 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

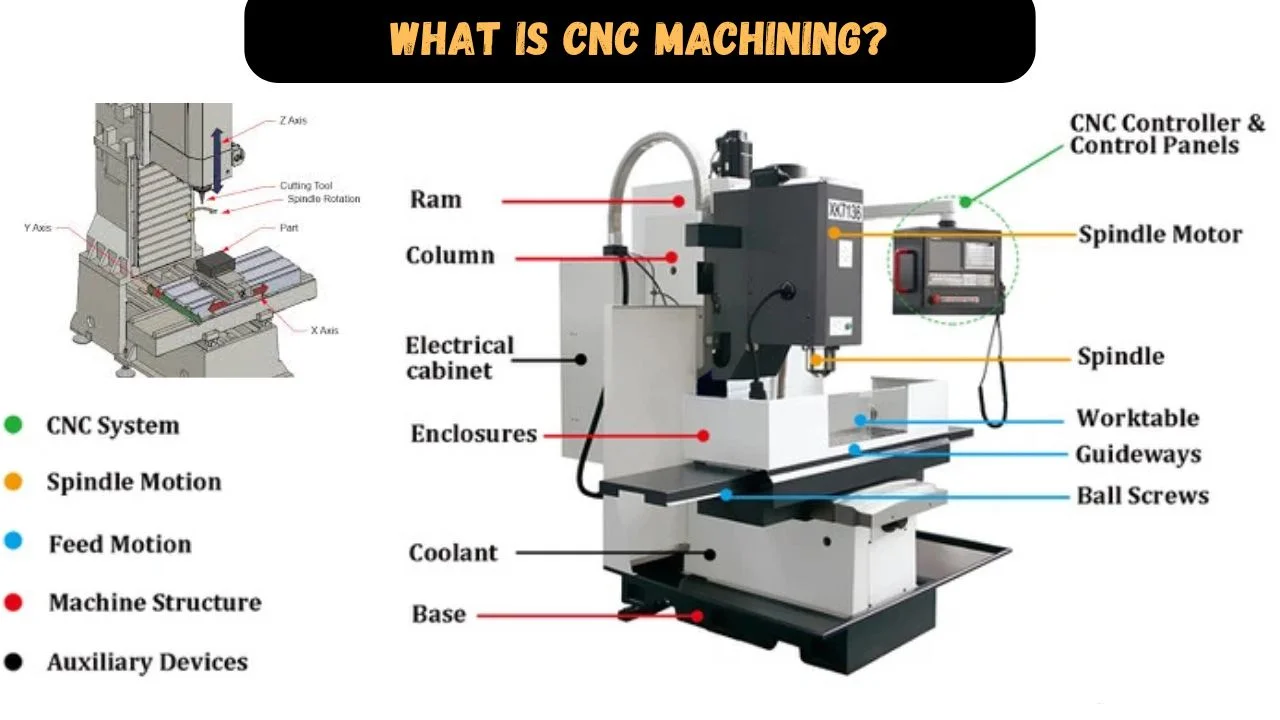
Mikä on CNC-koneistus? Katso, miten raakamateriaalista tulee tarkkuusosia
Mitä CNC-koneistus tarkoittaa yksinkertaisessa kieliasussa
Mitä CNC tarkoittaa yksinkertaisessa kieliasussa
CNC tarkoittaa tietokoneohjattua numeerista ohjausta. Yksinkertaisimmillaan se tarkoittaa, että tietokone ohjaa työkalukoneen liikkeitä ja toimintaa. Jos olet tehnyt hakua mitä cnc-kone tarkoittaa tai jopa kirjoittanut cnc-kone mitä se on , lyhyt vastaus on seuraava: kyseessä on kone, joka noudattaa ohjelmoituja ohjeita eikä luota ainoastaan manuaaliseen käsinohjaukseen.
CNC-koneistus on poistoaineistusmenetelmä, jossa tietokoneohjatut työkalukoneet poistavat materiaalia raakamateriaalista, kuten metallista tai muovista, valmiiden osien tuottamiseksi.
Mitä CNC-koneistus todellisuudessa tekee
Tämä ero on tärkeä. CNC on ohjausmenetelmä. CNC-koneistus on itse leikkausprosessi. ohjelmistokäskyt ohjaavat jyrsimiä, kääntöjyrsimiä, rei’ittimiä ja muita työstökoneita poistamaan materiaalia kiinteästä lohkosta, levystä tai sauvasta. Sen sijaan, että osa rakennettaisiin lisäämällä materiaalia, kone poistaa turhan materiaalin. Näin teollisuusyritykset valmistavat yleisiä komponentteja, kuten kiinnikkeitä, koteloita ja aksелеita.
Kun ihmiset kysyvät mitä on konepohjainen määritys , he haluavat yleensä käytännöllisen kuvan: digitaaliset käskyt muuntavat raakametallia tai muovia tarkkaan osaan. cnc-koneistus mikä se on , selkein vastaus on ohjattu materiaalin poisto.
CNC vs. CNC-koneistus – ilman ammattitermejä
Kun ihmiset kysyvät mikä cnc-kone on tai mitä tarkoitetaan cnc-koneella , nämä peruskäsitteet tekevät aiheesta paljon helpommin seurattavaa:
- CAD: Tietokoneavusteinen suunnitteluoftware, jota käytetään osan piirroksen tai kolmiulotteisen mallin luomiseen.
- CAM: Tietokoneavusteinen valmistusohjelmisto, joka muuntaa suunnittelun koneistusohjeiksi.
- G-koodi: Konekieli, joka kertoo laitteelle, miten sen tulee liikkua ja toimia.
- Työkalureitit: Leikkaustyökalun seuraamat reitit materiaalissa.
- Toleranssi: Sallittu poikkeama tavoitekoosta.
- Työkalun kiinnitys: Kiinnityslaite, jolla osaa pidetään turvallisesti paikoillaan leikkaamisen aikana – esimerkiksi puristin, kiinnityspidin, kiinnityslevy tai kiinnitysvaruste.
Nämä termit ovat jokaisen valmiin osan taustalla olevaa sanastoa. Mielenkiintoista on kuitenkin se, kuinka ne liittyvät toisiinsa digitaalisesta tiedostosta aina valmiiseen koneistettuun komponenttiin asti.
Mikä on CNC-koneistusprosessi vaiheittain
Nämä perustermit alkavat tulla ymmärrettäviksi, kun katsoo niiden toimintaa yhdessä järjestyksessä. Jos olet koskaan kysynyt: " mikä cnc-kone on ja miten se toimii", selkein vastaus on seurata yhtä osaa digitaalisesta tiedostosta valmiiseen komponenttiin. Todellisessa työpajassa leikkaaminen on vain osa tarinaa. Asettelu, tarkistus, tarkastus, terästen poisto ja viimeistely kuuluvat siihen, miten hyväksyttäviä osia todella valmistetaan.
CAD-mallista CAM-työpoluiksi
- Määritä osa CAD-ohjelmassa. Prosessi alkaa 2-ulotteisesta piirroksesta tai 3-ulotteisesta mallista. Tämä suunnittelu kuvaa geometrian, keskeiset ominaisuudet, materiaalin valinnan ja tarkkuusvaatimukset.
- Luo työpolut CAM-ohjelmassa. CAM-ohjelmisto suunnittelee, miten kone valmistaa osan. Se valitsee työvaiheet, työkalut ja leikkausten järjestyksen, minkä jälkeen se luo työkalureitit, jotka ovat leikkaustyökalun seuraamat reitit. Tässä vaiheessa valitaan myös syöttönopeus ja pyörähdysnopeus. Syöttönopeus tarkoittaa, kuinka nopeasti työkalu etenee materiaalin läpi. Pyörähdysnopeus tarkoittaa yleensä karan pyörähdysnopeutta eli sitä, kuinka nopeasti kara pyörii.
- Postprosessointi koneelle luettavaksi sopivaan koodimuotoon. Tässä vaiheessa CNC-koneohjelmointi muuttuu käytännölliseksi. CAM-ohjelmiston tuotos muunnetaan ohjausyksikön lukemaksi koodiksi. Jos olet etsinyt termiä »mitä on G-koodi CNC-koneessa«, G-koodi on ohjeiden kieli, joka kertoo koneelle, minne ja miten sen tulee liikkua. Ihmiset kysyvät myös usein, »mitä ovat G-koodi ja M-koodi CNC-koneessa«. Yksinkertaisesti sanottuna G-koodit ohjaavat liikettä, kun taas M-koodit ohjaavat koneen toimintoja, kuten karapäällikön käynnistystä, jäähdytysnesteiden käyttöä, taukoja ja työkalujen vaihtoa. Jos kysytään, »mitä on M-koodi CNC-koneessa«, ajattele sitä koneen toimintokäskyksi eikä leikkausreitin käskyksi.
Kuinka G-koodeja käytetään ohjaamaan konetta
- Aseta kone käyttöön ja varmista työkappaleen kiinnitys. Käyttäjä lataa työkalut, kiinnittää raakatyökappaleen puristimeen, pyörivään puristimeen tai kiinnityslaitteeseen ja asettaa työkappaleen kiinnityksen. Tämän jälkeen syötetään korjausarvot. Korjausarvo on tallennettu arvo, joka kertoo ohjausjärjestelmälle, missä työkappaleen nollakohta sijaitsee ja missä kunkin työkalun kärki todellisuudessa sijaitsee.
- Suorita kuivakäynti ja tarkista toiminta. Ennen varsinaista leikkausta ohjelma testataan usein työkappaleen yläpuolella. Jos mietit, mikä kuivakäynti on CNC-koneistuksessa, se on leikkaamatonta tarkistuskäyntiä, jolla voidaan turvallisesti havaita virheellisiä liikkeitä, riittämättömiä välejä tai asennusvirheitä.
Asennus, leikkaus, tarkastus ja viimeistely
- Leikkaa materiaali. Kone seuraa ohjelmaa ja poraa, jyrsii, kääntää tai poraa raakatyökappaletta haluttuun muotoon.
- Tarkista ominaisuuksia koneistuksen aikana. Käyttäjät mittaavat tärkeitä mittoja prosessin aikana ja säätävät tarvittaessa työkalujen kulumakorjauksia tai korjausarvoja. Tämä auttaa pitämään tarkoitetun toleranssin.
- Tarkista valmis osa. Lopputarkastukset voidaan suorittaa esimerkiksi mittaharjoilla, mikrometreillä, korkeusmitoilla tai koordinaattimittakoneella (CMM). Tämä ei ole valinnainen lisäpalvelu, vaan se kuuluu valmistusprosessin osana.
- Poista terävät reunat, puhdista ja viimeistele. Terävät reunat poistetaan, lastut ja jäähdytyneste puhdistetaan pois ja kaikki vaadittavat viimeistelyvaiheet suoritetaan, jotta osa on turvallinen ja käytettävissä.
- G-koodi: Työkalun liikkeen ohjaukseen käytettävät komennot, kuten nopeat siirtoliikkeet, suorat leikkaukset ja kaaret.
- M-koodi: Konefunktioiden ohjaukseen käytettävät komennot, kuten pyörivän työkalun käynnistys, jäähdytynesteen käynnistys tai ohjelman pysäytys.
- Offset-arvot: Työkalun pituuden ja työpaikan sijainnin tallennetut arvot.
- Syöttö: Ohjelmoitu työkalun etenemisnopeus leikkausvaiheessa.
- Nopeus: Toimenpiteen aikana käytetty pyörivän työkalun kierrosluku.
- Kuivakäyttö: Tarkistusajo ilman työkappaleen leikkaamista.
Näin CNC-koneistusprosessi toimii käytännössä. Sekvenssi pysyy tutulla kaikissa konepajoissa, mutta itse työn tekemä kone voi vaihdella huomattavasti, ja akselien lukumäärä vaikuttaa siihen, mitä työkalulla todellisuudessa voidaan saavuttaa.
Mitä ovat CNC-jyrsin, kääntökonvehtori ja koneistuskeskus?
Akselien lukumäärä alkaa olla merkityksellinen vasta silloin, kun tiedetään, mikä kone todellisuudessa tekee työn. Tässä moni aloittelija jää kiinni. kaikki ovat CNC-laitteita , mutta niitä ei voida vaihtaa keskenään, ja kukin niistä soveltuu erityyppisille osille.
Pääasialliset CNC-koneiden tyypit, joista kuulet
Jos kysymyksesi on mitä on CNC-jyrsin , kuvittele pyörivä työkalu, joka muokkaa paikallaan olevaa työkappaletta. Jyrsimiä käytetään yleisesti osien valmistukseen, joissa on tasaisia pintoja, lokeroita, uria ja porattuja ominaisuuksia. Kääntökonvehtori kääntää tämän suhteen. mikä on CNC-kääntökone? termejä: työkappale pyörii, kun leikkuutyökalu poistaa materiaalia, mikä tekee kääntökoneista luonnollisen valinnan akselien, liukukappaleiden, liitosten ja muiden pyöreiden osien valmistukseen.
Jos olet tehnyt hakua mikä on CNC-reittikone? ajattele konetta, joka toimii paljon kuin porakone, mutta jota käytetään usein tasaisilla levyillä ja pehmeämmillä materiaaleilla, kuten puulla, muoveilla ja joillakin alumiinilaaduilla – erottelu, jonka Rex Plastics on kuvaillut. CNC-koneistuskeskus on yleensä porakonepohjainen kone, joka on suunniteltu useiden eri toimintojen suorittamiseen korkealla toistettavuudella, joten se on yleinen valinta monipuolisten prismaattisten osien valmistukseen.
| Koneen tyyppi | Tyypillinen osan muoto | Liikkeen tyyli | Milloin sitä suositellaan |
|---|---|---|---|
| CNC-mylly | Lohkot, kiinnikkeet, koteloit | Pyörivä leikkuutyökalu liikkuu suoraviivaisilla akseleilla | Tasaiset pinnat, taskut, muotoviivat, reiät |
| CNC-sorvi | Akselit, varret, pyöreät liittimet | Työkappale pyörii, kun työkalu leikkaa | Sylinterimäiset tai pyörähdysymmetriset osat |
| CNC-työstökeskus | Monitoimiset prismamaiset osat | Porausperustainen leikkaus, usein järjestetty vähemmän asennuksia vaativaksi | Useita porattavia ominaisuuksia vaativat osat, joissa toistettavuus on tärkeää |
| CNC-reititin | Paneelit, koteloit, levyperäiset muodot | Korkeanopeusleikkaus tasaisella lähtöaineella | 2D- ja 2,5D-työt pehmeissä materiaaleissa |
Mitä 3-akselinen, 4-akselinen ja 5-akselinen tarkoittavat todellisuudessa
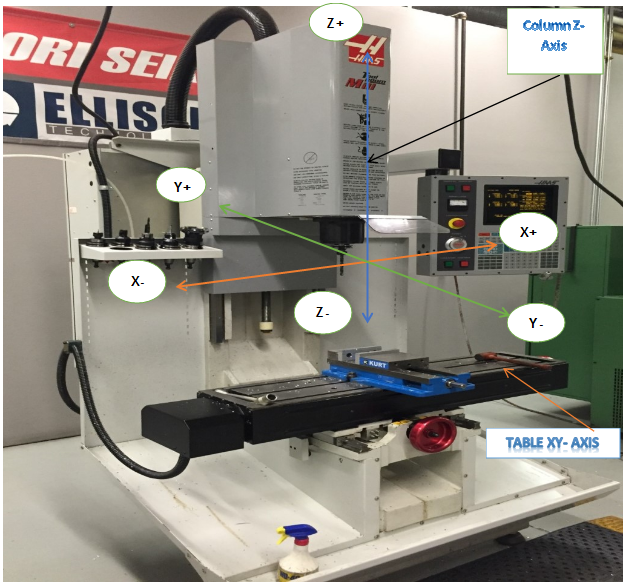
Peruskoordinaatisto koostuu akseleista X, Y ja Z. A&M EDM:n kuvaus määrittelee X- ja Y-akselit vaakasuoriksi liikkeiksi ja Z-akselin pystysuoraksi liikkeeksi. Jos olet siis ihmetellyt mikä suunta z-akselilla on CNC-koneessa , yksinkertainen vastaus tyypilliselle pystysuoralle jyrsimelle on ylös ja alas.
3-akselinen kone liikkuu näissä kolmessa lineaarisessa suunnassa. 4-akselinen kone lisää pyörivän liikkeen. Useimmissa jyrsintäkeskusteluissa mikä on CNC-koneen neljäs akseli tarkoittaa A-akselia, joka pyörii x-akselin ympäri, kuten selitetään CNC-kokokirja . Tämä lisätyyppinen saavutettavuus voi vähentää osan poistamisen ja uudelleenasennuksen määrää. Jos kysyt mikä on 5-akselinen CNC-kone , se lisää toisen pyörivän akselin, mikä antaa työkalulle tai työkappaleelle lisää lähestymiskulmia monimutkaisille pinnoille ja usean sivun ominaisuuksille.
Perusliiketermit, kuten pyörivä akseli, syöttö ja z-akseli
- Pyörivyö: Pyörivä yksikkö, joka ohjaa leikkaustyökalua jyrsimessä tai rei’ittimessä.
- Syöttö: Työkalun etenemisnopeus materiaalin läpi.
- Z-akseli: Pystysuuntainen leikkaussuunta tyypillisessä pystysuorassa jyrsintäkoneessa.
- Pyörivä akseli: Lisäakseli, joka kääntää työkappaleita tai työkaluja paremman pääsyn varmistamiseksi.
Nämä konekategorioiden selitykset kertovat, mitä liikkeitä on mahdollista suorittaa. Seuraava käytännöllinen kysymys on erilainen: vaikka oikea kone olisi edessä, mikä leikkausprosessi tehtaassa tulisi valita kyseiselle osalle?

Tärkeimmät CNC-toiminnot selkeästi vertailtuna
Konetyyppi kertoo, miten liike tapahtuu. Toiminnon valinta kertoo, miten osa itse valmistetaan. Useimmissa tehtaissa nopein tapa valita prosessi on tarkastella ensin osan muotoa, sitten tarkistaa materiaali, pinnankäsittelyn vaatimukset ja piirteiden vaikeusaste. Siksi yksi komponentti voidaan jyrsiä, toinen kääntää ja kolmas viimeistellä hiomalla tai EDM-menetelmällä.
Milloin jyrsintä on paras valinta
Jos kysytte mitä on CNC-jyrsin , ajattele yleiskäyttöistä vaihtoehtoa prismaattisille osille. Porauskoneessa pyörivää työkalua käytetään kiinteän työkappaleen vastaisesti tasojen, lokerojen, urien, muotoviivojen ja monitasoisien piirteiden valmistamiseen. Se on usein paras vaihtoehto kantakappaleille, koteloille, levyille ja sekageometrisille osille. RapidDirect huomauttaa myös, että porauskone on hyvin soveltuva monimutkaisten kolmiulotteisten muotojen valmistamiseen, mutta se ei ole tehokkain vaihtoehto todella pyöreille osille.
Missä kierreporaus ja poraus ovat parhaiten sovellettavissa
In mitä on cnc-kaarimakine käsitteissä työkappale pyörii, kun työkalu leikkaa. Tämä tekee kierreporauksesta luonnollisen ratkaisun akselien, pulttien, pallojen, kierrekierteiden, urien ja muiden keskiviivan ympärille rakennettujen piirteiden valmistamiseen. Se on yleensä nopeampi ja taloudellisempi ratkaisu lieriömäisille osille kuin niiden yritelmä millata jokaiselta sivulta.
Reikien tekemiseen mitä cnc-porakone on on yksinkertaisempi vastaus: se tuottaa reikiä nopeasti. Poraus on usein aloituspiste, ei lopullinen ratkaisu. Kun reikien koko, sijoittuminen tai pinnanlaatu ovat tärkeitä, työpajat voivat jatkaa porausta laajentamalla (boring) tai tarkentamalla (reaming) reikiä, kuten RapidDirect kuvaa.
Miksi reititys, EDM ja hiominen ovat tärkeitä
Reititys näyttää suurilta piirteiltään jyrsintästä, mutta sitä käytetään yleensä pehmeämmistä materiaaleista ja tasaisemmista levytyyppisistä työosista. EDM on erilaista. Jos olet etsinyt mitä cnc-edm-kone on tai mitä cnc-langankatkaisukone on , kyse on yleensä langan-EDM:stä, jossa käytetään sähköisiä kipinöitä johtavien materiaalien leikkaamiseen. RivCut korostaa EDM:n käyttöä erityisen koville materiaaleille, terävälle sisäkulmille sekä pienille tai syvälle ulottuville rakenteille, joihin pyörivät työkalut eivät pääse helposti.
Mitä cnc-hiomakone on on parhaiten ymmärrettävissä viimeistelyprosessina. Hiominen poistaa hyvin pieniä määriä materiaalia kovapintaisella kierroshiomalla, mikä parantaa tarkkuutta ja pinnanlaatua kriittisillä osilla.
Haku, kuten mitä cnc-leikkauskone on , voi hämmentää näitä eroja. Se voi viitata reititykseen tai profiilileikkuulaitteisiin, mukaan lukien mikä on CNC-plasmaleikkauskone kysymyksiä, vaikka nämä prosessit ratkaisevat eri tehtäviä kuin taskujen, tarkkojen reikien tai pyörivien akselien valmistus.
| Toiminta | Miten materiaali poistetaan | Parhaiten sopiva geometria | Tyypilliset tulokset | Tärkeimmät kompromissit |
|---|---|---|---|---|
| Muuntaminen | Pyörivä työkalu poistaa lastuja paikallaan pysyvästä osasta | Tasaiset pinnat, taskut, urat, muotoviivat, monisivuiset osat | Joustava muotoilu esimerkiksi kiinnikkeille, koteloille ja monimutkaisille kolmiulotteisille muodoille | Vähemmän tehokas yksinkertaisten pyöreiden osien valmistukseen |
| Kääntäminen | Pyörivää työkappaletta leikataan paikallaan pysyvällä tai syöttötyökalulla | Akselit, pinnit, varret, kierreosat, urat | Nopeat ja toistettavat sylinterimäiset piirteet | Rajoitettu tasaisille tai erittäin epäsäännömisille pinnoille |
| Uinettaminen | Pyörivä pora tekee tai aloittaa reiät | Suorat reiät monenlaisiin osiin | Nopea reikien luominen | Tarkkuuden ja pinnanlaadun parantamiseksi saattaa vaadita porausta tai kourintaa |
| Reititys | Korkean nopeuden pyörivä työkalu leikkaa tai viilaa pehmeämpää lähtöainetta | Tasaiset profiilit, levyt ja levypohjaiset osat | Nopea leikkaus pehmeillä materiaaleilla | Yleensä vähemmän jäykkiä ja vähemmän soveltuvia kovametallityön tarkkuustyöhön |
| EDM:n käyttö | Sähköiset purkaukset kuluttavat johtavaa materiaalia | Terävät sisäkulmat, pienet lovet, vaikeapääsyiset sisäosat | Erinomainen koville materiaaleille ja monimutkaisille yksityiskohtille | Hitaampi ja erikoistuneempi kuin perinteinen leikkaus |
| Jyrsiminen | Kuluttava kiekko poistaa hyvin pieniä määriä | Kriittiset tasaiset tai pyöreät pinnat | Tarkempi koko- ja pinnanlaatukontrolli sekä sileämmät pinnat | Yleensä viimeistelyvaihe, ei päämuotoiluprosessi |
Oikean työvaihteen valinta saa geometrian vaaditulle alueelle. Sen, onko osa todella käytettävissä, riippuu vielä käytännöllisemmistä seikoista: miten materiaali käyttäytyy, kuinka tiukka toleranssi vaaditaan ja miten osaa tarkastetaan ja viimeistellään leikkauksen jälkeen.
Materiaalit ja laatu tarkkuus-CNC-koneistuksessa
Poraus-, kääntö- ja EDM-käsittelemällä saadaan geometria alkuun, mutta käyttökelpoinen osa riippuu enemmän kuin pelkästään leikkausmenetelmästä. Materiaalin käyttäytyminen, tarkkuusvaatimukset, tarkastusten noudattaminen ja jälkikäsittely vaikuttavat kaikki lopputulokseen. Siksi mitä tarkka CNC-koneistus on tulee helpommin ymmärrettäväksi. Se ei ole pelkästään tarkkaa leikkausta. Se on tarkkaa leikkausta, joka yhdistetään oikeaan materiaaliin, luotettavaan mittaukseen ja oikeaan pinnankäsittelyyn.
Yleisesti käytetyt materiaalit CNC-koneistuksessa
Materiaalin valinta vaikuttaa lujuuteen, painoon, korrosionkestävyyteen, sähkönjohtavuuteen, koneistettavuuteen, pinnanlaatuun ja hintaan. Lindelin ohjeet korostavat, miksi alumiini on suosittu materiaali sen kevyen painon ja erinomaisen koneistettavuuden vuoksi, kun taas ruostumaton teräs ja titaani valitaan usein silloin, kun korrosionkestävyys ja kestävyys ovat tärkeämpiä tekijöitä. Messinki koneistuu siististi ja tarjoaa myös hyvän lämmön- ja sähkönjohtavuuden. Teknisiä muovia, kuten PEEK:ia, Delriniä ja UHMW:ta, voidaan käyttää painon vähentämiseen sekä kemikaalien tai kosteuden kestävyyden parantamiseen. Teräs ja työkaluteräkset tarjoavat jäykkyyttä ja lujuutta, mutta niitä on yleensä vaikeampi koneistaa kuin alumiinia tai messinkiä.
Jos olet koskaan ihmetellyt mitä CNC-koneistettu tarkoittaa , käytännöllinen vastaus on osa, joka on leikattu raakamateriaalista ja tuotu käyttövalmiiseen tilaan. Kiinnike, kotelo tai akseli ei ole todellisuudessa valmis vain siksi, että työkalu on lopettanut leikkaamisen.
Miten toleranssit, tarkastukset ja tilastollinen prosessin ohjaus (SPC) vaikuttavat laatuun
Jos yrität määritellä mitä CNC-koneistus ja -valmistus ovat , tämä on laajempi kuva. Toleranssit ovat sovelluskohtaisia, joten ratkaiseva kysymys ei ole, kuinka tiukkoja ne voivat olla, vaan kuinka tiukkoja niiden tarvitsee olla. PTSMAKE huomauttaa, että vaativissa sovelluksissa tiukat toleranssit voivat olla suunnilleen ±0,0001 tuumaa – ±0,005 tuumaa, mutta tätä aluetta ei voida käyttää oletusarvoisena sääntönä kaikille ominaisuuksille.
Laatukontrolli alkaa varhain ensimmäisen artikkelin tarkastuksesta, jota seuraa prosessin aikainen mittaus ja lopullinen mittaus tekniikalla, jossa käytetään esimerkiksi mikrometrejä, koordinaattimittakoneita (CMM) ja optisia järjestelmiä. Tilastollinen prosessin ohjaus (SPC) auttaa havaitsemaan poikkeamia ennen kuin koko erä menettää vaaditut ominaisuudet. Myös koneen kunto on tärkeä. Alkuun päässeet kysyvät mitä takaisku tarkoittaa CNC-koneessa ja kysyvät siis akselin liikuttimen häviävää liikettä, joka voi heikentää toistettavuutta. Samoin mitä pallokierteistä tarkoitetaan CNC-koneessa viittaa tarkkuusliikuttimen komponenttiin, joka mahdollistaa akselin tarkan ja johdonmukaisen liikuttamisen.
Koneistuksen laatuun kuuluvat mittaukset, reunan kunto ja viimeistely, ei pelkästään leikkausaika.
Viimeistelyvaiheet, jotka tapahtuvat leikkaamisen jälkeen
Jälkikoneistustyö määrittää usein sen, onko osa turvallinen käsitellä, sopiiko se oikein ja kestääkö se käytössä. Käytännöllistä viimeistelyohjeistusta antaa CNC-kokokirja näyttää, kuinka yleisiä nämä vaiheet ovat:
- Puristuksen poisto: Poistaa terävät reuna- ja kulmapiikit sekä tasoittaa terävät reunat.
- Hiea-iskentä: Puhdistaa pinnan ja saa aikaan yhtenäisemmän ulkoasun.
- Anodointi: Yleinen alumiinille, kun tarvitaan lisäpintasuojaa tai väriä.
- Pöytälaitteet: Käytetään metallikerroksen levittämiseen suojauksen tai toiminnallisemman suorituskyvyn varmistamiseksi.
- Päällystys: Sisältää vaihtoehtoja kuten maalaus tai jauhepinnoitus.
- Lämpökuivatus: Muuttaa kovuutta, erityisesti teräksissä, vaikka muodonmuutokset voivat vaatia jälkikoneistusta.
- Hiominen tai kiillotus: Käytetään, kun vaaditaan lisäkoko-ohjausta tai erityistä pinnanlaatua.
Käytännön tasolla mitä on CNC-koneistusteknologia kyseessä on tämä kokonaisvaltainen leikkaus-, mittaus- ja viimeistelyjärjestelmä. Tämä tarkkuuden, toistettavuuden ja materiaalijoustavuuden yhdistelmä on juuri se syy, miksi CNC-sovellukset kattavat niin laajan valikoiman todellisia osia ja teollisuuden aloja.

Mihin CNC-koneistusta käytetään todellisessa tuotannossa
Tarkka ja hyvin viimeistelty osa on tärkeä, koska sillä on konkreettinen tehtävä. Jos kysyt mihin CNC-koneita käytetään tai mihin CNC-koneistusta käytetään , vastaus on paljon laajempi kuin yhden työpajan tai yhden komponenttityypin piirissä. CNC-koneistus on erityisen hyödyllinen, kun osalla vaaditaan luotettavia mittoja, toistettavia tuloksia sekä todellista valintaa metalli- tai muovimateriaaleista.
Mihin CNC-koneistusta käytetään käytännössä
Prototyyppihankkeet kuvaa, miksi koneistus sopii niin hyvin prototyyppiosiin ja pieniin eriin: siihen ei tarvita erikoistyökaluja, se tukee laajaa materiaali- ja pinnankäsittelyvalikoimaa, ja se tarjoaa vahvan toistettavuuden osasta toiseen. Tämä tekee siitä käytännöllisen ratkaisun seuraaviin käyttötarkoituksiin:
- Prototyyppiosat, joita käytetään soveltuvuuden, toiminnan tai kokoonpanon testaamiseen
- Siltarakentaminen ja pienet tuotantomäärät ennen kuin toinen valmistusmenetelmä tulee kannattavaksi
- Vaihto-osat vanhoihin laitteisiin tai korjauksiin
- Jiggit, kiinnityslaitteet ja testilaitteet, joita käytetään valmistuksessa
- Toistettavat lopputuotteiden komponentit, kuten kiinnikkeet, koteloit, jakoputket, akselit ja erikoiskotelot
Teollisuudenalat, jotka luottavat CNC-osien käyttöön
Jos kirjoitat mikä teollisuudenala on CNC-koneistus hakukenttään, yhtä vastausta ei ole. Esimerkkejä, joita on kerätty Projekti MFG kattaa ilmailu-, auto-, lääketieteellisten laitteiden, elektroniikan, robotiikan ja automaation, merenkulun, puolustusteollisuuden sekä uusiutuvan energian alat ja paljon muuta. Arkipäiväisessä valmistuksessa tämä tarkoittaa usein osia, kuten:
- Autoalan koteloita, vaihteita, aksелеja ja prototyyppisiä moottoriosia
- Ilmailu- ja lentokonetekniikan kiinnikkeitä, rakenteellisia osia ja moottoriosia
- Lääketieteellisten laitteiden osia, kuten instrumentteja, implanteja, proteesiosia ja hammasteknisiä komponentteja
- Elektroniikkalaitteiden koteloita, lämmönhallintakomponentteja ja pieniä sisäisiä rakenteellisia osia
- Teollisuuslaitteiden komponentteja, kuten jakoputkistoja, kiinnikkeitä, kiinnitysosia ja koneenosia
- Energiateollisuuden komponentteja, kuten turbiinien aksелеja, keskustan osia, kiinnikkeitä ja koteloita
Prototyypit, pienet sarjatuotantomäärät ja sarjatuotantokäyttötapaukset
Jos mietit mihin CNC-jyrsin käytetään , ajattele tasaisia pintoja, koloja, reikiä ja mukautettuja kotelo-ominaisuuksia prismaattisissa osissa. Pyöreän työn kohdalla mihin CNC-kääntökone käytetään on vielä suorampi: akselit, pinnit, putket, kierrejä ja muita käännetyksiä ominaisuuksia. Tämä laaja soveltuvuus onkin syy, miksi CNC-työstö säilyy hyödyllisenä ensimmäisestä prototyypistä toistettavaan lopputuotteiden tuotantoon, erityisesti silloin, kun tarkkuus, toistettavuus ja materiaalin joustavuus ovat yhtä aikaa tärkeitä. Nämä vahvuudet ovat todellisia, mutta eivät yleisiä, mikä on syy, miksi prosessin valinta vaatii aina tasapainoista arviointia.
Mihin CNC-konetta käytetään ja mikä on sen rajoituksia
Ihmiset etsivät usein ilmaisuja kuten mihin CNC-konetta käytetään tai mihin CNC-konetta käytetään kun he yrittävät itse asiassa vastata käytännölliseen kysymykseen: sopiiko CNC-tässä tapauksessa oikeaksi valinnaksi tähän osaan. Jopa epämuodolliset haut kuten mitä CNC-kone tekee viittaavat yleensä samaan huolenaiheeseen. CNC on tehokas, mutta se ei automaattisesti sovellu kaikkiin geometrioihin, tuotantomääriin tai budjetteihin.
Miksi CNC-koneistusta käytetään niin laajasti
American Micro Industriesin ja Protolabsin ohjeet korostavat, miksi työpajat luottavat CNC-koneistukseen prototyyppeihin, pieniin sarjatuotantoihin ja tarkkuusosien valmistukseen.
Edut
- Korkea tarkkuus ja täsmällisyys: CNC-soveltuvuus on erinomainen osille, joiden on täsmättävä suunnitelmaan mahdollisimman tarkasti.
- Toistettavuus: Kun ohjelma ja asennus on kerran hallinnassa, samaa osaa voidaan tuottaa johdonmukaisesti.
- Materiaalinhopeakkyys: Sitä voidaan käyttää monilla metalleilla ja muoveilla, ei ainoastaan yhdellä materiaaliperheellä.
- Digitaalinen työnkulku: CAD-, CAM- ja tallennetut ohjelmat auttavat säilyttämään suunnittelut ja tukemaan toistotilauksia.
- Sopii monimutkaisille, mutta saavutettaville ominaisuuksille: Kupit, reiät, kontuurit ja usean sivun ominaisuudet ovat hyvin hallittavissa, kun työkalut pääsevät niihin käsiksi.
- Vahva prototyyppien ja pienien erien valmistukseen: Sitä voidaan käyttää yhden osan tai pienemmän sarjan valmistukseen ilman erityisiä muottityökaluja.
Missä CNC-koneistus ei ole kovin sopiva
Myös rajoitukset ovat yhtä tärkeitä. Aeron mainitsee yleisesti esiintyviä rajoituksia, jotka liittyvät työkalun pääsyyn, teräviin sisäkulmiin ja prosessin poistavaan luonteeseen.
Haittapuolet
- Korkeammat kustannukset erinomaisen suurilla tuotantomääriillä: Suurille tuotantomääriille esimerkiksi suurpainatus voi tarjota paremman yksikkökustannustehokkuuden.
- Työkalun pääsyn rajoitukset: Työkalun on päästävä fyysisesti käsittelykohteeseen, mikä rajoittaa joitakin sisäisiä geometrioita.
- Sisäkulmat eivät ole luonnostaan teräviä: Pyöreät leikkaustyökalut jättävät sisäkulmiin pyöristettyjä kulmia, ellei käytetä toissijaista prosessia.
- Materiaalin hukka: Koska materiaalia poistetaan lähtöaineesta, jätteet ovat yleensä suuremmat kuin lisäävissä menetelmissä.
- Kiertoaika voi kertyä: Monien toimintojen, asetusten ja viimeistelyvaiheiden vuoksi monimutkaiset osat voivat olla hitaampia valmistaa.
- Edelleen riippuu asetusten laadusta: Ohjelmointi, kiinnityslaitteet, työkalujen kunto ja tarkastusmenettelyt ovat edelleen tärkeitä.
Kun toinen valmistusmenetelmä on järkevämpi
Paras menetelmä riippuu geometriasta, määrästä, materiaalista, tarkkuudesta ja pinnankäsittelystä, ei mainonnasta.
Siksi 3D-tulostus voi olla houkutteleva vaihtoehto erityisen monimutkaisille muodoille ja nopealle iteroinnille, kun taas muovinpuristus tulee houkuttelevaksi, kun tuotantomäärä kasvaa ja kappalekohtainen kustannus saa suuremman merkityksen. Monet CNC:n rajoitukset eivät ala koneessa itsestään. Ne alkavat osan suunnittelusta, jossa seinämän paksuus, kulmien säde, reikien syvyys ja työkalujen pääsy vaikuttelevat hiljaa kustannuksiin ja riskeihin.

Suunnittelusäännöt, jotka tekevät CNC-osien koneistamisesta helpompaa
Tämä suunnittelun riippuvuus ilmenee nopeasti piirroksessa itse. Osan voi olla täysin koneistettavissa, mutta se voi silti olla kallista, hidasta tai riskialtista, jos sen ominaisuudet vaikeuttavat työkalujen käyttöä. Makerstage antaa ohjeita, joiden mukaan geometria vaikuttaa noin 60–80 %:sti CNC-osien kustannuksiin, kun taas materiaalin osuus on usein vain 20–40 %. Käytännössä vaikeimmat ominaisuudet ovat kalliimpia ei siksi, että niiden koneistaminen olisi mahdotonta, vaan siksi, että ne pakottavat pienempien työkalujen käyttöön, syöttönopeuden alentamiseen, lisäasetteluihin, pidempiin kiertoaikoihin tai tarkempaan tarkastukseen.
Suunnittelusäännöt, jotka tekevät osista helpommin koneistettavia
- Sovella tiukkoja toleransseja ainoastaan siellä, missä toiminnallinen tarve vaatii niitä. Tiukat rajoitukset lisäävät koneistus- ja tarkastusaikaa. PCBWay huomauttaa, että liian tiukat toleranssit tarkoittavat usein hitaampaa leikkausta, tarkempia työkalureittejä ja lisätarkastuksia. Säilytä tarkkuus liitospinnoissa, tiivistävissä pinnoissa ja asennusominaisuuksissa, ei kaikilla pinnoilla.
- Suojaa seinämän paksuus. Metalleille Makerstage suosittelee noin 0,040 tuumaa käytännölliseksi vähimmäispaksuudeksi ja useimmille muoveille noin 0,060 tuumaa. Tukemattoman seinän korkeuden ja paksuuden suhde tulisi yleensä pysyä enintään 4:1 metalliosissa tärinän ja taipumisen vähentämiseksi.
- Käytä runsaita sisäkulmien kärkisäteitä. Pyörivä päätyporakärki ei voi tehdä täysin terävää sisäkulmaa. Pienin mahdollinen sisäkärkisäde vastaa työkalun sädettä. Makerstage suosittelee vähintään 130 %:n työkalun sädettä puhtaampien leikkausten saavuttamiseksi, ja käytännöllisenä sääntönä kärkisäteen tulisi olla vähintään kolmasosa taskun syvyydestä.
- Hallitse taskun ja reiän syvyys. Standardin mukainen taskun syvyys tulisi yleensä pitää suhteessa syvyys:leveys = 3:1. Standardilla porauksella tehdyt reiät ovat taloudellisimpia, kun niiden syvyys on noin nelinkertainen halkaisijaan nähden; syvempiä reikiä varten saattaa vaadita iskuporaukset, hitaammat kierrokset tai erikoismenetelmät.
- Pidä kierrepiirros realistisena. Pienin tuotantokelpoinen kierrekoko on yleensä #4-40 UNC tai M3. Kierteiden tartuntapituus tulisi määrittää materiaalin perusteella, ei tapojen perusteella. Makerstage mainitsee 1,5× nimellishalkaisija alumiinille ja noin 1,0× useimmille teräksille ja ruostumattomille teräksille.
- Tee teksti ja gravyyrit yksinkertaisiksi. Pienet, tiukat gravyyrityksellä varustetut yksityiskohdat vaativat usein hyvin pieniä työkaluja ja hitaampia käsittelykertoja. Suuremmat ja selkeämmät merkinnät ovat yleensä edullisempia ja luotettavampia kuin koristeellinen hieno teksti.
- Standardoi viistokset ja reunanpyöristykset. Liian monta eri viistoskokoa tarkoittaa enemmän työkaluvaihtoja ja asennusaikaa. Ulkoisia reunanpyöristyksiä ilmoitetaan usein 0,005–0,015 tuuman (n. 0,13–0,38 mm) välillä, mikä riittää useimpien osien käsittelyn turvallisuuden varmistamiseen.
- Suunnittele työkalujen pääsyä varten. Syvät ja kapeat urat, alakulmat ja piilotetut pinnat aiheuttavat usein pitkäkantaisia tai erikoistyökaluja. Jos työkalu ei pääse puhdistettavasti piirteeseen, kustannukset nousevat nopeasti.
- Ajattele suuntausta varhain. Ominaisuudet, jotka ovat sijoitettu usealle eri puolelle, saattavat vaatia useita kääntöjä. Avainten pintojen ryhmittely samalle puolelle tai viereisille puolille vähentää usein uudelleenpuristusta ja parantaa tasausarkentumaa.
- Kunnioita työkappaleen kiinnitystä. Kiinnitysrauta, pehmeät puristuslevyt, pyöriväpidin tai kiinnitysvaruste vaativat vakavaa kosketusta. Ohuet, korkeat tai epämukavamuotoiset osat saattavat vaatia erityistä tukea pysyäkseen jäykkinä leikkauksen aikana.
Ominaisuudet, jotka yleensä lisäävät kustannuksia ja riskejä
- Erittäin ohuet seinämät ja korkeat tuentamattomat ripset
- Syvät lokit, jotka ylittävät standardityökalujen saavutettavuuden
- Terävät sisäkulmat, joihin todella tarvitaan relieffileikkaus, hionta tai EDM-käsitteleminen
- Pienet kierrokset ja erinomaisen pienet poratut reiät
- Eistandardoidut uraleveydet ja mukautetut reikäkoot
- Liian monta kaltevuuskokoa tai koristeellisia reunayksityiskohtia
- Takapuolen ominaisuudet, jotka vaativat useita asennuksia
- Alatukset, jotka vaativat erikoisporanteriä
Jos olet koskaan ihmetellyt mikä on akseli CNC-koneessa , tässä vaiheessa akselien lukumäärä alkaa olla käytännöllinen. Enemmän aksелеja voi parantaa pääsyä, mutta hyvä osan suunnittelu on edelleen tärkeää. Vaikka pyörivä toiminto olisi saatavilla, vaikeasti saavutettavat ominaisuudet voivat vaatia hitaampia käsittelykertoja ja lisävarmistusta. Sama logiikka pätee myös, jos kysyt mikä on C-akseli CNC-koneessa . Pyörivissä ja yhdistetyissä työstökoneissa C-akseli viittaa ohjattuun pyörähtämiseen pyörähtämisakselin keskiviivan ympäri, mikä auttaa sijoittamaan ominaisuuksia osan ympärille, mutta se ei poista huonoja geometrisia valintoja.
Ohjelmoinnin, asennuksen ja korjausten vaikutus valmistettavuuteen
Ohjelmointiyksityiskohdat ovat tärkeitä, koska piirros muuttuu koneen liikkeeksi. Jos kysyt mikä on korjausarvo CNC-koneessa , korjausarvo on tallennettu arvo, joka kertoo ohjausjärjestelmälle, missä työkappaleen nollakohta sijaitsee ja missä työkalu todellisuudessa sijaitsee. Huonot mittauspisteiden valinnat tai epäkäytännöllinen kiinnitys vaikeuttavat näiden korjausarvojen asettamista ja varmistamista. Jos olet etsinyt mikä on pyörivä akseli CNC-koneessa , pyörivä akseli on pyörivä yksikkö, joka ajaa työkalua jyrsimessä. Ja mikä on syöttönopeus CNC-koneessa , tai yksinkertaisesti mikä on syöttö CNC-koneessa , tarkoittaa sitä, kuinka nopeasti työkalu etenee materiaalin läpi. Pienet työkalut, pitkä ulkoneva osa ja heikko tuenta pakottavat yleensä alhaisempia syöttönopeuksia ja varovaisempaa pyörivän akselin käyttöä.
Toisin sanoen valmistettavuus ei koske ainoastaan muotoa, vaan myös sitä, voidaanko osaa sijoittaa, kiinnittää, ohjelmoida ja mitata ilman vaikeuksia. Tämä tulee erityisen selväksi, kun kaksi konepajaa tarkastelee samaa piirustusta ja esittää hyvin erilaisia kysymyksiä riskistä, tarkastuksesta ja tuotantovalmiudesta.
Kuinka valita oikea CNC-konepaja
Nuo valmistettavuuteen liittyvät kysymykset muuttuvat hyvin käytännöllisiksi, kun vertaat toimittajia. Jos olet tehnyt hakua mikä on CNC-konepaja tai mitä on CNC-konepaja , yksinkertainen vastaus on laitos, joka yhdistää koneet, ihmiset, tarkastukset ja prosessinvalvonnan piirrustusten muuttamiseksi toistettaviksi osiksi. Ostajille todellinen koe on kuitenkin se, pystyykö konepaja arvioimaan riskejä varhaisessa vaiheessa, valmistamaan vaatimusten mukaisia osia nyt ja pitämään laadun vakautena, kun tuotantomäärä kasvaa.
Mitä tulisi etsiä CNC-konepajasta
- Tekninen tarkastus: Konepajan tulisi kyseenalaistaa epäselvät toleranssit, viitepisteet, pinnankäsittelyt ja kiinnitysriskejä ennen julkaisua.
- Prosessin soveltuvuus: Vahvista, että toimittajalla on todella oikeat laitteet teidän geometrianne mukaan. Hakutermit kuten mitä on CNC-koneistuskeskus , mitä on CNC-koneistuskeskus , ja mitä on CNC-kääntökone viittaavat yleensä yhteen ostokysymykseen: kyvykkyyden vastaavuus.
- Materiaali- ja pinnankäsittelyalue: Varmista, että toimittaja työstää säännöllisesti valikoitasi seoksia tai muovia ja pystyy hoitamaan vaaditut lisäprosessit.
- Tarkastussuunnittelu: Kysy FAI:stä, CMM:n saatavuudesta, kalibrointitilanteesta, prosessin aikaisista tarkastuksista ja mittatuloksista.
- Dokumentointi: Versiohallinta, materiaalitodistukset, jäljitettävyys ja muutoshallinta tulisi olla selkeät.
- Vastauskyky: Tarjousten antamisen nopeus ja seurauskysymysten laatu ovat varhaisia signaaleja tuotantokäyttäytymisestä.
Miksi laatusysteemit ovat tärkeitä prototyypistä tuotantoon
MakerStagen toimittajien kelpoisuutta koskevassa opasessa huomautetaan, että asianmukainen kelpoisuustarkastus kestää usein 4–8 viikkoa ja sen tulisi sisältää laitteiston tarkastus, sertifikaattitarkastukset, kokeilutilaus ja jatkuvat arviointiraportit. Opas korostaa myös toimitusten, vianmäärän ja korjaavien toimenpiteiden vastauksen seurantaa, sillä alhainen tarjous voi peittää paljon korkeamman laadun kokonaiskustannukset.
Ihmisellinen tekijä jää myös usein huomiotta. Vahva vastaus kysymykseen mitä CNC-koneen käyttäjä on ei ole vain joku, joka lataa varastoa. Hyvät käyttäjät tarkistavat asennuksen, seuraavat työkalujen kulumista, kirjaavat mittaukset ja ilmoittavat poikkeamista ennen kuin viallisia osia syntyy lisää.
Kumppanin valinta automaaliikkakoneistustarpeisiin
Autoteollisuuden ohjelmat nostavat vaatimuksia. IATF 16949 lisää kurinalaisuutta APQP-, PPAP-, SPC-, MSA- ja FMEA-prosesseissa, joten ostajien tulisi katsoa laajemmin kuin pelkkää konekapasiteettia. Yksi esimerkki on Shaoyi Metal Technology , joka esittelee autoteollisuuden koneistuspalvelujaan IATF 16949 -standardin mukaisen erikoiskoneistuksen, SPC:n ja nopean prototyypityksen automatisoituun massatuotantoon ulottuvan tuen avulla. Tämä on merkityksellistä ei niinkään myyntiviestinä, vaan käytännöllisenä esimerkkinä jatkuvuudesta, jota monet autoteollisuuden ostajat tarvitsevat.
Valitse kumppani, joka pystyy selittämään kyvykkyyden, tarkastuksen ja skaalautumisen selkeästi, eikä ainoastaan tarjoamaan nopeaa hintatarjousta.
UKK: Mikä on CNC-koneistus?
1. Mikä on CNC-koneistus yksinkertaisilla sanoilla?
CNC-koneistus on tapa valmistaa osia käyttämällä tietokoneohjattuja koneita, jotka poistavat materiaalia metalli- tai muovivalmisteisesta lähtöaineesta. Tietokone seuraa ohjelmoituja ohjeita, joten kone pystyy luomaan toistettavia muotoja, kuten kiinnikkeitä, koteloita, aksleja ja muita tarkkuuskomponentteja. Lyhyesti sanottuna kyseessä on digitaalinen ohjaus yhdistettynä fyysiseen leikkaamiseen.
2. Mikä on ero CNC:n ja CNC-koneistuksen välillä?
CNC tarkoittaa tietokoneellista numeerista ohjausta (Computer Numerical Control), joka on ohjausmenetelmä. CNC-koneistus on valmistusprosessi, jossa käytetään tätä ohjausjärjestelmää poistamaan materiaalia työkaluilla, kuten porakoneilla, kääntökoneilla ja rei’ittimillä. Yksinkertainen tapa ajatella asiaa on, että CNC on aivot ja CNC-koneistus on itse leikkaustyö.
3. Mikä on CNC-kone ja miten se toimii?
CNC-kone on laite, joka lukee ohjelmoituja ohjeita ja liikuttaa työkaluja tarkasti ohjatusti. Työnkulku alkaa yleensä CAD-mallilla, jonka jälkeen CAM-ohjelmisto luo työkalureitit ja muuntaa nuo ohjeet konekoodiksi. Asennuksen ja kuivakäynnistyskokeen jälkeen kone leikkaa osan, operaattorit tarkistavat tärkeät ominaisuudet, ja osaa tarkastetaan, poistetaan siitä teräkset ja viimeistellään tarpeen mukaan.
4. Mitä materiaaleja voidaan käyttää CNC-konesorvauksessa?
CNC-konesorvaus toimii yleisesti alumiinin, teräksen, ruostumattoman teräksen, titaanin, messinkin ja teknisten muovien kanssa. Parhaan valinnan määrittää osan toimintavaatimukset, kuten lujuus, korrosionkestävyys, paino, pinta-laatu ja kustannukset. Materiaalin valinta vaikuttaa myös siihen, kuinka helposti osaa voidaan työstää ja kuinka paljon jälkityöstöä saattaa olla tarpeen.
5. Kuinka valitaan oikea CNC-konesorvaamo?
Aloita tarkastelemalla teknisen arvioinnin laatua, koneiden kykyjä, materiaalikokemusta, tarkastussuunnittelua, viimeistelytukea ja dokumentointihallintaa. Vahva valmistaja pitäisi pystyä selittämään, miten se hallinnoi tarkkuuksia prototyypistä sarjatuotantoon saakka, eikä ainoastaan tarjoamaan nopeaa tarjousta. Autoteollisuuden työssä ostajat suosivat usein toimittajia, joilla on kypsyt laatuohjelmat, kuten IATF 16949, sekä aktiiviset tilastollisen prosessin ohjauksen (SPC) käytännöt; Shaoyi Metal Technology on esimerkki toimijasta, joka on asettanut itsensä tällaisen laajentumisdiscipliinin ympärille.