 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

CNC-koneiden metallisalaisuudet: mitä valmistajat toivoisivat tietävänsä jo alusta saakka
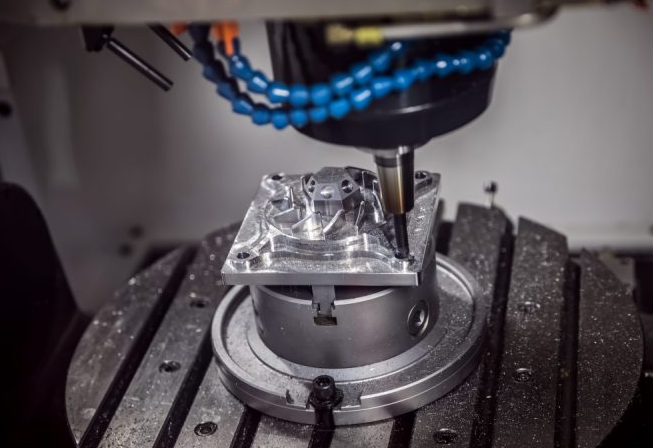
Mitä CNC-metallikoneistus todellisuudessa tarkoittaa
Kuvittele, että ohjaat konetta tarkasti leikkaamaan metallia niin tarkasti kuin mestarikäsityöläinen – mutta teet sen koodin avulla eikä käsin tehdyllä taidolla. Juuri tämän tarjoaa CNC-metallikoneistus. CNC-kone muuntaa raakametallin valmiiksi osiksi noudattamalla tarkkoja digitaalisia ohjeita ja poistaa arvaamisen sekä ihmisen aiheuttaman virheen, jotka aikoinaan määrittelivät metallityöstön.
CNC tarkoittaa tietokoneohjattua numeerista ohjausta ja tämä teknologia edustaa yhtä merkittävimmistä hyppäyksistä valmistuksen historiassa. Sen sijaan, että ohjattaisiin työkaluja manuaalisesti työkappaleen yli, operaattorit ohjelmoivat CNC-laitteen suorittamaan liikkeitä toistettavuudella, jota ihmisellä ei yksinkertaisesti ole mahdollista saavuttaa.
Manuaalisista kiertokoneista digitaaliseen tarkkuuteen
Ennen kuin CNC-teknologia kehittyi, koneen- ja työkalukoneenkäyttäjät viettivät vuosia kehittaäkseen lihasmuistia ja intuitiota, jotta he pystyisivät käyttämään manuaalisia kääntö- ja porakoneita. Jokainen leikkaus riippui käyttäjän taidoista, ja identtisten osien valmistaminen vaati kiinnityslaitteita, paikkoja ja huomattavaa asiantuntemusta. Tietokoneohjattu kääntökone muutti kaiken tämän tallentamalla liikkeen ohjeet digitaalisesti, mikä mahdollisti monimutkaisten toimintojen loputtoman toistamisen.
Tämä siirtymä ei parantanut ainoastaan tarkkuutta – se demokratisoi tarkkaa metallityöstöä. Nykyään hyvin ohjelmoitu CNC-kone voi tuottaa osia, joiden valmistaminen vaati vain muutamaa vuosikymmentä sitten mestaritasoista taitoa.
Tietokoneohjattu vallankumous metallityössä
Perimmiltään jokainen CNC-metallijärjestelmä koostuu neljästä olennaisesta komponentista, jotka toimivat yhdessä:
- Tietokoneohjausjärjestelmä: Aivot, jotka tulkkaavat ohjelmoituja ohjeita ja koordinoivat kaikkia koneen liikkeitä
- Työkalut: Päätyporat, porat ja erikoisporat, jotka poistavat fyysisesti materiaalia työkappaleesta
- Työkappaleen kiinnityslaitteet: Kiinnityslaitteet, kiinnikkeet ja paikallaanpitimet, jotka varmistavat metallitukin paikallaan koneistuksen aikana
- Metallityöpalanen: Raaka-aine, josta valmistetaan lopullinen osasi
Nämä komponentit viestivät toistensa kanssa G-koodilla – ohjelmointikielellä, joka kuulostaa pelottavalta, mutta perustuu yksinkertaisiin periaatteisiin. Ajattele G-koodia kuin GPS-ohjeita leikkaustyökalullesi. Komennot kuten "G01 X2.0 Y1.5 F10" kertovat koneelle yksinkertaisesti, että sen tulee liikkua suoraa viivaa tiettyihin koordinaatteihin määritellyllä nopeudella. Nykyaikainen CAM-ohjelmisto generoi tämän koodin automaattisesti 3D-suunnittelustasi, joten sinun ei yleensä tarvitse kirjoittaa sitä manuaalisesti.
CNC-teknologian selittäminen metallivalmistukseen
CNC-koneen erottaa muista automatisoiduista laitteista sen kyky tulkita numeerisia tietoja ja muuntaa ne tarkoituksenmukaisiksi fyysisiksi liikkeiksi. Kun joku viittaa epämuodollisessa keskustelussa CNC-koneeseen, he tarkoittavat yleensä tätä samaa teknologiaa – terminologia vaihtelee, mutta perusperiaate pysyy samana.
Modernit CNC-koneet voivat saavuttaa sijoitustarkkuuden 0,0001 tuumaa—noin 1/700 ihmisen hiuksen paksuudesta, mikä mahdollistaa tarkkuuden, joka aiemmin oli saavutettavissa vain erikoislabratoriossa.
Tämä ominaisuus selittää, miksi CNC-metallikonepuruuntaminen on muodostunut välttämättömäksi kaikissa teollisuuden aloilla, joissa vaaditaan tiukkoja toleransseja. Riippumatta siitä, valmistatteko ilmailukomponentteja vai mukautettuja auto-osia, näiden perusteiden ymmärtäminen valmistaa teidät tekemään perusteltuja päätöksiä laitteista, materiaaleista ja prosesseista.
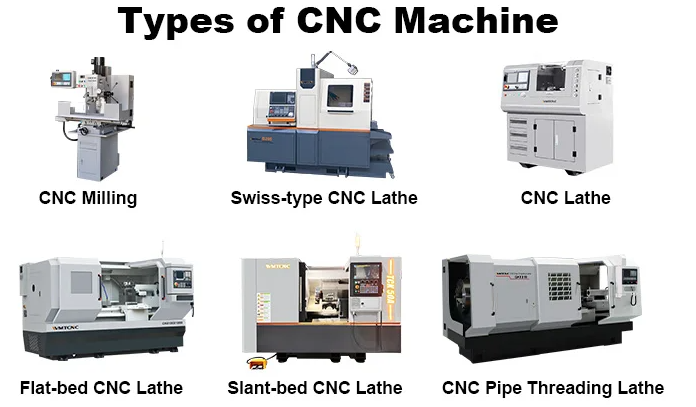
CNC-koneiden tyypit metallivalmistukseen verrattuna
Kaikki CNC-laitteet eivät käsittele metalleja samalla tavalla. Väärän koneen valitseminen projektin tarpeisiin johtaa hukattuun aikaan, alakvaliteettisiin tuloksiin ja turhautumiseen. Kuinka siis valita oikea työkalu metallityöstöönne? Ymmärtämisestä keskeisimmät erot CNC-porakoneiden, kääntökonemaiden, rei’ittimien ja leikkausjärjestelmien välillä saadaan perusta viisaampien päätösten tekemiseen heti ensimmäisestä päivästä lähtien.
Jokainen koneen luokka erikoistuu tiettyihin sovelluksiin. CNC-jyrsin, joka tuottaa virheettömiä 3D-muotoja, saattaa olla täysin epäsovelias suurten levyjen leikkaamiseen. Toisaalta plasmaleikkaaja, joka leikkaa läpi paksut teräslevyt, ei pysty saavuttamaan tarkkoja toleransseja, joita tarkkuuskomponenttien valmistukseen vaaditaan. Tarkastellaan, mitä kunkin tyypin koneet todella tarjoavat.
Jyrsimet vs. rei’ittimet metalliprojekteihin
Kun valmistajat keskustelevat CNC-jyrsimistä , he tarkoittavat yleensä koneita, jotka on suunniteltu poistamaan materiaalia pyörivillä leikkuutyökaluilla, jotka uppoavat metallityökappaleisiin ja liikkuvat niiden yli. Nämä koneet ovat erinomaisia monimutkaisten kolmiulotteisten geometrioiden luomisessa erinomaisella tarkkuudella. Laadukas CNC-jyrsin pystyy pitämään toleransseja, joita levyjen leikkausmenetelmät eivät yksinkertaisesti pysty saavuttamaan.
CNC-porakoneet puolestaan painottavat työtilan kokoa raakajäykkyyden sijaan. Niitä käytetään usein suurempien tasolaattojen käsittelyyn – esimerkiksi mainoskyltit, kotelo-osat tai arkkitehtoninen metallityö. Vaikka porakoneet voivat leikata alumiinia ja pehmeämpiä metalleja tehokkaasti, niillä yleensä ei ole rakenteellista jäykkyyttä, joka vaaditaan kovien leikkauksien tekemiseen teräksestä tai kovemmista seoksista.
Tässä on käytännöllinen tapa ajatella asiaa: jos osasi vaativat monimutkaisia koloja, tarkkoja rei’ityksiä tai monisivuista koneistusta, CNC-porakoneet ovat sinun ratkaisusi. Jos taas leikkaat tasomaisia profiileja levyistä laajemmilla alueilla, porakonejärjestelmä saattaa soveltua paremmin.
Kun poistava ja lämpöleikkaus kohtaavat
Perinteisten lastunpoistoprosessien lisäksi CNC-leikkauskoneiden teknologiaan kuuluvat myös lämpö- ja kulumisperusteiset menetelmät, jotka laajentavat merkittävästi vaihtoehtojasi levy- ja laattatyöhön. Plasmaleikkurit, lasersädeleikkurit ja vesisuihkuleikkurit tarjoavat kukin omat etunsa metallivalmistuksessa.
Plasmaleikkaus käyttää sähköisesti ionisoitua kaasuvirtaa, jolla sulatetaan läpi johtavia metalleja erinomaisen nopeasti. Se on kustannustehokas vaihtoehto paksuille teräslevyille, mutta se aiheuttaa lämpövaikutettavan alueen, joka saattaa vaatia toissijaista käsittelyä. Laserleikkaus tarjoaa paremman leikkausreunan laadun ja kykenee käsittelemään monimutkaisia yksityiskohtia, vaikka materiaalin paksuusrajoitukset riippuvat laserin tehosta.
Vesileikkauskoneet käyttävät täysin erilaista lähestymistapaa – ne käyttävät korkeapainea vettä, johon on sekoitettu hienonnettua granaattia, jotta ne voivat kuluttaa läpi melkein minkä tahansa materiaalin. Koska prosessissa ei ole lämpöä mukana, vesileikkaus poistaa kokonaan lämpövääristymisvaarat. Tämä tekee siitä ideaalin vaihtoehdon lämpöherkille seoksille tai sovelluksille, joissa materiaalin ominaisuuksien on pysyttävä muuttumattomina.
Koneentyyppien sovittaminen metallisovelluksiin
CNC-kääntökone muodostaa omansa erillisen luokan, joka on suunniteltu erityisesti lieriömäisille ja pyöriville osille. Kun pora- ja reiätyökoneet liikuttavat työkalua paikallaan pysyvän työkappaleen ympärillä, kääntökoneet pyörittävät itse työkappaletta kiinteän tai liikkuvan työkalun vastaisesti. Akselit, varret, kierreosat ja kaikki muut pyörähdysymmetriset osat kuuluvat tyypillisesti kääntökoneelle.
Monimutkaisten geometrioiden käsittelyyn useista kulmista vaaditaan 5-akselisen koneen käyttömahdollisuuksia, mikä muuttaa mahdollisen mahdolliseksi. Nämä edistyneet järjestelmät mahdolluttavat työkalun lähestymisen työkappaleeseen lähes mistä tahansa suunnasta, mikä mahdollistaa alapuoliset leikkaukset, yhdistetyt kulmat ja orgaaniset muodot, jotka vaatisivat useita eri asennuksia yksinkertaisemmissa koneissa.
| Koneen tyyppi | Tyypillisiä metallisia | Tarkkuustaso | Nopeus | Paksuuskapasiteetti | Parhaat käyttösovellukset |
|---|---|---|---|---|---|
| CNC-mylly | Kaikki koneistettavat metallit | ±0,0005"–±0,005" | Kohtalainen | Rajoitettu työtilan mukaan | 3D-muotoilut, tarkkuusosat, muotit |
| CNC-reititin | Alumiini, messinki, pehmeät metallit | ±0,005" - ±0,015" | Nopea 2D-profiileille | Yleensä enintään 1" | Suuret tasaiset työkappaleet, mainoslevyt, paneelit |
| CNC-sorvi | Kaikki koneistettavat metallit | ±0,0005" - ±0,002" | Korkea lieriömäisille osille | Rajoitettu kiinnityspidikkeen/tankon kapasiteetilla | Akselit, varret, kierreosat |
| Plasma-leikkuri | Johtavat metallit, teräs | ±0,015" – ±0,030" | Erittäin nopea | Enintään 2"+ teräs | Paksun levyjen leikkaus, rakennetyöt |
| Laserleikkuri | Teräs, ruostumaton, alumiini | ±0,005" - ±0,010" | Nopea ohuille materiaaleille | Yleensä jopa 1" teräs | Yksityiskohtaiset profiilit, ohuen levyn työstö |
| Vesileikkaus | Kaikki metallit, myös kovennettu teräs | ±0,003" – ±0,010" | Hitaampi kuin lämpöleikkaus | Enintään 8"+ mahdollista | Lämpöherkät metallit, paksut materiaalit |
Näiden erojen ymmärtäminen auttaa sinua välttämään yleisen virheen, jossa porakoneen käyttöä pakotetaan tehtäviin, jotka sopisivat paremmin vaihtoehtoisille teknologioille. Jokainen alusta edustaa kymmeniä vuosia kehittyneitä insinööriratkaisuja tiettyihin materiaalinpoistostrategioihin – oikean kategorian valitseminen sovellukseesi varmistaa projektiesi onnistumisen jo ennen työkappaleen asettamista koneeseen.
Metallimateriaalit ja CNC-yhteensopivuus selitetty
Olet valinnut oikean koneen tyypin – mutta oletko harkinnut, mitä tapahtuu, kun leikkuutyökalu kohtaa valitsemasi metallin? Materiaaliyhteensopivuus on se kohta, jossa monet valmistajat törmäävät odottamattomiin esteisiin. Eri metallit käyttäytyvät eri tavoin koneistusolosuhteissa, ja näiden käyttäytymisten ymmärtäminen ennen leikkaamisen aloittamista säästää sekä aikaa että työkalukustannuksia.
Totuus on, että kaikki metallipohjaiset CNC-koneet eivät käsittele kaikkia materiaaleja yhtä hyvin. Joitakin metalleja CNC-konesorvaukseen vaaditaan tiettyä koneen jäykkyyttä, erikoistyökaluja tai erityisiä leikkausstrategioita hyväksyttävien tulosten saavuttamiseksi. Tutkitaan, mitä tekee kunkin yleisen metallin ainutlaatuisena ja miten niitä voidaan käsitellä onnistuneesti.
Alumiini ja sen koneistettavuuteen sopivat ominaisuudet
Kun etsit helpoiten leikattavaa materiaalia, alumiini on listan kärjessä. CNC-alumiinikone voi toimia aggressiivisilla nopeuksilla, koska alumiinin pehmeys mahdollistaa nopean materiaalin poiston ilman liiallista työkalujen kulumista. Valmistusalan asiantuntijoiden mukaan Hubs-palvelussa alumiiniseokset tarjoavat erinomaisen lujuus-massasuhde sekä korkean lämmön- ja sähkönjohtavuuden, mikä tekee niistä taloudellisimman vaihtoehdon sekä prototyyppien että tuotantokomponenttien valmistukseen.
Tärkeitä huomioitavia seikkoja alumiinin koneistuksessa ovat:
- Jauhon poisto: Alumiinin pehmeys aiheuttaa pitkiä, langomaisia puristusjätteitä, jotka voivat kiedota työkalujen ympärille ja tukkia porauskanavia – asianmukainen puristusjätteen poisto sekä ilmapuhallus tai jäähdytyneste ovat välttämättömiä
- Työkalun teräpääty: Materiaali voi kiertyä leikkuureunojen ympärille korkeissa lämpötiloissa, joten terävät työkalut ja sopivat leikkuunopeudet ovat välttämättömiä
- Pintaläpäisevyyden herkkyys: Pehmeä materiaali näyttää työkalujen jälkiä helposti, mikä tekee syöttönopeuden ja työkalun geometrian erityisen tärkeiksi esteettisesti vaativissa osissa
- Seoksen vaihtelut: 6061-seos tarjoaa erinomaisen yleismuokattavuuden, kun taas 7075-seosta voidaan lämmönkäsittelyllä saavuttaa terästä vastaavia lujuuksia
Useimmille metallien CNC-koneille alumiini edustaa ideaalista lähtökohtaa taitojen kehittämiseen ja ohjelmien validointiin ennen siirtymistä vaativampiin materiaaleihin.
Teräslajit ja niiden CNC-käsittelyn haasteet
Teräs asettaa erilaisia vaatimuksia, jotka erottavat harrastetasoiset laitteet vakavasta metallityöstöön tarkoitetuista koneista. Teräksen CNC-koneen on oltava huomattavasti jäykempi kuin alumiinille suunniteltu kone. Teräksen työstössä syntyvät suuremmat leikkausvoimat voivat taiputtaa kevyitä runkoja, mikä aiheuttaa värinää, huonoa pinnanlaatua ja mittatarkkuuden heikkenemistä.
Työskennellessäsi pehmeän ja seosteräksen kanssa, pidä mielessä seuraavat tekijät:
- Koneen jäykkyyden vaatimukset: Raskaammat rungot, suuremmat lineaariset ohjaimet ja vankat pyörivät akselit ovat välttämättömiä johdonmukaisen tuloksen saavuttamiseksi
- Lämmön hallinta: Teräksen alhaisempi lämmönjohtavuus tarkoittaa, että lämpö keskittyy leikkausalueelle – kylmänestettävä neste tai sopiva leikkausöljy estää työkalujen kulumista
- Syöttö- ja kierroslukulaskelmat: Liian hitaat arvot aiheuttavat työkappaleen kovettumista; liian nopeat arvot tuottavat liiallista lämpöä ja nopeaa työkalukulumaa
- Työkalun valinta: Karbidi-työkalut sopivilla pinnoituksilla käsittelevät terästä huomattavasti paremmin kuin nopeasti kuumennettavat terästyökalut
Mietot teräkset, kuten 1018, tarjoavat hyvän koneistettavuuden yleisiin sovelluksiin, kun taas seosteräkset, kuten 4140, vaativat huolellisempaa parametrien valintaa, mutta antavat valmiissa osissa paremmat mekaaniset ominaisuudet.
Eksotiset metallit titaanista messinkiin
Yleisempien teräs- ja alumiiniperheiden lisäksi useat erikoismetallit aiheuttavat ainutlaatuisia koneistushaasteita, jotka palkitsevat asianmukaista valmistautumista.
Rustiiniteräksen leikkaaminen aiheuttaa monille valmistajille vaikeuksia sen työkovettumisen taipumuksen vuoksi. Koneistusalan asiantuntijoiden mukaan Lamina Technologies , rustiiniteräs on paljon haastavampaa ja 'kumimaisempaa' kuin hiiliteräs, ja se kovettuu nopeasti koneistettaessa, mikä selittää sen heikon koneistettavuusluokituksen. Ratkaisuun kuuluu:
- Jatkuva leikkausosuus: Älä koskaan anna työkalun pysähtyä tai kitkua – ylläpidä positiivista leikkaustoimintaa estääksesi pinnan kovettumisen
- Alhaisemmat kierrosnopeudet: Työkalut, jotka toimivat alle 4000 rpm:n nopeudella, vähentävät lämmön muodostumista, joka kiihdyttää työkovettumista
- Terävät työkalut: Tumpelat leikkaukset aiheuttavat kitkaa pikemminkin kuin leikkaustoimintaa, mikä pahentaa työkovettumisongelmaa
- Sopiva paine: Vältä liiallista voimaa, joka aiheuttaa ylikuumenemista ja vahingoittaa sekä materiaalia että leikkaustyökalua
Hopea ja kupari edustavat koneistettavuuden spektrin vastakkaisia päitä. Nämä materiaalit leikataan erinomaisesti vähällä työkalukulumalla, mikä tekee niistä suosittuja korkean tuotantomäärän valmistukseen. Erityisesti messinki C36000 tarjoaa erinomaisen koneistettavuuden yhdistettynä luonnolliseen korrosionkestävyyteen ja korkeaan vetolujuuteen. Näiden pehmeämpien metallien päähuolenaihe on sirujen muodostumisen hallinta ja siistien reunamuotojen saavuttaminen.
Titanium vaatii kunnioitusta ja erityisiä menetelmiä. Vaikka titaani tarjoaa poikkeuksellisen hyvän lujuus-massasuhde-ominaisuuden ilmailu- ja lääketieteellisiin sovelluksiin, siihen vaaditaan:
- Erityisvälineet: Teräviä geometrioita positiivisilla kallistuskulmilla, jotka on suunniteltu erityisesti titaaniseoksille
- Voimakasta jäähdytystä: Korkeapaineinen jäähdytysnesteiden toimitus suoraan leikkuualueelle
- Alennetut nopeudet säilyttäen syöttönopeus: Hidastetut kärkikulmanopeudet, mutta johdonmukainen puristusvoima leikkuukappaleessa kitkauksen estämiseksi
- Jäykät asennukset: Mikä tahansa värähtely tai särähtely tuhoaa nopeasti kalliita työkaluja
Ymmärrys siitä, kuinka valitsemasi metalli käyttäytyy leikkausolosuhteissa, vaikuttaa suoraan kaikkiin päätöksiin: CNC-koneen valinnasta metallille, työkalujen ostoihin ja ohjelmointistrategioihin. Materiaalin ominaisuudet määrittelevät, mitä on mahdollista – ja mikä valmistelu varmistaa menestyksen.

Tarkkuus- ja toleranssimahdollisuudet selitetty yksinkertaisesti
Olet valinnut koneen tyypin sovellukseesi ja valinnut yhteensopivat materiaalit —mutta pystyykö laitteistosi todella saavuttamaan sen tarkkuuden, jota osasi vaativat? Tarkkuus erottaa toimivat komponentit kalliista romumetallista, mutta monet valmistajat aliarvioivat sitä, kuinka merkittävästi toleranssimahdollisuudet vaihtelevat eri CNC-konfiguraatioiden välillä.
Ymmärtäminen, mitkä tarkkuustasot ovat realistisesti saavutettavissa käytössä olevalla laitteistolla, estää turhia pettymyksiä ja resurssien tuhlaamista. Pöytämallinen porakone, joka on suunniteltu harrasteprojekteihin, ei yksinkertaisesti pysty saavuttamaan teollisuuslaitteiden antamaa tarkkuutta, ja toisin odottaminen johtaa pettymykseen. Tarkastellaan, mitkä tekijät aiheuttavat nämä erot ja missä eri konekategorioiden todellinen suorituskyky sijaitsee.
Tuhatosien ja kymmenestuhannesosien ymmärtäminen
Kun koneenraajat puhuvat toleransseista, he puhuvat tuhannesosista tuumaa – kirjoitettuna 0,001" ja usein kutsuttuna "yhdeksi thou:ksi". Vaativammat sovellukset vaativat kymmenestuhannesosia tuumaa, jotka kirjoitetaan muodossa 0,0001" ja joita työpajaterminologiassa kutsutaan yleensä "kymmenesosiksi". Nämä mittayksiköt kuulostavat abstraktilta, kunnes huomaa, että ihmisen hiukset ovat noin 0,003" paksuja, mikä tekee tarkkuusmetallityöstön harjoitukseksi ulottuvuuksien hallintaa, jotka ovat pienempiä kuin arkipäiväinen kokemus meitä valmistaa niiden hallintaan.
Tarkkuusmetallityöstön tutkimuksen mukaan CNC-kokokirja näiden tiukkojen toleranssien saavuttaminen edellyttää kahden erillisen käsitteen ymmärtämistä: tarkkuus (kuinka lähelle kone sijoittaa työkappaleen komennettuun paikkaan) ja toistettavuus (kuinka johdonmukaisesti se palaa takaisin samaan paikkaan). Kone voi esimerkiksi osua aina samalla tavalla samaan kohtaan, mutta olla koko ajan poikkeussuunnassa – tai sen keskimääräinen sijainti voi olla oikea, mutta leikkausten välillä voi esiintyä ennakoimatonta vaihtelua.
Erilaiset CNC-koneiden luokat tarjoavat huomattavasti erilaisia toleranssimahdollisuuksia:
- Harrastekäyttöön tarkoitetut pöytäkoneet: ±0,005 tuumaa tyypillisesti – sopivat ei-kriittisiin osiin, kiinnityslaitteisiin ja oppimishankkeisiin
- Ammattimaisen harrastajan käyttöön tarkoitetut pöytäporakoneet: ±0,002 tuumaa – riittävät toimivien prototyyppien ja kevyen sarjatuotannon osien valmistukseen
- Teollisuuslaitteet: ±0,0005 tuumaa tai parempi – vaaditaan ilmailu-, lääketieteellisissä ja tarkkuustekniikan sovelluksissa
Nämä arvot olettavat asianmukaisen asennuksen ja käytön. Perusasioiden, kuten työkappaleen kiinnitysjäykkyys tai lämpöhallinta, laiminlyönti heikentää nopeasti jopa korkeatasoisia laitteita harrastetasoisella suorituskyvyllä.
Mikä tarkkuus todella maksaa CNC-koneessa
Useita mekaanisia tekijöitä määrittää, missä tarkkuusasteikolla kone sijaitsee. Näiden ymmärtäminen auttaa sinua arvioimaan laitteita realistisesti ja tunnistamaan päivityspolut, jotka tuovat merkittäviä parannuksia.
Koneen jäykkyys muodostaa tarkkuuskyvyn perustan. Koneistusalan asiantuntijoiden mukaan parhaat työstökoneet ovat huomattavasti painavampia kuin budjettivaihtoehdot, koska "niiden jäykkyys voidaan varmistaa ainoastaan käyttämällä runsaasti rakennetta." Valurautaiset rungot vaimentavat värähtelyjä paremmin kuin alumiini- tai teräsrakenteet, mikä selittää, miksi vakavaa metallityöstöä varten tarkoitettu laite tuntuu massiiviselta yli-rakennetulta verrattuna harrastekoneisiin.
Kuulalaakereiden ja kierrepyörän väliset erot edustavat yhtä merkittävimmistä tarkkuuseroista. Tutkimuslaitoksen Rockford Ball Screw osoittaa, että pallokierteiset akselit toimivat 90 %:n hyötysuhteella ja niissä on vähäinen takaisku, kun taas ACME-kierreakselit saavuttavat keskimäärin vain 44 %:n hyötysuhteen ja niissä voi esiintyä 0,005"–0,025" takaiskua. Hiottujen pallokierteisten akselien kierrostarkkuus on alle 0,0003", ja takaisku on käytännössä nolla – merkittävä parannus edullisempiin vaihtoehtoihin verrattuna.
Lisäksi tarkkuuteen vaikuttavia tekijöitä ovat:
- Lineaarilähteet: Laadukkaat lineaariraiteet säilyttävät tasaisen liiketarkkuuden koko matkan alueella, kun taas kuluneet kiilauraohjaimet aiheuttavat edistyneitä virheitä.
- Pyörivän akselin laatu: Pyörivän akselin epäkeskisyys siirtyy suoraan jokaiseen leikkaukseen – tarkkuuspyörivät akselit, joissa on esikuormitettuja laakerikomponentteja, säilyttävät tarkkuuden kymmenesosamillimetreissä, kun taas edullisemmissä pyörivissä aksелеissa voi esiintyä useita tuhannesosamillimetrejä heilahtelua.
- Lämpövakaus: Kun koneet lämpenevät käytön aikana, komponentit laajenevat eri nopeuksilla, mikä siirtää niiden sijaintia – teollisuuskoneet sisältävät lämpötilakorjausta tai vakaa-lämpötilaista suunnittelua.
- Teräslevyjen käyttö: Laadukkaalla levyvarustuksella suoritettu tarkka asennus varmistaa, että geometriset suhteet säilyvät oikeina leikkauskuormien vaikutuksesta.
Nämä tekijät vaikuttavat toisiinsa kumulatiivisesti. Laadukkaat palloruuvit varustettu pöytämallinen jyrsin ei saavuta teoreettista mahdollisuuttaan, jos sen pyörivä akseli on keskimääräisen laatuinen—tarkkuus edellyttää huomiota koko järjestelmään.
Toleranssien kertyminen ja todellinen tarkkuus
Yksittäisten koneiden ominaisuuksien lisäksi on tärkeää ymmärtää, miten toleranssit kertyvät useiden eri piirteiden kautta, jotta voidaan suunnitella todella valmistettavissa olevia osia. Jokainen mittojen arvo sisältää oma toleranssinsa, ja nämä kertyvät koko suunnittelussa.
Kolmiakselinen CNC-kone käsittelee useimmat suoraviivaiset tehtävät, mutta osien käsittelyyn eri asennoissa vaaditaan useita eri asennuksia. Valmistusanalyysin mukaan YCM Alliance , jokainen asennus tuo mukanaan mahdollisia tarkkuusvaihteluita—uudelleenasennusvirheitä, jotka lisääntyvät kokonaistoleranssien kertymään. Monimutkaiset osat, joita työstetään neljän tai viiden eri asennuksen aikana, voivat kertyä merkittäviä sijaintivirheitä eri asennoissa työstettyjen piirteiden välille.
5-akselinen koneistus ratkaisee tämän rajoituksen mahdollistaen kokonaisen osan koneistuksen yhdessä asennuksessa. Kahden lisäkiertymisakselin avulla työkalu voi lähestyä työkappaletta lähes mistä tahansa kulmasta ilman uudelleenasennusta. Kaikki ominaisuudet viittaavat yhteen viitepisteeseen, mikä poistaa kokonaan asennuksesta johtuvat virheet. Tämä ominaisuus mahdollistaa:
- Alapuoliset leikkaukset ja yhdistetyt kulmat: Geometriat, jotka ovat fyysisesti saavuttamattomia 3-akselisilla työpoluilla
- Parannetut pinnanlaadut: Työkalun optimaalinen suuntautuminen leikkauspintaa kohtaan vähentää kallonmuotoisia epätasaisuuksia (scalloping) ja työkalujälkiä
- Pidentynyt työkaluelinkaari: Ideaalisten leikkauskulmien säilyttäminen vähentää työkalun rasitusta ja kulumista
- Monimutkaiset orgaaniset muodot: Turbiinisiivet, impellerit ja muovatut pinnat, jotka muuten vaatisivat laajaa käsin tehtävää viimeistelyä
Valmistajille, jotka tuottavat monimutkaisia geometrioita, 5-akselisen koneen kyky oikeuttaa usein sen korkeamman hinnan parantuneen tarkkuuden, lyhentyneiden kiertoaikojen ja toissijaisten toimintojen poistumisen kautta. Yksinkertaisemmat osat, joiden ominaisuudet ovat kuitenkin saavutettavissa yhdestä suunnasta, hyötyvät harvoin riittävästi tästä lisäinvestoinnista.
Tarkkojen vaatimusten tunteminen ennen laitteiston valintaa – sekä rehellinen arviointi siitä, tukevatko budjetti ja taidot ne vaatimukset – estää yleisen virheen, jossa odotetaan pöytäkoneen suorituskykyä harrastekäyttöön tarkoitetulta laitteistolta tai tehdään liiallista investointia teollisuuskäyttöön tarkoitettuun laitteistoon, jota ei koskaan käytetä täysimittaisesti.
Teollisuudenalat, jotka ovat riippuvaisia CNC-metallikoneistuksesta
Olet tutustunut koneiden tyyppeihin, materiaaliyhteensopivuuteen ja tarkkuuskykyyn – mutta missä kaikki tämä tieto todella sovelletaan? Teollisuudenalojen tunteminen, jotka luottavat voimakkaasti metalli-CNC-koneistukseen, paljastaa, miksi tietyt tekniset vaatimukset ovat tärkeitä, ja auttaa sinua tunnistamaan alueet, joilla taitosi tai palvelusi saattavat kohdata voimakkaimman kysynnän.
Moottorilohkoista, jotka toimittavat voimaa ajoneuvoille moottoriteillä, kirurgisiin välineisiin, jotka pelastavat ihmisenelämän leikkaussaleissa, CNC-koneistettu metalli on muodostunut erottamattomaksi osaksi nykyaikaista valmistusta. Jokainen teollisuudenala tuo mukanaan omia vaatimuksiaan, jotka ohjaavat CNC-teknologiaa eri suuntiin ja johtavat erikoissovelluksiin, jotka vaihtelevat suurten sarjojen tuotannosta yksittäisiin prototyyppeihin.
Autoteollisuuden komponentit suurella mittakaavalla
Autoteollisuus on ollut jo pitkään merkittävimpiä hyötyjiä CNC-metallileikkausteknologiasta. Valmistusalan asiantuntijoiden mukaan American Business Magazine -lehdessä autonvalmistajat hyödyntävät CNC:n tehokkuutta moottorilohkojen, vaihteistojen ja sylinteripäiden valmistuksessa, mikä mahdollistaa erinomaisen tarkkuuden ja yhdenmukaisuuden miljoonien yksiköiden kohdalla.
Mikä tekee CNC:n välttämättömäksi autoteollisuuden sovelluksissa?
- Moottorikomponentit: Sylinteripäät, imuputket ja moottorilohkot vaativat tarkkoja porausmittoja ja pinnankäsittelyjä, jotka vaikuttavat suoraan suorituskykyyn ja kestävyyteen
- Vaihteiston osat: Vaihteet, akselit ja koteloit ovat vaativia tiukkoja toleransseja sileän toiminnan ja vähäisen melun varmistamiseksi
- Alustajärjestelmä ja jousitus: Ohjaushaarukat, kiinnikkeet ja ohjauskomponentit vaativat yhtenäistä lujuutta ja mittatarkkuutta suurilla tuotantomääriillä
- Erityisvalmisteiset kokoonpanot: Jälkimarkkinoiden muokkaukset ja erikoisajoneuvojen komponentit hyötyvät CNC-koneiden kyvystä tuottaa pieniä sarjoja taloudellisesti
Standardituotannon lisäksi CNC-metallileikkurikone on olennainen nopeaan prototyypitykseen autoteollisuuden kehityksessä. Suunnittelijat voivat testata ja säätää osia ennen massatuotantotyökalujen valintaa, mikä vähentää huomattavasti kalliita virheitä. Tämä ominaisuus on erityisen arvokas sähköajoneuvojen (EV) segmentissä, jossa innovaatiokierrokset etenevät nopeammin kuin perinteisessä autoteollisuuden kehityksessä.
Valmistajille, jotka etsivät luotettavia autoteollisuuden valmistusratkaisuja, erikoistuneet CNC-valmistusliikkeet, joilla on teollisuusalan sertifikaatit kuten IATF 16949, tarjoavat tuon vaativien sovellusten vaatiman laatuvarmuuden. Tällaisia laitoksia ovat esimerkiksi Shaoyi Metal Technology yhdistävät tarkkuus-CNC-koneistuksen tilastolliseen prosessinohjaukseen (SPC) tuotannon yhdenmukaisuuden varmistamiseksi eri tuotantosarjojen aikana ja tarjoavat toimitusaikoja, jotka voivat olla nopeudeltaan jopa yksi työpäivä monimutkaisiin alustakokoonpanoihin ja erikoiskomponentteihin.
Avaruusteollisuuden vaatimukset ja CNC-ratkaisut
Harvoja teollisuuden aloja vaatii tarkkuutta enemmän kuin avaruusteollisuuden valmistus. LG Metal Worksin asiantuntijoiden mukaan avaruusteollisuuden osat, kuten turbiinisiivet, moottoriosat ja rakenteelliset kiinnikkeet, vaativat toleransseja jopa ±0,0005 tuumaa – tasoja, joilla virheelle ei ole lainkaan tilaa.
Avaruusteollisuuden sovellukset aiheuttavat ainutlaatuisia haasteita, jotka erottavat kykenevät valmistusliikkeet niistä, jotka eivät ole valmiita tämän alan vaatimuksiin:
- Eksotiikkimateriaalit: Titaaniseokset, Inconel ja muut korkean suorituskyvyn metallit ovat vaikeita työstää ja vaativat erityisiä työkaluja, optimoituja työkalureittejä sekä asiantuntemusta vaativaa käyttäjän valvontaa
- Erinomainen tarkkuus: Lentoturvallisuuden kannalta kriittiset komponentit täytyy valmistaa tarkkojen mittavaatimusten mukaisesti, sillä pieninkin poikkeama voi johtaa katastrofaalisia seurauksia
- Monimutkaiset geometriat: Turbiinisiivet ja rakenteelliset osat sisältävät usein monitasoisia kaaria ja monimutkaisia sisäisiä kulkureittejä
- Jäljitettävyysvaatimukset: Koko dokumentaatio materiaaleista, valmistusprosesseista ja tarkastuksista varmistaa noudattamisen ilmailun turvallisuusstandardeja
Kyky työstää edistyneitä materiaaleja, kuten Inconel 625 -seosta, titaania luokkaa 5 ja alumiiniumseosta 7075-T6, erottaa ilmailualalle soveltuvat työstötilat yleisistä valmistustiloista. Jokainen näistä materiaaleista omaa ainutlaatuisia lämpölaajenemis-, kovuus- ja purunmuodostusominaisuuksia, jotka vaativat tarkkaa kalibrointia ja jatkuvaa valvontaa.
Lääkintälaitteiden tarkkuusvaatimukset
Kun komponentit päätyvät ihmisen kehoon tai elämää pelastavissa toimenpiteissä toimivien kirurgien käsiin, tarkkuus saa syvällisen merkityksen. Lääkintälaitteiden valmistus yhdistää ilmailutasoiset toleranssit biokompatibilisuusvaatimuksiin, jotka rajoittavat materiaalivalintoja ja vaativat erinomaisia pinnanlaatuja.
American Business Magazinen tehdasalan analyysin mukaan CNC-koneet ovat erinomaisia kriittisten lääkintälaitteiden, kuten leikkaustyökalujen, proteesien ja implantaattien, valmistamisessa – sovelluksissa, joissa pieninkin vika voi aiheuttaa elämän muuttavia seurauksia.
Lääketieteelliset sovellukset vaativat erityisiä ominaisuuksia:
- Biodynaamiset materiaalit: Kirurginen ruostumaton teräs, titaani ja erityiset lääketieteellisen käytön muovit, jotka eivät aiheuta haitallisesti reaktioita biologisessa ympäristössä
- Potilaskohtainen mukauttaminen: Potilaan anatomiaan tarkasti sopivat titaanista valmistetut luuplataukset
- Pintalaadun vaatimukset: Implantaatit ja kirurgiset työkalut vaativat kiillotettuja pintoja, jotka estävät bakteerien siirtymistä ja varmistavat asianmukaisen kudosten integraation
- Steriliteettinäkökohdat: Valmistusprosessien on mahduttava jälkikäsittelyyn tarkoitettuun sterilointiin ja puhtaiden tilojen vaatimukset täyttäviin työnkulkuun
Lääketieteellinen ala luottaa yhä enemmän CNC-prototyypityskykyihin uusien kirurgisten välineiden ja implanttisuunnittelujen kehittämiseen. Nopea iteraatio mahdollistaa ergonomian tarkistamisen, toiminnallisuuden testaamisen ja sovituksen validoinnin ennen tuotantotyökalujen hankintaa – mikä kiihdyttää elämänpelastavien innovaatioiden kehitysprosessia.
Harrasteprojekteista teolliseen tuotantoon
Työkalujen valmistajien kannalta on tärkeää ymmärtää ero harrastekäyttöön ja teollisiin vaatimuksiin, jotta he voivat sijoittautua oikein ja asettaa realistisia odotuksia laitteistoinvestointeihinsä.
Harrastekäyttö ja pienyritysten sovellukset sisältävät yleensä:
- Räätälöityjä osia ja korjauksia: Yksittäisiä komponentteja restaurointiprojekteihin, koneiden korjauksiin tai henkilökohtaisiin valmistustarpeisiin
- Prototyypin kehitys: Käsitteiden testaaminen ennen tuotantokumppanien etsintää tai teollisen laitteiston hankintaa
- Pienet sarjatuotannot: Rajoitettuja erikoistuotteiden sarjoja, joissa asennusaika on vähemmän tärkeä kuin joustavuus
- Taitojen kehitys: Oppiminen CNC-ohjelmoinnissa ja -käytössä ennen siirtymistä kaupalliselle toimialalle
Teollisuuden vaatimukset edellyttävät sen sijaan taitoja, jotka oikeuttavat huomattavasti korkeamman laitteistosijoituksen. Prototyyppien erikoisalan ammattilaisten mukaan Nabell , ammattimainen CNC-prototyypitys tarjoaa paremman tarkkuuden, materiaalimonipuolisuuden ja laajennettavuuden, mikä tekee siitä suositun valinnan teollisuusaloille, jotka pyrkivät parantamaan suunnittelun ja tuotannon kykyjään.
Siirtyminen harrastajasta ammattimaiseen työhön paljastaa usein puutteita laitteiston kyvyissä, prosessien dokumentoinnissa ja laatuajärjestelmissä, joita teollisuuden asiakkaat vaativat. Teollisuusvalmistajien, jotka kohdistavat toimintaansa ilmailu-, lääketieteelliseen tai autoteollisuuteen, on investoitava paitsi kyvykkääseen koneistoon myös mittauslaitteisiin, laatumhallintajärjestelmiin ja sertifikaatteihin, jotka osoittavat prosessien hallintaa.
Tämä sovellusalue—viikonloppuprojekteista lentokriittisiin komponentteihin—selittää, miksi CNC-markkinoilla tarjoillaan niin monenlaista laitteistovaihtoehtoa. Ymmärtäminen, minne työsi sijoittuu tällä jatkumolla, ohjaa sekä välittömiä ostopäätöksiä että pitkän aikavälin liiketoimintakehitysstrategioita. 
CNC-metallikoneiden hinnat ja investointianalyysi
Olet tunnistanut teollisuudenalat, joissa tarvitaan tarkkaa metallityöstöä, ja ymmärrät liittyvät tarkkuusvaatimukset—mutta voitko todella sallia itsellesi laitteiston, joka vaaditaan näiden tulosten saavuttamiseen? CNC-koneen hinnasta kysyminen aiheuttaa enemmän valmistajille vaikeuksia kuin melkein mikään muu tekijä. Monet ostajat keskittyvät yksinomaan listahintaan ja huomaavat vasta myöhemmin, että CNC-koneen omistamisen todellinen kustannus ulottuu paljon pidemmälle kuin alussa tehty ostohinta.
CNC-koneen hinnan ymmärtäminen edellyttää kattavaa taloudellista kuvaa. CNC WMT:n valmistusalan asiantuntijoiden mukaan CNC-työkalukoneiden hinta riippuu useista tekijöistä, kuten koneen tyypistä, koosta, ominaisuuksista, merkistä, automaatiotasosta ja pitkän aikavälin käyttökustannuksista. Tarkastellaan nyt sitä, mitä eri investointitasoilla todellisuudessa tulee budjetoida.
Aloittelijatasoiset investointilähtökohdat
CNC-koneen hinta vaihtelee huomattavasti sen mukaan, mihin tarkoituksiin sitä aikoo käyttää. Hintaero on suuri esimerkiksi harrastajien alumiinityöhön tarkoitetun halvan CNC-koneen ja jatkuvaa teräksen tuotantoa varten suunnitellun teollisuuskoneen välillä. Tässä on esitetty, mitä eri budjettitasot todellisuudessa tarjoavat:
| Koneen kategoria | Hintaluokka | Tyypilliset ominaisuudet | Paras valinta |
|---|---|---|---|
| Pöytäkoneet (desktop CNC-myllyt) | 2 000–8 000 USD | Alumiini-, messinki- ja kevytteräksileikkaukset; tyypillinen tarkkuus ±0,005 tuumaa | Harrastajat, prototyypitys, CNC-perusteiden oppiminen |
| Pöytäkoneet (benchtop-koneet) | $8 000–$25 000 | Teräkselle soveltuvat; parannettu jäykkyys; tarkkuus ±0,002 tuumaa saavutettavissa | Pienet kaupat, tuotannon prototyypitys, erikoisosat |
| Kevyen teollisuuden | $25 000–$75 000 | Kokonaispuhdistettu terästuotanto; automaatiovaihtoehdot; tarkkuus ±0,001" (±0,0254 mm) | Työpajat, tuotantoympäristöt, vaativat materiaalit |
| Kokonaisvaltainen teollisuusvarustus | $75 000 - $500 000+ | Jatkuvatoiminen käyttö; eksotiikka-ainekset; tarkkuus ±0,0005" (±0,0127 mm) tai parempi | Ilmailu-, lääketieteellinen ja suurtehoinen valmistus |
Kun kysytte, kuinka paljon CNC-kone maksaa, muistakaa, että premiummerkit kuten Haas, Mazak ja DMG Mori vaativat korkeampaa hintaa, mutta tarjoavat vuosikymmeniä kestänyttä insinööritaitoa sekä teknistä tukea, dokumentaatiota ja koulutusta. Alan analyysien mukaan vaikka näiden premiummerkkien alustava hankintahinta onkin korkeampi, pienempi käyttökatkoja ja pidempi koneen käyttöikä johtavat usein parempaan pitkän aikavälin arvoon.
Piilotetut kustannukset koneen hinnan yläpuolella
Ostohinta edustaa vain näkyvää osaa kokonaissijoituksestanne. Omistajuusanalyysin mukaan XProCNC yleisesti hyväksytty käytäntö suosittelee budjetointia lisäksi 15–25 % koneen ostohinnasta ensimmäisen vuoden käyttökustannuksia varten. Esimerkiksi 20 000 dollarin koneella tämä tarkoittaa, että varataan hintalapun yläpuolelle 3 000–5 000 dollaria.
Jatkuvat toimintakustannukset, jotka vaikuttavat todelliseen CNC-koneistuskustannukseen, ovat seuraavat:
- Työkalujen vaihto: Päätyhyllyt, poranterät ja kärjet ovat kulutusosia – budjetoi kuukausittain 100–400 dollaria materiaaleista ja tuotantomäärästä riippuen.
- Jäähdytynesteet ja voiteluaineet: Laadukas leikkuuneste pidentää työkalujen käyttöikää ja parantaa pintojen laadua, mutta sitä on vaihdettava säännöllisesti ja sen on oltava asianmukaisesti poistettavissa.
- Sähkö: Teollisuuden pyörivät akselit kuluttavat huomattavaa sähkötehoa, erityisesti raskaiden leikkauksien aikana teräksessä.
- Huoltotarvikkeet: Voiteluaineet, liukupinnan voiteluöljy, suodattimet ja puhdistustarvikkeet kertyvät yhteen vuoden aikana.
- Ohjelmistotilaukset: CAD/CAM-ohjelmistot maksavat usein 100–500 dollaria kuukaudessa ammattimaisissa paketeissa.
- Vaihtokomponentit: Varaa vuosittain 1–3 % ostohinnasta kulumisille osille, kuten laakerit, tiivistimet ja hihnat
Ensimmäisen vuoden jälkeen koneen arvosta vuosittain budjetoidut 5–10 % jatkuvaa huoltoa ja työkalujen vaihtoa varten edustavat kestävää mallia, joka estää huollon lykkäämisen muuttumasta kalliiksi korjaukseksi.
Oikean kappalekustannuksen laskeminen
CNC-koneen kustannusten ymmärtäminen osaa kohden auttaa sinua laskemaan tarjouksia tarkasti ja arvioimaan laiteinvestointeja realistisesti. Kustannuslaskelmaasi tulisi sisällyttää:
- Koneaika: Jaa vuotuiset konekustannukset (arvon alenema, huolto, yleiskulut) tuottavilla tunneilla saadaksesi tuntihinnan
- Työkalujen kuluminen: Seuraa työkalun käyttöikää omissa materiaaleissasi ja jakaa vaihtokustannukset tuotettujen osien kesken
- Asennusaika: Ota laskelmiisi mukaan kiinnitysosien valmistus, ohjelman tarkistus ja ensimmäisen tuotetun osan tarkastus
- Materiaalin hukka: Ota huomioon lastut, leikkauspätkät ja hylätyt osat materiaalikustannusten laskennassa
- Työvoima: Ota huomioon operaattorin aika ladattaessa, seurattaessa ja purkauttaessa — myös automatisoiduilla laitteilla
CNC-koneen kustannus per toiminto vaihtelee merkittävästi prosessityypin mukaan. Valmistusanalyysien mukaan laser- ja plasmaleikkaus tarjoavat nopeusetuja kahden ulottuvuuden työskentelyyn, kun taas jyrsintä on kalliimpaa tuntia kohden, mutta se mahdollistaa monimutkaisten kolmiulotteisten geometrioiden valmistuksen, joita yksinkertaisemmat prosessit eivät pysty saavuttamaan. Laitteiston sovittaminen todelliseen työkuormaan estää liiallisia kustannuksia sellaisten ominaisuuksien vuoksi, joita käytetään harvoin.
Uuden ja käytetyn laitteiston valinta
Käytetty CNC-laitteisto voi tarjota huomattavia säästöjä – joskus jopa 40–60 % uusien hintoja alhaisemmat – mutta sitä on arvioitava huolellisesti. Ottaen huomioon seuraavat tekijät arvioitaessa ennakkoon omistettuja koneita:
- Tuntimittari ja huoltotiedot: Vähän käytetyt koneet, joiden huoltotiedot ovat dokumentoituja, tarjoavat parhaan arvon käytettynä.
- Tarkastus ennen ostoa: Suorita testiohjelmat ja tarkista takaisku, pyörivän akselin epäkeskisyys ja geometrinen tarkkuus.
- Ohjausjärjestelmän ikä: Vanhemmat ohjausjärjestelmät saattavat puuttua ominaisuuksiltaan, niillä saattaa olla rajoitettu ohjelmistoyhteensopivuus tai niiden varaosat saattavat olla poistuneet tuotannosta.
- Valmistajan tuki: Jotkut merkit pitävät varaosia saatavilla ja tarjoavat tukea vuosikymmeniä; toiset lopettavat tuen nopeasti
- Asennuskustannukset: Kuljetus, sähkötyöt ja käyttöönotto lisäävät kokonaishankintakustannuksia
Hyvin huollettu käytetty kone luotettavalta merkiltä tarjoaa usein parempaa arvoa kuin uusi edullisluokan kone, jonka pitkän aikavälin kestävyys on epävarma. Käytetyn koneen ostaminen ilman asianmukaista tarkastusta tai epäluotettavilta lähteiltä voi kuitenkin johtaa siihen, että korjauskustannukset ylittävät ostohinnasta saadun säästön.
Tietoiset investointipäätökset vaativat tasapainottelua alkuinvestointien ja pitkän aikavälin arvon välillä – eli ei pelkästään laitteiston hinnan, vaan myös sen kustannusten ymmärtämistä tuottavan käytön aikana useiden vuosien ajan.
Työkalut ja kiinnitysvarusteet metallityöstöön
Olet arvioinut konekustannukset ja ymmärrät, mitä eri investointitasot tuovat – mutta vaikka CNC-koneet olisivatkin kyvykkäimpiä, ne tuottavat pettymyksellisiä tuloksia ilman asianmukaista työkalu- ja kiinnitysvarustusta. Ajattele asiaa näin: kone tarjoaa liikkeen ja tehon, mutta leikkuutyökalut ja kiinnityslaitteet määrittävät sen, muuttuuko kyky laadukkaiksi osiksi vai turhauttavaksi romuksi.
Monet valmistajat aliarvioivat, kuinka paljon työkalu- ja kiinnitysvarustusratkaisut vaikuttavat heidän tuloksiinsa. Huonosti kiinnitetty työkappale siirtyy leikkauksen aikana, mikä tuhoaa tarkkuudet. Väärät poranterät tai jyrsinterät materiaalillesi aiheuttavat ennenaikaisen kulumisen tai huonon pinnanlaadun. Näiden perusteiden ymmärtäminen ennen leikkaamisen aloittamista estää kalliita oppitunteja, jotka opitaan kovalla tavalla.
Kiinnitysruuvipuristimet ja räätälöidyt kiinnityslaitteet
Työkappaleen kiinnitys täyttää yhden kriittisen tehtävän: se pitää metallityökappaleen täysin paikoillaan leikkausvoimien vaivatessa siirtää sitä. Jokainen liike – vaikka se olisi tuhannesosan tuumaa – siirtyy suoraan valmiiseen osaan mittavirheenä. Valitsemasi työkappaleen kiinnitystapa riippuu osan geometriasta, vaaditusta pääsystä CNC-työkaluun ja tuotantomäärästä.
Yleisiä työkappaleen kiinnitysvaihtoehtoja ovat:
- Konepuristimet: Jyrsintäoperaatioiden työhevonen – laadukkaat puristimet kovennetuin leuoin tarjoavat jäykän kiinnityksen suorakulmaisille työkappaleille ja niitä voidaan varustaa pehmeillä leuoilla, jotka on koneistettu vastaamaan tiettyjä osaprofiileja
- Sormipuristimet ja porraskelat: Monikäyttöinen kiinnitys epäsäännölmuotoisille osille tai silloin, kun puristimen leuat häiritsisivät työkaluradan pääsyä
- Imupöydät: Ideaali ohuille levyosille, joissa perinteinen kiinnitys vääntäisi työkappaletta – ilmanpaine pitää osat tasaisina ilman reunahäiriöitä
- Räätälöidyt kiinnityslaitteet: Tarkoituksellisesti suunniteltu työkappaleen kiinnitys tiettyihin osiin, joka sisältää usein kytkösruuvipultteja ja kierreputkia nopeaa latausta ja tarkkaa sijoittelua varten
- Kiinnityslohkot ja indeksointijärjestelmät: Mahdollistavat usean sivun koneistamisen ilman osan poistamista koneesta
Suunniteltaessa kiinnitysjärjestelmiä on otettava huomioon, miten metallilevy (shim) voi muodostaa tarkat referenssipinnat tai kompensoida pieniä vaihteluita raaka-aineen paksuudessa. Kokemukset koneistajat pitävät erilaisia shim-levyjä varastossa, jotta asetukset voidaan hienosäätää ilman, että kiinnitysjärjestelmiä tarvitsee uudelleen valmistaa.
Päätyhakkuun työkalukärjet ja leikkuutyökalujen valinta
Hakkuukoneen leikkuutyökalut määrittävät suoraan leikkuunopeuden, pinnanlaadun ja työkalun käyttöiän. Työkalutyyppejen välisien erojen ymmärtäminen auttaa tehdä viisaaita ostopäätöksiä eikä vain ostaa sitä, mikä vaikuttaa edulliselta.
Päätyhylsyt käsittelevät suurinta osaa hakkuutyötä. Nämä pyörivät leikkuutyökalut ovat saatavilla lukemattomina vaihtoehtoina:
- Tasapäiset hakkuutyökalut: Neliökulmaiset työkalut kappaleiden syvyysleikkauksiin, profiilointiin ja tasausleikkauksiin
- Palloperäiset hakkuutyökalut: Pyöristetyt kärjet kolmiulotteisiin muotoihin, pyöristyksiin ja muovattuihin pintoihin
- Kulmasäteelliset päätyhakat: Yhdistävät tasapäisten päiden lujuuden ja vähentävät jännityskeskittymiä kulmissa
- Karkeahakut: Sahamaiset terät murtavat puristuspurkaukset ja mahdollistavat kovaa materiaalinpoistoa
Pintahakat ovat erinomaisia suurten materiaalimäärien nopeaan poistoon tasaisilla alueilla. Nämä käyttävät vaihdettavia kovametallitulppia eivätkä ole kokonaan kovametallisia, mikä tekee niistä taloudellisia raskaiden pintahakutoimintojen suorittamiseen.
Porat ja kierreporat täydentävät olennaisen päätyhakkaustyökalupakin. Pisteportit luovat tarkat lähtöpisteet, kierteisporat poraavat reiät ja kierreporat leikkaavat sisäkierteet. Tuotantotyössä kierremuovaavat ruuvit voivat joskus kokonaan korvata kierreporaustoiminnon muovaamalla kierret kokoamisen yhteydessä sen sijaan, että ne leikattaisiin koneistuksen aikana.
Työkappaleen kiinnitysstrategiat eri osien geometrioille
Perustyökalut metallikoneistukseen tulisi kattaa yleisimmät toiminnot budjetin ylittämättä:
- 2- ja 4-kärkiset päätyhakapäät, halkaisijat 1/4", 3/8" ja 1/2"
- Työntekijän pituiset kierreporat, jotka kattavat yleisimmät reikäkooot
- Pistepora tai keskipora reikien aloittamiseen
- Karbidihammasreunakarja reunojen pyöristämiseen
- Tasakarja sopivilla kärjillä pääasiallisille työstöaineille
- Kierreporasarja vastaavilla porakoolla yleisimmille kierreaskeloille
- Reunahaastin tai tukipiste tutkimaan työkappaleen sijaintia
Työkalupinnoitteet vaikuttavat merkittävästi suorituskykyyn eri metalleissa. Pintakäsittelömätön karbidi toimii riittävästi alumiinissa, mutta kuluu nopeasti teräksessä. Titaniinitridi (TiN) lisää kovuutta ja kuumuuden kestävyyttä yleiskäyttöiselle teräksen leikkaamiselle. Alumiini-titaniinitridi (AlTiN) kestää korkeampia lämpötiloja kovemmissa materiaaleissa ja kuivassa työstössä. Diamanttimainen hiilipinnoite (DLC) toimii erinomaisesti alumiinissa estäen leikkuuterän muodostumisen.
Karbidi vs. nopealeikkausteräs edustaa perustavanlaatuista valintaa, joka vaikuttaa sekä kustannuksiin että suorituskykyyn. Korkean nopeuden teräksestä (HSS) valmistetut porakärjet ovat edullisempia ja niitä voidaan teroittaa uudelleen, mikä tekee niistä taloudellisen vaihtoehdon satunnaisiin käyttötarkoituksiin tai pehmeisiin materiaaleihin. Karbidityökalut ovat alun perin kalliimpia, mutta niillä voidaan työstää nopeammin, ne kestävät pidempään ja ne soveltuvat kovempien materiaalien työstöön – yleensä ne maksavat itsensä takaisin nopeasti tuotantoympäristöissä.
Oikea purun poisto ja jäähdytysjärjestelmät pidentävät työkalun käyttöikää ja parantavat osien laadua. Leikkuualueeseen jääneet purut leikataan uudelleen, mikä vahingoittaa sekä työkappaletta että työkalua. Jäähdytysneste (flood coolant) pesee purut pois ja vähentää leikkuulämpötiloja. Silloin kun jäähdytysnesteen käyttö ei ole käytännöllistä, ilmapuhallus- tai sumujärjestelmät tarjoavat vaihtoehtoisia ratkaisuja. Joitakin materiaaleja – erityisesti alumiinia – hyötyy tietystä leikkuunesteestä, joka estää leikkuuterän pinnalle muodostuvan kertymän (built-up edge).
Laadukkaan kiinnitysvaruston ja sopivan työkalujen hankinta tuottaa hyötyjä jokaisen valmistamasi osan osalta. Tässä säästely heikentää jopa huippuluokan koneiden kykyä, kun taas harkitut valinnat maksimoivat sitä, mitä laitteistosi pystyy tarjoamaan.

Oikean CNC-koneen valinta metallien käsittelyyn
Olet omaksunut perusteet—koneiden tyypit, materiaaliyhteensopivuus, tarkkuusominaisuudet, kustannukset ja työkalujen perusvaatimukset. Nyt koittaa päätös, joka yhdistää kaiken yhteen: oikean CNC-koneen metallikäsittelyyn valinta omaan tilanteeseesi. Tämä valinta vaikuttaa jokaiseen projektiisi vuosien ajan, joten sen tekeminen oikein on tärkeämpää kuin kiireellinen ostopäätös, joka ei vastaa todellisia tarpeitasi.
Olipa kyseessä harrastaja, joka unelmoi kotikäyttöön tarkoitetusta CNC-koneesta, vai ammattilainen, joka arvioi tuotantokäyttöön tarkoitettuja laitteita, valintaprosessi perustuu samankalaiseen logiikkaan. Aloita vaatimustesi määrittelyllä, vertaa niitä realistisiin vaihtoehtoihin ja ota huomioon koko ekosysteemi, joka tukee onnistunutta koneistusta. Käymme läpi käytännöllistä kehystä, joka estää ostajan pentutunnon.
Koneen koon sovittaminen työtilaan
Ennen kuin rakastut koneen ominaisuuksiin, varmista, että se todella mahtuu siihen paikkaan, jossa aiot käyttää sitä. Pöytäkoneen kokoinen CNC-jyrsin vaikuttaa kompaktalta, kunnes otat huomioon lastunpidon, työkalusäilytyksen ja käyttäjän pääsyn. Fyysiset rajoitukset poissulkevat vaihtoehdot nopeammin kuin mikään muu tekijä.
Käytä tätä tarkistuslistaa keskeisten valintakriteerien arviointiin ennen erityisten koneiden vertailua:
- Työtilan vaatimukset: Mitkä ovat suurimmat osat, jotka sinun todellisuudessa täytyy koneistaa? Lisää turvamarginaali kiinnitystä ja vapaata tilaa varten.
- Materiaalikyvyt: Tuletko pääasiassa työstämään alumiinia, vai tarvitsetko heti alusta lähtien teräksen työstöön riittävän jäykkyysvarman koneen?
- Tarkkuusvaatimukset: Mitkä tarkkuusvaatimukset sovelluksillanne todella on—ei toivottaisi, vaan todella tarvittaisiin?
- Budjettivirheet: Ota kokonaissuunnitelmaasi mukaan työkalut, ohjelmistot ja ensimmäisen vuoden käyttökustannukset—ei ainoastaan koneen hinta
- Käytettävissä oleva tila: Mittaa todellinen työtilasi, mukaan lukien tila lastujen käsittelyyn, materiaalin käsittelyyn ja huoltotyöhön
- Virran vaatimukset: Tarkista, että sähköverkkosi pystyy kantamaan koneen kuorman—teollisuuslaitteet vaativat usein 220 V:n jännitteen tai kolmivaihevirtaa
- Kantokyky: Varmista, että lattiasi pystyy kantamaan koneen painon, erityisesti valurautaisille teollisuuslaitteille
- Melu ja ilmanvaihto: Ota huomioon naapurit, työpajan ilmanvaihto jäähdytysnesteiden sumun poistamiseksi sekä lastujen keruun vaatimukset
Pieni CNC-kone, joka on suunniteltu työpöytäkäyttöön, saattaa hoitaa täydellisesti välittömät projektitasi ja sopia myös autotallin kulmaan. Jos olet kuitenkin jo suunnitellut päivitystä kahden vuoden sisällä, tämä väliaikainen vaihe saattaa tuhlata resursseja, jotka olisi parempi käyttää heti alusta lähtien kyvykkäämpään laitteistoon.
Arvioi jäykkyys kohdemateriaaleihisi
Pääasiallinen käytettävä materiaali määrittää vähimmäisvaatimukset jäykkyydelle. Pieni CNC-jyrsin, joka on suunniteltu alumiiniprototyyppien valmistukseen, kamppailee – tai epäonnistuu kokonaan – kun sitä pyydetään tekemään kovia leikkauksia teräksestä.
Harrastajille ja kevyitä tehtäviä varten:
- Pöytätyyppisen jyrsimen vaihtoehdot: Riittävät alumiinin, messinkin, muovien ja pehmeän teräksen kevyiden leikkausten tekemiseen
- Tyypillinen rakenne: Alumiinirunkoiset mallit, pienemmät lineaariset ohjaimet, hihna- tai kierrepyöräajot
- Realistiset odotukset: Opiskele CNC-perusteet, tee prototyyppejä, valmista toimivia osia pehmeistä materiaaleista
- Päivityspolut: Harkitse, hyväksyykö alusta mahdollisia porakärkien päivityksiä, pallokierteiden vaihtoja tai suojauslaitteiden lisäyksiä
Ammattimaisiin ja tuotantoympäristöihin:
- Teollisuustason rakennus: Valurautaiset tai valmistetut teräsrungot, joilla on merkittävä massa
- Tarkkuusliikkeen järjestelmät: Pallokierteet, laadukkaat lineaarohjaimet, servomoottorit enkooderipalautteella
- Pyörivän työkalun (spindle) ominaisuudet: Korkeampi teho ja jäykkä työkalunpidinjärjestelmä, kuten CAT40 tai BT30
- Tuotantotoiminnot: Automaattiset työkalunvaihtajat, tarkastusjärjestelmät, jäähdytysnesteiden hallinta
Pieni CNC-kone saattaa vaikuttaa rajoittavalta verrattuna täysikokoisiin laitteisiin, mutta rajoitukset pakottavat luovuuteen ja syvempään oppimiseen. Monet menestyneet koneistajat kehittivät taitojaan varhain suhteellisen yksinkertaisilla laitteilla ennen kuin siirtyivät suurempiin koneisiin – perusteet siirtyvät riippumatta koneen koosta.
Ohjelmistoympäristö ja oppimiskäyrän huomioon ottaminen
Työnkulku ideasta valmiiseen osaan kulkee ohjelmiston kautta jokaisessa vaiheessa. Tämän työnkulun ymmärtäminen auttaa sinua arvioimaan ei ainoastaan konetta vaan myös koko ekosysteemiä, johon olet investoimassa.
CAD (tietokoneavusteinen suunnittelu) luo 3D-mallisi tai 2D-piirroksesi. Vaihtoehtoihin kuuluvat harrastajille tarkoitetut ilmaiset työkalut, kuten Fusion 360, sekä ammattimaiset ohjelmistopaketit, kuten SolidWorks tai Inventor. CAD-ohjelman valintasi vaikuttaa tiedostoyhteensopivuuteen ja toimintojen saatavuuteen myöhempinä vaiheina.
CAM (tietokoneavusteinen valmistus) muuntaa suunnittelusi työpoluiksi – tarkoilla liikkeillä, joita koneesi suorittaa. CAM-ohjelmisto laskee työntekijän eteenpäin liikuttamisen (feed), pyörimisnopeuden (speed) ja leikkuustrategiat materiaalin, työkalujen ja koneen ominaisuuksien perusteella. Laadukas CAM-ohjelmisto vaikuttaa merkittävästi pinnanlaatuun, kiertoaikaan ja työkalujen kestoon.
Jälkikäyttö muuntaa yleispätevät työpolut G-koodiksi, joka on erityisesti sopeutettu koneesi ohjaimeen. Eri ohjaimet tulkkaavat käskyjä eri tavoin, mikä tekee asianmukaisten postprosessoreiden käytöstä välttämättömän luotettavan toiminnan varmistamiseksi.
Koneen ohjaus suorittaa G-koodin ja koordinoi moottoreita, pyörivää akselia (spindle) ja jäähdytysnestettä osan valmistamiseksi. Ohjaimet vaihtelevat yksinkertaisista GRBL-perustaisista järjestelmistä pöytäkoneiden CNC-asennuksissa aina teollisuuslaitteistojen monitasoisempiin Fanuc- tai Siemens-ohjaimiin.
Ota huomioon seuraavat ohjelmistojärjestelmän tekijät:
- Mukana toimitettu ohjelmisto: Jotkin koneet sisältävät CAM-ohjelmiston; toiset vaativat erillisen ostoksen
- Oppimiskäyrä: Monimutkainen ammattimainen ohjelmisto tarjoaa enemmän ominaisuuksia, mutta vaatii myös suuremman koulutusinvestoinnin
- Yhteisötuki: Suosituilla alustoilla on laajat opetusvideot, foorumit ja jaetut resurssit
- Tilauslisenssi vs. ikuisuuslisenssi: Jatkuvat ohjelmistokustannukset vaikuttavat pitkän aikavälin käyttökustannuksiin
- Simulointikyvyt: Virtuaalinen varmistus havaitsee ohjelmointivirheet ennen kuin ne vahingoittavat koneita tai osia
Valmistajan tuki ja yhteisöresurssit
Mitä tapahtuu, kun jotain rikkoutuu tai kohtaat ongelman, jota et pysty ratkaisemaan yksin? Valmistajan tuki ja yhteisöresurssit määrittävät usein sen, muuttuuko kone tuottavaksi työkaluksi vai kalliiksi paperipainoksi.
Arvioi valmistajan tukea seuraavien kysymysten avulla:
- Kuinka nopeasti tekninen tuki vastaa puhelimitse ja sähköpostitse?
- Ovatko varaosat helposti saatavilla ja kohtuuhintaisia?
- Tarjoaako valmistaja koulutusmateriaaleja, videoita tai dokumentaatiota?
- Kuinka kauan yritys on ollut liikkeessä, ja mikä on sen maine tuotteidensa takana seisomisessa?
- Tarjoavatko ohjelmistopäivitykset ja parannukset, vai onko kone 'jäädytetty' ostohetken konfiguraatioon?
Yhteisöresurssit ovat yhtä tärkeitä, erityisesti pienemmillä valmistajilla, joilla ei ole laajaa tukiosastoa. Aktiiviset käyttäjäfoorumi, Facebook-ryhmät ja YouTube-kanavat muodostavat tietopankkeja, jotka auttavat ongelmien selvittämisessä ja optimointivinkkien jakamisessa. Suositut alustat kuten Tormach, Haas ja erilaiset työpöytä-CNC-merkit hyötyvät aktiivisista käyttäjäyhteisöistä, jotka laajentavat tehokkaasti valmistajan tarjoamaa tukea.
Ammattimaisille ostajille, jotka etsivät tuotantovalmiita ratkaisuja todennettujen tukipalveluiden kanssa, vakiintuneet valmistajat tarjoavat rauhan mieltä, jota budjettivaihtoehdot eivät voi tarjota. Tilat kuten Shaoyi Metal Technology näyttää, miten IATF 16949 -sertifiointi ja tilastollinen prosessin ohjaus muuntavat kyvykkyysspesifikaatiot johdonmukaisiksi käytännön tuloksiksi – sellaiseksi toiminnalliseksi kypsyydeksi, joka kehittyy vuosien ajan tuotantokokemuksen myötä.
Suositukset käyttäjäsegmentin mukaan
Tilanteesi määrittää, mitkä kompromissit ovat järkeviä. Tässä on käytännönläheistä ohjeistusta yleisimmän ostajaprofiilien perusteella:
Harrastajat ja oppijat:
- Aloita työpöytä-CNC- tai pieni CNC-koneella, jonka hinta on 2 000–5 000 dollaria
- Keskity alumiinikäyttöön soveltuvien koneiden valintaan, jotka pystyvät käsittelämään joskus messinkiä tai pehmeää terästä
- Anna etusija alustoille, joilla on aktiivisia yhteisöjä ja laajat oppimismateriaalit
- Varaa budjetista laadukkaat kiinnityslaitteet ja perustyökalupakki – älä käytä kaikki rahat pelkästään koneeseen
- Hyväksy, että myöhempää päivitystä pidetään normaalina; ensimmäinen kone opettaa sinulle, mitä sinulla todellisuudessa tarvitaan
Pienet tehtaat ja vakavat harrastajat:
- Harkitse pöytämallisia tai kevyitä teollisuuslaitteita, joiden hinta on 10 000–30 000 dollaria
- Anna etusija jäykyydelle ja tarkkuudelle, jotka mahdollistavat teräksen käsittelyn ja tukevat maksullista työtä
- Sijoita asianmukaiseen CAM-ohjelmistoon, joka hyödyntää koneen ominaisuuksia mahdollisimman tehokkaasti
- Arvioi valmistajan tukipalveluita huolellisesti – käyttökatkokset aiheuttavat kustannuksia, kun asiakkaat odottavat
- Suunnittele kasvuun: valitse koneet, joita voidaan laajentaa automaatiovarusteilla, kuten mittausprobeilla ja työkaluvaihtoasemilla
Tuotantoympäristöt ja ammattimaiset käyttöympäristöt:
- Määritä laitteisto dokumentoitujen vaatimusten perusteella, ei toivottavien ominaisuuksien perusteella
- Ota huomioon kokonaishintaa, mukaan lukien huoltosopimukset ja koulutus
- Tarkista valmistajan vakaus ja varaosien saatavuus koneen odotetun käyttöiän ajan
- Harkitse käytettyjä teollisuuslaitteita tunnettujen merkkien tuotteista vaihtoehtona uusille alhaisen budjetin koneille
- Varmista, että teollisuuslaitoksen infrastruktuuri tukee laitteistoa—sähkö, nostolaitteet ja ympäristöolosuhteiden säätö
Mistä tahansa lähtöpisteestäsi riippumatta muista, että paras CNC-kone metalliosien valmistukseen on se, jota käytät todella osien valmistukseen. Analyysiparalyysi pitää monet mahdolliset valmistajat sivussa, kun taas muut kehittävät taitojaan käytännön kokemuksen kautta. Aloita siitä, missä budjettisi ja tilasi sallivat, opettele perusteet ja päivitä laitteistoa silloin, kun todelliset – ei kuvitellut – rajoitukset estävät sinua tekemästä tarvitsemaasi työtä.
Usein kysytyt kysymykset CNC-metallikoneistuksesta
1. Mihin CNC-konetta käytetään metalliosien valmistukseen?
CNC-kone metallille käyttää tietokoneohjattua numeerista ohjausta (CNC) metalliosien leikkaamisen, muotoilun ja valmistamisen automatisoimiseen erinomaisen tarkkuuden saavuttamiseksi. Nämä koneet noudattavat ohjelmoituja G-koodikomentoja, joiden avulla työkalut ohjataan työkappaleen yli ja poistetaan materiaalia valmiiden komponenttien luomiseksi. Yleisiä tyyppejä ovat CNC-jyrsimet kolmiulotteisten muotojen valmistukseen, kääntökoneet sylinterimäisten osien valmistukseen sekä plasmasiirtimet ja lasersiirtimet levytelineiden leikkaamiseen. Nykyaikaiset CNC-metallikoneet saavuttavat sijaintitarkkuuden 0,0001 tuumaa paremmin, mikä tekee niistä välttämättömiä ilmailu-, autoteollisuus- ja lääkintälaitteiden valmistuksessa, jossa tiukat toleranssit ovat ratkaisevan tärkeitä.
2. Mitä metalleja voitte CNC-koneistaa?
CNC-koneet käsittelevät laajaa metallilajikkeiden valikoimaa, mukaan lukien alumiini, teräs, ruostumaton teräs, messinki, kupari ja titaani. Alumiini tarjoaa suotuisimman koneistettavuuden nopeilla leikkausnopeuksilla ja vähäisellä työkalukulumalla. Teräksen koneistaminen vaatii jäykempiä koneita ja huolellista lämmönhallintaa. Ruostumattoman teräksen koneistaminen aiheuttaa kovettumisongelmia, joten leikkausprosessin on oltava tasainen ja työkalut teräviä. Messinki ja kupari koneistuvat erinomaisesti ja antavat loistavan pinnanlaadun. Titaanin koneistaminen vaatii erikoistyökaluja, voimakkaita jäähdytysratkaisuja ja alennettuja leikkausnopeuksia. Materiaalin valinta vaikuttaa suoraan työkaluvalintaan, leikkausparametreihin ja konevaatimuksiin.
3. Onko CNC-poraus vaikeaa oppia?
CNC-jyrsintä vaatii oppimiskäyrän, mutta se on silti saavutettavissa sitoutuneille aloittelijoille. Perusosia voidaan valmistaa tunnissa käyttämällä nykyaikaista CAD/CAM-ohjelmistoa, joka luo automaattisesti työkalupolun 3D-malleista. Käden taiton hallitseminen – materiaalien käyttäytymisen ymmärtäminen, leikkausparametrien optimointi ja ongelmien ratkaiseminen – vaatii kuitenkin yleensä kolmea tai useampaa vuotta käytännön kokemusta. Alumiinilla työskentely pienikokoisella CNC-jyrsimellä tarjoaa suotuisan ympäristön perusteiden oppimiseen ennen siirtymistä kovemmille materiaaleille ja tiukemmille toleransseille.
4. Onko CNC-koneen rakentaminen halvempaa kuin sen ostaminen?
CNC-koneen rakentaminen maksaa vähemmän raaka-aineista, mutta se vaatii merkittävän aikapanoksen suunnittelulle, kokoonpanolle, säätöille ja hienosäädölle. Harrastajille, joille oppimiskokemus on tärkeä, itse rakennetut koneet tarjoavat sekä opetuksellisia etuja että kustannussäästöjä. Kaupallisesti valmistettujen koneiden ostaminen taas takaa todistetun suorituskyvyn, valmistajan tuen, dokumentaation ja takuukattauksen. Tuotantoympäristöissä laadukkaan varusteiston ostaminen on yleensä kannattavampaa, koska se vähentää käyttökatkoja. Ota tämän päätöksen tekemisessä huomioon oma aikasi, tekniset taitosi ja tarkoitetut käyttötavat.
5. Kuinka paljon CNC-metallikone maksaa?
CNC-metallikoneiden hinnat vaihtelevat 2 000 dollarista pöytäkoneisiin, joita käytetään harrastusmellä, yli 500 000 dollariin teolliseen tuotantolaitteistoon. Pöytäkoneet, jotka soveltuvat alumiini- ja kevytteräskäsittelyyn, maksavat 2 000–8 000 dollaria. Parannetulla teräksen käsittelykyvyllä varustetut pöytäkoneet maksavat 8 000–25 000 dollaria. Kevyteollisuuden laitteisto maksaa 25 000–75 000 dollaria, kun taas täysmittaiset tuotantokoneet, kuten Haasin tai Mazakin mallit, alkavat noin 75 000 dollarista. Ostohinnan lisäksi on varattava 15–25 % lisävaroja ensimmäisen vuoden käyttökuluihin, joihin kuuluvat työkalut, jäähdytysneste, ohjelmistot ja huolto.