 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Tarkkuuslevymetallin valmistusyritysten ymmärtäminen: keskeiset käsitteet

Mitä tarkkaa levy metallin valmistusta todellakin tarkoittaa
Kun kuulet termin " tarkkaa levynleikkausvalmistusta ," mitä tulee mieleen? Jos kuvittelet mikä tahansa metallityöpaja, jossa on leikkaustyökaluja ja hitsauslaitteita, näet vain osan kuvasta. Tarkkuuslevymetallin valmistusyritykset toimivat täysin eri tasolla – siellä mikroskooppiset mittaukset määrittävät menestyksen tai epäonnistumisen.
Mitä sitten tarkalleen ottaen tekee valmistuksesta "tarkkuus"-valmistuksen? Kaikki riippuu yhdestä ratkaisevasta tekijästä: toleransseista. Kun tavallinen metallin valmistus toimii toleranssien ±1/16"–±1/8" (noin ±1,6 mm–±3,2 mm) sisällä, tarkkuuslevymetallin valmistus vaatii tarkkuutta välillä ±0,005"–±0,010" (±0,13 mm–±0,25 mm). Kyseessä on ero, jota ei juurikaan näe paljaalla silmällä – mutta joka voi päättää kriittisten sovellusten onnistumisesta tai epäonnistumisesta.
Tarkkuustoleranssit levytöissä vaihtelevat yleensä ±0,005 tuumasta ±0,010 tuumaan (±0,13 mm–±0,25 mm) — jopa kymmenen kertaa tarkemmat kuin standardit valmistustoleranssit ±1/16 tuumasta ±1/8 tuumaan.
Mikä erottaa tarkkuuden standardivalmistuksesta
Kuvittele monimutkaisen lääkintälaitteen kokoonpanoa, jossa komponenttien on istuttava täydellisesti ilman mitään välejä. Standardi valmistustoleranssi ±1/8 tuumaa tekee laitteen täysin käyttökelvottomaksi. Siksi tarkkuus levytöissä on niin ratkaisevan tärkeää vaativissa aloissa.
Tarkkuuden merkitys levytöissä ulottuu paljon pidemmälle kuin pelkät tiukat mittatoleranssit. Tarkkuuslevytöitä valmistavat yritykset erottautuvat seuraavilla tekijöillä:
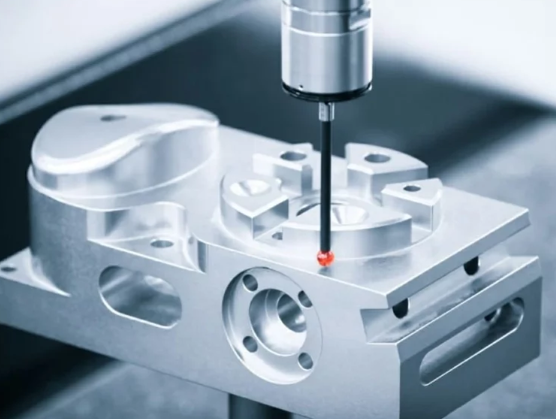
- Edistyneet laitteet: Kuitulaserleikkurit, robottiset CNC-painopuristimet kulmamittausjärjestelmillä ja automatisoidut hitsausasemat korvaavat standardit manuaaliset työkalut
- Kehittyneet laadunvarmistusjärjestelmät: Koordinaattimittakoneet (CMM), optiset vertailulaiteet ja lasermitattavat järjestelmät varmistavat johdonmukaisen tarkkuuden
- Materiaali-asiantuntijuus: Syvä ymmärrys siitä, miten eri seokset käyttäytyvät käsittelyn aikana, mukaan lukien jousitumislaskelmat ja jyväsuojaus.
- Täydellistä dokumentaatiota: Täysi jäljitettävyys, tilastollinen prosessinvalvonta ja ensimmäisen artikkelin tarkastus tukevat säänneltyjä aloja.
Standardit valmistusliikkeet eivät yksinkertaisesti pysty toistamaan näitä kykyjä. Niiden monikäyttöiset työkalut ja perustason tarkastusmenetelmät toimivat hyvin rakennuskehikoille tai peruskuorenkäytöille – mutta eivät riitä, kun mitallinen tarkkuus vaikuttaa suoraan tuotteen suorituskykyyn tai turvallisuuteen.
Toleranssivaatimusten ymmärtäminen metallityössä
Tässä on jotain, mikä monet insinöörit huomaavat vaikealla tavalla: CAD-ohjelmat, kuten SolidWorks, käyttävät oletusarvoisesti koneistustoleransseja, jotka ovat huomattavasti tiukempia kuin mitä levytelineprosesseilla yleensä saavutetaan. Herold Precision Metals -yrityksen alan asiantuntijoiden mukaan tämä epäsovitteisuus johtaa usein liialliseen suunnitteluun ja tarpeeton kustannuksiin.
Miksi tämä on tärkeää? Koska levytelineen käyttäytyminen eroaa kiinteiden koneistettujen osien käyttäytymisestä. Ohuemmat materiaalit ovat alttiimpia muovauksen aikaisille muuttujille. Taivutus aiheuttaa kevyen pullistuman taivutusviivojen läheisyyteen. Useat toisiaan leikkaavat taivutukset aiheuttavat selkeämmät muodonmuutokset. Jopa taivutusviivojen läheisyyteen sijoitetut reiät voivat vaikuttaa paikallisesti muotoon.
Tarkka levytelineen valmistus ratkaisee nämä haasteet empiiristen laskelmien, prototyyppien käsittelyn ja huolellisten säätöjen avulla – ei pelkästään ohjelmoinnin avulla. Tyypillinen tarkka taivutusoperaatio voi saavuttaa korkeustarkkuuden ±0,25 mm ja taivutuksen jälkeisen pituuden tarkkuuden ±0,5 mm, kun käytetään asianmukaisia menetelmiä.
Yhteenveto? Tarkkuuslevymetallin valmistukseen erikoistuneet yritykset sijoittavat huomattavia resursseja laitteistoon, koulutukseen ja laatuun suunnattuihin järjestelmiin, jotka on tarkoitettu erityisesti ohuen metallilevyn käsittelyn sisäisten haasteiden voittamiseen. Tämä sijoitus näkyy suoraan komponenteissa, jotka istuvat täydellisesti, toimivat luotettavasti ja täyttävät ilmailu-, lääketieteellisten, elektroniikan ja muiden vaativien sovellusten tiukat vaatimukset.

Tarkkuusvalmistukseen liittyvät perusprosessit
Nyt kun tiedät, mitä tekee valmistuksesta "tarkkuus"-valmistuksen, olet todennäköisesti kysynyt itseltäsi: kuinka nämä yritykset saavuttavat itse asiassa niin tiukat toleranssit? Vastaus piilee erikoistuneissa prosesseissa – jokainen niistä on huolellisesti ohjattu tuottamaan yhtenäisiä ja tarkkoja tuloksia. Tarkastellaan nyt niitä perustekniikoita, joihin kaikki tarkkuuslevymetallin valmistajat luovat.
Toisin kuin tavallisissa kaupoissa, jotka saattavat luetella nämä prosessit verkkosivuillaan ilman selityksiä, ymmärtäminen siitä, miten kukin menetelmä toimii, auttaa sinua tekemään viisaampia päätöksiä valmistusprojekteihisi. Tässä on tärkeintä tietää:
- Laserileikkaus: Käyttää kohdistettua lasersädeä materiaalin sulattamiseen tai höyrystämiseen toleransseilla jopa ±0,1 mm–±0,15 mm – ideaali monimutkaisille suunnitteluille ja paksuille materiaaleille, joiden paksuus voi olla enintään 25 mm
- CNC-pursotus: Tietokoneohjatut työkalut painavat läpi levymetallin luodakseen tarkat reiät ja muodot noin ±0,2 mm:n toleranssilla – paras vaihtoehto toistuville kuvioille ohuemmilla materiaaleilla
- Tarkkuustaivutus: CNC-painepuristimet sisäänrakennetuin anturein muovaavat kulmia ±0,5°–±1°:n tarkkuudella ja pituuden toleranssilla ±0,20 mm taivutusta kohden
- Tarkkuushitsaus: Ohjatut liitosmenetelmät, kuten TIG-, MIG- ja robottihitsaus, jotka säilyttävät mittatarkkuuden samalla kun ne muodostavat vahvoja ja puhtaita liitoksia
Jokaisella prosessilla on omat vahvuutensa. Taitava tarkkuuslevymetallin valmistusoperaatio osaa täsmälleen, milloin kunkin tekniikan tulisi ottaa käyttöön – ja tärkeämpää, kuinka ne tulisi järjestää peräkkäin optimaalisten tulosten saavuttamiseksi.
Laserleikkaus ja CNC-nurkinta selitetty
Kuvittele, että sinun täytyy leikata monimutkainen ilmailukannatin kaarevilla reunoilla ja tiukat toleranssit vaativilla rei'illä. Mitä menetelmää sinun tulisi valita? Vastaus riippuu useista tekijöistä, joita tarkkuuslevymetallin valmistusyritykset arvioivat jokaisen projektin yhteydessä.
Alan asiantuntijoiden mukaan laserleikkaus erinomainen monimutkaisten profiilien ja paksujen materiaalien leikkaamisessa. Kuitulaserit voivat leikata pehmeää terästä jopa 25 mm:n paksuisena säilyttäen toleranssit ±0,1–±0,15 mm. Kosketukseton prosessi tuottaa sileitä ja tarkkoja leikkauksia ilman työkalumerkkejä – mikä poistaa toissijaisen viimeistelyn monissa sovelluksissa. Tämä tekee laserleikkauksesta suositun valinnan ilmailu-, lääketieteellisissä ja lääketeollisuuden komponenteissa, joissa leikkausreunan laatu on ratkaiseva.
CNC-pistotyökalut puolestaan hallitsevat tilanteita, joissa tarvitaan toistuvia muotoja korkealla nopeudella. Tiukasti pakattuja reikiä ohuemmissa materiaaleissa – pehmeässä teräksessä enintään 3 mm tai alumiinissa enintään 6 mm – pistokoneet toimivat huomattavasti nopeammin kuin lasersorvit. On olemassa vielä yksi ratkaiseva etu: pistotyö on lämpöön perustumaton prosessi. Tämä säilyttää materiaalin tasaisuuden ja välttää lämpövaikutusalueet (HAZ), jotka voivat aiheuttaa ongelmia myöhempissä taivutusoperaatioissa.
Korkean tarkkuuden paikallisointiin perustuvat levyvalmistuspalvelut yhdistävät usein molemmat teknologiat. Lasersorvi käsittelee monimutkaiset ulkoiset profiilit ja hienovaraiset piirteet, kun taas CNC-pistokone tuottaa nopeasti vakioisiin reikiin tai aukkoihin perustuvia ryhmiä. Tämä hybridimenetelmä maksimoi sekä tarkkuuden että tehokkuuden.
Tarkkuustaivutus ja hitsausmenetelmät
Tässä on jotain, mikä yllättää monet insinöörit: todellista 90° kulmaa ei yleensä saavuteta levytukipinnan taivutuksessa. Kulmat ovat aina kaarevia, ja materiaalit palautuvat luonnollisesti hieman takaisin alkuperäiseen muotoonsa muotoilun jälkeen. Näiden tosiasioiden hallinta on juuri sitä, missä tarkkaa taivutusosaamista osoitetaan parhaiten.
Kokeneet valmistajat ilmoittavat, että palautumiskulma on yleensä 1–2°. Nykyaikaiset CNC-puristuspuristimet, joissa on sisäänrakennettuja antureita, kompensoivat automaattisesti materiaalin vaihtelua ja varmistavat tasaisen tuotannon. Nämä koneet laskevat K-tekijän jokaiselle materiaali- ja paksuusyhdistelmälle ja ennustavat tarkasti, kuinka paljon ylikulmaa tarvitaan tavoitekulman saavuttamiseksi.
Tärkeitä tekijöitä tarkassa taivutuksessa ovat:
- Taivutussäteen tasaisuus: Kaikkien osan taivutusten pitäminen yhtä suurina yksinkertaistaa työkalujen asennusta huomattavasti, vähentää kustannuksia ja parantaa tarkkuutta
- Ominaisuuden ja taivutuksen välinen etäisyys: Reiät tai lovet, jotka sijoitetaan liian lähelle taivutuksia, voivat vääntyä keskitettyjen jännitysten vuoksi – kokemukset valmistajat tuntevat vähimmäisetäisyyden ohjeet
- Taitejärjestyksen suunnittelu: Monimutkaiset osat, joissa on useita taivutuksia, vaativat huolellista järjestystä työkalujen törmäyksen välttämiseksi
- Materiaalin tilan tunteminen: Laserleikkaamisen aiheuttamat kuumennusalueet voivat aiheuttaa epätasaisia muotoja tai halkeamia taivutettaessa, ellei niitä hallita asianmukaisesti
Tarkkuus hitsaus täydentää valmistusprosessia. Olipa kyseessä TIG-hitsaus kriittisiin liitoksiin, joissa vaaditaan suurinta mahdollista hallintaa, MIG-hitsaus tuotantotehokkuuden parantamiseksi vai robottihitsaus suurten sarjojen yhdenmukaisuuden varmistamiseksi, tavoite pysyy samana: osien yhdistäminen ilman sitä, että aiemmissa vaiheissa saavutettua tarkkuutta häiritään.
Tarkkaan sijaintiin perustuva levytelineiden valmistus vaatii hitsaajilta lämpöhallinnan ymmärtämistä. Kiinnityslaitteiden suunnittelu, välihitsausten järjestys ja lämmön syöttämisen hallinta estävät vääntymisen, joka voi tehdä tarkasti leikattujen ja tarkasti taivutettujen osien käyttökelvottomiksi. Tässä vaiheessa tarkka levytelineiden valmistus ja koneistusosaaminen usein leikkaavat toisiaan – koneistetut kiinnityslaitteet pitävät osia täsmälleen oikeassa asemassa hitsauksen aikana.
Yrityksen investoima tarkka levytelineiden valmistuslaitteisto kertoo paljon sen kyvyistä. Nykyaikaiset kuitulaserit, servosähköiset taivutuspainimet reaaliaikaisella kulman mittauksella sekä robottihitsauskennot edustavat nykyistä huippua. Laitteisto itsessään ei kuitenkaan riitä – näiden järjestelmien ohjelmointiin, käyttöön ja huoltoon vaadittava osaaminen määrittää, tuottavatko ne tarkkoja tuloksia vai vain kalliita keskitasoisia tuloksia.
Näiden perusprosessien ymmärtäminen valmistaa sinut merkityksellisiin keskusteluihin mahdollisten valmistuspartnerien kanssa. Tiedät oikeat kysyttävät kysymykset – ja tunnistat, kun yritys todella ymmärtää, miten saavutetaan tarkkuus, jota projektisi vaatii.
Teollisuuden sovellukset ja niiden erityiset tarkkuusvaatimukset
Tässä on jotain, mikä yllättää monia ostajia: kuluttajaelektroniikkaan sopiva toleranssi voi aiheuttaa katastrofaalisen vian lentokoneessa. tarkkuuslevyvalmistusteollisuus ei toimi yhden koon kaikkiin soveltuvilla standardeilla. Sen sijaan jokainen ala tuo pöydälle huomattavan erilaisia vaatimuksia – ja näiden erojen ymmärtäminen auttaa sinua tunnistamaan, mitkä valmistajat voivat todella täyttää tarpeesi.
Miksi tämä on niin tärkeää? Koska tarkkuuslevyvalmistusyrityksen valitseminen ilman alakohtaisten vaatimusten ymmärtämistä on kuin palkata asuntojen sähköasentaja teollisuusvoimajärjestelmiin. Heillä saattaa olla taitoja, mutta ei juuri niitä taitoja, joita sovelluksesi vaatii.
Alla oleva taulukko esittää, miltä korkean tarkkuuden levytelinevalmistus näyttää eri tärkeissä aloissa:
| Teollisuus | Typilliset toleranssit | Tärkeimmät sertifikaatit | Kriittiset laatuvaatimukset |
|---|---|---|---|
| Ilmailu | ±0,005" - ±0,010" | AS9100, ITAR, NADCAP | Jäljitettävyys, materiaalitodistukset, väsymisvastus |
| Lääketieteelliset laitteet | ±0,005" - ±0,015" | ISO 13485, FDA-rekisteröinti | Biokompatibilisuus, sterilointiyhteensopivuus, pinnankäsittely |
| Autoteollisuus | ±0,25 mm – ±0,51 mm | IATF 16949, ISO 9001:2015 | Toistettavuus, kestävyystestaus, PPAP-dokumentaatio |
| Elektroniikka | ±0,005" - ±0,015" | ISO 9001:2015, IPC-standardit | EMI/RFI-suojaus, lämmönhallinta, tiukat kokoonpanotoleranssit |
Tarkastellaan tarkemmin, mitä nämä vaatimukset todellisuudessa tarkoittavat teidän projekteissanne.
Ilmailu- ja lääkintälaitteiden vaatimukset
Tarkka ilmailun levytelinevalmistus edustaa valmistuksen vaativuuden huippua. Kun komponentit lentävät 30 000 jalan korkeudessa tai tukevat elämän kannalta kriittisiä lääkintämenettelyjä, virheen sallittu marginaali on nolla.
Ilmailusovelluksissa, AS9100-sertifiointi ei ole valinnainen – se on perusvaatimus. Tämä ilmailualalle tarkoitettu laadunhallintastandardi perustuu ISO 9001:2015 -standardiin ja lisää siihen tiukkoja vaatimuksia tuoteturvallisuudelle, väärennettyjen osien estämiselle ja konfiguraationhallinnalle. Puolustusalan hankkeissa ITAR (International Traffic in Arms Regulations) -sertifiointi varmistaa ohjattujen teknisten tietojen asianmukaisen käsittelyn.
Mikä tekee ilmailuteollisuuden valmistuksesta niin vaativaa? Harkitse seuraavia tekijöitä:
- Täydellinen materiaalinkäljettävyys: Jokaisen metalliosan on oltava jäljitettävissä sen alkuperäiseen valssitodistukseen asti
- Ensimmäisen näytteen tarkastusvaatimukset: Laajamittainen dokumentaatio, joka todistaa, että jokainen mittojen määrittämä ulottuvuus täyttää vaatimukset ennen tuotannon aloittamista
- Kulumis- ja jännitystarkastelut: Osat on suunniteltava kestämään toistuvia kuormitusjaksoja useiden vuosikymmenten ajan
- Painon optimointi: Jokainen gramma on tärkeä, mikä ajaa suunnittelua ohutempiin materiaaleihin ja tiukkeneviin toleransseihin
Lääkintälaitteiden valmistus tuo mukanaan yhtä tiukat, mutta erilaiset haasteet. Prototekin alan asiantuntijoiden mukaan lääketieteellisen tarkkuuden levytelineosien on täytettävä tiukat biokompatibilisuusvaatimukset – materiaalien ei saa aiheuttaa immuunivasteita tai tulehdusta, kun ne ovat kosketuksissa kehoon.
Pinnankäsittely on kriittisen tärkeää lääketieteellisissä sovelluksissa. Valmistettujen komponenttien on oltava riittävän sileitä, jotta niiden puhdistaminen on tehokasta ja bakteerikasvun estäminen varmistuu. Ruostumattoman teräksen laadut 304 ja 316L hallitsevat lääkintälaitteiden valmistusta, koska ne kestävät toistuvaa autoklaavikäsittelyä ja voimakkaita puhdistusaineita. Tämän alalla toimivat yritykset, jotka tarjoavat tarkkuuslevyvalmistusta Texasissa ja Floridassa, pitävät usein erityisesti lääkintälaitteiden laatumhallintaa varten ISO 13485 -sertifikaatin.
Auto- ja elektroniikkateollisuuden tarkkuusstandardit
Autoteollisuuden sovellukset edellyttävät mielenkiintoista tasapainoa: toleranssit ovat hieman löysempiä kuin ilmailuteollisuudessa, mutta tuotantomäärät ovat eksponentiaalisesti suurempia. Tämä yhdistelmä vaatii tarkkuuslevytöitä valmistavia yrityksiä, joilla on vahva toistettavuus ja tilastollinen prosessinohjaus.
IATF 16949 -sertifiointi – autoteollisuuden laatumhallintastandardi – korostaa virheiden ehkäisemistä virheiden havaitsemisen sijaan. Levypalveluyritysten on osoitettava kykyindeksit (Cpk), jotka todistavat, että niiden prosessit tuottavat osia jatkuvasti määritettyjen vaatimusten mukaisesti. Tuotantokomponenttien hyväksyntäprosessin (PPAP) dokumentaatio antaa asiakkaille luottamusta siihen, että sarjatuotanto vastaa prototyyppilaatua.
Alustakomponenteille, jousituskiinnikkeille ja rakenteellisille osille kestävyystestaus lisää vielä yhden tason validointia. Autoteollisuuden tarkkuuslevytöiden osien on kestettävä vuosia värähtelyä, lämpötilan vaihteluita ja tieliikenteen suolapitoisuuden aiheuttamaa altistumista ilman vikoja.
Elektroniikan valmistus keskittyy eri prioriteetteihin. Kotelot ja alustat täytyy suojata elektromagneettisilta häiriöiltä (EMI) samalla kun niiden mitat säilytetään tarkkoina komponenttien kiinnitystä varten. Kiinnitysreikä, joka on jopa 0,5 mm pois kohdasta, voi estää piirilevyn asennuksen tai aiheuttaa kokoonpanolinjassa pullonkaulaa.
Lämpöhallinta lisää monimutkaisuutta elektroniikkasovelluksiin. Lämmön poistovaatimukset määrittävät usein materiaalivalinnat – alumiinin erinomainen lämmönjohtavuus tekee siitä suosituimman materiaalin elektroniikkakoteloille. Alumiinin kimmoisuuskäyttäytyminen eroaa kuitenkin teräksestä, mikä vaatii valmistajilta materiaaliin erityisesti perehtynyttä osaamista.
Elektroniikkasektori vaatii myös kosmeettista täydellisyyttä. Kuluttajille suunnattujen tuotteiden pinnat täytyy olla virheettömät, pulverimaalauksen täytyy olla yhtenäinen ja ilmastointireikien sijoittelu täsmällinen. Tämä toiminnallisen tarkkuuden ja esteettisen laadun yhdistelmä erottaa kyvykkäät valmistajat niistä, jotka vain väittävät omaavansa elektroniikkakokemusta.
Näiden alakohtaisten vaatimusten ymmärtäminen auttaa sinua arvioimaan mahdollisia valmistusyhteistyökumppaneita tehokkaammin. Autoteollisuudessa erinomainen yritys saattaa kamppailla ilmailualan dokumentointivaatimusten kanssa. Lääkintälaitteiden erikoistunut yritys saattaa puuttua suuritehoisista valmistuskapasiteeteista, joita autoteollisuuden projektit vaativat. Kun yhdistät projektisi alakohtaiset vaatimukset valmistajan todistettuun asiantuntemukseen, onnistumismahdollisuutesi paranevat merkittävästi.
Miten arvioida tarkkuuslevymetallivalmistusyrityksiä
Olet määrittänyt projektisi tarkkuusvaatimukset ja ymmärtänyt, mitkä prosessit sinun tarvitsee. Nyt tulee vaikein osa: kuinka valitset oikean tarkkuuslevymetallivalmistusyrityksen kymmenistä vaihtoehdoista? Tässä vaiheessa useimmat ostajat kamppailevat – ja väärän valinnan tekeminen maksaa todellisia rahojasi.
Ongelma? Useimpien valmistajien verkkosivut näyttävät huomattavan samoilta. Kaikki väittävät tarjoavansa "laatua" ja "tarkkuutta." Mutta näiden markkinointitermien takana kyvyt vaihtelevat merkittävästi. Tässä on systemaattinen lähestymistapa, jolla erotetaan todella taitavat tarkkuuslevymetallivalmistajat niistä, jotka vain puhuvat hyvin.
- Tarkista asianmukaiset sertifikaatit — Älä vain vahvista, että sertifikaatit ovat olemassa; varmista, että ne vastaavat teollisuusalasi vaatimuksia
- Arvioi laitteiston kyvykkyyksiä — Nykyaikainen koneisto on tärkeää, mutta operaattoreiden asiantuntemus ja huoltotoimet ovat vielä tärkeämpiä
- Arvioi laadunvalvontajärjestelmiä — Katso laatuvarmistuslaitteiden lisäksi dokumentoituja menettelyjä ja jäljitettävyyskäytäntöjä
- Tarkastele toimitusaikojen mahdollisuuksia — Ymmärrä sekä standardit toimitusajat että nopeutetut vaihtoehdot tuotantosuunnitelmasi mukaan
- Tarkastele insinöörillistä tukea — DFM-asiantuntemus voi säästää tuhansia euroja suunnittelun optimoinnissa ennen tuotannon aloittamista
- Tarkista asiakasviitteet — Puhu asiakkaiden kanssa samanlaisilla aloilla todellisista kokemuksista
Tarkastellaan nyt tarkemmin kutakin näistä kriteereistä, jotta tiedät tarkalleen, mitä kysymyksiä esittää.
Välttämättömät sertifikaatit
Sertifikaatit eivät ole vain kirjaimia seinällä — ne ovat riskien vähentäjiä, jotka todistavat todellisen prosessidiscipliinin . Ymmärtäminen siitä, mitä kutakin sertifikaattia todella vaaditaan, auttaa sinua arvioimaan, pystyykö tarkkuuslevymetallin valmistukseen erikoistunut yritys todella täyttämään tarpeesi.
ISO 9001:2015 muodostaa laadunhallintajärjestelmien perustan. Alan asiantuntijoiden mukaan Northstar Metal Products -yrityksessä tämä sertifikaatti osoittaa, että yritys on toteuttanut tehokkaan laatujärjestelmän, jossa on dokumentoidut menettelyt kaikissa tuotantovaiheissa — uuden tuotteen esittämisestä lopulliseen tarkastukseen ja toimitukseen saakka. Se myös määrittelee selkeät ohjeet jatkuvan parantamisen edistämiseksi ja kannustaa työntekijöitä etsimään innovatiivisia ratkaisuja.
Mitä ISO 9001:2015 -standardi todella vaatii? Sertifioitujen valmistajien on pidettävä yllä:
- Dokumentoituja menettelyjä valmistukseen, tarkastukseen ja jäljitettävyyteen
- Säännöllisiä sisäisiä ja kolmannen osapuolen tarkastuksia
- Valvottuja materiaaleja kalibroitujen laitteiden avulla
- Siistit dokumentaatiopolut jokaiselle hankkeelle
ITAR (International Traffic in Arms Regulations) sertifiointi on tärkeää, jos hankkeessasi on kyse puolustusalan sovelluksista. ITAR-rekisteröityjen toimintapaikkojen on mahdollista käsitellä valvottua teknistä tietoa ja valmistaa komponentteja sotilasjärjestelmiin. Vaikka nykyinen hankkeesi ei vaatisikaan ITAR-sertifiointia, rekisteröidyn toimintapaikan kanssa yhteistyössä toimiminen tarjoaa joustavuutta tuleviin puolustushankkeisiin.
AWS (American Welding Society) -sertifiointi osoittaa ammattitaitoa hitsaustekniikoissa. Sertifioitu hitsausvalmistaja (CWF) -tunniste varmistaa, että yritys on osoittanut osaamisensa kestävien ja luotettavien hitsattujen rakenteiden valmistamisessa. Rakenneteknisiä hitsauksia vaativiin hankkeisiin AWS D1.1 -sertifiointi rakenneteräksestä tarjoaa lisävarmuutta.
Alakohtaiset sertifikaatit lisäävät toimintaa vahvistavan tason. Riippumatta siitä, tarvitsetko IATF 16949 -sertifikaattia autoteollisuuteen, AS9100 -sertifikaattia ilmailualalle vai ISO 13485 -sertifikaattia lääkintälaitteisiin, sertifikaattien sovittaminen omaan alaasi varmistaa, että valmistaja ymmärtää sääntelyyn liittyvän toimintaympäristösi.
Varusteiden ja laatuajärjestelmien arviointi
Kun käyt katsastamassa mahdollisen tarkkuuslevymetallivalmistajan tiloja – tai tarkastelet heidän kykyjään verkossa – mitä tulisi etsiä? Varusteluksen luettelot kertovat vain osan tarinasta.
Nykyiset kuitulaserit, servosähköiset taivutuspainimet ja robottihitsauskennot osoittavat pääoman sijoitusta tarkkuuskykyihin. Kysy kuitenkin syvällisemmin: Kuinka usein varusteet kalibroidaan? Millaiset ennakoivan huollon ajantasaisuussuunnitelmat ovat olemassa? Kuka tekee ohjelmoinnin ja mikä on heidän kokemuksensa taso?
Tarkkuuslevymetallin valmistukseen erikoistunut yhtiö (LLC), jossa on vanhempaa laitteistoa ja jota käyttävät mestaritaiturit, voi suoriutua paremmin kuin tehdas, jossa on uusinta koneistoa ja kokemattomia käyttäjiä. Laadukkaan laitteiston, pätevän henkilökunnan ja dokumentoitujen menettelyjen yhdistelmä tuottaa johdonmukaista tarkkuutta – ei mikään yksittäinen tekijä erikseen.
Laatukontrollijärjestelmät vaativat yhtä tarkkaa tarkastelua. Koordinaattimittakoneet (CMM) ja optiset vertailulaiteet kertovat tarkastuskyvystä, mutta todellinen kysymys on: miten ne on integroitu tuotantoprosesseihin? Tarkista seuraavat asiat:
- Ensimmäisen näytteen tarkastusmenettelyt: Dokumentoitu varmistus ennen tuotantosarjojen aloittamista
- Tuotantoprosessin aikaiset tarkastuspisteet: Laatutarkastukset kriittisissä vaiheissa, ei pelkästään lopputarkastuksessa
- Tilastollinen prosessikontrolli: Tietopohjainen seuranta, jolla havaitaan poikkeamat ennen kuin osat menevät sallitun toleranssialueen ulkopuolelle
- Materiaalien jäljitettävyys: Mahdollisuus jäljittää mikä tahansa komponentti takaisin alkuperäisiin valssaussertifikaatteihin
Kääntöaikakapasiteetit vaihtelevat merkittävästi tarkkuuslevymetallin valmistukseen erikoistuneiden toimittajien kesken. Yleisesti ottaen standardi toimitusaika on 2–4 viikkoa, mutta kun aikataulut tiukentuvat, on tärkeää ymmärtää nopeutettuja toimitusvaihtoehtoja. Jotkut tarkkuuslevymetallin valmistukseen erikoistuneet OEM-kumppanit pitävät yllä erillistä nopean vastauksen kapasiteettia; toiset vaativat huomattavia lisämaksuja kiihdytetyistä toimituksista.
Arvioi lopuksi myös tekninen tukipalvelu. Voiko valmistaja tarkistaa suunnittelunne ja ehdottaa parannuksia ennen tarjouksen laatimista? DFM-osaaminen (valmistettavuuden suunnittelu) paljastaa kustannusten alentamismahdollisuudet – esimerkiksi vaihtoehtoiset taivutusjärjestykset, optimoidut leikkausasettelut tai materiaalinvaihtoehdot, jotka säilyttävät suorituskyvyn samalla kun hintaa pienennetään. Tämä yhteistyöllinen lähestymistapa erottaa usein todelliset kumppanit pelkistä kaupallisista toimijoista.
Näillä arviointikriteereillä voit arvioida luotettavasti mahdollisia valmistusyhteistyökumppaneita. Tavoitteena ei ole löytää halvinta tarjousta, vaan tarkkaan leikattujen metalliosien valmistajia, joiden kyvyt, sertifikaatit ja laatuohjelmat vastaavat projektisi erityisvaatimuksia.
Materiaalin valinta tarkkuusvalmistushankkeisiin
Olet arvioinut valmistusyhteistyökumppaneita ja ymmärrät mukana olevat prosessit. Mutta tässä on kysymys, joka usein hämmentää jopa kokemuksellisia insinöörejä: mikä materiaali sinun tulisi määritellä tarkkuushankkeellesi? Vastaus ei ole yhtä suoraviivainen kuin viimeksi toimineen materiaalin valinta – koska materiaalin käyttäytyminen vaikuttaa suoraan saavutettaviin toleransseihin, käsittelymenetelmiin ja lopullisiin kustannuksiin.
Ajattele asiaa näin: alumiini ja ruostumaton teräs saattavat molemmat täyttää vetolujuusvaatimuksesi, mutta niiden käyttäytyminen taivutettaessa on täysin erilaista. Toinen palautuu taivutuksesta voimakkaammin. Toinen kovettuu muovauksessa nopeammin. Näiden erojen sivuuttaminen johtaa hylättyihin osiin ja turhauttaviin puheluihin valmistajasi kanssa.
Ymmärtäminen materiaalien ominaisuudet ennen määrittelyä auttaa sinua tekemään perusteltuja päätöksiä. Tässä ovat tärkeimmät asiat tarkkaan, mukautettuun metallilevyjen valmistukseen:
| Materiaali | Tarkkuusominaisuudet | Tyypilliset sovellukset | Käsittelyyn liittyvät huomiot |
|---|---|---|---|
| Rustoton teräs (304/316) | Erinomainen mitallinen vakaus; kohtalainen palautuminen; tiukat toleranssit saavutettavissa | Lääkintälaitteet, elintarviketeollisuus, arkkitehtuuri, merenkulku | Vaatii erityisiä hitsaustekniikoita; kovettuu muovauksessa |
| Alumiini (5052/6061) | Hyvä muovattavuus; korkeampi palautuminen kuin teräksellä; kevyitä tarkkuuskomponentteja | Elektroniikkakoteloitukset, ilmailu, autoteollisuus, lämmönvaihtimet | Herkkä lämmölle; erinomainen konepellattavuus; vaatii asianmukaiset työkalut |
| Hiiliteräs | Ennakoitavat ominaisuudet; kohtalaiset toleranssit; kustannustehokas suurten määrien valmistukseen | Koneet, rakennusala, autoteollisuuden rakenteelliset osat | Vaatii pinnankäsittelyä korroosiosuojaa varten; hyvä hitsattavuus |
| Titanium | Poikkeuksellinen lujuus-massasuhde; vaikea muotoilla tarkasti | Ilmailu- ja avaruusteollisuus, lääketieteelliset implantit, puolustusteollisuus | Kohtalainen koneistettavuus; vaatii erikoistyökaluja ja asiantuntemusta |
| Kupari/Messinki | Korkea venyvyys; hyvä muovattavuus; kohtalainen tarkkuusmahdollisuus | Sähkökomponentit, koristeelliset sovellukset, putkistot | Tuottaa vaarallisia hitsauskaasuja; kupari voi olla vaikea koneistaa |
Tarkka levymetallin valmistus paksuudesta 0,004–0,250 tuumaa kattaa suurimman osan yleisimmistä sovelluksista, mutta materiaalin valinta vaikuttaa merkittävästi siihen, mitä kyseisellä paksuusalueella voidaan saavuttaa. Tarkastellaan nyt yleisimmin määriteltyjä vaihtoehtoja.
Ruuvisuojatut teräkset ja alumiini – huomioitavaa
Ruostumaton teräs hallitsee tarkkaa valmistusta hyvästä syystä. Sen mittatarkkuus, korrosionkestävyys ja ennustettava muovautuminen tekevät siitä suosituimman valinnan vaativiin sovelluksiin. Kaikki ruostumattomat teräkset eivät kuitenkaan ole yhtä hyviä.
Tarkan valmistuksen asiantuntijoiden mukaan austeniittiset laadut, kuten 304 ja 316, tarjoavat parhaan yhdistelmän muovattavuutta ja korrosionkestävyyttä. Tyypin 316L alhaisempi hiilipitoisuus tekee siitä ihanteellisen valinnan hitsattuihin kokoonpanoihin lääketieteellisissä ja lääketeollisuuden sovelluksissa, joissa sensitisaatio (kromikarbidi-saostuma) on vältettävä.
Erittäin tarkkaan sijoittamiseen perustuva ruostumattoman teräksen levymetallivalmistus edellyttää ymmärrystä siitä, kuinka tämä materiaali kovettuu muovauksen aikana. Jokainen taivutus lisää kovuutta vaikutusalalla, mikä voi aiheuttaa halkeamia, jos seuraavat toimenpiteet eivät ole huolellisesti suunniteltuja. Kokemukset valmistajat suunnittelevat toimenpiteiden järjestyksen siten, että kertyvän työkovettumisen vaikutukset minimoituvat.
Tärkeitä ruostumattoman teräksen huomioitavia seikkoja ovat:
- Korroosioympäristö: 304-kromi-nikkeliteräksellä käsitellään useimmat sisätilakäyttöön tarkoitetut sovellukset; 316-kromi-nikkeliteräs on välttämätön kloridialtistuksen tai meriympäristöjen varalta
- Pintalaadun vaatimukset: Ruuvisuojateräs hyväksyy harjattuja, kiillotettuja tai sähköpoloitettuja pintoja – määrittele valinta varhaisessa vaiheessa, jotta vältetään ylimääräinen käsittely
- Liimattavuus: Korrosionkestävyyden säilyttämiseksi vaaditaan erityisiä käsittelymenetelmiä ja sopivia täyteaineita
- Kustannuskerroin: Yleensä 2–3-kertainen hinta hiiliteräkseen nähden, mutta usein lopulliset pinnankäsittelykustannukset jäävät kokonaan pois
Alumiini asettaa erilaisen tarkkuushaasteen. Sen erinomainen lujuus-massasuhde tekee siitä välttämättömän materiaalin ilmailu- ja elektroniikkasovelluksiin, mutta suurempi kimmoisuus vaatii kompensaatiota taivutuksen aikana. Alan ohjeet suosittelevat yhtenäisten taivutussäteiden käyttöä kaikissa piirteissä, mikä yksinkertaistaa työkalujen valmistusta ja parantaa tarkkuutta.
Elektroniikkakoteloissa alumiinin lämmönjohtavuus tarjoaa luonnollisen lämmönhäviön – toiminnallisen hyödyn, jota ruostumaton teräs ei pysty tarjoamaan. Tarkkuuslevymetalliteollisuus Seattle ja tarkkuuslevymetallivalmistajat Seattle suorittavat usein työtä alumiinilla alueen ilmailu- ja teknologiasektoreille, joissa painonsäästö ja lämmönhallinta ovat keskitettyjä tekijöitä.
Alumiinin herkkyys laserleikkauksesta aiheutuville kuumennettujen alueiden vaikutuksille edellyttää huolellista suunnittelua. Jos taivutukset tehdään leikkausreunojen läheisyydessä, muuttuneet materiaaliominaisuudet voivat aiheuttaa epätasaisen muotoilun. Ammattimaiset valmistajat joko säätävät leikkausparametreja tai lisäävät etäisyyttä leikkauskohteiden ja taivutusten välillä tarkkuuden säilyttämiseksi.
Erikoismateriaalit vaativiin sovelluksiin
Kun standardimateriaalit eivät täytä vaatimuksiasi, erikoispuhtausseokset tulevat kyseeseen. Nämä materiaalit vaativat valmistajia, joilla on erityistä kokemusta – kaikki tarkkuusvalmistajat eivät pysty onnistuneesti käsittelemään titaania tai eksotiikkoja nikkeli-seoksia.
Titaani ansaitsee "ihmemetallin" maineensa erinomaisen lujuus-massasuhdeensa ja loistavan korroosionkestävyytensä ansiosta. Materiaalialan asiantuntijoiden mukaan titaanin ainutlaatuinen kyky sitoutua luuhun ja eläviin kudoksiin tekee siitä korvaamattoman ortopedisten implanttien valinta. Ilmailualalla sen lujuus-massasuhde edut oikeuttavat korkeamman hinnan moottorikomponenteille ja rakenteellisille osille.
Kuitenkin titaanin alhainen lämmönjohtavuus ja taipumus työkovettua aiheuttavat merkittäviä valmistushaasteita. Leikkausnopeuksia on säädettävä huolellisesti ylikuumenemisen estämiseksi. Muovaukseen tarvitaan erityisiä työkaluja, ja monimutkaisten geometrioiden tapauksessa usein käytetään kuumamuovausprosesseja. Nämä tekijät nostavat yleensä kustannukset 3–5-kertaisiksi verrattuna ruostumattoman teräksen valmistukseen.
Muut erikoismateriaalit, joiden tunteminen kannattaa:
- Inconel ja Hastelloy: Nikkelipohjaiset ylijuurimetallit äärimmäisiin lämpötiloihin ja syövyttäviin ympäristöihin; niiden koneistaminen ja muovaus ovat haastavia
- Vielametalli: Korkea myötölujuus komponenteille, joille vaaditaan kimmoisuutta; tarkka lämpökäsittely säätää ominaisuuksia
- Dubleksiruostumattomat teräkset: Yhdistää austeniittisen ja ferriittisen teräksen ominaisuudet parantaakseen lujuutta ja kloridikestävyyttä
- Berylliumkupari: Erinomainen sähkönjohtavuus ja jousiominaisuudet sähkökontakteihin; vaatii varovaisen käsittelyn myrkyllisyysuhkien vuoksi
Materiaalin paksuus vaikuttaa myös tarkkuusmahdollisuuksiin. Ohuemmat materiaalit (alle 0,030 tuumaa) ovat alttiimpia vääntymiselle leikkaamisen ja käsittelyn aikana. Paksuimmat materiaalit (yli 0,125 tuumaa) vaativat tehokkaampaa laitteistoa ja voivat rajoittaa saavutettavia taivutussäteitä. Keskustele paksuusvaatimuksistasi mahdollisten valmistajien kanssa varmistaaksesi, että heidän laitteistonsa vastaa tarpeitasi.
Yhteenveto? Materiaalien valinta ei koske ainoastaan toiminnallisten vaatimusten täyttämistä – se koskee myös materiaalien valintaa siten, että valitsemasi valmistuspartneri voi käsitellä niitä tarkasti ja johdonmukaisesti. Avoin keskustelu materiaalien käsittelyn kokemuksesta paljastaa usein enemmän valmistajan todellisista kyvyistä kuin mikään sertifikaatti tai laiteluettelo.
Laadunvalvonta ja tarkastus tarkkuusvalmistuksessa
Olet valinnut oikean materiaalin ja pätevän valmistajan. Mutta tässä on ratkaiseva kysymys: miten tiedät, että valmiit osat todella täyttävät määrittelysi? Tässä vaiheessa levytölppävalmistuksen tarkkuus ratkeaa – laadunvarmistusprosessien kautta, joissa tarkistetaan jokainen mittojen, pintojen ja ominaisuuksien osalta ennen osien lähetystä.
Laadunvarmistus tarkassa levytölppävalmistuksessa ei ole yksittäinen tarkastuspiste tuotannon lopussa. Se on kattava järjestelmä, joka on kudottu läpi koko valmistusprosessin. Näiden järjestelmien ymmärtäminen auttaa sinua arvioimaan valmistajia tehokkaammin ja varmistaa, että kriittiset komponenttisi saapuvat täsmälleen määriteltyjen vaatimusten mukaisesti.
Tässä ovat tärkeimmät laatuvalvontapisteet tyypillisessä tarkkuustyöstöprosessissa:
- Saapuvan materiaalin tarkastus: Materiaalitodistusten, paksuusmittojen ja pinnan tilan tarkistaminen ennen työstön aloittamista
- Ensimmäisen kappaleen tarkastus: Kattava mittatarkistus alkuperäisistä näytteistä ennen sarjatuotannon aloittamista
- Tuotantotarkastus: Kriittisten mittojen tarkistus jokaisen tärkeän toiminnon jälkeen – leikkaus, muotoilu, hitsaus
- Pinnanlaadun tarkistus: Karheusmittaukset ja visuaalinen tarkastus esteettisiä vaatimuksia varten
- Lopputarkastus: Täydellinen mittatarkistus piirustusten mukaisesti ennen pakkaamista
- Dokumenttien tarkastelu: Varmistus siitä, että kaikki vaaditut todistukset, raportit ja jäljitettävyystiedot ovat täydellisiä
Jokainen valvontapiste havaitsee mahdolliset ongelmat ennen kuin ne kertyvät kalliiksi ongelmiksi. Taivutuskulma, joka poikkeaa hieman sallitusta toleranssista, saattaa vaikuttaa pieneltä – kunnes huomaat, ettei lopullinen kokoonpano onnistu.
Tarkastusmenetelmät, jotka takavat tarkkuuden
Kuulostaa monimutkaiselta? Niin se voi olla. Mutta nykyaikaiset tarkastusteknologiat ovat parantaneet huomattavasti sekä nopeutta että tarkkuutta verrattuna perinteisiin menetelmiin. Sen ymmärtäminen, mitä vaihtoehtoja on saatavilla, auttaa sinua määrittämään sopivat tarkastusvaatimukset projekteihisi.
Xometryn tarkastusohjeiden mukaan , valmistajat tarjoavat yleensä useita eri tarkastustasoja:
- Perustarkastus: Laatukontrolli varmistaa materiaalin, ominaisuudet ja pinnan vaatimusten mukaisuuden; mitataan kriittisiä mittoja, kuten kokonaismitta, reiät ja syvyydet – yleensä enintään 20 mittaa asiakkaan toimittamasta piirroksesta
- Virallinen tarkastus mittaraportilla: kaikki mitat dokumentoidaan 100 %:sti kalibroitujen työkalujen avulla tilastollisten otantasuunnitelmien mukaisesti; sisältää merkittyjen kohtien korrelaation piirroksen kanssa
- CMM-tarkastus: Koordinaattimitankoneella suoritettu kaikkien mittojen tarkastus mikrometrin tarkkuudella; välttämätön monimutkaisten geometrioiden osalta
- Ensimmäisen tuotteen tarkastusraportti (FAIR AS9102): Ilmailualan standardien mukaiset asiakirjat, jotka tarjoavat objektiivista todistetta siitä, että kaikki tekniset vaatimukset on ymmärretty ja varmistettu
Koordinaattimitankoneet (CMM) edustavat mittojen tarkistuksen kultaisia standardeja. Kun laadunvalvonnan asiantuntijat selittävät , CMM-koneet käyttävät tukkoja osien mittojen kartoittamiseen digitaalisten mallien vastaavuuden perusteella, saavuttaen mikrometrin tarkkuuden monimutkaisille muodoille ja piirteille. Niitä käytetään erityisen paljon ilmailu- ja lääketieteellisissä komponenteissa, joissa toleranssien tarkistus on oltava epäkiistainen.
Optiset tarkastusjärjestelmät täydentävät CMM-koneita tarjoamalla nopean, kosketuksettoman mittauksen. Kamerat, laserit ja anturit arvioivat mittoja, muotoja ja pinnan laatua – tämä on ideaalista herkillä osilla tai silloin, kun nopeus on tärkeää. Optiset menetelmät havaitsevat usein pinnan virheet kosmeettisissa komponenteissa paremmin kuin kosketukseen perustuvat menetelmät.
Pinnanlaadun tarkistus tehdään karkeusmittareilla, joilla määritetään pinnan tekstuurin laatu erityisvaatimusten mukaisesti. Tämä on erityisen tärkeää komponenteille, joissa on kitkayhteyksiä – kuten vaihteet, tiivisteet ja laakerit – joissa pinnanlaatu vaikuttaa suoraan suorituskykyyn ja kestävyyteen.
Dokumentointi- ja jäljitettävyysstandardit
Kuvitellaan, että lääkintälaitteessa tapahtuu vika käytössä. Tutkijoiden on mahdollistettava kyseisen komponentin jäljittäminen takaisin sen raaka-aineeseen, kaikkien prosessointivaiheiden ymmärtäminen sekä muiden mahdollisesti vaikutettujen osien tunnistaminen. Siksi dokumentointi ja jäljitettävyys eivät ole byrokraattista taakkaa – ne ovat olennainen laatumuodostelma.
Ensimmäisen tuotteen tarkastusraportit muodostavat tuotannon laadun perustan. Ilmailualalla käytetty AS9102-standardi määrittelee kolme keskitärkeää lomaketta: Lomake 1 sisältää osan tiedot ja versiohistorian; Lomake 2 kuvaa raaka-aineet, erityisprosessit ja toimittajatiedot; Lomake 3 dokumentoi tarkastustulokset jokaisesta ominaisuudesta sekä käytetyt mittausvälineet.
Näihin raportteihin liitetään pullotettuja piirroksia, joissa numeroitut viitteet osoittavat tarkasti, mitkä mitat on tarkistettu. Jokainen pullotus vastaa tarkastustietoja, mikä mahdollistaa selkeän jäljitettävyyden piirrosten ja mittaus tulosten välillä. Tämä yhteys on erinomaisen arvokas tarkastuksissa tai laatuongelmien tutkinnassa.
Laadukkaat valmistajat pitävät kirjaa asiakirjoista koko prosessin ajan:
- Materiaalitodistukset: Valssiteollisuuden testiraportit, jotka linkittävät raaka-aineen tiettyihin lämpöeräihin ja kemiallisiin koostumuksiin
- Prosessilokit: Koneasetukset, operaattorin tunnistetiedot ja aikaleimat jokaiselle toimenpiteelle
- Kalibrointitiedot: Todiste siitä, että mittauslaitteet täyttävät tarkkuusvaatimukset
- Poikkeamaraportit: Poikkeamien ja toteutettujen korjaavien toimenpiteiden dokumentointi
- Lopputarkastustiedot: Täydelliset mittatiedot sekä hyväksytty/hylätty -päätökset
Tilastolliset otantasuunnitelmat määrittävät, kuinka monta osaa kustakin erästä on tarkistettava. ASQC Z1.4 2008 -tason II -standardien mukaan 26–50 osan erä vaatii yleensä 8 tarkistettavaa otososaa, ja nollaa hylättyjä osia saa olla. Suuremmat erät (501–1 200 osaa) vaativat 80 tarkistettavaa otososaa. Nämä otantasuunnitelmat tasapainottavat tarkastuksen kattavuutta käytännön tuotantorajoitusten kanssa.
Yleisiä tarkkuusongelmia, jotka laatuvarmistusjärjestelmien on havaittava, ovat muun muassa mittojen poikkeaminen pitkien tuotantoerien aikana, materiaalierien väliset jousipalautumisvaihtelut, hitsausten aiheuttama vääntymä, joka vaikuttaa tasaisuuteen, sekä käsittelyn aiheuttama pinnan saastuminen. Laatuteollisuuden valmistajat toteuttavat ennaltaehkäiseviä toimenpiteitä – säännöllisiä prosessin aikaisia tarkastuksia, materiaalikohtaisia muovausparametreja ja kiinnityslaitteilla ohjattuja hitsausjärjestelmiä – eivätkä ne luota pelkästään lopputarkastukseen ongelmien havaitsemiseksi.
Investointi kattavaan laadunvalvontaan erottaa todella kyvykkäät tarkkuuslevymetallin valmistusyritykset niistä, jotka tarjoavat ainoastaan riittäviä palveluita. Arvioitaessa mahdollisia kumppaneita pyydä näkemään esimerkki tarkastusraporteista, ymmärrä heidän dokumentointikäytäntöjään ja varmista, että heidän mittauskykynsä vastaa projektisi vaatimuksia. Tämä huolellinen tutkimustyö tuottaa hyötyjä silloin, kun osasi saapuvat valmiina välittömään käyttöön eikä niitä tarvitse lajitella, korjata tai hylätä.
Prototyyppien valmistus ja tuotekehityksen tukeminen
Olet suunnitellut innovatiivisen tuotteen, vahvistanut sen käsitteen ja vahvistanut markkinakysynnän. Nyt tulee ratkaiseva kysymys: kuinka muunnat tuon suunnittelun fyysisiksi osiksi, jotka toimivat täsmälleen niin kuin suunniteltu? Tässä vaiheessa tarkkuuslevymetallin valmistusyritykset muodostuvat todellisiksi kehityskumppaneiksi – ei pelkästään toimittajiksi, jotka suorittavat tilauksia.
Matka alkuperäisestä konseptista sarjatuotantoon vaatii paljon enemmän kuin pelkkää metallin leikkaamista ja taivuttamista. Alan asiantuntijoiden mukaan PEKO Precision -yrityksessä onnistuneet tuotteen käynnistykset perustuvat rakennettuihin uuden tuotteen esittelyyn (NPI) liittyviin prosesseihin, jotka käsittelevät systemaattisesti suunnittelua, prototyyppejä, validointia ja tuotannon laajentamista. Tämän elinkaaren ymmärtäminen auttaa sinua hyödyntämään valmistuspartnerisi asiantuntemusta jokaisessa vaiheessa.
Tässä on tyypillinen projektin elinkaari räätälöityihin tarkkuuslevymetallitöihin:
- Konseptin määrittely: Muunna alkuperäiset ideat hallittavaksi projektin laajuudeksi selkeine etappimerkkeineen ja teknisinä eritteinä
- Prototyypin valmistus: Valmista toiminnallisesti toimivia näytteitä, jotta voidaan todistaa konsepti ja arvioida suunnittelun toteuttamiskelpoisuutta
- Suunnittelun hionta: Ota huomioon opitut asiat DFM-optimoinnin ja insinöörimuutosten avulla
- Pilottituotanto: Lopullinen harjoitus, jossa vahvistetaan tuotantovalmiit prosessit ja laatuohjelmat
- Tuotantokäynnistys: Virallinen suunnittelun lopetus konfiguraationhallinnalla ja täydellisellä laatuasiakirjalla
- Jatkuva parantaminen: Jatkuva tarkennus asiakaspalauteperusteisesti ja seuraavan sukupolven parannukset
Jokainen vaihe rakentuu edellisen päälle, ja tarkkuusvaatimukset muuttuvat yhä kriittisemmiksi, kun lähestytään tuotantovaihetta. Tarkastellaan, miten kokemukset valmistajat tukevat tätä kehitystä.
Prototyypistä tuotantoon
Kuvittele, että olet käyttänyt kuukausia tuotteen kehittämiseen vain löytääksesi tuotantovaiheessa, että suunnittelusi ei voida valmistaa johdonmukaisesti. Tämä tilanne – joka on valitettavasti yleinen – on juuri se, mitä asianmukainen prototyypitys estää.
Fictivin prototyypitysasiantuntijoiden mukaan levyteräksen prototyypitys mahdollistaa osan muodon, sovituksen ja toiminnan arvioinnin ennen täysmittaisen tuotannon aloittamista. Nykyaikaiset edistysaskeleet valmistustyökaluissa ja digitaalisissa työnkulkuprosesseissa ovat tehneet prototyypityksestä nopeamman ja tarkemman – tiukasti linjattuna tuotanto-intentin kanssa, jotta tiimit voivat toistaa suunnittelua nopeasti ilman laadun heikkenemistä.
Miksi tämä on tärkeää räätälöityihin tarkkuuslevymetallien valmistukseen perustuviin koteloprojekteihin? Koska prototyypit, jotka on valmistettu tuotantolaatuisilla materiaaleilla ja prosesseilla, paljastavat ongelmia, joita CAD-mallit eivät yksinkertaisesti voi ennustaa:
- Asennusvaikeudet: Komponentit, jotka näyttävät täydellisiltä 3D-malleissa, eivät välttämättä istu yhteen odotetulla tavalla
- Materiaalin käyttäytyminen: Takaisinmuodonmuutos, työkovettuminen ja lämpövaikutukset muodostuvat konkreettisiksi ongelmiksi
- Valmistusrajoitukset: Etäisyydet piirteistä taivutukseen, pienimmät taivutussäteet ja työkalujen pääsyrajoitukset tulevat ilmi
- Pinnanlaatutodellisuudet: Hitsausten ulkonäkö, pinnoitteen tarttuvuus ja esteettiset vaatimukset voidaan varmistaa
Tärkein etu tarkkuuslevymetallien valmistukseen erikoistuneen tehtaan kanssa prototyypin valmistamisessa – verrattuna yleiskäyttöiseen työkseen – on tuotantoon suuntautunut yhdenmukaisuus. Tekniikat, kuten laserleikkaus, CNC-napituspursotus, taivutus ja hitsaus, vastaavat niitä menetelmiä, joita käytetään sarjatuotannossa. Tämä tarkoittaa, että prototyyppi edustaa tarkasti lopullisen osan ominaisuuksia, mikä mahdollistaa realistisen suorituskyvyn testauksen.
Nopean prototyypinvalmistuksen mahdollisuudet ovat muuttaneet kehitysajoituksia. Nykyaikaiset valmistusmenetelmät voivat tuottaa prototyyppisiä levyteräskappaleita päivissä eivätkä viikoissa. Tämä kiihtyminen mahdollistaa useita suunnitteluiterointeja samassa ajassa, joka perinteisillä menetelmillä vaadittiin yhden prototyypin valmistamiseen.
Sopimusvalmistussuhteet alkavat usein prototyypinvalmistuksen aikana. Kun teette yhteistyötä uuden tuotteen esivalmistelua (NPI) painottavan valmistajan kanssa varhaisessa vaiheessa, saatte käyttöön insinööriosaamista, joka muokkaa suunnitteluanne valmistuksen onnistumisen edistämiseksi. Nämä kumppanit voivat työskennellä eri vaiheissa olevien konseptien parissa – alkaen pöytäliinan takaa piirretyistä luonnoksista täysin kehitetyillä 3D-malleilla – ja antaa ohjeita, jotka estävät myöhempänä kalliita tarkistuksia.
Valmistettavuuden kannalta suunnittelun tukeminen ja insinöörisuunnittelun yhteistyö
Tässä on jotain, mikä erottaa hyvät valmistuskumppanit erinomaisista kumppaneista: valmistettavuuden kannalta suunnittelun (DFM) tukeminen. DFM ei koske pelkästään osien halvemman tuotannon mahdollistamista – se koskee myös osien laadun parantamista samalla kun kustannukset ja riskit vähenevät.
Valmistusalan asiantuntijoiden mukaan Advantage Metal Products -yrityksessä levytukkujen suunnittelua valmistusta varten (DFM) on strateginen lähestymistapa, joka sovittaa osien suunnittelun valmistusprosessin erityispiirteisiin. Tämä optimointi vähentää tuotantokustannuksia, parantaa tehokkuutta ja nostaa lopputuotteen laatuasi – kaikki tämä ilman suunnittelun tarkoituksen uhraamista.
Miltä merkityksellinen DFM-yhteistyö näyttää? Harkitse näitä kriittisiä tekijöitä, joita kokemukselliset levytukkujen valmistajat arvioivat:
- Taivutussäteen optimointi: Materiaalin paksuuden ja taivutussäteen tasapainottaminen estää halkeamia ja muodonmuutoksia sekä yksinkertaistaa työkalujen valintaa
- Reikien sijoittelustrategia: Reikien sijoittelu taivutusten ja reunojen suhteen säilyttää rakenteellisen eheyden ja valmistustehokkuuden
- Toleranssien perusteltu määrittely: Realististen toleranssien määrittäminen, jotka tukevat tarkkuutta ilman liiallista suunnittelua
- Kulmien sädehuomioon ottaminen: Pyöristetyt kulmat vähentävät jännityskeskittymiä ja parantavat turvallisuutta
- Materiaalivalinnan ohjaus: Materiaaliominaisuuksien sovittaminen sekä suunnittelun vaatimuksiin että prosessointiominaisuuksiin
Digitaaliset työkalut vahvistavat DFM:n tehokkuutta. 3D CAD -mallinnus auttaa visualisoinnissa ja mahdollistaa ongelmakohtien tunnistamisen ennen kuin mitään metallia leikataan. Simulaatio- ja prototyyppiohjelmistot ennakoivat haasteita ja antavat suunnittelijoille mahdollisuuden optimoida ratkaisuja etukäteen. Yhteistyöalustat mahdollistavat insinööri- ja valmistusasiantuntijoiden välisen reaaliaikaisen tiedonjakon.
Tarkkuuslevymetallivalmistukseen perustuvien koteloprojektien yhteydessä DFM paljastaa usein mahdollisuuksia, jotka suunnittelijat eivät alun perin huomaa. Esimerkiksi useiden komponenttien yhdistäminen yhdeksi muovatun osan avulla voidaan vähentää kokoonpanotyötä. Ehkä taivutusjärjestyksen muuttaminen poistaa työkalujen välisten interferenssiongelmien. Nämä havainnot syntyvät, kun valmistusasiantuntijat, joilla on syvä prosessiin liittyvä asiantuntemus, tarkistavat suunnitelmat ennen tuotantopäätöstä.
Pilottituotantovaihe — jota kutsutaan usein "viimeiseksi harjoitukseksi" — varmistaa, että DFM-suositukset toimivat käytännössä. NPI-asiantuntijoiden mukaan tämä vaihe on viimeinen mahdollisuus suorittaa suunnittelumuutoksia ennen tuotantokäynnistystä. Laatujärjestelmät otetaan käyttöön, sääntelyvaatimukset tarkistetaan ja koko valmistusprosessi suoritetaan tuotanto-olosuhteissa.
Kun olette onnistuneesti suorittaneet prototyypityksen ja pilottituotannon, tuotantokäynnistys jäädyttää suunnittelun. Piirustukset julkaistaan virallisesti, konfiguraationhallinta otetaan käyttöön ja kaikkien seuraavien yksiköiden on vastattava vahvistettuja vaatimuksia. Tämä järjestelmällisyys varmistaa, että osanumero 1 000 toimii täsmälleen samalla tavalla kuin osanumero 1.
Tarkkuusvaatimusten ja tuotekehityksen välinen suhde tulee selväksi: sijoittaminen asianmukaisiin NPI-prosesseihin ja kyvykkäisiin valmistusyhteistyökumppaneihin vähentää merkittävästi tuotantoriskejä. Forbesin tutkimuksen mukaan, jota PEKO on lainannut, 73 % vastaajista pitää riskien ja mahdollisuuksien seurantaa kehityksen ja NPI:n aikana ratkaisevana tekijänä käynnistys- ja kannattavuustavoitteiden saavuttamiseksi.
Riippumatta siitä, kehitätkö mukautettuja tarkkuuslevymetalliosia lääkintälaitteisiin, elektroniikkakoteloihin tai teollisuuslaitteisiin, tie käsitteestä tuotantoon noudattaa samankaltaisia kaavoja. Valitsemalla valmistusyhteistyökumppaneita, joilla on todellista NPI-asiantuntemusta – ei pelkästään tuotantokykyä – kiihdytät aikatauluaan samalla kun vähennät kalliita yllätyksiä, jotka estävät tuotteiden markkinoille saattamisen. 
Tarkkuusprojektien kotimainen ja maailmanlaajuinen hankinta
Olet määrittänyt tarkkuusvaatimuksesi, arvioinut valmistajat ja ymmärtänyt materiaaliharkinnat. Nyt tulee strateginen kysymys, joka yhä enemmän vaikuttaa valmistuspäätöksiin: tulisiko hankkia tuotteet kotimaasta vai etsiä toimittajia ulkomailta? Tämä valinta vaikuttaa paljon enemmän kuin vain yksikköhintaan – se vaikuttaa toimitusaikoihin, viestintään, laadunvalvontaan ja lopulta koko projektisi onnistumiseen.
Kotimaan ja ulkomaiden välinen keskustelu ei käy voittajan selvittämisestä. Sen sijaan kyse on kompromissien ymmärtämisestä ja hankintastrategian sovittamisesta tiettyyn projektiasiin. Tarkastellaan, mitkä tekijät todella ratkaisevat, kun arvioidaan tarkkuuslevymetallivalmistajia eri alueilla.
| Tehta | Kotimainen (Yhdysvallat) | Ulkomainen (Kiina) |
|---|---|---|
| Läpimenoajat | tyypillisesti 2–4 viikkoa; nopeutettuja toimituksia saatavilla | 4–8 viikkoa sisältäen kuljetuksen; satamaviivästykset mahdollisia |
| Viestintä | Sama aikavyöhyke; ei kielikieltä | yli 12 tunnin aikavyöhyke-ero; mahdollisia kielikieliä |
| Laadunvalvonta | Helppoa käydä tarkastuskäynnillä tehtaalla; suora pääsy tarkastukseen | Edellyttää kolmannen osapuolen tarkastusta tai matkustamista |
| Yksikköhinta | Korkeammat työvoimakustannukset (yli 25 USD/tunti) | Alhaisemmat työvoimakustannukset (5–7 USD/tunti) |
| Kokonaiskustannus | Ennakkoarvioituja kustannuksia; vähemmän piilotettuja kustannuksia | Kuljetus-, tulli- ja vero-kustannukset voivat lisätä kustannuksia 15–30 % |
| Joustavuus | Nopeat suunnittelumuutokset; nopeat säädöt | Muutokset vaativat pidempiä toteutusjaksoja |
| SERTIFIKAATIT | ITAR-tiedot saatavilla helposti; tutut standardit | ISO/IATF-standardit saatavilla; joitakin sertifikaatteja on vaikeampi varmistaa |
Näiden kompromissien ymmärtäminen auttaa teitä tekemään perusteltuja päätöksiä sen sijaan, että luottaisitte automaattisesti johonkin ostotavan oletukseen.
Kotimaisen valmistuksen edut
Kun tilaat tarkkuuslevymetallin valmistusta Yhdysvalloissa sijaitsevalta valmistajalta, nopeus ja yksinkertaisuus tulevat teidän liittolaisiksi. Mead Metalsin kotimaisen hankinnan asiantuntijoiden mukaan , lyhyemmin toimitusaikoina ja vähentyneinä kuljetusriskeinä projektien eteneminen pysyy linjalla ilman odottamattomia viivästyksiä tullin, sataman ruuhkautumisen tai globaalien logistiikkahäiriöiden vuoksi.
Viestintäedun korostaminen on vaikeaa yliarvioida. Työskentely samassa aikavyöhykkeessä poistaa turhauttavat viiveet, jotka aiheutuvat 12 tunnin sähköpostikiertojen takia. Kun ongelmia ilmenee – ja niitä ilmestyy aina – puhelimen ottaminen ja ongelmien nopea ratkaisu estää pienet huolenaiheet muuttumasta merkittäviksi takaiskuisiksi. Tämä nopea reagointikyky on erityisen arvokasta tarkkuuslevymetallin valmistustehtävissä, joissa vaaditaan tiukkaa koordinaatiota insinööriryhmien välillä.
Laatutarkastus muuttuu huomattavasti yksinkertaisemmaksi kotimaisilla kumppaneilla. Voit käydä tarkastamassa tuotantolaitoksia, havainnoida prosesseja ja rakentaa suhteita niihin henkilöihin, jotka valmistavat osiasi. Tämä suora pääsy mahdollistaa:
- Laitostarkastukset: Tarkista laitteiston ominaisuudet ja laatuohjelmat henkilökohtaisesti
- Prosessihavainnointi: Havainnoi kriittisiä toimintoja ja tunnista parannusmahdollisuudet
- Nopea ongelmien ratkaisu: Ratkaise osoiteeseen liittyvät laatuongelmat välittömästi eikä aikavyöhykkeiden yli
- Suhdekehitys: Kehitä kumppanuuksia, jotka parantavat tuloksia ajan myötä
Kustannusten läpinäkyvyys edistää myös kotimaista hankintaa. Vaikka yksikköhinnat saattavat vaikuttaa korkeammilta, ulkomaisesta hankinnasta aiheutuvat piilotetut kustannukset – kuten kuljetuskulut, tullit, veroja ja valuuttakurssien vaihtelut – voivat muuttaa ilmeiset säästöt odottamattomiksi kustannuksiksi. Sellaista, joka alun perin näytti edulliselta tarkkuuslevymetallin valmistushinnalta, tarkastellaan usein eri tavoin, kun lasketaan kokonaishinta maahan saapumiseen (total landed cost).
Puolustusalan projekteissa, joissa vaaditaan ITAR-yhteensopivuutta, kotimainen valmistus on välttämätöntä, ei vain vaihtoehtoista. Samoin, kun teollisoikeuksien suojaaminen on tärkeää, tuotannon pitäminen Yhdysvalloissa vähentää altistumisriskejä.
Maailmanlaajuisen hankinnan huomioonottamiset
Tässä on todellisuus: ulkomaisen tuotannon täysin sivuuttaminen tarkoittaa oikeiden etujen ohittamista. Kiinan tarkkuuslevymetallivalmistus on kehittynyt merkittävästi, ja monet valmistajat saavuttavat laatuvaatimukset, jotka vastaavat tai ylittävät länsimaisten kilpailijoiden vaatimuksia. Avain on oikeiden kumppaneiden valinta ja suhteiden asianmukainen hallinta.
Valmistusanalyysien mukaan , Kiinan kustannusedut pysyvät merkittseinä – työvoimakustannukset ovat jopa 70 % alhaisemmat kuin Yhdysvalloissa, ja valtavien tuotantolaitosten mahdollistamat skaalatuotantoeidut vahvistavat tätä edun kokonaisvaikutusta. Hinnallisesti herkille projekteille tai suurille tilauksille nämä taloudelliset edut luovat houkuttelevia mahdollisuuksia.
Kiinan tarkkuuslevymetallin valmistustehdas erottautuu usein nopeasta prototyypityksestä ja joustavasta mukauttamisesta. Yli 60 % kiinalaisista teollisuuden pk-yrityksistä tarjoaa mukautettuja tuotantopalveluita, mikä mahdollistaa nopeat suunnanmuutokset ja suunnitteluiteroinnit, joita suuremmat länsimaiset toiminnot saattavat olla vaikeuksissa saavuttamaan. Tämä joustavuus hyödyttää R&D:ta korostavia projekteja, joissa odotetaan usein suunnittelumuutoksia.
Laatueron, joka aikoinaan määritti ulkomaisen hankinnan, on huomattavasti pienentynyt. Johtavat Kiinan tarkkuuslevymetallin valmistajat noudattavat nyt sertifiointeja, jotka vastaavat kotimaisten kilpailijoiden vastaavia – esimerkiksi ISO 9001:2015, IATF 16949 autoteollisuudelle sekä alakohtaisia laatu-järjestelmiä. Haaste ei ole kyvyssä, vaan varmentamisessa ja jatkuvassa laadunvarmistuksessa.
Harkitse Kiinasta peräisin olevia tarkkuuslevymetallin valmistusyhteistyökumppaneita, jotka kattavat perinteisiä ulkomaisia huolenaiheita erityisillä kyvyillään:
- Nopeat prototyypinvalmistuspalvelut: 5 päivän kääntöaika mahdollistaa suunnittelun validoinnin ennen tuotantopäätöstä
- Kattava DFM-tuki: Tekninen yhteistyö, joka optimoi suunnittelut valmistuksen onnistumiseksi
- Autoteollisuuden vaatimusten mukainen sertifiointi: IATF 16949 -vaatimusten noudattaminen osoittaa prosessien tarkkuutta ja kurinalaisuutta
- Viestintä vastauksissa: Nopeat tarjousten käsittelyajat, jotka minimoivat aikavyöhykkeiden aiheuttamaa hankaluuksia
Esimerkiksi: Shaoyi (Ningbo) Metal Technology edustaa Kiinan uutta sukupolvea tarkkuuslevymetallin valmistajia – tarjoaa IATF 16949 -sertifioitua laatua, viiden päivän nopean prototyypinvalmistuksen ja 12 tunnin tarjouskäsittelyajan, mikä ratkaisee perinteisiä ulkomaisia hankintahaasteita. Heidän laaja DFM-tukeaan auttaa asiakkaita optimoimaan suunnittelut ennen tuotantokäynnistystä, mikä vähentää iterointikierroksia, joilla usein venyy ulkomaiset projektit.
Älykkäimmät tarkkuuslevymetallin valmistajat suosittelevat usein hybridiratkaisuja. Strategisten hankintojen asiantuntijat ehdottavat Kiinan joustavuuden hyödyntämistä varhaisessa tuotannossa ja prototyypinvalmistuksessa sekä kotimaisten kapasiteettien käyttöä lopullisessa kokoonpanossa, laadunvarmistuksessa tai tiukkoja sääntelyvaatimuksia täyttävissä sovelluksissa.
Riskien lievittämisstrategiat ovat olennaisia ulkomaisen hankinnan menestykseen:
- Toimittajan pätevöityminen: Perusteellinen tarkistus todistuksista, kyvyistä ja viitteistä ennen sitoumusta
- Selkeät määrittelyt: Yksityiskohtainen dokumentaatio, joka ei jätä mitään tulkinnan varaan
- Kolmannen osapuolen tarkastus: Laadun riippumaton tarkistus ennen lähettämistä
- Suhteiden kehittäminen: Säännöllinen viestintä ja ajoittaiset vierailut yhteensopivuuden säilyttämiseksi
- Toimitusketjun monipuolistaminen: Useita kelpoisia toimittajia yksilähteen riskin vähentämiseksi
Kotimaisen ja ulkomaisen toimittajan valinta riippuu lopulta tietystä painotuksestasi. Projektit, joissa vaaditaan ITAR-mukaisuutta, nopeita iterointeja tai tiukkaa aikatauluhallintaa, suosivat usein kotimaisia kumppaneita. Suuritehoisen tuotannon, kustannustehokkaiden sovellusten tai vakaiden suunnitelmien projektit voivat hyötyä ulkomaisesta hankinnasta – erityisesti silloin, kun työskennellään sertifioitujen tarkkuuslevymetallin valmistajien kanssa, jotka ovat osoittaneet johdonmukaisen laadun.
Riippumatta hankintastrategiastasi aiemmin esitellyt arviointikriteerit pätevät edelleen. Sertifikaatit, laitteistokapasiteetit, laatuohjelmat ja insinöörituki ovat merkityksellisiä riippumatta maantieteellisestä sijainnista. Erotus on siinä, miten näitä kykyjä todennetaan ja kuinka pitkäaikaisia suhteita hallitaan etäisyyden ja aikavyöhykkeiden yli.
Kun hankintastrategia on selvennetty, olet valmis ryhtymään konkreettisiin toimiin valmistusprojektissasi. Viimeinen vaihe sisältää tehokkaiden pyyntöjen laatimisen, joiden avulla vaatimukset välitetään selkeästi ja valmistajat voivat vastata tarkoilla ja kilpailukykyisillä tarjouksilla.
Siirry seuraavaan vaiheeseen valmistusprojektissasi
Olet omaksunut runsaasti tietoa tarkkuuslevymetallin valmistuksesta vastaavista yrityksistä – toleranssivaatimuksista ja perusprosesseista laatuvarmistusjärjestelmiin ja hankintastrategioihin. Nyt on aika tehdä se, mikä on tärkeintä: ottaa tämä tieto käyttöön. Etsitäänpa tarkkuuslevymetallin valmistajaa lähialueeltani tai arvioidaan maailmanlaajuisia toimittajia, hyvin valmisteltu tarjouspyyntö erottaa onnistuneet projektit turhauttavista kokemuksista.
Tarkkojen ja kilpailukykyisten tarjousten saaminen ja päätyminen ikuisiin selvennyskierteisiin eroavat usein valmistelusta. levymetallin valmistuksen hankintaa asiantuntijoiden mukaan ei mitään hidasta tarjousprosessia enemmän kuin tarve pysähtyä ja esittää kysymyksiä. Aikaa, jonka käytät alussa täydellisen dokumentoinnin valmisteluun, korvataan hyvin lopputuloksella.
Tarjouspyynnön valmistelu parhaan tuloksen saavuttamiseksi
Mitä tulisi sisällyttää, kun otetaan yhteyttä tarkkuuslevymetallin valmistajiin lähelläni tai ulkomaisiin kumppaneihin? Tässä on välttämätön tieto, joka mahdollistaa valmistajien nopean ja tarkan vastauksen:
- Täydelliset suunnittelutiedot: Ajan tasalla olevat osien piirustukset ja 3D CAD-mallit (STEP- tai SolidWorks-tiedostot), jotka sisältävät toleranssit, keskeiset ominaisuudet ja täydellisen mitoituksen
- Materiaalien määrittelyt: Materiaalin tyyppi, nimellispaksuus, laatu ja mahdolliset erityisvaatimukset materiaalin hankinnasta (DFARS, vain kotimainen materiaali)
- Pinnankäsittelyn tiedot: Tarkka pulverimaalin valmistaja ja tuotenro tai vähintään RAL-numero värimätsäystä varten
- Pakkausvaatimukset: Kuinka osat tulisi toimittaa – venytyskääreessä, erillisessä pakkausmassassa tai erityisessä laatikossa suojauksen varmistamiseksi
- Laadun validointivaatimukset: Ensimmäisen näytteen tarkastus (FAI) tai PPAP-vaatimukset soveltuville osille
- Tuotantomäärä ja aikataulut: Arvioidut tuotantomäärät ja odotetut toimituspäivämäärät
Toimittamalla tämän kattavan tiedon tarkkuuslevymetallin valmistajille poistat takaisin- ja eteenpäin kulkevan viestinnän, joka viivästää tarjousten laatimista ja aiheuttaa virheitä. Laadukkaat valmistajat arvostavat perusteellisia tarjouspyyntöjä – se osoittaa, että olet vakava asiakas, joka ymmärtää prosessin.
Suunnittelutiedostot ja viestintävinkit
CAD-tiedostosi ja piirrokset muodostavat tarkan tarjouksen perustan. Alan ohjeiden mukaan epätäydellinen dokumentaatio voi johtaa hintavaihteluihin tai viivästyksiin, kun valmistajat tarvitsevat selvennyksiä. Varmista, että tiedostoissasi on taiteviivat, reikien sijainnit, kriittiset mitat ja kaikki erityishuomautukset.
Viestintäkäytännöillä on yhtä suuri merkitys. Vastaa valmistajien kysymyksiin nopeasti. Ole avoin aikataulurajoituksistasi – jos tarvitset osia nopeasti, mainitse se heti alussa, jotta he voivat arvioida kapasiteettaan ja ehdottaa realistisia aikatauluja. Älä epäröi kysyä, jos et ole varma siitä, mitä tietoja tarvitaan.
Mitä odottaa laadukkaista valmistuskumppaneista? Vastauksenvuoroisuus erottaa kyvykkäät yritykset muista. Esimerkiksi Shaoyi (Ningbo) Metal Technology tarjoaa 12 tunnin lainauskäännösaikaa – mikä osoittaa sellaista vastauksenvuoroisuutta, joka vähentää projektiviiveitä. Arvioitaessa mahdollisia kumppaneita kannattaa huomioida, kuinka nopeasti ne vastaavat alustaviin kyselyihin; tämä usein ennustaa niiden viestintälaatua koko tuotantoprosessin ajan.
Ennen sitoutumista älä pyri alhaisimpaan hintaan tarjottavaan tarkkuuslevymetallivalmistukseen ilman, että tiedät, mitä tarjoukseen sisältyy. Kuten tässä artikkelissa on käsitelty, alhaisin hinta piilottaa usein kompromisseja laadussa, dokumentoinnissa tai palvelussa. Arvioi kokonaishyöty – kyvyt, sertifikaatit, viestintä ja luotettavuus – eikä pelkästään yksikköhinta.
Olipa kyseessä tarkkuuslevymetalliosien valmistuksesta ilmailukomponentteihin tai kuluttajaelektroniikan kotelointiratkaisuista, periaatteet pysyvät samoina: valmistaudu huolellisesti, kommunikoi selkeästi ja tee yhteistyötä valmistajien kanssa, joiden kyvyt vastaavat projektisi vaatimuksia. Tässä hankkimasi tieto antaa sinulle vankan pohjan navigoida valmistusmaastossa luottavaisesti ja saavuttaa sovelluksesi vaatima tarkkuus.
Usein kysytyt kysymykset tarkkuuslevymetallivalmistuksesta
1. Mikä on tarkkuuslevymetallivalmistus?
Tarkka levytelinevalmistus sisältää metallikomponenttien valmistuksen erinomaisen tiukkojen toleranssien mukaisesti, yleensä ±0,005"–±0,010" (±0,13 mm–±0,25 mm). Tämä on jopa kymmenen kertaa tiukempaa kuin tavallisten valmistustoleranssien vaatimukset. Prosessi edellyttää edistyneitä laitteita, kuten kuitulaseria, CNC-painopuristimia kulmamittausjärjestelmillä sekä monitasoista laadunvalvontaa, johon kuuluu koordinaattimittakoneella (CMM) tehtävä tarkastus. Teollisuudenalat, kuten ilmailu, lääkintälaitteet ja elektroniikka, luottavat tarkkaan levytelinevalmistukseen komponenteissa, joiden mitallinen tarkkuus vaikuttaa suoraan tuotteen suorituskykyyn ja turvallisuuteen.
2. Kuinka valitsen tarkan levytelinevalmistusyrityksen?
Arvioi mahdollisia kumppaneita kuuden keskeisen kriteerin perusteella: tarkista asiaankuuluvat sertifikaatit (ISO 9001:2015, IATF 16949 autoteollisuudelle, AS9100 ilmailuteollisuudelle), arvioi laitteistojen kyvykkyydet ja huoltosuunnitelmat, tarkastele laadunvalvontajärjestelmiä, mukaan lukien ensimmäisen tuotteen tarkastusmenettelyt, tarkista toimitusaikojen lyhentämismahdollisuudet sekä standarditilauksille että kiireellisille tilauksille, tarkista tarjottavat insinööripalvelut ja DFM-tukea sekä pyydä asiakasviitteitä omalta alaltasi. Tavoitteena on sovittaa valmistajan todennettuja kykyjä projektisi erityisvaatimuksiin eikä pelkästään valita alhaisinta hintaa.
3. Mitä sertifikaatteja tarkkuuslevymetallivalmistajilla tulisi olla?
Välttämättömät sertifikaatit riippuvat teollisuusalastasi. ISO 9001:2015 muodostaa perustan laatujohtamiselle. ITAR-rekisteröinti vaaditaan puolustusalan hankkeisiin. AS9100-sertifiointi on pakollinen ilmailualan sovelluksissa, kun taas IATF 16949 koskee autoteollisuuden työtä. ISO 13485 kattaa lääkintälaitteiden valmistuksen. AWS-sertifikaatit, kuten Certified Welding Fabricator (CWF), osoittavat hitsaustaidon tasoa. Nämä sertifikaatit osoittavat dokumentoitujen menettelyjen käytön, säännölliset tarkastukset, kalibroidun laitteiston ja täydellisen jäljitettävyyden – kaikki nämä ovat ratkaisevan tärkeitä johdonmukaisen tarkkuuden saavuttamiseksi.
4. Mikä on ero kotimaisen ja ulkomaisen tarkkuuslevymetallinvalmistuksen välillä?
Kotimainen valmistus tarjoaa lyhyempiä toimitusaikoja (2–4 viikkoa verrattuna ulkomaisiin 4–8 viikkoon), samassa aikavyöhykkeessä tapahtuvan viestinnän, helpommat laitoksen käynti mahdollistavat laadunvalvonnan ja ennustettavat kokonaishinnat. Ulkomaisesta hankinnasta, erityisesti Kiinasta, saadaan alhaisemmat työvoimakustannukset ja nopea prototyyppivalmistus sekä suuri joustavuus räätälöinnissä. Ulkomaisen hankinnan haittapuolia ovat kuitenkin kuljetuskustannukset, tullit (mahdollisesti 15–30 %) ja kolmannen osapuolen tarkastusten vaatimus. Johtavat ulkomaiset valmistajat noudattavat nykyisin sertifiointejä, kuten IATF 16949 -standardia, ja jotkut tarjoavat jopa 5 päivän prototyyppivalmistusta sekä 12 tunnin tarjouskäsittelyajan perustavanlaatuisen huolen poistamiseksi.
5. Mitkä materiaalit ovat parhaita tarkkuuslevymetallin valmistukseen?
Materiaalin valinta riippuu sovellustasi. Ruostumaton teräs (304/316) tarjoaa erinomaisen mitallisen vakauden ja korroosionkestävyyden, mikä tekee siitä ideaalin materiaalin lääketieteellisiin ja elintarviketeollisuuden käyttöihin. Alumiini (5052/6061) tarjoaa kevyen ja tarkkaa valmistusta elektroniikkaan ja ilmailuun, mutta sen suurempi jousivuoro vaatii kompensaatiota. Hiiliteräs tarjoaa ennustettavaa käyttäytymistä alhaisemmassa hinnassa koneiden valmistukseen. Erityismateriaalit, kuten titaani, tarjoavat poikkeuksellisen hyvän lujuus-massasuhde ilmailuun ja lääketieteellisiin implanteihin, mutta niiden käsittely vaatii erityisasiantuntemusta omaavia valmistajia ja niiden hinta on yleensä 3–5 kertaa korkeampi kuin ruostumattoman teräksen valmistuksessa.