 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Työkalurakentaminen automaalioteollisuudessa: Valmistuksen perusta
TL;DR
Der Työkalurakentaminen autoteollisuudessa on modernin ajoneuvotuotannon teknologinen perusta. Se ei käsittele mekaanikoiden käsityökaluja, vaan teollista kehitystä ja valmistusta erittäin monimutkaisista muoteista, leikkureista ja kiinnikkeistä, jotka ovat välttämättömiä karroserian osien, moottorikomponenttien ja sisustuksen massatuotannossa. Ilman näitä tarkkoja tuotantovälineitä ("työkalut") ei olisi mahdollista taloudellisesti tuottaa miljoonia identtisiä ajoneuvokomponentteja. Tässä artikkelissa käsitellään prosesseja, teknologioita ja laatuvaatimuksia, jotka määrittelevät tätä keskeistä B2B-sektoria.
Perusteet: Mikä on työkalurakentaminen autoteollisuudessa?
Autoteollisuuden kontekstissa termi Werkzeugbau (engl. Tooling) osien muotoiluun käytettävien tuotantovälineiden suunnittelu- ja valmistusala. Tämä toimiala on rajapinta tuotekehityksen (auton suunnittelu) ja todellisen tuotannon (pressaus, valimo) välillä. "Työkalu" tarkoittaa tässä yhteydessä useita tonneja painavaa muottia, joka valmistetaan korkean lujuuden teräksestä ja kiinnitetään valtaviin pressuihin tai valukoneisiin.
Työkaluteollisuuden rooli on ns. mahdollistajana: jokainen ajoneuvon osa – etupyöräsuojasta instrumenttipaneeliin ja moottorikannesta – vaatii tietylle osalle tarkoitetun työkalun (alkumuottin tai muovausvälineen), jotta se voidaan valmistaa. Työkalun laatu määrittää suoraan lopputuotteen mittojen tarkkuuden, pinnanlaadun ja tuotantonopeuden. Vaikka OEM (Original Equipment Manufacturer) usein omistaa suunnitteluoikeudet, toteutustapaan liittyvä syvä prosessiosaaminen on usein erikoistuneilla työkalurakentajilla ja toimittajilla.
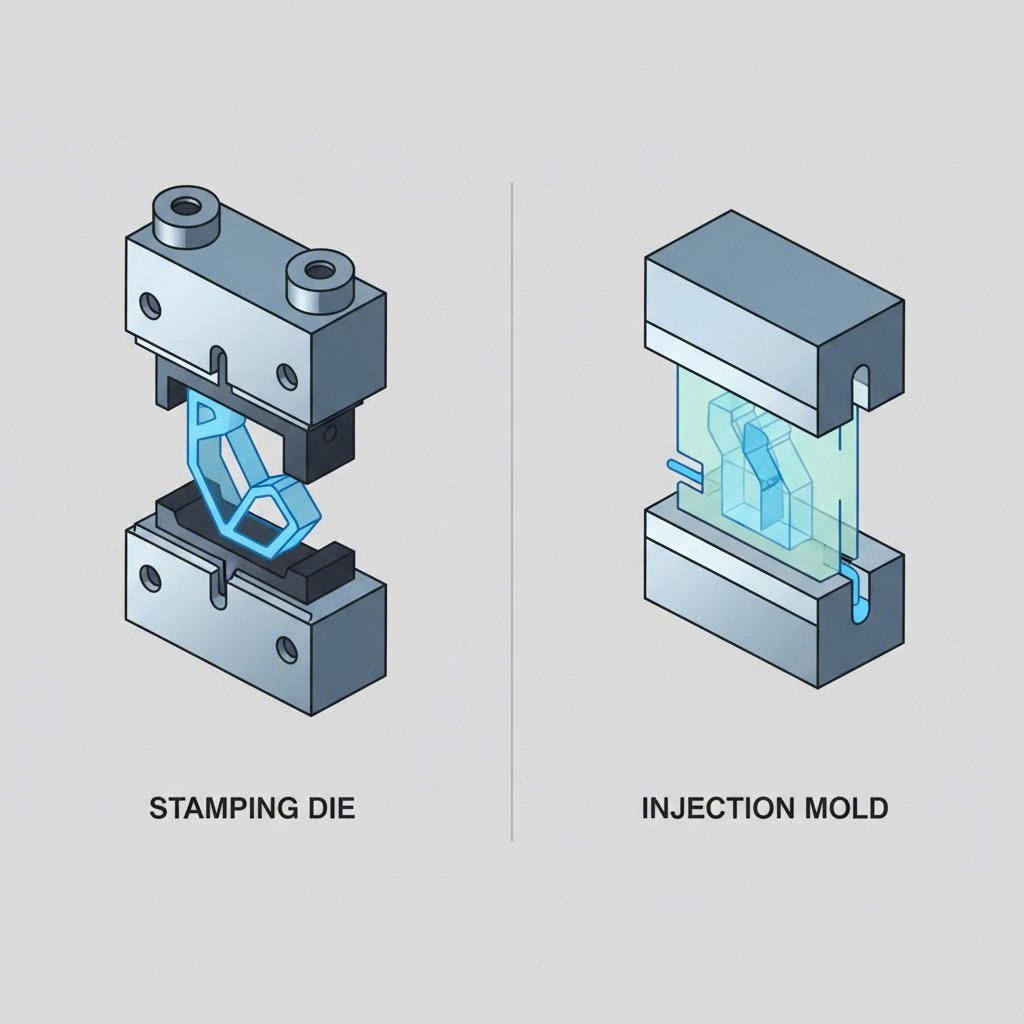
Eroja kaksi pääkategoriaa:
- Muovaus työkalut: Näitä käytetään ensisijaisesti levymetallin työstöön (esim. leikkaus, taivutus, syvävetäminen karoseriossa).
- Valumuottityökalut: Tähän kuuluvat muun muassa muoviosien ruiskuvalumuotit (sisustus, tönäisytkimet) ja kevytmetallien painevalumuotit (moottoriosat, rakenneosat).
Avainteknologiat ja työkalutyypit vertailussa
Autoteollisuuden tuotanto perustuu useisiin erilaisiin valmistusmenetelmiin, jotka vaativat erittäin erikoistuneita työkaluteknologioita. Menetelmän valinta riippuu materiaalista (teräs, alumiini, muovi) ja osan toiminnotavasta.
Muovaus: Leikkaus ja painaminen
Koteloituksen valmistuksessa leikkaus- ja muovausvälineet hallitsevat. Tässä tasomaisesta levytangosta (kela) monivaiheisilla työkaluilla (jatkoyhdistelmätyökaluilla tai siirtotyökaluilla) muodostetaan haluttu 3D-geometria. Haasteena on materiaalin kimmoautuminen ja erittäin tarkka toleranssi, joka tarvitaan saumojen mittausten minimoimiseksi valmiissa ajoneuvossa. Nykyaikaiset työkalut täytyy usein kestää miljoonia iskuja ilman että laatu heikkenee.
Muovin ruiskuvalumuotit / alumiinipainevalumuotit
Sisätilakomponentteihin ja monimutkaisiin teknisiin osiin käytetään muovin ruiskuvalumuotteja. Nestemäinen muovi ruiskutetaan korkeassa paineessa kammioon (onteloon). Samalla tavoin toimii alumiinipainevalumin rakenneosille, jolla on viime aikoina saanut lisää merkitystä suuntauksen nimeltä "Gigacasting" (koko ajoneuvokokoonpanojen suurmuottaus).
| Menetelmät | Materiaalit | Tyypilliset komponentit | Erityispiirre työkaluvalmistuksessa |
|---|---|---|---|
| Leikkaus / muovaus | Teräslevy, alumiinilevy | Moottoriluukut, ovet, sivuseinät | Palautusjousituksen kompensointi, korkean lujuuden teräkset |
| Muovin ruiskuvalu | Polypropeeni, ABS, polyamidi | Kojelaudat, törmäyssuoja, kytkimet | Monimutkaiset jäähdytyskanavat, korkea pintalaatu (tekstuuri) |
| Painevalu | Alumiini, magnesium | Vaihdelaatikoiden kotelot, moottorilohkot | Äärimmäinen lämpökuormitus, lyhyet sykliajat |
Prosessi: Datalähteen sarjatyökaluksi
Tuotantotyökalun luominen on kuukausia kestävä prosessi, joka alkaa paljon ennen ensimmäistä fyysistä komponenttia. Tämä menettely varmistaa, että työkalu toimii moitteettomasti myöhempänä sarjatuotannossa (prosessikelpoisuus).
- CAD-suunnittelu ja toteuttavuusanalyysi: Osatietojen perusteella työkalu suunnitellaan digitaalisesti. Asiantuntijat tarkistavat, voidaanko rakenne ylipäänsä valmistaa (muotista irrottaminen, materiaalivirtaus).
- Simulointi (CAE): Ennen kuin terästä leikataan, ohjelmistoratkaisut (kuten AutoForm) simuloidaan muovaus- tai valamisprosessi. Tässä mahdolliset virheet, kuten halkeamat tai rypleet, havaitaan ja korjataan jo etukäteen virtuaalisesti.
- Valmistus ja kokoaminen: CNC-porauskoneilla muotti työstetään korkean lujuuden omaavasta työkaluteräksestä. Tämän jälkeen asennetaan ohjausosat, liukuelementit ja anturit.
- Koeajo (työkalun hionta): Työkalu testataan koepressulla. Tämä on kriittisin vaihe, jossa työkalua optimoidaan käsin tai koneellisesti, kunnes tuotettu osa täsmää tarkasti määritelmien kanssa ("kosketusparannukset").
- Sarjavalokset Onnistuneen hyväksynnän jälkeen työkalu luovutetaan leikkaamoon tai valimoon.
Haasteet ja laatuvaatimukset
Autoteollisuuden vaatimukset työkaluteollisuudelle ovat korkeimmat harvoissa muissa aloissa. Toleranssit liikkuvat usein mikrometriluokassa (µm), ja näkyvillä osilla pinnanlaadun on oltava täysin virheetön ("Class A Surface").
Toinen kriittinen tekijä on seisontaaika. Työkalun on usein tuotettava satojatuhansia osia koko ajoneuvomallin elinkaaren (5–7 vuotta) ajan ilman merkittävää kulumista. Tämä edellyttää erinomaisia materiaalituntemusta ja kovuusmenetelmiä. Lisäksi automerkit (OEM:t) vaativat tiukkoja sertifiointeja toimittajiltaan.
Tarkkuuskomponenttien hankinnassa oikean kumppanin valinta on ratkaisevan tärkeää. Valmistajat kuten Shaoyi (Ningbo) Metal Technology Co., Ltd ovat esimerkiksi erikoistuneet autoteollisuuden leikkuriosiin ja integroivat työkalurakentamisen suoraan valmistukseensa. IATF 16949 -sertifioidut ja yli 15 vuoden kokemuksellaan sisäisestä työkalukehityksestä tällaiset yritykset voivat taata paitsi osien tarkkuuden, myös huomattavasti lyhentää kehityssyklien kestoa, koska työkalurakentaminen ja osien tuotanto toimivat saumattomasti yhdessä.
Aika- ja kustannuspaine
Markkinoille saattamiseen tarvittava aika (Time-to-Market) lyhenee jatkuvasti. Työkaluvalmistajien on nykyään pystyttävä toteuttamaan komponenttimuutoksia (Engineering Changes) nopeasti myös projektin myöhäisessä vaiheessa vaarantamatta ajoneuvotuotannon käynnistämistä (SOP – Start of Production).
Tulevaisuuden trendit: sähköliikenne ja kevyt rakenne
Siirtyminen sähköliikenteeseen muuttaa perusteellisesti myös työkaluvalmistusta. Kun perinteiset osat sisäpolttomoottoreihin (esim. pakoputkistot, vaihdelaatikoiden osat) poistuvat, syntyy uusia tarpeita akkukoteloille, tehoelektroniikalle ja sähkömoottoreille. Erityisesti alumiinista tai teräksestä valmistetut akkupoolit asettavat uusia vaatimuksia tiiviys- ja törmäysturvallisuudelle.
Rinnakkaisesti keveysrakentaminen edistää innovaatiota. Sähköautojen kantavuuden parantamiseksi käytetään yleisemmin korkean ja erittäin korkean lujuisen teräksen (pressinhärkky) jalostukseen, mikä asettaa valmisteiden kulutussuojaukselle valtavia haasteita. Myös digitalisaatio (”Työkalurakentaminen 4.0”) on saapunut mukaan: anturit työkalussa seuraavat reaaliaikaisesti prosessiparametreja, kuten lämpötilaa ja painetta, välttääkseen hylkäysosuuksia etukäteen.
Yhteenveto: ilman työkaluja ei autoa
Työkalurakentaminen säilyy myös digitalisaation ja sähkömobiliittien aikakaudella välttämättömänä avaimena ajoneuvojen fyysisessä toteuttamisessa. Se on paljon enempää kuin vain metallin työstö; kyseessä on huipputeknologia, joka yhdistää insinööritaidon, materiaalitieteen ja prosessiymmärryksen. Alkuperäisten laitevalmistajien ja toimittajien kannalta investointi laadukkaisiin työkaluihin ja päteviin kumppaneihin on tärkein askel laadun ja tehokkuuden varmistamiseksi sarjatuotannossa.
Usein kysytyt kysymykset (UKK)
1. Mikä on ero prototyyppi- ja sarjatuotantotyökalujen välillä?
Prototyyppityökalut (pehmeät työkalut) valmistetaan usein pehmemmistä materiaaleista, kuten alumiinista tai karkailemattomasta teräksestä, jotta pieniä eriä voidaan tuottaa nopeasti ja kustannustehokkaasti testaukseen. Sarjatuotantotyökalut (kovan työkalun) valmistetaan karkaistusta erikoisteräksestä, ne on suunniteltu mahdollisimman pitkäikäisiksi ja lyhyiksi sykliajoiksi, ja niiden valmistus on vastaavasti kalliimpaa ja työläämpää.
2. Miksi työkalut ovat niin kalliita autoteollisuudessa?
Korkeat kustannukset johtuvat erinomaisesta monimutkaisuudesta, kalliista materiaalista (korkeasti seostetut työkaluteräkset) ja suuresta osuudesta erikoistunutta ammattitaitoa (suunnittelu, tarkka käsittely). Suuri kotelotyökalu voi vaatia satoja tuntia koneellista käsittelyä ja manuaalista viimeistelyä, ja sen on tuotettava miljoonia virheettömiä osia.
3. Mikä rooli simuloinnilla on työkalujen valmistuksessa?
Simuloinnit ovat nykyään välttämättömiä, jotta osan toteutettavuus voidaan varmistaa ennen työkalun valmistusta. Ne auttavat ennustamaan materiaalin käyttäytymistä, välttämään virheitä, kuten halkeamia tai taittumia, sekä vähentämään kalliiden fyysisten korjauskierrosten määrää tryout-vaiheessa merkittävästi.