 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Hitsattujen levytelineiden erikoisyritysten salaisuudet: raakateräksestä valmiisiin osiin

Mikä on hitsattuun levymetalliin erikoistunut yritys
Kuvittele, että tarvitset räätälöidyn kiinnikkeen, monimutkaisen kotelon tai rakenteellisen komponentin, jota ei ole saatavilla valmiina kaupasta. Minne sinun pitäisi kääntyä? Tässä juuri welded sheet metal -erikoisyritys tulee arvokkaaksi. Nämä erikoisvalmistajat muuntavat raakametallin tarkasti suunniteltuja komponentteja vastaaviksi osiksi, jotka täyttävät täsmälleen sinun määrittelemäsi vaatimukset – ne yhdistävät suunnittelukonseptit toiminnallisesti toteutettaviin ratkaisuihin.
Hitsattuun levymetalliin erikoistuneiden palvelujen määritelmä
Hitsattuun levymetalliin erikoistunut yritys keskittyy räätälöityjen metalliosien ja kokoonpanojen valmistamiseen asiantuntevilla levymetallin hitsausmenetelmillä yhdistettynä leikkaus-, muotoilu- ja viimeistelyprosesseihin. Toisin kuin massatuotantolaitokset, jotka tuottavat standardoituja tuotteita, nämä asiantuntijat valmistavat yksilöllisiä komponentteja, kuten kehyksiä, liittimiä, koteloita ja rakenteellisia kokoonpanoja, käyttäen lähtökohtanaan CAD-tiedostoja, teknisiä piirustuksia tai asiakkaan antamia kuvauksia.
Mitä erottaa erikoisvalmistajat muista?
- Mukautetut mahdollisuudet: Jokaiseen projektiin kiinnitetään yksilöllistä huomiota suunnittelun tulkinnasta lopulliseen tarkastukseen saakka
- Materiaali-asiantuntijuus: Syvä ymmärrys siitä, miten eri seokset käyttäytyvät levyteräksen hitsaustoimissa, mukaan lukien jousitumislaskelmat ja jyväsuojaus
- Tarkkuustoleranssit: Yleisessä valmistuksessa sallitut poikkeamat ovat yleensä ±1/16"–±1/8", kun taas erikoisvalmistajat saavuttavat usein toleranssit ±0,005"–±0,010"
- Laadutodistukset: Dokumentoidut laatuohjelmat, jotka tukevat ilmailu-, lääkintälaitteiden, automaali- ja muiden säänneltyjen alojen vaatimuksia
Nämä yritykset käsittelevät myös erikoistekniikoita, kuten suljetun polttopiirin hitsausta (flux core) ohuille levyille tietyissä sovelluksissa, joissa vaaditaan syvempää läpimurtoa tai ulkoisia työolosuhteita, joissa suojakaasua ei voida käyttää käytännöllisesti.
Miksi tarkkuusvalmistus on tärkeää valmistuksessa
Miksi sitten tarkkuus on niin tärkeää? Harkitse tätä: komponentit, jotka eivät istu oikein, vaativat kalliita kenttämuokkauksia, mikä lisää työvoimakustannuksia ja pidentää projektiajatauluja. Mittavaihtelut voivat johtaa tuotepetoihin, takuuklameihin ja maineen vahingoittumiseen. Teollisuuden aloilla, joissa vaaditaan tarkkoja toleransseja, riittämätön laatuohutlevy- ja hitsausteknologia tarkoittaa kalliita viivästyksiä tai jopa suoraa hylkäystä.
Laadukkaat ohutlevyhitsauspalvelut tuovat arvoa seuraavasti:
- Alennetut kokonaishankintakustannukset: Uudelleentyöntäminen ja kenttämuokkaukset poistuvat
- Parantunut kokoonpanotehokkuus: Tarkat komponentit istuvat yhteen ensimmäisellä kerralla
- Parantunut tuotteen suorituskyky: Mittatarkkuus vaikuttaa suoraan toiminnalliseen luotettavuuteen
- Sääntelyvaatimusten noudattaminen: Täydellinen jäljitettävyys, tilastollinen prosessin valvonta ja ensimmäisen artikkelin tarkastusasiakirjat
Erityisvalmistukseen tehty investointi tuottaa hyötyjä lyhentämällä kokoonpanoaikaa, poistamalla uudelleen työstettävyyden ja parantamalla tuotteen suorituskykyä. Olipa kyseessä kehittämisvaiheessa oleva lääkintälaitteisto, jossa ihmisten turvallisuus riippuu tarkasta mitallisesta tarkkuudesta, tai elektroniikkakoteloita, joissa vaaditaan tarkkaa EMI-suojausta, kokeneiden levytelineiden hitsausten tarjoajien kanssa tehty yhteistyö varmistaa, että komponentit täyttävät sovellusten vaatimat tiukat standardit.
Levytelineiden valmistuksessa käytettävät hitsausmenetelmät
Oletko koskaan miettinyt, miksi jotkin levytelinekomponentit ovat melkein näkymättömiä saumojen osalta, kun taas toisissa näkyy selvästi näkyviä hitsauskuplia? Vastaus piilee oikean hitsausmenetelmän valinnassa kullekin sovellukselle. Levytelineiden hitsausmenetelmien tunteminen auttaa sinua viestimään tehokkaasti valmistajien kanssa ja varmistaa, että projekteihisi valitaan optimaalinen liitosmenetelmä lujuuden, ulkonäön ja kustannustehokkuuden kannalta.
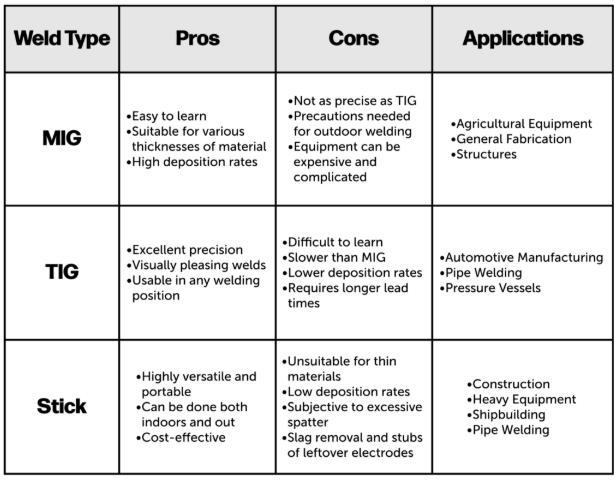
MIG-hitsaus tuotannon tehostamiseksi
Kun tuotantonopeus on tärkeää, MIG-hitsaus ohuille levyille on erikoisvalmistajien ensisijainen valinta . Metallinerttikaasuhitsaus (MIG) — jota kutsutaan myös kaasumetallikaarihitsaukseksi (GMAW) — käyttää jatkuvasti syötettävää langaelektrodia, joka sulaa hitsauskuplaan, kun inertti suojakaasu estää ilman epäpuhtauksien vaikutusta.
Mikä tekee ohutlevyjen MIG-hitsaamisesta niin suosittua? Harkitse näitä etuja:
- Nopeat hitsausajat: Jatkuva langasyöttö mahdollistaa liitosten nopean valmiustekemisen ilman tarvetta vaihtaa elektrodeja
- Monipuolinen materiaalinyhteensopivuus: Toimii erinomaisesti hiilikteräksen, ruostumattoman teräksen ja alumiinin kanssa
- Helpompi menetelmä: Operaattorit voivat saavuttaa laadukkaita tuloksia vähemmällä koulutuksella verrattuna muihin menetelmiin
- Puhdas toiminta: Vähäinen sulamisjäämä ja sulkaprosessi tarkoittavat vähäisempää jälkikäsittelyä hitsaamisen jälkeen
MIG-hitsaus erinomaisesti autoteollisuuden kappaleiden valmistuksessa, teollisuuslaitteiden valmistuksessa ja rakenteellisissa kokoonpanoissa, joissa tuotantomäärä oikeuttaa nopeamman hitsausnopeuden. Paksuimmissa materiaaleissa, joissa vaaditaan syvää läpikuultavuutta, valmistajat käyttävät joskus suljetun polttopiirin hitsausta (FCAW) ohutlevyille, joka voidaan usein suorittaa ulkona ilman ulkoista suojauskaasua, mikä tekee siitä erinomaisen monikäyttöisen eri ympäristöissä.
TIG-hitsaus tarkkuussovelluksiin
Kun projektisi vaatii erinomaista hitsaustulosta ja visuaalista laadukkuutta, TIG-hitsaus ohutlevyille tuottaa parhaat mahdolliset tulokset. Tungsten Inert Gas (TIG) -hitsaus – teknisesti nimeltään Gas Tungsten Arc Welding (GTAW) – käyttää kulumaton volframielektrodin luomaan kaaren, kun taas hitsaaja lisää täyteainetta tarpeen mukaan manuaalisesti.
Miksi valmistajat suosittelevat TIG-hitsausta kriittisiin komponentteihin? Menetelmä tarjoaa:
- Erinomaisen tarkkuuden ja hallinnan: Hitsaajat voivat tarkasti säädellä lämmöntuloa, mikä estää ohuiden materiaalien läpikuumentumisen
- Erinomainen hitsausnäkyvyys: Tuottaa puhtaita, visuaalisesti houkuttelevia hitsausjuokia, joita usein ei tarvitse viimeistellä lisäksi
- Materiaalinhopeakkyys: Käsittelee laajaa metallilajikkeistöä, mukaan lukien ruostumaton teräs, alumiini, titaani ja eksotiset seokset
- Ei roiskeita: Luo täydellisen puhtaita työalueita ja komponentteja
TIG-hitsaus on suosittu elintarviketeollisuuden laitteissa, joissa puhtaus on ratkaisevan tärkeää, polttoaineputkistoissa ja säiliöissä, pakokaasujärjestelmissä sekä ilmailukomponenteissa. Vaikka käsikäyttöinen (stick) hitsaus ohutlevyille on edelleen vaihtoehto kenttäkorjauksiin ja ulkokäyttöön, TIG-hitsauksen tarkkuus tekee siitä suositun valinnan hallituissa työpajoissa, joissa laatu on nopeutta tärkeämpi.
Pistehitsaus kokoonpanotoimenpiteisiin
Pisteköynnin käyttö levyterästen liittämiseen tarjoaa täysin erilaisen lähestymistavan – materiaalit yhdistetään sähkövastuksen avulla eikä kaarilla. Kaksi elektrodia kohdistaa painetta ja sähkövirtaa päällekkäisille metallilevyille, mikä tuottaa riittävästi lämpöä kosketuspisteessä niiden yhdistämiseksi.
Tällä menetelmällä on useita selkeitä etuja:
- Erinomainen nopeus: Jokainen hitsaus valmistuu murto-osissa sekunnista
- Täyteaineita ei vaadita: Vähentää kulutusmateriaalien kustannuksia ja poistaa täyteaineiden valintaa koskevat huolenaiheet
- Helppoa automatisoida: Integroituu saumattomasti robottituotantolinjoihin
- Vähäinen jälkikäsittely: Hitsejä ei juurikaan tarvitse puhdistaa tai viimeistellä
- Turvallisempi käyttö: Avoimia liekkejä tai suojakaasuja ei tarvita
Pisteköynnös on hallitseva menetelmä autokorien kokoonpanossa, kotitalouskoneiden valmistuksessa ja kaikissa sovelluksissa, joissa vaaditaan nopeaa ohuiden päällekkäisten levyjen liittämistä. Se on syy, miksi nykyaikaisten autojen korit voidaan kokoa tuhansilla yhtenäisillä ja luotettavilla liitoksilla.
Erilaisten hitsausmenetelmien vertailu projektiasi varten
Oikean hitsausmenetelmän valinta riippuu tarkoista vaatimuksistanne. Laserhitsaaja levymetalleihin tarjoaa erinomaista tarkkuutta mikrokomponenteille ja lämmönherkille materiaaleille, kun taas perinteiset menetelmät soveltuvat laajempiin käyttökohteisiin. Tässä on päämenetelmien vertailu:
| Menetelmä | Parhaat käyttösovellukset | Materiaalin paksuusalue | Nopeus |
|---|---|---|---|
| MIG-hitsaus | Autokorit, teollisuuslaitteet, rakenteelliset kokoonpanot, tuotantohitsaus | 24 gauge – 1/2" (0,6 mm – 12,7 mm) | Nopea – ideaali suurten sarjojen tuotantoon |
| TIG-hitsaus | Ilmailukomponentit, elintarviketeollisuuden laitteet, polttoainesysteemit, tarkat kotelot | 26 gauge – 1/4" (0,5 mm – 6,4 mm) | Hidas – laatu on nopeutta tärkeämpi |
| Pistelasaus | Autoteollisuuden kokoonpano, kotitalouskoneet, kotelot, päällekkäiset levyliitokset | 28 gauge – 1/8 tuumaa (0,4 mm – 3,2 mm) | Erittäin nopea – muutama sekunti hitsausta kohden |
| Laserhitsaus | Lääketieteelliset laitteet, elektroniikka, tarkkuuslaitteet, lämpöherkät materiaalit | 30 gauge – 1/8 tuumaa (0,3 mm – 3,2 mm) | Erittäin nopea ja vähäinen vääntymä |
| Täytetty ydin (FCAW) | Raskas koneisto, ulkoisen rakentamisen työt, paksut rakenteelliset osat | 18 gauge – 1 tuuma (1,2 mm – 25,4 mm) | Nopea ja syvä läpikuultavuus |
Mukaan lukien hitsausteollisuuden asiantuntijat laserhitsaus toimii noin kolme–viisi kertaa nopeammin kuin perinteiset kaarihitsausmenetelmät ohuissa materiaaleissa ja tuottaa melkein näkymättömiä liitoksia vähäisellä lämpövaikutusalueella. Tämä tekee siitä ihanteellisen sovelluksille, joissa vaaditaan sekä nopeutta että tarkkuutta.
Tärkein opetus? Valitse hitsausmenetelmäsi projektisi prioriteettien mukaan. Tarvitsetko nopeaa tuotantoa teräsasennuksissa? MIG-tapaa käytetään. Vaaditko virheetöntä ulkonäköä ruostumattomasta teräksestä valmistettuihin elintarvikekoneisiin? TIG-tapa on ratkaisusi. Koottavatko tuhansia identtisiä koteloita? Pistehitsaus tarjoaa ylivoimaisen tehokkuuden. Näiden erojen ymmärtäminen auttaa sinua valitsemaan valmistusyhteistyökumppanin, jolla on oikeat kyvykkyydet juuri sinun sovelluksillesi.
Levyteräksen hitsausta hoitavat asiantuntijat käsittelevät seuraavia materiaaleja
Minkä materiaalin tulisi valita seuraavaan valmistusprojektiisi? Vastaus riippuu sovelluksesi vaatimuksista lujuuden, painon, korroosionkestävyyden ja budjetin osalta. Taitava hitsattavan levy metallin erikoisyritys työskentelee monenlaisien materiaalien kanssa – kukin niistä tarjoaa ainutlaatuisia ominaisuuksia, jotka tekevät siitä ihanteellisen tiettyihin käyttötarkoituksiin. Näiden vaihtoehtojen ymmärtäminen auttaa sinua tekemään perusteltuja päätöksiä ja viestimään tehokkaasti valmistuskumppanisi kanssa.
Teräsluokat ja niiden teollisuuskäytöt
Teräs säilyy levyteräksen valmistuksen työhevonen , tarjoaa erinomaisen lujuus-kustannussuhteen useissa sovelluksissa. Kaikki teräs ei kuitenkaan ole yhtä hyvää. Erityisvalmistajat työskentelevät useiden erillisten luokkien kanssa:
- Kuumavalssattu teräs: Muovattu korkeassa lämpötilassa; tämä materiaali tarjoaa joustavuutta ja muokattavuutta alhaisemman hinnan tasolla. Se on ihanteellinen rakenteellisiin komponentteihin, kehyksiin ja sovelluksiin, joissa pinnanlaatu ei ole ratkaiseva tekijä
- Kylmävalssattu teräs: Käsitelty huoneenlämmössä vahvempien ja tarkemmin mitoitettujen tuotteiden saavuttamiseksi – täydellinen kaupallisten rakennusten rakentamiseen ja varastointijärjestelmiin
- Galvanoidut teräset: Tavallisia teräslevyjä, joissa on sinkkipinnoite ruosteenestoa varten; niitä käytetään yleisesti rakentamisessa, autoteollisuudessa, telekommunikaatiossa sekä tuuli- ja aurinkoenergiateollisuudessa
Sinkkipinnoitetun levyteräksen hitsaamisessa valmistajat kohtaavat ainutlaatuisia haasteita. Voiko sinkkipinnoitettua levyterästä hitsata onnistuneesti? Kyllä – mutta siihen vaaditaan erityistä osaamista. Sinkkipinnoite voi heikentää hitsauspenetraatiota ja aiheuttaa huokoisuutta valmiissa liitoksessa. Taitavat hitsaajat poistavat yleensä sinkkipinnoitteen välittömästä hitsausalueesta ja uudelleen sinkitävät alueen hitsauksen jälkeen, jotta korroosion suojaus palautuu.
Sinkkipinnoitetun levyteräksen MIG-hitsaaminen aiheuttaa myös terveydellisiä harkintakohteita. Lähteessä metallivalmistuksen turvallisuusasiantuntijat sinkki haihtuu hitsaamisen aikana, mikä aiheuttaa sinkkioxidihöyryjä, jotka voivat aiheuttaa "metallihöyrykuumeen" – influenssaan muistuttavia oireita, kuten pahoinvointisuutta, päänsärkyä ja värisyksiä. Lisäksi galvanoiduissa pinnoitteissa esiintyvän pienet lyijymäärät voivat haihtua ja aiheuttaa mahdollisesti pitkäaikaisia terveysongelmia. Galvanoidun levytangon hitsaustoimissa on välttämätöntä käyttää riittävää ilmanvaihtoa, hengityssuojaimia ja turvallisuuskoulutusta.
Alumiini- ja kevytmetallisovellukset
Kun paino ratkaisee, alumiini tarjoaa erinomaista suorituskykyä. Alumiini painaa noin kolmasosan teräksestä, ja se onkin tullut välttämättömäksi useilla teollisuuden aloilla. Levytangon hitsaustyöissä käytetään usein alumiinia, kun sovellukset vaativat:
- Komponenttien painon vähentämistä: Erittäin tärkeää ilmailu-, auto- ja liikennealalla, jossa jokainen kilogramma vaikuttaa polttoaineen kulutukseen
- Luontainen korroosionkestävyys: Alumiini muodostaa suojaavan oksidikerroksen, joka suojaa ympäristötekijöiltä
- Erinomainen lämmön- ja sähkönsiirtokyky: Tekee siitä ideaalin lämmönvaihtimien, elektroniikkakoteloitten ja sähkökomponenttien valintaan
- Kierrätettävyys: Alumiinia voidaan kierrättää toistuvasti ilman ominaisuuksien heikkenemistä, mikä tukee kestävyystavoitteita
Teollisuuden materiaalioppaissa alumiinin vetolujuus vaihtelee seoksen koostumuksen mukaan 40–690+ MPa välillä, ja lisäseokselementit parantavat merkittävästi lujuusominaisuuksia. Elintarvike- ja juomateollisuus käyttää alumiinia pakkausten valmistukseen, kun taas ajoneuvoteollisuus hyödyntää sitä laajalti kappaleosien valmistukseen kokonaispainon vähentämiseksi.
Alumiinin hitsaaminen vaatii erilaisia menetelmiä kuin teräksen hitsaaminen. Koska ammattimaiset hitsaajat huomauttavat , alumiinilla on alhaisempi sulamispiste ja se johtaa lämpöä nopeasti, mikä edellyttää tarkkaa hallintaa hitsaustoimenpiteiden aikana. TIG-hitsaus tuottaa yleensä parhaat tulokset alumiinilla, vaikka MIG-hitsaus soveltuu hyvin paksuimpiin osiin ja sarjatuotantoympäristöihin.
Rostekevätonta vastaan tehty rostiton teräs
Kun sovelluksesi vaatii sekä lujuutta että erinomaista korrosionkestävyyttä, ruostumaton teräs on suositeltavin materiaali. Sen kromipitoisuus muodostaa itseparantuvan oksidikerroksen, joka suojelee rikkoontumiselta ja kemiallisilta vaikutuilta.
- Austeniittiset (300-sarja): Yleisin tyyppi, jolla on erinomainen korrosionkestävyys ja muovattavuus – ihanteellinen elintarviketeollisuuden laitteisiin, lääketieteellisiin laitteisiin ja arkkitehtonisiin sovelluksiin
- Ferriittiset (400-sarja): Magneettinen, hyvä korrosionkestävyys ja alhaisempi hinta – sopii autoteollisuuden koristeosille ja kotitalouskoneille
- Martensiittinen: Lämpökäsittelyyn soveltuva korkean kovuuden saavuttamiseksi – käytetään leikkuutyökaluissa ja kirurgisissa välineissä
Ruostumaton teräs erinomainen materiaali siellä, missä hygienia on tärkeää. Kaupallisissa keittiöissä, lääketeollisuuden laitoksissa ja elintarviketeollisuuden tehtaissa sen ei-kiinteä pinta estää bakteerien kasvua ja sitä on helppo puhdistaa. Materiaali tarjoaa myös esteettistä viehätystä kiiltävällä, modernilla pinnoituksellaan – mikä tekee siitä suosittua näkyvissä arkkitehtonisissa elementeissä ja kuluttajalaitteissa.
Vaikka ruostumaton teräs on yleensä kalliimpi kuin hiiliteräs tai alumiini, sen kestävyys tuottaa usein pitkän aikavälin säästöjä vähentämällä huoltokustannuksia ja pidentämällä käyttöikää.
Kupari ja erikoismetallit
Yksityiskohtaisemman valmistuksen ammattimaiset toimijat käsittelevät muun muassa kuparia ja muita metalleja tiettyihin sovelluksiin:
- Kupari: Tarjoaa erinomaisen sähkö- ja lämmönjohtavuuden, mikä tekee siitä välttämättömän johdotuksessa, elektroniikassa, putkistokomponenteissa ja koristekäytössä. Kuparilevyt eivät sisällä riittävästi rautaa ruostuakseen, ja ne vahvistuvat, kun niitä seostetaan muiden alkuaineiden kanssa.
- Messinki ja pronssi: Kuparialiakset, jotka tarjoavat ainutlaatuisia esteettisiä ominaisuuksia sekä korroosionkestävyyttä merenkulun varusteisiin, koristekappaleisiin ja soitinrakentamiseen
- Titaani: Erinomainen lujuus-massasuhde yhdistettynä erinomaiseen korroosionkestävyyteen ilmailuun, lääketieteellisiin implanteihin ja korkean suorituskyvyn sovelluksiin
Jokainen materiaali vaatii omat hitsausparametrit, täyteaineet ja käsittelymenetelmät. Kokemukseen perustuvan valmistusyhteistyökumppanin kanssa työskenteleminen varmistaa, että materiaalin valintanne vastaa sekä suoritusvaatimuksianne että valmistusmahdollisuuksianne – tämä muodostaa perustan onnistuneille projektituloksille kaikissa teollisuuden sovelluksissa.

Erikoislevymetallivalmistajien palvelemat teollisuudenalat
Kuka itse asiassa tarvitsee hitsattujen levytöiden erikoisyrityksen kykyjä? Vastaus saattaa yllättää sinut. Ajoneuvosta, jolla kuljet, rakennukseen, jossa työskentelet, levytöiden valmistus ja hitsaus koskettavat lähes kaikkia nykyaikaisen elämän osa-alueita. Ymmärtäminen, mitkä teollisuudenalat luottavat näihin palveluihin, auttaa sinua tunnistamaan sen asiantuntemuksen ja erikoisvarustuksen, jota valmistusyhteistyökumppanisi tarvitsee toimittaakseen laadukkaita tuloksia juuri sinun sovellukseesi.
Autoteollisuuden ja liikenteen komponenteissa
Autoteollisuus edustaa yhtä suurimmista hitsattujen levytöiden valmistuspalvelujen kuluttajista. Lähteessä teollisuuden asiantuntijat , nykyaikainen autoteollisuuden levytöiden valmistus on kehittynyt yksinkertaisen leimauksen ja hitsauksen yli tarkkuuteen perustuvaksi tieteeksi, joka sisältää materiaalitieteellistä innovaatiota ja digitaalisen simuloinnin hallintaa.
Mitä komponentteja tämä teollisuus vaatii? Luettelo on pitkä:
- Alustan osat: Runkorailit, poikkijäykisteet ja alustan kokoonpanot, jotka muodostavat ajoneuvon rakenteellisen perustan
- Suspension osat: Ohjausvarret, kiinnityslevyt ja kiinnityslevyt, joille vaaditaan tarkkoja toleransseja oikean akselin asennuksen varmistamiseksi
- Rakenteelliset kokoonpanot: A-pilareita, B-pilareita, kylkilevyjä ja lattialevyjä, jotka tarjoavat törmäyssuojaa
- Kotelo: Kantohuippuja, pyöräsuojia, ovia, sivulevyjä ja kattoja, jotka määrittelevät ajoneuvon ulkoasun
- Akun kotelot: Tärkeitä komponentteja sähköajoneuvoille, jotka toimivat kuormitettuina alustakomponentteina, lämmönhallintakeskuksina ja turvarakenteina
Parhaan autokorin levytyksen hitsaajan löytäminen edellyttää ymmärrystä siitä, että autoalan sovellukset vaativat sekä lujuutta että tarkkuutta. Monet valmistajat käyttävät hybridiliitostekniikoita – yhdistäen pistehitsausta, laserhitsausta, itsepuristavia nuppinauloja ja rakenteellisia liimoja – jotta voidaan ottaa huomioon eri materiaaleista koostuvien rakenteiden valmistus. Kun arvioidaan parasta hitsaajaa autokorin levytyshankkeisiin, on tärkeää etsiä laitteita, jotka tukevat sekä perinteistä vastushitsausta että edistyneitä menetelmiä, kuten etäkäyttöistä laserhitsausta, joka saavuttaa nopeuden, joka on noin viisi kertaa suurempi kuin tavallisessa pistehitsauksessa.
Teollisuuden laitteiden valmistus
Raskas koneisto, laitteet ja teollisuusjärjestelmät ovat voimakkaasti riippuvaisia hitsaustekniikasta ja levytöistä. Nämä sovellukset vaativat usein vahvaa rakenteellista kokonaisuutta yhdistettynä tarkkaan mitallisuuuteen.
Teollisuuslaitteiden valmistajat luottavat erikoisvalmistajiin seuraaviin tehtäviin:
- Konekoteloit ja suojat: Suojakoteloita, jotka suojaavat käyttäjiä liikkuvilta osilta samalla kun ne mahdollistavat huollon suorittamisen
- Ohjauskaapit ja sähkökoteloit: Tarkat koteloit, jotka tarjoavat EMI-suojauksen ja ympäristönsuojan herkillä elektroniikkalaitteilla
- Kuljettajajärjestelmät: Kuljetuskanavat, hopperit ja rakenteelliset kehykset materiaalien käsittelyyn
- Maatalouslaitteet: Maatalouskoneiden komponentit, traktorien runko-osat ja varastointijärjestelmät
- Ilmanvaihtojärjestelmien osat: Ilmanvaihtoputistot, ilmalaatikot ja ilmankäsittelyyksiköt kaupallisessa ja teollisessa ilmastoinnissa
- Lääkintälaitteiden koteloitukset: Alustat ja koteloit monimutkaisten diagnoosilaitteiden, kirurgisten työkalujen ja sairaalarakennusten osalta
Valmistusteollisuuden lähteiden mukaan monet lääkintälaitteet – monimutkaisista koneista leikkaustyökaluihin – valmistetaan levymetallista. Metallisista kirurgisista työkaluista voidaan valmistaa tarkat mitat ja tilata niitä eri määriä, mikä varmistaa, ettei sairaaloilla koskaan ole puutetta kriittisistä työkaluista.
Arkkitehtuuri- ja rakennussovellukset
Rakennusteollisuus on omaksunut levymetallihitsaukset olennaisiksi elementeiksi sekä rakenteellisiin että koristeellisiin sovelluksiin. Levymetallin valmistus tarjoaa vahvuuden, kestävyyden ja sopeutuvuuden, joita nykyaikainen arkkitehtuuri vaatii.
Rakennussovellukset sisältävät:
- Rakenteelliset komponentit: Tukipilareita, modulaarisia kehikoita, lattianvesikulkuja, hienoverkkoja, liitospoimuja ja teollisia käytäviä
- Kattojärjestelmät: Metallilevyjä, tiukkureita, sadevesikouruja ja vesienpoistokomponentteja
- Julkisivuosat: Koristeellisia levyjä, aurinkosuojia ja säänsietoisia katoksia
- Sisustuksen varusteet: Kaiteita, sahalaita, torninhuippuja ja erikoisvalmisteisia koristeellisia levyjä
- Perustus: Siltojen rakenteellisia osia, tietoliikennelaitteiden koteloita ja hyötykäyttöön tarkoitettuja suojakoteloita
Rakennusalan asiantuntijoiden mukaan arkkitehdit ja suunnittelijat käyttävät levytöitä lisäelementteihin, jotka eivät ainoastaan tarjoa suojaa, vaan parantavat myös visuaalista houkuttelevuutta. Aineen kyky muotoutua monimutkaisiksi muodoiksi säilyttäen samalla rakenteellisen kokonaisuutensa tekee siitä arvokkaan sekä toiminnallisissa että esteettisissä sovelluksissa.
Lisäalat, joissa vaaditaan erikoistettua levytöitä
Näiden pääalojen lisäksi erikoistetut levytöijät palvelevat lukuisia muita aloja:
- Ilmailu: Lentokone- ja avaruusalusten komponentteja, joissa vaaditaan tarkkoja mittatoleransseja ja eksotiikkoja materiaaleja, kuten titaania ja erityisiä alumiiniseoksia
- Sähkölaitteet: Alustat, kaapit ja paneelit, joissa on erityisvaatimuksia lämmön poistolle, sähkömagneettiselle suojaukselle ja ulkoasulle
- Ruokantuotanto: Ruostumattomasta teräksestä valmistettuja laitteita, joissa vaaditaan hygienisiä hitsausliitoksia ja pintoja, jotka estävät bakteerien kasvua
- Kotitalousvälineet: Jääkaappien, pesukoneiden, ilmastointilaitteiden ja muiden kotitalouslaitteiden ulkokoteloita ja sisäisiä rakenteellisia komponentteja
- Meublöröinti: Metallipöytäjalat, tuolin selkänojat ja koristeelementit, jotka yhdistävät kestävyyden ja modernin estetiikan
- Automaatio ja robotiikka: Kestävät osat ja komponentit erikoiskoneisiin ja työkaluihin
Jokainen teollisuudenala tuo mukanaan omia vaatimuksiaan – esimerkiksi merenkulkuun liittyvissä sovelluksissa vaadittavaa korroosionkestävyyttä tai lääketieteellisiin implantteihin asetettavia biokompatibiliteettivaatimuksia. Kelpaa valmistaja ymmärtää nämä erilaiset vaatimukset ja pitää yllä tarvittavia sertifikaatteja, laitteita ja asiantuntemusta monimuotoisten asiakastarpeiden täyttämiseksi. Tämä teollisuudenalakohtainen monimuotoisuus selittää myös, miksi oikean valmistuskumppanin – eli sellaisen, jolla on kokemusta juuri omalla alallasi – valinta on niin tärkeää projektin onnistumisen kannalta.
Mukautetun valmistuksen prosessi selitetty
Olet siis löytänyt hitsatun metallirakenteen erikoisyrityksen, jolla on oikeat valmiudet projektiin. Mitä seuraavaksi tapahtuu? Valmistusmenettelyn ymmärtäminen auttaa asettamaan realistisia odotuksia, valmistamaan oikeanlaiset asiakirjat ja kommunikoimaan tehokkaasti valmistuskumppaniesi kanssa koko prosessissa. Alusta alusta loppuun, tässä on mitä odottaa.
Suunnittelun tarkastus ja DFM-analyysi
Jokainen onnistunut projekti alkaa perusteellisesta suunnittelun tarkastelusta. Kun lähetät CAD-tiedostosi, suunnittelulausekkeet tai konseptisuunnitelmasi, valmistajan suunnittelutiimi arvioi suunnittelusi valmistettavuuden kannalta, jota kutsutaan usein DFM-analyysiksi.
Mitä tämä arviointi tutkii? Tarkkuuslevymetalliasiantuntijoiden mukaan oikea DFM-analyysi ottaa huomioon materiaalin muovautuvuuden, koneiden ominaisuudet, toimitusaikaa ja kustannusten optimoinnin. Kuitenkin tässä on salattu ammattitieto: jos haluat korkealaatuisia osia nopealla toimitusajalla, DFM:n ymmärtäminen ei riitä. Lähetä CAD-mallisi mahdollisimman varhain tarkkuuslevymetallitehtaaseen, jotta heidän asiantuntemuksensa voi vaikutella suunnittelupäätöksiisi.
Tässä vaiheessa odota, että valmistuspartnerisi käsittelee seuraavia asioita:
- Materiaalivalinta: Suosittelee optimaalisia materiaaleja sovellustasi ja budjettiasi vastaavasti
- Toleranssien arviointi: Tunnistaa mitat, joita saattaa tarvita säätää luotettavan valmistuksen varmistamiseksi
- Taivutussäteiden optimointi: Varmistaa, että taivutusvaatimukset ovat linjassa materiaalin ominaisuuksien ja saatavilla olevan työkalujen kanssa
- Hitsausnäkökohdat: Antaa neuvoja siitä, kuinka levymetalleja hitsataan MIG-hitsaustavalla tai muilla sinun kokoonpanollesi sopivilla menetelmillä
- Mahdollisuudet kustannusten alentamiseen: Ehdotetaan suunnittelumuutoksia, jotka vähentävät valmistuskompleksisuutta toiminnallisuuden kärsimättä
Tämä yhteistyöläinen lähestymistapa estää kalliita muutoskäsittelyjä ja uudelleentyötä myöhempinä vaiheina. Alan asiantuntijoiden mukaan levytelineiden valmistajalla tulee olla jonkin verran joustavuutta tehdäkseen parhaat päätökset tehtävääsi – sekä materiaalien että lähestymistavan osalta.
Prototyypitys ja näytteiden valmistus
Kun suunnittelun optimointi on valmis, useimmat hankkeet siirtyvät prototyypitysvaiheeseen. Tämä ratkaiseva vaihe mahdollistaa suunnittelun fyysisen validoinnin ennen tuotantomäärien vahvistamista.
Mitä prototyypitysmenetelmiä erikoisvalmistajat käyttävät? Metallien käsittelyprosessiohjeiden mukaan yleisiä menetelmiä ovat:
- CNC-konepaja: Tarjoaa tarkkuutta, monipuolisuutta ja nopean toimitusajan – ideaali tiukkoja toleransseja ja monimutkaisia geometrioita vaativien osien valmistukseen
- Levyteräksen prototyypitys: Käytetään koteloita, paneeleja ja taivutus- ja muovausoperaatioita vaativia komponentteja varten
- Laserleikkaus manuaalisella muovauksella: Mahdollistaa nopeat iteraatiot alustaisen käsitteen validointiin
Prototyypit täyttävät useita tarkoituksia yksinkertaisen sovitus- ja kokoilutarkistuksen lisäksi. Niillä voidaan suorittaa toiminnallisia testejä, niiden avulla voidaan tunnistaa parhaat tavat hitsata levyosien kokoonpanoja ja ne paljastavat mahdollisia ongelmia ennen kuin ne muodostuisivat kalliiksi tuotantovaikeuksiksi. Monet asiakkaat tekevät kaksi tai kolme prototyyppiversiota ennen tuotannon hyväksymistä – ja tämä investointi tuottaa yleensä itsensä useita kertoja estämällä kenttävikojen syntymisen.
Tuotanto ja kokoonpano
Hyväksyttyjen prototyyppien saamisen jälkeen tuotanto alkaa. Valmistusprosessi noudattaa yleensä seuraavaa kulkuvaikutelmaa:
- Materiaalien hankinta: Määritettyjen materiaalien tilaus vaadittavine todistuksineen ja valssitestitulosteineen
- Leikkausoperaatiot: Laserleikkaus, vesisuihkuleikkaus tai leikkaus raakalevyistä komponenttien esilevyiksi
- Muovausoperaatiot: CNC-puristuspainon taivutus, syövytys tai pyörömuotoilu kolmiulotteisten muotojen luomiseksi
- Hitsaus ja liitokset: Sopivien hitsaus- ja levytelineiden leikkaustekniikoiden käyttö materiaalin ja sovellusvaatimusten mukaan
- Pinta-terminhoito: Hiominen, kiillotus, soroitus tai jauhepinnoitus halutun ulkonäön ja suojauksen saavuttamiseksi
- Kokoonpano: Laitteiston, kiinnittimien ja alakomponenttien asennus kokonaisiin kokoonpanoihin
Tuotannon aikana odota säännöllistä viestintää valmistuspartneriltasi. Laatutason valmistajat antavat tilannepäivityksiä keskeisissä vaiheissa ja ilmoittavat sinulle välittömästi kaikista mahdollisista ongelmista, jotka voivat vaikuttaa toimitusaikatauluihin tai määrittelyihin.
Laadunvalvonta ja sertifiointi
Ennen kuin mitään osia lähetetään, kattava laadunvalvonta varmistaa, että ne täyttävät määrittelysi. Mukaan lukien laadunhallinnan asiantuntijat , tehokas laadunvarmistus sisältää perusteellisen raaka-aineiden tarkastuksen, prosessin aikaisen seurannan, mittasuhteiden tarkistamisen ja valmistuksen jälkeisen testauksen.
Mitkä tarkastusmenetelmät sinun tulisi odottaa?
- Visuaalinen tarkastus: Hitsausten, pintojen ja yleisen työnlaadun tarkastelu puutteiden varalta
- Mittatarkistus: Kaliiperien, mikrometrin, koordinaattimittakoneiden (CMM) ja mittapinsien käyttö kriittisten mittojen vahvistamiseen
- Ensimmäisen kappaleen tarkastus: Alkuperäisten tuotantosarjojen osien kattava dokumentointi kaikkien piirustusvaatimusten mukaisesti
- Toiminnallinen testaus: Kokoonpanojen toiminnan varmistaminen todellisissa käyttöolosuhteissa
- Ei-rikkiöllinen testaus: Menetelmiä, kuten värjäysnäytteenottoa tai ultraäänitarkastusta, kriittisen hitsausliitoksen eheysvarmistukseen
Säänneltyihin aloihin kuuluvissa tapauksissa valmistajanne tulisi tarjoaa täydelliset dokumentointipaketit, joihin kuuluvat materiaalitodistukset, tarkastusraportit ja vaatimustenmukaisuustodistukset. Kokemukseen perustuvien valmistajien kanssa yhteistyössä, jotka ymmärtävät, miten ohutta levyä hitsataan MIG-hitsaamisella sovellettavien standardien mukaisesti, varmistetaan, että komponenttienne täyttävät alalla käytetyt standardit jo alusta alkaen.
Aikataulun odotukset ja viestintä
Kuinka kauan prosessin odottaa kestävän? Aikataulut vaihtelevat merkittävästi projektin monimutkaisuuden mukaan, mutta tässä on yleinen viitekehys:
| Projektivaihe | Tavallinen kesto | Pääasialliset tulokset |
|---|---|---|
| Tarjouspyyntö | 24-72 tuntia | Yksityiskohtainen kustannusrakenne ja toimitusaika-arvio |
| DFM-tarkastus | 2–5 arkipäivää | Teknisen suunnittelun palautetta ja suunnittelun optimointiehdotuksia |
| Prototyypin valmistus | 5-15 arkipäivää | Fyysiset näytteet validointia ja testausta varten |
| Tuotanto | 2–6 viikkoa | Valmiit osat, jotka täyttävät kaikki vaatimukset |
| Lopullinen tarkastus | 1-3 arkipäivää | Laatudokumentointi ja lähetyksen valmistelu |
Viestintäsuositukset tulisi määrittää varhaisessa vaiheessa. Parhaat levymetallihitsaukset saadaan yhteistyöstä, jossa molemmat osapuolet pitävät yllä avointa vuoropuhelua koko prosessin ajan. Odota, että valmistajasi ottaa aktiivisesti yhteyttä materiaalien saatavuudesta, tuotantoprosessin edistymisestä ja mahdollisista suunnittelun selventämisistä, joita tarvitaan.
Tämän työnkulun ymmärtäminen mahdollistaa oikean tiedon antamisen etukäteen, päätöspisteiden ennakoimisen ja omien aikataulujen suunnittelun vastaavasti. Mutta mitkä laitteet ja menetelmät todellisuudessa mahdollistavat laadukkaat levymetallihitsaukset? Juuri tämän osaavat erikoisvalmistajat – ja heidän kykyjensä ymmärtäminen auttaa sinua arvioimaan mahdollisia valmistusyhteistyökumppaneita.

Laadukkaiden levymetallihitsausten laitteet ja menetelmät
Olet valinnut valmistuspartnerisi ja ymmärtänyt prosessin – mutta mikä todella tekee eron keskimääräisen hitsausliitoksen ja sellaisen välillä, joka toimii moitteettomasti vuosikausia? Vastaus piilee oikean laitteiston valinnassa ja teknisten taitojen hallinnassa. Olitpa arvioimassa hitsattuja levyosia erikoistunutta yritystä tai perustamassa omaa työpistettä, näiden perusteiden ymmärtäminen auttaa sinua tunnistamaan laadukkaan työn ja viestimään odotuksiasi tehokkaasti.
Oikean hitsaustyökalun valinta materiaalillesi
Sopivimman hitsaustyökalun valinta levymetallille riippuu useista tekijöistä: materiaalin tyypistä, paksuudesta, tuotantomäärästä ja vaadittavasta hitsauslaadusta. Tässä on mitä kokemukselliset valmistajat ottavat huomioon, kun he sovittavat laitteiston käyttötarkoitukseen:
- Ohuelle hiiliteräkselle (24 gauge ja ohuemmalle): Levyteräksen hitsaamiseen tarkoitettu MIG-hitsaustyökalu, jossa on säädettävä jännite ja langan nopeus, tarjoaa tarvittavan hallintamahdollisuuden polttamisen estämiseksi. Etsi laitteita, jotka tarjoavat tasaisen kaaren aloituksen ja johdonmukaisen langansiirron
- Rustoitumattomalle teräkselle: TIG-hitsaustyökalut tarjoavat tarkkuuden ja lämmön säädön, jotka ovat välttämättömiä puhtaiden, korroosionkestävien hitsausliitosten saavuttamiseksi ilman materiaalin ominaisuuksien heikentämistä
- Alumiinille: Erityisesti alumiinille suunnitellut MIG-laitteet, joissa on spool-piiput tai työntö- ja vedös-järjestelmät, tai AC-TIG-hitsaustyökalut, jotka on suunniteltu alumiinin erityispiirteitä varten
- Suuriteholliseen tuotantoon: Automaattiset tai puoliautomaattiset järjestelmät, jotka säilyttävät vakiot parametrit tuhansien hitsausten ajan
Langan halkaisijan valinta vaikuttaa merkittävästi ohuen levytyksen hitsaustulokseen. Miller Electricin hitsausohjeiden mukaan langan halkaisijan tulee vastata käytettävää virtavälialuetta:
- 0,023 tuuman langat: 30–130 A — ideaalisia ohuille materiaaleille
- 0,030 tuuman langat: 40–145 A — monikäyttöisiä kevyen ja keskipaksuisen levyn kanssa
- 0,035 tuuman langat: 50–180 A — sopii keskimäiseen paksuuteen
- 0,045 tuuman langat: 75–250 A — sopii raskaammille materiaaleille
Kun hitsataan ohutlevyjä TIG-menetelmällä, täytelangat tulisi yleensä valita niin, että ne vastaavat perusmateriaalin koostumusta. Kriittisissä sovelluksissa on suositeltavaa kysyä materiaaliantajalta metallurgista yhteensopivuutta varmistavia suosituksia.
Kaasun valinta optimaalisten tulosten saavuttamiseksi
Suojakaasu vaikuttaa merkittävästi hitsauslaatuun, läpäisyyn ja ulkoasuun. Optimaalisen kaasun valinta MIG-hitsauksessa ohutlevyille edellyttää eri kaasusekoitusten suorituskyvyn ymmärtämistä eri materiaaleilla.
Mukaan lukien teollisuuden suojakaasuhakemistot , tässä on parhaiten toimivat vaihtoehdot:
| Materiaali | Paksuus | Suositeltava kaasu | Edut |
|---|---|---|---|
| Hiiliteräs | Enintään 14 gauge | 92 % argonia / 8 % CO2 | Hyvä läpikuultavuus ja vähäinen vääntymä |
| Hiiliteräs | 14-tukkainen – 1/8 tuumaa | 75 % argonia / 25 % CO2 | Korkeat hitsausnopeudet, vähäinen vääntymä ja sulkaprosessi |
| Ruostumaton teräs | Kaikki tuumaukset | 92 % argonia / 8 % CO2 | Hyvä säätö, kun korroosionkestävyys ei ole ratkaiseva tekijä |
| Alumiini | Enintään 3/8 tuumaa | 100 % argonia | Paras metallinsiirto, kaaren vakaus ja vähäinen sulkaprosessi |
Miksi parhaan kaasun valinta ohutlevyjen hitsaukseen on niin tärkeää? Väärä seos voi aiheuttaa liiallista sulkaprosessia, heikkoa läpikuultavuutta tai huokoisuutta, joka heikentää liitosta. Puhdas CO2 tarjoaa syvän läpikuultavuuden, mutta aiheuttaa enemmän sulkaprosessia – mikä on hyväksyttävää rakenteellisessa työssä, joka on piilossa näkyvistä osista, mutta ongelmallista näkyvissä osissa, joissa vaaditaan siistiytä pinnanlaatua.
Vääntymisen ja vääristymisen estäminen
Vääntymä on yksi turhauttavimmista haasteista ohutlevyjen hitsauksessa. Sen syytä ymmärtämällä voit estää sitä. Ohutlevyjen valmistukseen erikoistuneiden asiantuntijoiden mukaan useat tekijät edistävät vääntymää:
- Materiaalin ominaisuudet: Lämmönjohtavuus, lämpölaajenemiskerroin ja myötölujuus vaikuttavat kaikki siihen, miten metalli reagoi hitsausten aiheuttamaan lämmöntuottoon
- Lämpösisääntö: Nopea tai epätasainen kuumennus ja jäähdytys aiheuttavat lämpöjännityksiä, jotka vetävät materiaalia muotoaan vastoin
- Mekaaniset voimat: Epäasianmukainen kiinnitys tai riittämätön tukeminen mahdollistaa materiaalin liikkumisen hitsauksen aikana
Tehokkaita lämmönhallintamenetelmiä ovat:
- Pistehitsaus: Lyhyiden hitsausten tekeminen välillä olevilla jäähdytysjaksoilla sen sijaan, että tehtäisiin jatkuvia hitsauskupuja
- Takaisinpäin etenevä hitsaus: Hitsaus segmenteissä, jotka etenevät vastakkaiseen suuntaan kuin kokonaishitsaussuunta
- Tasapainotettu hitsaus: Sivujen vaihtelu symmetrisissä kokoonpanoissa lämpöjännitysten tasoittamiseksi
- Lämpöpoistoalustat: Kuparin tai alumiinin tukipalkkien käyttö ohuiden materiaalien lämmön poistamiseen
- Säädettävä virta: Vähimmäislämpötehon käyttö, joka tarvitaan riittävän syvän läpikuultavuuden saavuttamiseksi
Kuten hitsausparametrien ohjeissa huomautetaan, liian hitaalla etenemisnopeudella syntyy liiallista lämpöä, mikä johtaa liian leveisiin hitsauskuppiin ja heikkoonsyvyyteen – ohuemmilla materiaaleilla tämä aiheuttaa myös läpisyöntiä. Oikean etenemisnopeuden löytäminen tasapainottaa läpikuultavuuden ja lämmönhallinnan.
Välttämättömät kiinnittimet ja kiinnityslaitteet
Laadukkaat levyteräksen hitsauskiinnittimet ja -kiinnityslaitteet tekevät eron siinä, taisteleeko ihmeen kanssa vai hallitseeko sitä täysin. Oikea kiinnityslaitteisto täyttää useita tarkoituksia:
- Säilyttää sijoittelun: Pitää komponentit oikeassa asemassa koko hitsausprosessin ajan
- Estää vääntymistä: Kumoaa lämpöjännitykset, jotka muuten vetäisivät osia muotoaan pois
- Parantaa toistettavuutta: Takuu toistettavista tuloksista tuotantosarjojen välillä
- Parantaa turvallisuutta: Estää työkappaleen liikkumisen, joka voisi aiheuttaa vammoja tai hitsausvirheitä
Suositellut hitsauskiinnittimet levytukkoon sovelluksen mukaan järjestettyinä:
- Yleiseen sijoittamiseen: Lukittavat C-kiinnittimet pyörivillä padoilla, jotka muotoutuvat epäsäännölisten pintojen mukaisiksi
- Reunahitsaukseen: Kantoor-tyyppiset kiinnittimet, jotka tarttuvat levyn reunaan ilman, että ne haittaavat hitsauspääsyä
- Päistä päähän -liitoksiin: Magneettiset neliöt ja kulmakiinnittimet, jotka varmistavat tarkan suuntautumisen
- Levytyöhön: Intergrip- tai paneelikiinnittimet, jotka on suunniteltu erityisesti autokorien ja vastaavien sovellusten käyttöön
- Sarjatuotantoa varten: Mukautetut kiinnityslaitteet vipukiinnittimillä, jotka mahdollistavat nopean latauksen ja purkamisen
Valmistuksen parhaiden käytäntöjen mukaisesti varmista, että levyosat kiinnitetään tai kiinnitetään tukevasti toimenpiteiden aikana — tämä vakauttaa materiaalia ja estää sen liikkumisen tai vääntymisen hitsausvoimien aiheuttamana. Käytä sopivia kiinnittimiä, työkaluja tai kiinnityslaitteita yhtenäisen painejakauman varmistamiseksi.
Tukijärjestelmät ovat yhtä tärkeitä. Käytä tehokasta tukea vääntymän minimoimiseksi — tähän voi kuulua tukilohkojen, takamittareiden tai muotoilupiiskojen käyttö taivutus- tai muotoilutoimenpiteissä, jotka edeltävät hitsausta. Oikea tuki jakaa voimat tasaisesti ja vähentää vääntymisen todennäköisyyttä jo ennen hitsausta.
Näiden laitteiden ja menetelmien perusteiden ymmärtäminen antaa sinulle sanaston, jolla voit keskustella laadun odotuksista valmistajien kanssa. Mutta mitä tapahtuu, kun asiat eivät suju täydellisesti? Myös kokemukset welderit kohtaavat haasteita – ammattimaisen ongelmanratkaisun tunteminen auttaa sinua tunnistamaan kyvykkäitä kumppaneita ja realistisia ratkaisuja.
Yleisimmin esiintyvien ohutlevyjen hitsaamisen haasteiden voittaminen
Edes taitavimmat welderit kohtaavat ongelmia työskennellessään ohuilla materiaaleilla. Läpilämmön, vääntymän ja ikävien virheiden syntymisen seurauksena projektit voivat pysähtyä, mikä turhauttaa sekä valmistajia että asiakkaita. Ammattilaisten näihin haasteisiin suhtautumisen ymmärtäminen auttaa sinua tunnistamaan korkealaatuista työn toteutusta ja asettamaan realistisia odotuksia yhteistyössä hitsattujen ohutlevyjen erikoisyritysten kanssa. Tutkitaan yleisimmät ongelmat ja niiden todistetut ratkaisut.
Lämmöntulon hallinta ohuilla materiaaleilla
Miksi ohuiden levyjen hitsaaminen aiheuttaa niin paljon vaikeuksia? Vastaus liittyy fysiikkaan. Ohuet materiaalit – yleensä 1/8 tuumaa tai vähemmän – absorboivat lämmön nopeasti, mutta niillä on hyvin vähän massaa lämmön hajottamiseen. Tämä luo kapean välin riittävän sulautuman ja työkappaleen täydellisen läpisyövyn saavuttamisen välillä.
Mukaan lukien ammattimaiset hitsausopas , ohuiden levyjen hitsaamisen paras tapa sisältää useita keskeisiä strategioita:
- Alhaisemmat ampeeriasetukset: Useimmiten ohuiden metallien TIG-hitsaus tehdään 50 ampeeriin tai vähemmän, ja joissakin sovelluksissa vaaditaan vain 5–10 ampeeria
- Nopeammat kulku- eli etenemisnopeudet: Liian hitaan liikkuminen aiheuttaa lämmön kertymisen, mikä lisää läpisyövyn riskiä huomattavasti
- Pienemmät kulutusosat: 0,023–0,030 tuuman langan käyttö MIG-hitsauksessa vähentää lämpötehoa verrattuna suurempien halkaisijoiden lankoihin
- Pulssihitsausmoodit: Vaihtelemalla korkeita ja matalia virtapulssien taajuuksia hitsauskuplan saa jäähtyä hieman huippujen välillä
Entä kaarihitsaus ohuille levyille erityisesti? Tekniikka vaatii erinomaista kaaren hallintaa. Aloita kaari mahdollisimman usein paksuimmasta materiaalista ja siirry nopeasti ohuempaan osaan. Tämä lähestymistapa auttaa sinua luomaan kaaren ilman, että herkät alueet kuumenevat heti liikaa.
Epäjatkuva hitsaus tarjoaa toisen tehokkaan ratkaisun. Sen sijaan, että tehdään jatkuvia hitsausjuokia, taitavat hitsaajat tekevät lyhyitä ommelkappaleita, joissa on jäähdytysvälit kierrosten välillä. Tämä estää lämmön kertymisen keskitetyille alueille ja mahdollistaa kuitenkin täydellisen liitoksen läpikuultavuuden.
Korjausmenetelmät hitsauksen aiheuttamalle vääntymiselle
Mitä tapahtuu, jos vääntymä ilmenee huolimatta parhaista ehkäisytoimenpiteistä? Älä huoli – ammattimaiset valmistajat ovat kehittäneet luotettavia menetelmiä vääntyneen levymetallin korjaamiseksi hitsaustoimenpiteiden jälkeen.
Ensinnäkin on ymmärrettävä, miksi vääntymä ilmenee. Hitsatessa kuumennettu alue laajenee, kun taas ympäröivä kylmä metalli vastustaa tätä laajenemista. Kun hitsaus jäähtyy ja kutistuu, se vetää ympäröivää materiaalia, mikä aiheuttaa vääntymää. Mitä ohuempi materiaali on, sitä merkittävämpi tämä ilmiö on.
Korjausmenetelmiin kuuluu:
- Mekaaninen suoristaminen: Iskutyökalujen, kovettimien ja tasauksentekotyökalujen käyttö huolelliseen metallin muotoiluun alkuperäiseen muotoon
- Lämmön kutistuttaminen: Strateginen lämmön soveltaminen venyneisiin alueisiin aiheuttaa hallitun kutistumisen, joka vastaa vääntymää
- Stressin lievitys: Hallittu lämmitys ja hitaasti tapahtuva jäähtyminen voivat lievittää sisäisiä jännityksiä, jotka aiheuttavat vääntymää
- Tasaus: Kepeä iskutyö, jolla venytetään metallia tarkoituksellisesti tietyissä alueissa kompensoimaan hitsauksesta johtuvaa kutistumista
Ennaltaehkäisy on edelleen helpompaa kuin korjaaminen. Hitsaustekniikan asiantuntijoiden mukaan lämmönpoistimien, kuten alumiini- tai kuparitankojen, kiinnittäminen hitsausalueen läheisyyteen auttaa hajottamaan lämpöä nopeasti. Suuremmille osille vedeellä jäähdytetyt jäähdytyslevyt tarjoavat vielä tehokkaampaa lämpöhallintaa.
Tärkein havainto? Seuraa lämpötilaa koko hitsaustapahtuman ajan. Käytä lämpötilan osoittavia liidunpenssejä tai infrapunalämpömittareita liitoslämpötilan seuraamiseen. Pienempien liitoslämpötilojen säilyttäminen ohuissa materiaaleissa estää kertyvän lämmön kertymisen, joka aiheuttaa vakavia vääntymiä.
Reikien täyttäminen ja vikojen korjaaminen
Olipa kyseessä vanhentuneiden kiinnitysreikien sulkeutuminen tai tahallisesti syntyneen läpilämmön korjaaminen, reikien hitsaaminen levyteräkseen vaatii erityisiä menetelmiä, jotka eroavat tavallisesta liitoksen hitsaamisesta.
Pienille rei’ille, joiden halkaisija on alle 1/4 tuumaa, ammattimaiset kori- ja karosseriakorjausoppaat suositellaan käyttävän kuparitukilevyä. Kiinnitä kupari reiän takana – se imee lämmön hitsauksesta ja tarjoaa pinnan, jolle hitsataan. MIG-langalla ei tartu kupariin, mikä antaa sinulle puhtaan sisäpinnan eikä rumaa kuppia, joka ulottuisi takapuolelle.
Suurempien reikien korjaamiseen tarvitset paikkauskiekoja tai erityisesti leikattuja täytelevyjä:
- Sovita paikkauslevyn koko oikein: Leikkaa paikkauslevyt hieman pienemmiksi kuin reiän koko, jotta saadaan täydellinen sulautuminen reunan ympäri
- Sijoita strategisesti: Aseta paikkauslevyt hieman syvällä, jolloin voit hiota hitsat tasaisiksi ilman, että muodostuu kohoumia
- Tehdään ensin kiinnityshitsaus: Aseta alustavat kiinnityshitsat vastakkaisiin pisteisiin (180 asteen välein), jotta paikkauslevy pysyy paikoillaan
- Tehdään reunan hitsaus pikkuhiljaa: Täydennä hitsaus lyhyillä vaihtelevilla hitsausosilla paikkauslevyn ympäri, jotta lämpö jakautuu tasaisesti
Levyteräksen reikien hitsaamiseen onnistuneesti oikea teknikka tärkeämpi kuin kallis varustus. Aloita kaari paksuimmasta paikkausmateriaalista ja vedä nopeasti ohuemman perusmetallin suuntaan. Tämä menetelmä säilyttää lämmön hallinnassa haavoittuvamman materiaalin. Tarkkaile perusmetallin karakteristista sinistä lämpörenkaasta – mitä pienempi tämä rengas on, sitä vähemmän vääntymää kohtaat.
Läpipoltto reikien korjauksen aikana opettaa itse asiassa arvokkaita asioita. Kokeneet muovailijat huomauttavat, että läpipoltto pakottaa kehittämään toipumistaitoja ja paljastaa piilotettuja ongelmia, kuten ruosteen heikentämää materiaalia, jota ei muuten voisi hitsata asianmukaisesti.
Korjausten jälkeen hio hitsit huolellisesti lehtilevyhiomakiekkoja käyttäen eikä aggressiivisia hiomakiekkoja. Lehtilevyhiomakiekot poistavat materiaalia hitaammin ja tuovat vähemmän lämpöä – mikä on ratkaisevan tärkeää korjauksen eheytetyn säilyttämiseksi. Tavoitteena on sileä pinta, joka vaatii vain vähäistä rungon täyteainetta tai viimeistelytyötä.
Nämä vianmääritystaidot erottavat harrastelijan työn ammattimaisista tuloksista. Mutta ongelmanratkaisutaitojen hallinta on vain yksi tekijä valittaessa valmistuskumppania. Sen ymmärtäminen, mitä sertifikaatteja, kykyjä ja palvelustandardeja tulisi etsiä, varmistaa, että projekteihin saadaan niiden ansaitsema asiantuntemus.

Oikean levytyöstökumppanin valitseminen
Olet oppinut hitsausmenetelmistä, materiaaleista ja vianmääritystekniikoista – mutta miten löydät todellisuudessa valmistuskumppanin, joka pystyy täyttämään projektisi vaatimukset? Oikean levymetallihitsaajan valinta ei ole pelkkää kysymys siitä, löytääkö joku tarvittavan laitteiston. Kyse on kumppanin tunnistamisesta, jolla on sertifikaatit, kyvyt ja sitoutuminen laatuun, jota sovelluksesi vaativat. Tutkitaan nyt kriittisiä arviointikriteerejä, jotka erottavat poikkeukselliset valmistajat keskimittaisista.
Tarkistettavat sertifikaatit ja laatuvaatimukset
Voitko hitsata levymetallia tarkkojen vaatimusten mukaisesti ilman dokumentoituja laatuajärjestelmiä? Teknisesti kyllä – mutta sen todentaminen asiakkaille, tarkastajille ja sääntelyviranomaisille on melkein mahdotonta. Sertifikaatit tarjoavat objektiivista todistetta siitä, että valmistaja pitää yllä prosesseja, koulutusta ja laatuvalvontaa, jotka ovat välttämättömiä johdonmukaisille tuloksille.
Tässä ovat tärkeimmät arvioitavat sertifikaatit:
- ISO 9001:2015: Perustava laatumhallintastandardi, joka määrittelee järjestelmälliset prosessit johdonmukaisen tuotelaadun varmistamiseksi – välttämätön kaikille vakavasti otettaville levytelinevalmistajille
- IATF 16949:2016: Autoteollisuuden sovelluksissa ratkaisevan tärkeä sertifikaatti, joka yhdenmukaistaa laatuvaatimukset koko maailmanlaajuisessa autoteollisuuden toimitusketjussa. Master Products -yrityksen alan asiantuntijoiden mukaan IATF 16949 keskittyy viallisten tuotteiden ja tuotantopoikkeamien ehkäisemiseen sekä romun ja jätteen vähentämiseen
- AWS D9.1 Levytelinehitsauskoodi: AWS:n levytelineiden hitsauskoodi määrittelee vähimmäisvaatimukset levytelineiden valmistukseen suoritettavien hitsausten suorittajille – varmistaen, että henkilökunnalla on osoitettu ammattitaitonsa alallaan
- AWS D1.2 Rakennushitsauskoodi – Alumiini: Kattaa materiaalit ja suunnittelun, valmistuksen, tarkastukset sekä kelpoisuuden alumiinihitsausten sovelluksissa
- AS9100: Vaaditaan ilmailusovelluksissa, joissa epäonnistuminen ei ole vaihtoehto
Miksi IATF 16949 -sertifiointi on niin tärkeä autoteollisuudessa? Standardi vaatii lisättyä huomiota asiakasspesifisiin tuotantotarpeisiin, odotuksiin ja vaatimuksiin. Sertifioitujen valmistajien mukaan IATF-sertifiointi varmistaa "ensisijaisen toimittajan" aseman johtavien autoteollisuuden valmistajien keskuudessa, mikä luo vahvemmat ja luotettavammat toimitusketjut.
Esimerkiksi: Shaoyi (Ningbo) Metal Technology ylläpitää IATF 16949 -sertifikaattia autoalan muovaukseen ja tarkkuusasennukseen—näin ollen osoittaen laatuinfrastruktuurin, joka on välttämätön alustan, jousitusjärjestelmän ja rakenteellisten komponenttien tuotannossa. Tämä sertifiointitaso osoittaa, että valmistaja suhtautuu vakavasti autoalan laatuvaatimuksiin.
Tuotantokapasiteetin arviointi
Sertifikaatit vahvistavat laatusysteemejä, mutta sinun on myös arvioitava, onko muovausliike varustettu oikeilla laitteilla ja ammattitaidolla juuri sinun erityisprojektisi vaatimusten mukaisesti. Parhaan levymetallihitsaajan valinta sinun sovellukseesi riippuu kykyjen ja vaatimusten yhdistämisestä.
Arvioitavat keskeiset kyvykkyyttä koskevat tekijät:
- Laitteistojen laajuus: Onko tehtaalla leikkaus-, muovaus- ja hitsauslaitteet, joita projektisi vaatii? Etsi CNC-laserit, puristuspainimet ja useita hitsausasemia
- Materiaali-asiantuntijuus: Ovatko he onnistuneet työskentelemään määrittelemilläsi materiaaleilla? Pyydä esimerkkejä samankaltaisista projekteista
- Kapasiteetti ja skaalautuvuus: Voivatko he käsittää tuotantomääräsi vaatimukset—sekä nykyiset että tulevan kasvun ennakoitavat vaatimukset?
- Automatisointitaso: Suurten tuotantomäärien valmistukseen automatisoitu tai robottivetoisuinen hitsaus varmistaa yhdenmukaisuuden tuhansien osien kesken
- Toissijaiset toiminnot: Tarjoaako tehdas pinnanmuokkausta, kokoonpanoa ja kiinnitysosien asennusta, jotta voit vähentää toimitusketjun monimutkaisuutta?
Valmistusteollisuuden ohjeiden mukaan huippuluokan palveluntarjoajat investoivat uusimpiin CNC-koneistuskeskuksiin, hitsausasemiin, leikkuutyökaluihin ja nykyaikaiseen valmistuslaitteistoon. Kiinnitä huomiota siihen, kuinka hyvin huolletulta tehdas näyttää – siisti ja järjestelty työtila kertoo työnlaadun ylpeydestä ja sitoutumisesta laadunvalvontaan.
Älä jätä tarkastusmahdollisuuksia huomiotta. Edistyneet levymetallin ja hitsausten toiminnot vaativat tarkastuslaitteita, kuten:
- Koordinaattimittakoneet (CMM): Tarkan mittatarkkuuden varmistamiseen monimutkaisten geometrioiden osalta
- Optiset vertailijat: Profiilin ja muotoviivan tarkastukseen
- Pinnanlaatutesterit: Kun ulkonäön vaatimukset ovat tärkeitä
- Hitsaustarkastustyökalut: Mukaan lukien visuaalisen tarkastuksen laitteet ja ei-tuhottavaa testausta mahdollistavat ominaisuudet kriittisiin sovelluksiin
Nopea prototyypitys ja toimitusaikojen lyhentäminen
Nykyisessä nopeassa tuotekehitysympäristössä nopeus on ratkaisevan tärkeää. Kuinka nopeasti mahdollinen kumppani pystyy siirtymään alustavasta kysymyksestäsi fyysiseen osaan kätesi?
Arvioi näitä aikataulutekijöitä:
- Tarjouskierros: Laadukkaat valmistajat antavat yksityiskohtaiset tarjoukset 24–72 tunnissa. Joitakin valmistajia, kuten Shaoyi Metal Technology , tarjoaa 12 tunnin tarjouskäsittelyajan asiakkaille, joille tarvitaan nopeampaa vastausta
- Prototyyppien valmistusnopeus: Kuinka nopeasti he voivat valmistaa näytteitä varten tarkistettavia osia? Etsi 5 päivän nopeaa prototyyppivalmistusta, kun kehitysajat ovat kriittisiä
- DFM-tuen vastausnopeus: Nopea suunnittelupalaute estää pullonkauloja tuotekehityksen aikana. Laaja DFM-tuki tunnistaa valmistettavuusongelmat ennen kuin ne muodostuvat kalliiksi ongelmiksi
- Valmistusläpimenoajat: Ymmärrä standardia toimitusaikaa ja se, onko kiireellisiin tarpeisiin olemassa nopeutettuja vaihtoehtoja
Kuten alan asiantuntijat suosittelevat, ilmoita aikataulusi ja budjettirajoituksesi varhaisessa vaiheessa. Varmista, että valmistusyritys pystyy ottamaan huomioon aikataulusi ja antamaan tarkat kustannusarviot ennen kuin teette yhteistyösopimuksen.
Projektinhallinnan ja viestintästandardien noudattaminen
Vaikka teknisesti pätevät valmistajat voivat pettää, jos heillä ei ole vahvaa projektinhallintaa. Arvioi, miten mahdolliset kumppanit hoitavat asiakaskokemusta:
- Erilliset projektinjohtajat: Yksi yhteydenottopiste, joka ymmärtää projektisi ja pystyy tarjoamaan ajantasaisia päivityksiä
- Aktiivinen viestintä: Ottaako he yhteyttä tilannepäivityksillä vai joudutko sinä aina pyytämään tietoja?
- Muutospyyntöjen käsittely: Kuinka tehokkaasti he voivat käsitellä suunnittelumuutoksia tuotannon aikana?
- Dokumentaation laatu: Voivatko he tarjota teollisuusalalleesi vaaditut materiaalitodistukset, tarkastusraportit ja vaatimustenmukaisuustodistukset?
Mukaan lukien valmistusvalinnan asiantuntijat parhaat tarjoajat osoittavat asiakaslähtöisen lähestymistavan, jossa korostuu nopea viestintä ja halukkuus tehdä lisäpäämäriä. Kiinnitä huomiota lainausvaiheessa: vastaavatko he nopeasti? Käyttävätkö he aikaa ymmärtääkseen täysin vaatimuksesi?
Valitse lopullinen vaihtoehto
Yhdistetään kaikki yhteen: tässä on kattava arviointitarkistuslista:
| Arviointikriteerit | Mitä tarkistetaan | Miksi se on tärkeää |
|---|---|---|
| Laatuvarmenteet | ISO 9001, IATF 16949, AWS D9.1 -levymetallihitsausstandardin noudattaminen | Takuu dokumentoiduista laatu-järjestelmistä ja koulutetusta henkilöstöstä |
| Tekniset kyvyt | Laitelista, materiaali kokemus, kapasiteetti | Vahvistaa kykyä toteuttaa juuri teidän erityisvaatimuksenne |
| Prototyypin nopeus | Näytteiden ja ensimmäisten tuotteiden valmistumisaika | Vaikuttaa kehitysajastukseenne ja markkinoille tuloaikanne |
| DFM-tuki | Teknisen tuotekehityksen resurssit ja suunnittelupalauteen laatu | Estää kalliita uudelleensuunnitteluja ja valmistusongelmia |
| Viestintä | Vasteikkyys, projektinhallintatapa | Määrittää päivittäisen työsuhteen laadun |
| Teollisuuskokemus | Vastaavien projekttien portfolio ja asiakasviitteet | Lyhentää oppimiskäyrää ja vähentää riskiä teidän projektissanne |
Muistakaa, että valinta valmistusyhteistyökumppaniksi on strateginen päätös, joka vaikuttaa tuotteenne laatuun, kehitysaikatauluihin ja lopulta kilpailuasemaanne. Käykää vaihtoehdot huolellisesti läpi, pyytäkää tarvittaessa näytteitä ja varmistakaa sertifikaatit ennen tuotantomäärien vahvistamista.
Oikea kumppani tuo mukanaan enemmän kuin pelkästään laitteita – se tarjoaa asiantuntemusta, ongelmanratkaisukykyä ja aidosti panostaa menestykseenne. Tarvitsettepa tarkkoja autoalan komponentteja, jotka täyttävät IATF 16949 -standardin vaatimukset, tai teollisuuslaitteiston mukautettuja koteloita, oikean valinnan tekeminen – eli vaatimustenne sovittaminen valmistajan todennettuihin vahvuuksiin – muodostaa perustan onnistuneelle yhteistyölle ja erinomaisille tuloksille.
Usein kysytyt kysymykset hitsattujen levyosien erikoisvalmistajista
1. Mitkä ovat viisi levyvalmistusta koskevaa toimenpidettä?
Viisi tärkeintä levytöitä ovat leikkaus, ulkopuolinen leikkaus, reiänteko, taivutus ja vetäminen. Erityisvalmistajat yhdistävät nämä hitsaustekniikoihin, kuten MIG-, TIG- ja pistehitsaukseen, jotta saadaan aikaan valmiit kokoonpanot. Lisätoimenpiteitä ovat koristeleminen, läpikuulauttaminen ja viimeistely, joilla tuotetaan monimutkaisia komponentteja autoteollisuuden, teollisuuden ja arkkitehtonisten sovellusten käyttöön.
2. Kuinka paljon räätälöity levymetallin työstö maksaa?
Mukautettujen levytöiden valmistus maksaa yleensä välillä 418–3 018 dollaria, keskimäärin noin 1 581 dollaria per projekti. Kustannukset vaihtelevat 4–48 dollaria neliömetriltä riippuen materiaalin tyypistä, paksuudesta, monimutkaisuudesta ja mukauttamisen laajuudesta. Myös IATF 16949 -sertifiointivaatimukset, tarkkuustoleranssit ja tuotantomäärät vaikuttavat lopulliseen hintaan. Pyydä tarjouksia sertifioituilta valmistajilta, kuten Shaoyi Metal Technologylta, saadaksesi tarkat arviot.
3. Mikä on korkeinta palkkaa saava levytyötön?
Levyteräksen työnjohtajat saavat korkeimmat palkat, jotka vaihtelevat vuosittain 57 000–77 000 dollaria. Levyteräksen kokeneet ammattityöntekijät saavat seuraavaksi 51 000–64 500 dollaria, kun taas teknikot saavat 43 500–61 000 dollaria. Erityisalaisten hitsaajien, jotka käyttävät TIG-hitsausta ilmailu- tai lääketieteellisiin komponentteihin, palkat ovat usein erityisen korkeat, koska nämä sovellukset vaativat suurta tarkkuutta ja erityistaitoja.
4. Mikä hitsausmenetelmä soveltuu parhaiten ohuelle levytelineelle?
TIG-hitsaus pidetään parhaana menetelmänä ohuille levyteräksille sen tarkan lämmönhallinnan ja vähäisen muodonmuutoksen vuoksi. Tuotantoympäristöissä MIG-hitsaus pienemmillä langanhalkaisijoilla (0,023–0,030 tuumaa) ja sopivilla suojauskaasuseoksilla toimii tehokkaasti. Molemmat menetelmät estävät läpilämmön, kun niitä yhdistetään tekniikoihin kuten tikkuhitsaus, takaperin hitsaus sekä lämmöneristyslevyjen tai kuparitukipalkkien käyttö.
5. Mitä sertifiointeja pitää levyjen käsittelykumppanilla olla?
Etsi ISO 9001:2015 -laatustandardia peruslaatustandardina sekä IATF 16949 -standardia autoteollisuuden sovelluksia varten. AWS D9.1 -levymetallin hitsauskoodin noudattaminen varmistaa koulutettujen henkilöiden käytön. Ilmailutyön yhteydessä AS9100-sertifiointi on välttämätön. Nämä sertifikaatit vahvistavat dokumentoituja laatu-järjestelmiä, johdonmukaisia prosesseja ja virheiden ehkäisemistä – ratkaisevia tekijöitä tarkkuuskomponentteja varten valittaessa kumppaneita.