Les coûts de mise en place se répartissent sur des centaines ou des milliers de pièces, des remises sur les achats en gros de matériaux apparaissent, et l’optimisation des procédés devient rentable. À ce stade, la rentabilité unitaire domine la prise de décision.
Lorsque l’usinage en ligne offre des avantages coûts
Les plateformes numériques excellent dans des scénarios précis :
- Quantités de prototypes (1 à 50 pièces) — Devis instantanés, délais de livraison rapides et aucune charge administrative liée à l’établissement d’une relation commerciale
- Cycles d’itération de conception — Des devis rapides pour plusieurs variantes aident à optimiser les conceptions avant l’engagement en production
- Besoin de capacité excédentaire — Lorsque vos fournisseurs habituels sont à pleine capacité, les réseaux en ligne offrent immédiatement des alternatives
- Matériaux ou procédés spécialisés — Accès à des réseaux de compétences plus étendus que ceux offerts par les options locales
Cas où les ateliers traditionnels peuvent être plus compétitifs
Une évaluation honnête met en lumière des scénarios dans lesquels des relations établies offrent des avantages :
- Séries de production à haut volume — Les contrats à long terme avec des fournisseurs locaux permettent souvent d’obtenir de meilleurs prix grâce à des remises liées à la relation et à l’optimisation des processus
- Ensembles complexes nécessitant une collaboration — Les conceptions qui bénéficient des retours des usineurs pendant la phase de développement fonctionnent souvent mieux avec des partenaires connaissant bien vos produits
- Secteurs réglementés disposant d’approbations déjà établies — Si un fournisseur détient déjà les approbations requises pour votre système qualité, le changement implique des coûts de qualification
- Avantages liés à la proximité géographique — Lors de la recherche de « usinage CNC à proximité » ou de « CNC à proximité », les ateliers locaux éliminent les frais d’expédition et permettent un retrait le jour même pour les besoins urgents
Établir des attentes budgétaires réalistes
Avant de demander votre premier devis, définissez vos attentes en fonction des paramètres de votre projet :
- Prototypes simples en aluminium avec tolérances standard : 100 à 300 $ par pièce
- Pièces complexes à multiples caractéristiques ou à tolérances serrées : 300 à 800 $ par pièce
- Matériaux spécialisés ou finitions étendues : 500 à 1 500 $ ou plus par pièce
- Quantités de production (50 pièces ou plus) : réduction de 40 à 60 % par rapport aux prix appliqués aux prototypes
Ces fourchettes constituent des points de départ — vos devis réels dépendent de la géométrie spécifique, du matériau et des exigences précises. Toutefois, aborder le processus de demande de devis avec une idée approximative des coûts vous permet d’évaluer si les devis reçus sont conformes aux normes du marché ou s’ils nécessitent un examen plus approfondi.
Les considérations liées aux coûts conduisent naturellement à une autre question importante : quelles exigences spécifiques au secteur pourraient s'appliquer à votre application ? Les secteurs automobile, aéronautique et médical imposent chacun des normes de certification et de documentation qui influencent à la fois la sélection des fournisseurs et les coûts du projet.

Exigences sectorielles, de l’automobile à l’aéronautique
Vous avez déterminé votre matériau, précisé les tolérances appropriées et compris les facteurs de coût. Mais voici une question qui piège de nombreux utilisateurs débutants de l’usinage en ligne : votre secteur impose-t-il des exigences supplémentaires allant au-delà des spécifications de base de la pièce ? Pour les applications automobiles, aéronautiques et médicales, la réponse est presque certainement affirmative.
Différents secteurs exigent des niveaux variés de documentation, de traçabilité et de maîtrise des processus. Le choix d’un partenaire de fabrication ne disposant pas des certifications appropriées peut aboutir à des pièces que vous ne pouvez tout simplement pas utiliser—quelle que soit leur précision dimensionnelle.
Exigences et certifications relatives aux composants automobiles
Le secteur automobile fonctionne selon certains des cadres qualité les plus exigeants de l’industrie manufacturière. Lorsque vous approvisionnez des pièces destinées à des applications automobiles, une certification se distingue particulièrement : IATF 16949 .
Que signifie concrètement la norme IATF 16949 pour vous en tant que client ? Selon le guide de certification d’American Micro Industries, cette norme mondiale relative à la gestion de la qualité dans le secteur automobile associe les principes de la norme ISO 9001 aux exigences spécifiques au secteur en matière d’amélioration continue, de prévention des défauts et de surveillance rigoureuse des fournisseurs. Elle constitue le sésame indispensable pour collaborer avec les grands constructeurs automobiles (OEM) et les fournisseurs de premier rang (Tier 1).
Les éléments clés garantis par la certification IATF 16949 comprennent :
- Accent mis sur la prévention des défauts — Des systèmes conçus pour détecter les problèmes avant qu’ils ne surviennent, et non seulement après coup
- Traçabilité des produits — Une documentation exhaustive reliant chaque pièce aux lots de matières premières, aux machines et aux opérateurs spécifiques
- Protocoles d'amélioration continue — Des procédures d’actions correctives documentées permettant d’éviter la récurrence des problèmes
- Gestion de la qualité fournisseur — Une surveillance rigoureuse s’étendant à l’ensemble de la chaîne d’approvisionnement
Au-delà de l’IATF 16949, la fabrication automobile exige Contrôle Statistique des Processus (CSP) capacités. Pourquoi la MSP est-elle importante ? Lorsque vous produisez des milliers de composants identiques, les variations sont inévitables. La surveillance par MSP suit en temps réel les tendances dimensionnelles, détectant tout décalage avant que les pièces ne sortent des tolérances spécifiées. Cette constance s’avère critique dans la production à grande échelle, où même de faibles taux de défauts engendrent des coûts qualité significatifs.
Pour les ingénieurs qui achètent des composants automobiles via des plateformes en ligne, la vérification préalable de ces qualifications évite des surprises désagréables. Shaoyi Metal Technology , par exemple, maintient la certification IATF 16949 ainsi qu’une solide capacité en MSP — démontrant ainsi le type de services d’usinage CNC de précision qualifiés pour l’industrie automobile, requis par les chaînes d’approvisionnement des équipementiers d’origine (OEM). Leur approche des assemblages de châssis et des douilles métalliques sur mesure reflète la rigueur documentaire exigée par les applications automobiles.
Exigences réglementaires dans les secteurs médical et aérospatial
Si les normes automobiles semblent exigeantes, les exigences médicales et aérospatiales ajoutent des couches supplémentaires de complexité. Ces secteurs réglementés imposent des normes de documentation et de traçabilité pour lesquelles les raccourcis ne sont tout simplement pas envisageables.
Aérospatiale : là où la traçabilité des matériaux est non négociable
L’usinage CNC aérospatial s’effectue dans le cadre de référentiels conçus pour garantir une fiabilité absolue. Lorsqu’un composant tombe en panne à 35 000 pieds, les conséquences sont catastrophiques — ce qui explique pourquoi les exigences de certification aérospatiale comptent parmi les plus rigoureuses du secteur manufacturier.
AS9100 aS9100 constitue la norme fondamentale de qualité aérospatiale. Comme l’indiquent des experts en certification sectorielle, AS9100 s’appuie sur ISO 9001 et y ajoute des exigences spécifiques au secteur aérospatial, mettant l’accent sur la gestion des risques, une documentation rigoureuse et le contrôle de l’intégrité des produits tout au long de chaînes d’approvisionnement complexes.
Pour les activités aérospatiales liées à la défense, ITAR (International Traffic in Arms Regulations) l’ITAR ajoute une autre couche critique. Selon L’analyse ITAR d’Advantage Metal Products , ce cadre contrôle strictement la gestion des données techniques sensibles et des composants. La conformité exige un statut d’enregistrement auprès du Département d’État des États-Unis et le respect rigoureux de protocoles de sécurité de l’information.
Ce que signifie concrètement l’ITAR pour la fabrication :
- Exigences en matière de sécurité des installations — Accès contrôlé aux zones de production manipulant des composants destinés à la défense
- Protocoles de gestion des données — Transferts sécurisés de fichiers CAO/FAO et opérations d’usinage protégées
- Restrictions applicables au personnel — Uniquement des personnes ressortissantes des États-Unis autorisées à accéder aux données techniques contrôlées
- Qualification des fournisseurs — Tous les sous-traitants doivent également être conformes à l’ITAR
De plus, Accréditation Nadcap valide les procédés spéciaux essentiels à la fabrication aérospatiale — le traitement thermique, le traitement chimique et les essais non destructifs. Contrairement aux certifications qualité générales, le NADCAP examine, avec une rigueur exceptionnelle, les contrôles propres à chaque procédé. Pour les services d’usinage CNC à 5 axes destinés à la production de géométries aérospatiales complexes, ces validations spécialisées s’avèrent souvent indispensables.
Usinage médical : la sécurité des patients guide toutes les décisions
Les normes d’usinage médical existent pour une raison fondamentale : la sécurité des patients. Lorsqu’un implant chirurgical ou un composant d’un dispositif de diagnostic tombe en panne, des vies humaines sont en jeu. Cette réalité façonne tous les aspects des exigences applicables à la fabrication des dispositifs médicaux.
ISO 13485 constitue la norme déterminante en matière de management de la qualité pour les dispositifs médicaux. Selon spécialistes de l’ingénierie de précision , cette norme définit des contrôles stricts en matière de conception, de fabrication, de traçabilité et d’atténuation des risques. Chaque année, des dispositifs médicaux défectueux causent plus de 83 000 blessures et décès aux États-Unis uniquement — ce qui explique pourquoi ces exigences restent non négociables.
Les exigences clés de la norme ISO 13485 applicables aux opérations d’usinage CNC comprennent :
- Instructions de travail documentées — Chaque décision de programmation CNC doit suivre des protocoles établis
- Contrôles de conception — Essais et validation par analyse par éléments finis (AEF) pour les implants et les composants critiques
- Systèmes de traçabilité — Identification unique des dispositifs (UDI) et dossiers historiques complets des dispositifs (DHR)
- Validation du processus — Protocoles d’installation qualifiée (IQ), de fonctionnement qualifié (OQ) et de performance qualifiée (PQ) attestant de la reproductibilité des résultats d’usinage
Aux États-Unis, les fabricants doivent également se conformer à FDA 21 CFR Partie 820 — la réglementation sur le système qualité régissant la production de dispositifs médicaux. Ce cadre couvre la conception des produits, les procédures de fabrication et les systèmes de suivi permettant une réaction rapide en cas de problèmes survenant après la mise sur le marché.
Pour les services d'usinage CNC par tournage destinés à la production de composants médicaux, la combinaison de la certification ISO 13485 et de la conformité à la réglementation de la FDA garantit une assurance qualité exhaustive. En l’absence de ces certifications, les pièces ne peuvent légalement pas entrer dans la chaîne d’approvisionnement médicale — quelle que soit leur précision dimensionnelle.
Résumé des certifications : Ce qu’il faut rechercher
Le tableau suivant résume les principales certifications selon leur domaine d’application industrielle :
| Industrie | Certifications principales | Exigences supplémentaires | Domaines d'attention clés |
|---|---|---|---|
| Automobile | IATF 16949, ISO 9001 | Capacité SPC, documentation PPAP | Prévention des défauts, surveillance des fournisseurs, traçabilité |
| Aérospatial | AS9100, Nadcap | Enregistrement ITAR (défense), certifications des matériaux | Gestion des risques, maîtrise des procédés spéciaux, sécurité des données |
| Appareils médicaux | ISO 13485, FDA 21 CFR Partie 820 | Essais de biocompatibilité, conformité aux exigences UDI | Sécurité des patients, traçabilité, validation des procédés |
| Défense | AS9100, ISO 9001 | Enregistrement ITAR, habilitations de sécurité de l’établissement | Sécurité de l'information, approvisionnement local, contrôles des personnels |
Pourquoi ces certifications sont-elles essentielles pour vos projets ?
Cela semble complexe ? Voici l’essentiel sur le plan pratique : les certifications ne constituent pas une simple charge administrative ; elles vous garantissent que vos partenaires de fabrication disposent des systèmes, de la formation et des mécanismes de supervision nécessaires pour assurer une qualité constante dans le cadre d’applications exigeantes.
Lors de l’évaluation de prestataires d’usinage en ligne destinés à des secteurs réglementés, vérifiez leurs certifications avant de télécharger votre premier fichier. La plupart des plateformes affichent clairement ces accréditations, mais n’hésitez pas à demander des copies des certificats eux-mêmes. Veillez à ce que les dates d’enregistrement soient à jour : les certifications exigent des audits réguliers afin de conserver leur validité.
Pour les projets situés en dehors des secteurs réglementés, ces certifications témoignent néanmoins d’une maturité industrielle en matière de fabrication. Un atelier qui maintient la conformité aux normes IATF 16949 ou AS9100 a réalisé un investissement important dans ses systèmes qualité, la formation de son personnel et la maîtrise de ses processus. Cet investissement profite à tous les clients, y compris à ceux qui ne sont pas soumis à des exigences formelles en matière de certification.
Comprendre les exigences sectorielles vous aide à choisir des partenaires de fabrication adaptés. Mais comment évaluer la qualité au-delà de la simple vérification des certifications ? La section suivante propose un cadre pratique pour évaluer les services d’usinage en ligne, y compris les signaux d’alerte qui devraient susciter votre vigilance.
Comment évaluer la qualité des services d’usinage en ligne
Vous avez identifié votre matériau, précisé les tolérances et compris les exigences en matière de certification sectorielle. Une question pratique se pose désormais : comment évaluer concrètement si un prestataire spécifique d’usinage en ligne sera en mesure de livrer des pièces de qualité dans les délais impartis ? Les certifications constituent un point de départ — mais elles ne racontent pas toute l’histoire.
Que vous recherchiez des « ateliers d’usinage à proximité » ou que vous exploriez des réseaux mondiaux de fabrication, le processus d’évaluation repose sur des principes similaires. Cette section propose un cadre neutre, indépendant de tout fournisseur, pour évaluer la qualité du service — ainsi que les signaux d’alerte qui devraient vous inciter à réfléchir à deux fois avant de passer une commande.
Certifications et indicateurs de qualité à vérifier
Les certifications ISO sont fréquemment mentionnées, mais que garantissent-elles réellement pour vous en tant que client ? Selon l’analyse des certifications de Focused on Machining, la certification ISO fait la différence entre un atelier qui fonctionne à l’instinct et un atelier qui dispose d’un ensemble clair de procédures documentées afin de satisfaire les normes industrielles les plus exigeantes.
ISO 9001:2015 reste la certification fondamentale en matière de management de la qualité. Les ateliers titulaires de cette accréditation ont élaboré et documenté l’ensemble de leurs processus, assurent la traçabilité des matériaux et des procédés, et se soumettent à des audits internes et externes réguliers. Cette approche systématique permet d’établir des procédures reproductibles pour les devis, la gestion des matériaux, la production, l’assurance qualité et l’expédition.
Mais voici ce que de nombreux acheteurs négligent : la mise en œuvre de la certification varie considérablement d’un atelier à l’autre. Comme le soulignent des experts du secteur, bien que les exigences de la norme ISO soient strictes, la réalité est que leur application est souvent chaotique et chronophage. Des dossiers papier et des informations manuscrites peuvent satisfaire aux exigences documentaires, mais elles ne constituent certainement pas un modèle d’efficacité.
Les meilleurs prestataires ont numérisé leurs processus ISO — intégrant des listes de contrôle dans des logiciels, automatisant la documentation et conservant des registres d’inspection facilement accessibles. Cette approche numérique permet des réponses plus rapides, des coûts réduits et une meilleure traçabilité en cas de problème.
Questions à poser concernant les capacités d’inspection
Des affirmations sur la qualité signifient peu sans des capacités d’inspection pour les étayer. Selon Le guide d’évaluation des prestataires du groupe Kesu , des fournisseurs fiables utilisent des outils d’inspection avancés tels que des machines à mesurer tridimensionnelles (MMT) avec une précision allant jusqu’à ±0,001 mm, des outils de mesure bidimensionnels ou des analyseurs XRF pour la vérification des matériaux.
Avant de vous engager auprès d’un fournisseur, posez-lui ces questions spécifiques :
- Quels équipements d’inspection utilisez-vous ? — Les MMT, les comparateurs optiques et les outils manuels étalonnés témoignent d’un engagement sérieux en matière de qualité
- Effectuez-vous des inspections en cours de processus ou uniquement des inspections finales ? — Les contrôles en cours de processus permettent de détecter les erreurs précocement, réduisant ainsi les retards liés aux pièces défectueuses
- Pouvez-vous fournir des rapports d’inspection dimensionnelle ? — Les rapports d’inspection du premier article (FAI) vérifient les dimensions critiques avant le lancement de la production en série
- Quel est votre taux de défauts ou de retours ? — Des fournisseurs dont le taux annuel de retours est inférieur à 0,2 % démontrent un contrôle qualité rigoureux
- Proposez-vous des retours d'information sur la conception pour la fabricabilité (DFM) ? — Un examen proactif de la conception évite les retards causés par des problèmes de fabrication
Votre liste de vérification d'évaluation
Lorsque vous comparez des services d’usinage CNC à proximité ou que vous évaluez des plateformes mondiales, utilisez cette liste de contrôle complète pour évaluer les partenaires potentiels :
- Certifications détenues — Vérifiez qu’ils détiennent au minimum la certification ISO 9001 en cours de validité ; des certifications sectorielles (IATF 16949, AS9100, ISO 13485) sont requises pour les applications réglementées
- Transparence sur l’approvisionnement des matériaux — Sont-ils en mesure de documenter l’origine des matériaux et de fournir des certificats de laminage si nécessaire ?
- Réactivité en matière de communication — Répondent-ils aux demandes techniques dans les 24 heures ? Une communication rapide dès la phase de devis permet d’anticiper leur comportement durant la phase de production
- Politiques de révision — Comment gèrent-ils les modifications de conception après la passation de la commande ? Des procédures claires de modification de commande évitent toute ambiguïté
- Documentation des inspections — Quels documents qualité accompagnent les pièces livrées ? Sont-ils en mesure de retrouver la documentation historique en cas de problème ultérieur ?
- Capacités de la machine — Disposent-ils des équipements appropriés (fraisage 3 axes, fraisage 5 axes, tournage CNC) pour la géométrie de votre pièce ?
- Capacité de production — Sont-ils capables de répondre à vos besoins de volume sans surcharger leur planning ?
Drapeaux rouges à surveiller lors de l’évaluation des usines d’usinage en ligne
Tous les prestataires d’usinage en ligne ne garantissent pas la même qualité. Prêtez attention à ces signes avant-coureurs qui révèlent d’éventuels problèmes :
- Aucune question technique concernant votre conception — Les prestataires qui établissent un devis pour des pièces complexes sans poser aucune question de clarification risquent de ne pas maîtriser les défis liés à la fabrication. Selon Le guide de fiabilité de Xmake , si un prestataire se contente d’établir un devis sur la base des seules informations fournies, sans aucun retour technique, cela constitue souvent un signal d’alerte, notamment pour les pièces plus complexes.
- Délais de livraison irréalistement courts — Ce qui semble trop beau pour être vrai l’est généralement. Des analyses sectorielles mettent en garde contre les promesses excessives, susceptibles d’entraîner une production précipitée, nuisant ainsi à la qualité et provoquant des retards.
- Structures tarifaires floues — Les prestataires sérieux fournissent des devis détaillés ventilant les coûts des matériaux, de l’usinage, des finitions et de l’expédition. La présence de frais cachés indique un manque de transparence.
- Silence radio après la passation de la commande — Si un atelier cesse toute communication après avoir reçu votre commande, cela constitue un risque important. Les mises à jour concernant la production doivent être proactives, et non obtenues par des relances répétées.
- Absence de documentation attestant des capacités d’inspection — Un atelier incapable de décrire ses équipements de mesure ou ses procédures d’inspection manque probablement de systèmes qualité rigoureux.
- Certifications expirées ou absentes — Les certifications exigent des audits réguliers. Des accréditations expirées suggèrent un relâchement dans la maintenance du système qualité.
Comprendre les quantités minimales de commande
Les quantités minimales commandées (QMC) varient considérablement entre les services d’usinage en ligne — comprendre ces différences vous aide à choisir les prestataires adaptés à l’échelle de votre projet.
Plateformes de devis instantanés acceptent généralement des commandes d’une seule pièce. Leurs systèmes automatisés gèrent efficacement l’établissement des devis, quel que soit le volume, ce qui les rend idéaux pour la prototypage et la production en petites séries. Les coûts de mise en place sont intégrés dans le prix unitaire, ce qui explique des coûts unitaires plus élevés pour les petites commandes.
Ateliers mécaniques en ligne traditionnels peuvent imposer des quantités minimales de commande (QMC) de 5, 10 ou même 50 pièces — notamment pour les matériaux standards ou les géométries simples. Ces seuils minimaux reflètent la logique économique des processus de devis manuels et de l’allocation du temps de préparation.
Aucune de ces deux approches n’est intrinsèquement supérieure. Adaptez le modèle de service à vos besoins spécifiques : les plateformes instantanées pour plus de souplesse et de rapidité ; les ateliers traditionnels, éventuellement, pour une meilleure rentabilité unitaire sur les commandes plus importantes.
Fiabilité des délais de livraison : ce à quoi vous pouvez réellement vous attendre
Les délais de livraison indiqués dans les devis n’ont aucune valeur si les prestataires les manquent systématiquement. Selon des spécialistes des achats industriels, vous devriez demander des données relatives au taux de livraison dans les délais du prestataire — idéalement supérieur à 95 %.
Attentes réalistes en matière de délais de livraison selon le type de projet :
| Type de projet | Délai de livraison habituel | Facteurs de fiabilité |
|---|---|---|
| Prototypes simples (1 à 5 pièces) | 5 à 10 jours ouvrables | Matériaux standards en stock, préparations minimales |
| Prototypes complexes | 10 à 15 jours ouvrables | Usinage multi-axes, matériaux spécialisés, tolérances serrées |
| Production à faible volume | 2 à 4 semaines | Optimisation par lots, vérification systématique de la qualité |
| Commandes express | 3-5 jours ouvrables | Tarification premium, planification prioritaire |
Plusieurs facteurs influencent la capacité des prestataires à atteindre ces objectifs : la charge de travail actuelle, la disponibilité des matériaux et la complexité de votre conception. Les prestataires disposant de systèmes de suivi en temps réel des commandes font preuve d’une maturité opérationnelle : vous pouvez suivre l’avancement de votre commande au lieu de vous interroger sur son statut.
Plateformes de devis instantanés contre ateliers mécaniques en ligne traditionnels
Comprendre la distinction entre ces modèles de service vous aide à choisir l’approche la plus adaptée à votre projet :
Plateformes de devis instantanés utilisent des systèmes pilotés par l’intelligence artificielle pour analyser la géométrie et générer un devis en quelques secondes. Ils sont généralement connectés à des réseaux de partenaires manufacturiers vérifiés, acheminant les commandes vers les fournisseurs les mieux adaptés en fonction de leurs capacités, de leur capacité de production et de leur localisation. Leurs avantages incluent la rapidité, la transparence et une expérience utilisateur cohérente. Les inconvénients potentiels peuvent être une moindre flexibilité face à des exigences inhabituelles ou à des consultations complexes.
Ateliers mécaniques en ligne traditionnels proposent des devis en ligne, mais impliquent une interaction humaine plus importante. Les devis peuvent prendre de 24 à 48 heures, car des ingénieurs examinent les spécifications. Cette approche convient souvent mieux aux projets complexes nécessitant une collaboration technique, des dispositifs de fixation sur mesure ou des matériaux inhabituels. L’aspect relationnel peut apporter de la valeur lorsque les projets évoluent ou exigent une production continue.
De nombreux acheteurs utilisent stratégiquement les deux modèles : des plateformes instantanées pour les prototypes simples et les itérations rapides, et des relations traditionnelles pour les volumes de production ou les applications techniquement exigeantes.
Grâce à ce cadre d’évaluation, vous pouvez analyser objectivement les prestataires d’usinage en ligne, qu’il s’agisse d’ateliers locaux ou de plateformes mondiales. Toutefois, l’usinage CNC n’est pas toujours la méthode de fabrication optimale. La section suivante compare l’usinage en ligne à d’autres procédés de fabrication, tels que l’impression 3D et le moulage par injection, afin de vous aider à choisir la technologie adaptée à chaque application.
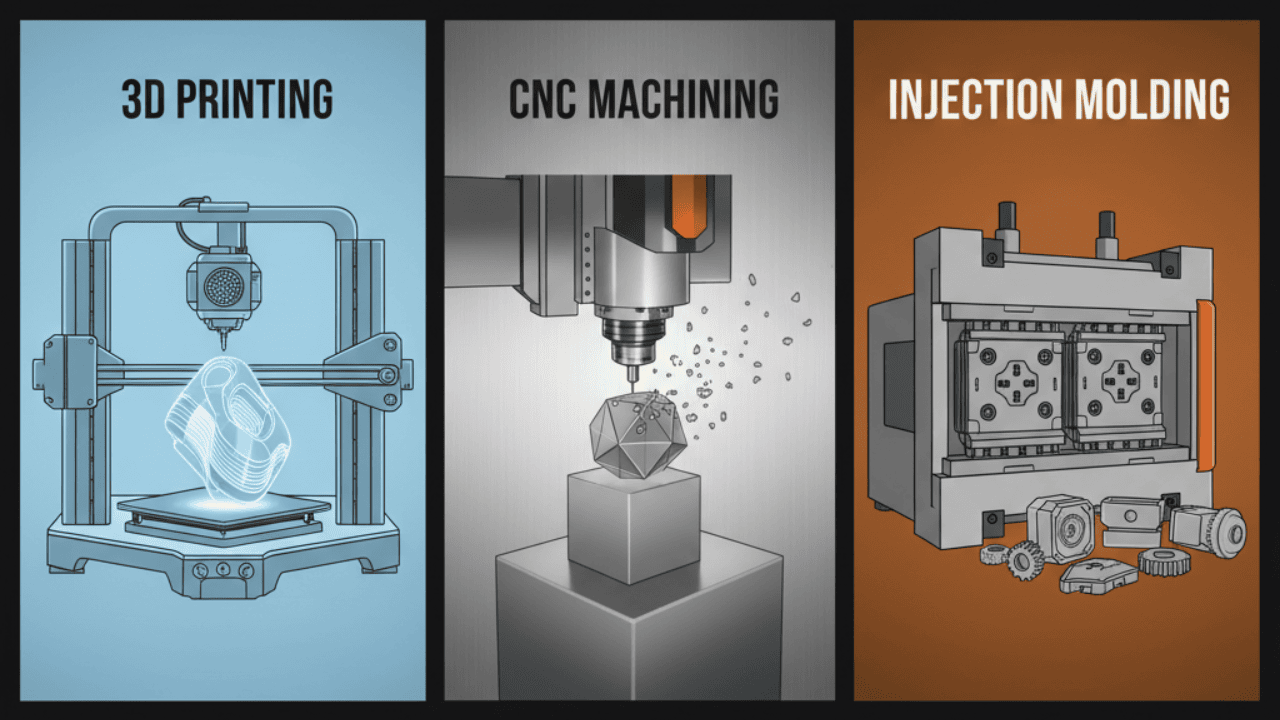
Usinage en ligne contre autres méthodes de fabrication
Voici une réalité que des partenaires de fabrication honnêtes ne manqueront pas de vous rappeler : l'usinage CNC n'est pas toujours la meilleure solution. Parfois, l'impression 3D permet de produire des pièces plus rapidement et à moindre coût. Dans d'autres cas, le moulage par injection s'avère plus rentable qu'un usinage classique. Enfin, pour certaines géométries, l'usinage de tôle donne des résultats supérieurs avec moins de déchets de matière.
Savoir quand utiliser chaque méthode de fabrication — et quand les combiner — fait la différence entre un développement produit réussi et des essais coûteux menés au hasard. Construisons ensemble un cadre décisionnel pratique afin que vous puissiez choisir la technologie adaptée à chaque application.
Quand l'impression 3D surpasse l'usinage CNC
La fabrication additive a profondément transformé l'économie du prototypage. Selon la comparaison exhaustive des procédés de fabrication réalisée par 3D People, l'impression 3D ne comporte aucun coût initial : aucune fabrication d'outillage n'est requise, ni aucune programmation de trajectoires d'outils. Cette entrée sans barrière rend cette technologie particulièrement séduisante en phase de développement précoce.
À quel moment l’impression 3D surpasse-t-elle une machine à commande numérique (CNC) pour la fabrication de pièces métalliques ou plastiques ? Envisagez ces scénarios :
- Géométries internes complexes — Structures en treillis, canaux internes et formes organiques qui exigeraient plusieurs montages ou s’avéreraient impossibles à réaliser par des méthodes soustractives
- Itération rapide de conception — Lorsque vous testez simultanément plusieurs concepts et que les modifications interviennent quotidiennement
- Faibles quantités de pièces complexes — Prototypes uniques pour lesquels les coûts de montage CNC dominent le coût unitaire par pièce
- Conceptions optimisées topologiquement — Structures allégées qui tirent parti de la liberté géométrique offerte par la fabrication additive
Toutefois, l’impression 3D comporte des limites que les machines CNC métalliques surmontent aisément. L’état de surface présente généralement des stries de couches nécessitant un traitement postérieur. Les choix de matériaux restent plus restreints, notamment pour les applications hautes performances. En outre, bien que la précision dimensionnelle s’améliore, elle demeure inférieure à celle des machines CNC pour les tolérances serrées.
La dynamique des coûts évolue considérablement en fonction de la taille de la pièce. Selon analyse sectorielle , l'impression 3D devient coûteuse pour les pièces volumineuses, où le temps d'impression — le principal facteur de coût — s’allonge considérablement. Une machine à découper CNC produit souvent des géométries grandes et simples de façon plus économique que les procédés additifs.
Moulage par injection contre usinage pour les volumes de production
Si vous envisagez une production dépassant 10 000 unités, le moulage par injection mérite une réflexion sérieuse. L’aspect économique est simple : des coûts initiaux élevés liés à la réalisation des moules, répartis sur un volume très important, permettent d’obtenir un prix unitaire exceptionnellement bas.
Selon les données relatives aux coûts de fabrication, le coût du moule pour le moulage par injection commence généralement à 3 000 £ et augmente fortement avec la complexité de la pièce. Toutefois, une fois le moule réalisé, ce procédé offre un coût unitaire exceptionnellement faible, la matière première constituant la principale dépense.
Considérez cette comparaison issue de la pratique industrielle pour un boîtier électronique :
| Procédé | 1 unité | 500 unités | 5 000 unités |
|---|---|---|---|
| Impression 3D SLS | £15.59 | 2,64 £/unité (1 320 £ au total) | 2,35 £/unité (11 750 £ au total) |
| Usinage CNC | £125.20 | 8,06 £/unité (4 030 £ au total) | Demander un devis |
| Moulage par injection | N/D (coût du moule : 5 429 £) | 0,92 £/unité (5 889 £ au total) | 0,38 £/unité (7 329 £ au total) |
Remarquez comment le moulage par injection ne devient compétitif sur le plan des coûts qu’à partir d’environ 500 unités — et domine à partir de 5 000 unités et plus. Le seuil de rentabilité dépend de la complexité de la pièce, du choix du matériau et des exigences en matière d’outillage. L’usinage CNC conserve ses avantages pour des quantités inférieures à ces seuils.
Sélection de la technologie en un coup d’œil
La comparaison suivante vous aide à identifier rapidement la méthode de fabrication optimale en fonction des exigences de votre projet :
| Critères | Usinage CNC | impression 3D | Moulage par injection |
|---|---|---|---|
| Quantités idéales | 1–5 000 unités | 1 à 10 000 unités | 10 000+ unités |
| Options de matériaux | 20+ plastiques, métaux, bois | 5+ plastiques (procédés PBF) | 100+ plastiques |
| Liberté géométrique | Modéré (limité par l’accès à l’outil) | Élevé (possibilité de géométries internes complexes) | Modéré (angles de dépouille, lignes de parting) |
| Délai de livraison | 7 à 14 jours | 2–7 jours | 15 à 60 jours |
| Coût de démarrage | Frais NRE réduits (à partir de 100 £) | Aucun (commande minimale de 30 à 60 £) | Outils coûteux (à partir de 3 000 £) |
| Finition de surface | Excellent (état après usinage ou poli) | Présence de lignes de couches (finition post-traitement disponible) | Excellent (aspect brillant, texturé ou mat) |
| Flexibilité de la conception | Oui — les modifications nécessitent une reprogrammation | Oui — les modifications sont sans conséquence | Non — les modifications d’outils sont coûteuses |
Usinage de tôles : L'alternative souvent négligée
Lorsque votre conception comporte principalement des surfaces planes, des pliages et des découpes, l’usinage de tôle constitue souvent la solution la plus économique. Une machine à découper CNC travaillant sur des tôles enlève un minimum de matière, contrairement à l’usinage de bloc où jusqu’à 80 % du matériau peut se transformer en copeaux.
La fabrication de tôles est particulièrement adaptée aux applications suivantes :
- Boîtiers, supports et composants de châssis
- Plaques dotées de dispositifs de fixation et d’ouvertures d’aération
- Éléments structurels nécessitant un rapport élevé rigidité/masse
- Pièces pour lesquelles les opérations de pliage remplacent des caractéristiques usinées complexes
Le procédé de découpe CNC combiné au formage sur presse plieuse permet de réaliser des pièces qui coûteraient nettement plus cher si elles étaient usinées à partir d’un brut massif. Si votre géométrie convient au formage de tôle, explorez cette option avant de recourir par défaut à l’usinage traditionnel.
Quand les approches hybrides sont pertinentes
Parfois, la stratégie de fabrication la plus intelligente consiste à combiner plusieurs méthodes. Selon les experts en fabrication, l’approche la plus judicieuse est souvent hybride : commencer par l’impression 3D pour valider le concept, utiliser l’usinage CNC pour les prototypes fonctionnels critiques, puis passer au moulage par injection lorsque la demande est prête.
Envisagez ces stratégies hybrides :
- imprimer d’abord en 3D, puis usiner les caractéristiques critiques — La fabrication additive permet de créer des géométries globales complexes, tandis que l’usinage CNC permet d’atteindre des tolérances serrées sur les surfaces d’assemblage
- Prototyper par usinage, produire par moulage — Les pièces usinées CNC valident la fonctionnalité avant de s’engager dans la réalisation d’outillages coûteux
- Associer des carrosseries en tôle avec des détails usinés — La fabrication de tôles permet de réaliser des enveloppes, tandis que les inserts usinés assurent des interfaces de précision
Passage du prototypage à la production
À mesure que les projets évoluent des concepts initiaux vers des produits prêts à être commercialisés, les exigences de fabrication évoluent également. Selon le guide de transition vers la production de Fictiv, le passage du prototype à la production de masse constitue une transformation complexe nécessitant une planification rigoureuse.
Principaux éléments à prendre en compte lors du passage à l'échelle de la production :
- Consistance des matériaux — Les matériaux utilisés pour le prototype doivent correspondre aux spécifications de production afin d'éviter des imprévus en phase avancée
- Conception pour l'assemblage — Ce qui fonctionne pour l'assemblage manuel du prototype peut échouer sur des lignes de production automatisées
- Validation du processus — Chaque méthode de fabrication doit faire l'objet d'une qualification préalable avant tout engagement à grande échelle
- Prévision de la demande — Travailler avec un partenaire de fabrication capable d'ajuster la production à la hausse ou à la baisse — de 1 000 à 100 000 unités — en utilisant les mêmes procédés s'avère essentiel pour réussir
Les plateformes d'usinage en ligne soutiennent de plus en plus cette transition, en proposant des quantités de prototypes via les mêmes réseaux qui gèrent les volumes de production. Cette continuité élimine les retards liés à une nouvelle qualification lors du passage à l'échelle.
Faire le bon choix technologique
Aucune méthode de fabrication unique ne convient parfaitement à tous les projets. L'usinage CNC via des plateformes en ligne se distingue pour la fabrication de pièces précises en quantités modérées — mais reconnaître ses limites vous aide à prendre de meilleures décisions globalement.
Posez-vous les questions suivantes lors du choix de votre approche :
- Quelle quantité ai-je besoin maintenant — et quelle quantité pourrais-je avoir besoin dans 12 mois ?
- Ma géométrie privilégie-t-elle la liberté de fabrication additive ou la précision de l’usinage soustractif ?
- Suis-je encore en phase d’itération de conception, ou ce produit est-il prêt pour la production ?
- Quelles tolérances et quelles finitions de surface mon application exige-t-elle réellement ?
- La fabrication en tôle ou le moulage pourrait-elle réduire le coût unitaire ?
Les réponses vous orientent vers la technologie appropriée — ou vers des approches hybrides qui exploitent stratégiquement plusieurs méthodes. Une fois le choix de la méthode de fabrication établi, vous êtes prêt à passer aux prochaines étapes concrètes de votre projet d’usinage en ligne.
Passer à l’étape suivante avec l’usinage en ligne
Vous avez parcouru un terrain considérable — de la compréhension de ce que signifie concrètement l’usinage en ligne à l’évaluation des matériaux, des tolérances, des coûts, des exigences industrielles et des méthodes alternatives de fabrication. Maintenant vient la question pratique : comment transformer ces connaissances en actions concrètes ? Que vous commandiez vos premières pièces usinées sur machine-outil à commande numérique (CNC) ou que vous passiez du stade de prototype à la production à grande échelle, cette section finale rassemble l’ensemble des éléments dans un cadre opérationnel.
Adapter les besoins de votre projet au service approprié
Avant de téléverser votre premier fichier, prenez un instant pour aligner les caractéristiques de votre projet sur le modèle de service adapté. Les décisions que vous avez prises tout au long de cet article — choix du matériau, spécifications des tolérances, quantités requises — influencent directement quels services d’usinage CNC en ligne vous permettront d’obtenir des résultats optimaux.
Prenez en compte les critères d’adéquation suivants :
- Quantités de prototypes (1 à 10 pièces) — Les plateformes de devis instantanés excellent dans ce domaine, offrant rapidité et souplesse sans contrainte liée à une relation commerciale
- Production à faible volume (10 à 500 pièces) — Les plateformes instantanées ou les boutiques en ligne traditionnelles conviennent toutes deux ; comparez les devis des deux types de prestataires
- Applications dans des secteurs réglementés — Vérifiez les certifications dès le départ ; les applications automobiles exigent des partenaires certifiés IATF 16949
- Géométries complexes nécessitant une consultation — Les boutiques traditionnelles proposant un soutien technique peuvent apporter une valeur ajoutée allant au-delà du simple prix
- Potentiel d’augmentation de la production — Sélectionnez des partenaires capables de s’adapter à l’évolution de vos volumes afin de garantir la constance de la qualité
Pour les applications automobiles impliquant des assemblages de châssis ou des douilles métalliques sur mesure, des prestataires tels que Shaoyi Metal Technology montrent comment les services d’usinage CNC sur mesure peuvent passer du prototypage rapide à la production de masse, avec des délais d’exécution aussi courts qu’un jour ouvrable — un avantage décisif lorsque les calendriers de développement se raccourcissent.
Bien démarrer avec votre première commande d’usinage en ligne
Prêt à passer à l’étape suivante ? Utilisez cette liste de vérification complète pour vous assurer que votre projet est prêt à être exécuté avec succès :
Liste de vérification de la préparation du projet
-
Préparation du fichier de conception
- Exportez votre modèle au format STEP (.stp, .step) pour une compatibilité optimale
- Vérifiez que la géométrie est étanche, sans surfaces ouvertes ni auto-intersections
- Joignez des plans techniques indiquant les cotes critiques et les tolérances géométriques (GD&T)
- Assurez-vous que toutes les caractéristiques peuvent être usinées depuis des orientations accessibles
-
Choix des Matériaux
- Adaptez les propriétés du matériau aux exigences mécaniques, environnementales et de masse
- Prenez en compte les indices d’usinabilité et leur incidence sur le coût
- Spécifiez les certifications des matériaux si elles sont requises pour votre secteur d'activité
-
Spécification des tolérances
- Appliquez des tolérances serrées uniquement aux caractéristiques fonctionnellement critiques
- Utilisez les tolérances générales indiquées dans la zone de titre (±0,010 po) pour les cotes non critiques
- Prenez en compte l’accumulation des tolérances dans les ensembles comportant plusieurs pièces
-
Planification des quantités
- Commencez par des quantités de prototypes afin de valider la conception avant tout engagement de production
- Intégrez l’amortissement des coûts de mise en place lors de la comparaison entre petites et plus grandes séries
- Communiquer les volumes futurs prévus afin d’explorer des tarifs de partenariat
-
Exigences de finition
- Spécifiez les exigences relatives à l’état de surface (tel que usiné, sablé, anodisé)
- Identifiez les opérations de post-traitement nécessaires (traitement thermique, revêtement)
Traitement des préoccupations liées à la sécurité des fichiers et à la propriété intellectuelle
Les nouveaux utilisateurs hésitent souvent à téléverser leurs conceptions propriétaires sur des plateformes en ligne. Cette inquiétude est légitime : vos conceptions représentent un investissement important en recherche, développement et innovation.
Selon l’analyse de Factorem sur la protection de la propriété intellectuelle, le partage de conceptions innovantes avec des fabricants externes expose à des risques de vol de propriété intellectuelle ou de divulgation non autorisée. Toutefois, les plateformes réputées mettent en œuvre plusieurs couches de protection.
Lors de l’évaluation de la protection de la propriété intellectuelle offerte par un prestataire, recherchez les éléments suivants :
- Accords de non-divulgation (NDA) — Pratique courante dans les relations professionnelles de fabrication
- Protocoles sécurisés de transfert de fichiers — Téléversements chiffrés protégeant les données en transit
- Contrôles d’accès — Accès restreint aux fichiers de conception limité au personnel autorisé
- Accords de fabrication — Conditions claires relatives à la propriété des conceptions et aux restrictions d’utilisation
- Réseaux de partenaires vérifiés — Plates-formes qui évaluent la conformité de leurs partenaires fabricants en matière de sécurité
Pour les conceptions hautement sensibles, envisagez de demander formellement des accords de confidentialité (NDA) avant le téléchargement des fichiers. La plupart des services usinage en ligne établis acceptent ces demandes dans le cadre de leurs pratiques commerciales habituelles.
Commencer par des prototypes avant l’engagement en production
Voici un conseil que suivent systématiquement les ingénieurs expérimentés : valider avant de passer à l’échelle. Selon spécialistes de la fabrication de précision , recourir à des fournisseurs différents pour la fabrication des prototypes et celle en série peut entraîner des écarts de qualité et des incompatibilités d’équipements — une rupture de continuité qui compromet gravement les projets.
L’approche intelligente pour l’usinage CNC de prototypes consiste à :
- Commander d’abord des quantités prototypes — Généralement 1 à 5 pièces afin de valider l’ajustement, la fonctionnalité et la finition
- Tester l’assemblage et les performances — Confirmer que les pièces répondent à l’intention de conception avant de passer à la production en série
- Itérer si nécessaire — Résoudre tout problème détecté lors de l’évaluation du prototype
- Passer à l’échelle avec le même partenaire — Assurer la continuité de la fabrication, depuis le prototypage par usinage CNC jusqu’à la production
Cette approche progressive permet de minimiser les risques. Si des problèmes de conception sont révélés par les pièces prototypes, vous n’avez investi que dans une poignée de pièces plutôt que dans des centaines. Lorsque les prototypes réussissent, le passage à l’échelle s’appuie sur des procédés établis et des trajectoires d’usinage éprouvées.
Des prestataires offrant un passage fluide à l’échelle — comme Shaoyi Metal Technology grâce à leurs capacités allant du prototypage rapide à la production de masse — éliminent les retards liés à la requalification lors de la transition entre les phases du projet. Leur certification IATF 16949 et leurs capacités de maîtrise statistique des procédés (MSP) garantissent que les mêmes systèmes qualité régissent à la fois les phases de prototypage et de production.
Utiliser la fonction de devis instantané pour prendre des décisions éclairées
L’un des plus grands avantages de l’usinage en ligne ? Vous pouvez explorer différentes options sans engagement. Avant de finaliser toute commande, profitez des outils de devis instantanés pour :
- Comparer les prix selon les matériaux — Découvrir comment l’aluminium et l’acier inoxydable influencent votre budget
- Évaluer l’impact des tolérances sur les coûts — Basculer entre les spécifications standard et celles de précision
- Analyser l’économie d’échelle liée à la quantité — Comprendre comment le prix unitaire diminue avec le volume
- Examiner les options de délais de livraison — Trouver un équilibre entre les exigences de rapidité et les contraintes budgétaires
- Identifier dès le départ les problèmes liés à la conception pour la fabrication (DFM) — Des commentaires automatisés signalent les problèmes de fabricabilité avant la production
Cette comparaison d'achats prend quelques minutes, et non plusieurs jours d'appels téléphoniques et de développement de relations. Utilisez-la stratégiquement pour établir des attentes réalistes et identifier l'équilibre optimal entre coût, qualité et délais de livraison pour vos besoins spécifiques en pièces mécaniques sur mesure.
Votre parcours de usinage en ligne commence maintenant
Vous disposez désormais des connaissances nécessaires pour naviguer en toute confiance dans le domaine du usinage en ligne — de la préparation des fichiers à la livraison, en passant par la sélection des matériaux et l'évaluation de la qualité. L'écosystème numérique de fabrication est prêt à transformer vos conceptions en opérations de tournage et de fraisage CNC de précision, permettant la livraison de pièces finies en quelques jours plutôt qu'en plusieurs semaines.
La voie à suivre est claire : préparez vos fichiers conformément aux meilleures pratiques, spécifiez uniquement les tolérances réellement nécessaires, sélectionnez des matériaux adaptés aux exigences de votre application, et choisissez des partenaires de fabrication dont les capacités correspondent aux besoins de votre projet. Commencez par des quantités de prototypes afin de valider votre approche, puis passez à l’échelle en toute confiance dès que les conceptions se révèlent concluantes.
L’usinage en ligne a démocratisé l’accès à la fabrication de précision. Que vous soyez une startup développant votre premier produit ou une entreprise établie optimisant ses chaînes d’approvisionnement, les outils et les connaissances présentés ici vous permettent de tirer pleinement parti de ces capacités. Votre prochaine pièce usinée sur mesure n’est qu’à un téléchargement de fichier.
Questions fréquemment posées sur l’usinage en ligne
1. Quel est le service d’usinage CNC en ligne ?
Le service de usinage CNC en ligne relie directement les ingénieurs et les développeurs de produits aux capacités de fabrication de précision via des plateformes web. Plutôt que de nouer des relations avec des ateliers mécaniques locaux sur plusieurs années, vous téléversez vos fichiers CAO, recevez immédiatement des devis accompagnés d’analyses de faisabilité à la conception (DFM), sélectionnez les matériaux et les tolérances souhaités, puis recevez vos pièces finies en quelques jours. Ces plateformes s’appuient sur des moteurs de devis pilotés par l’intelligence artificielle et sur des réseaux mondiaux de fabrication afin d’assurer transparence, rapidité et prix compétitifs, du stade du prototype à celui de la production en série.
2. Comment obtenir un devis instantané pour l’usinage CNC en ligne ?
Obtenir un devis instantané consiste à téléverser votre fichier CAO (de préférence au format STEP) sur une plateforme d’usinage en ligne. Le système, piloté par l’intelligence artificielle, analyse votre géométrie, calcule les trajectoires d’outils et génère un prix en quelques secondes. Vous pouvez ensuite ajuster des paramètres tels que le choix du matériau, la quantité, les tolérances et les options de finition pour visualiser en temps réel les variations de prix. Le système fournit également, de manière automatisée, des commentaires DFM (Design for Manufacturability) signalant d’éventuels problèmes de réalisabilité avant que vous ne validiez la production.
3. Quels formats de fichiers sont acceptés pour l’usinage CNC en ligne ?
La plupart des plateformes d’usinage en ligne acceptent les fichiers STEP (.stp, .step) comme standard de référence : ils préservent la géométrie volumique et garantissent l’exactitude dimensionnelle entre différents systèmes de CAO. Les fichiers IGES (.igs, .iges) constituent une alternative fiable, offrant une compatibilité étendue. Les fichiers STL sont utilisables, mais présentent des limites pour l’usinage CNC en raison des approximations surfaciques triangulées, qui peuvent nuire à la précision des formes courbes. Vérifiez toujours que votre modèle est étanche, c’est-à-dire qu’il ne comporte aucune surface ouverte, avant de le téléverser.
4. Quel est le coût de l’usinage CNC en ligne ?
Les coûts de l'usinage CNC dépendent de cinq facteurs principaux : le choix du matériau et le volume, la complexité géométrique, les exigences en matière de tolérances, l’économie d’échelle liée à la quantité et les opérations de finition. Les prototypes en aluminium simples, fabriqués selon des tolérances standard, coûtent généralement entre 100 $ et 300 $ par pièce, tandis que les pièces complexes comportant plusieurs caractéristiques et requérant des tolérances serrées peuvent atteindre 300 $ à 800 $. Pour des séries de production de 50 unités ou plus, le coût unitaire diminue souvent de 40 à 60 %, car les coûts de mise en place sont répartis sur un plus grand nombre de pièces. Des prestataires certifiés IATF 16949, tels que Shaoyi Metal Technology, proposent des prix compétitifs ainsi que des capacités allant de la prototypage rapide à la production de masse.
5. Quelles certifications dois-je rechercher chez un sous-traitant en usinage en ligne ?
Les certifications dont vous avez besoin dépendent de votre secteur d'application. La norme ISO 9001:2015 constitue la norme fondamentale en matière de management de la qualité pour la fabrication générale. Les applications automobiles exigent la certification IATF 16949 avec des capacités SPC. Les projets aérospatiaux nécessitent la norme AS9100 et, éventuellement, l'accréditation NADCAP, ainsi que l'enregistrement ITAR pour les travaux liés à la défense. Les composants destinés aux dispositifs médicaux requièrent la conformité à la norme ISO 13485 et à la réglementation FDA 21 CFR Partie 820. Vérifiez toujours que les certifications sont à jour avant de passer des commandes pour des applications dans des secteurs réglementés.