 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Titanin valukomponenttien automaatiivisuoritus: Insinöörin opas
TL;DR
Titaanin syvävetopalo autojen suorituskyvylle tarjoaa ratkaisevan edun nykyaikaisessa ajoneuvosuunnittelussa: 40–50 % painon vähentäminen teräkseen verrattuna samalla kun säilytetään erinomainen lämmön ja korroosion kestävyys. Insinööreille ja hankintavastaaville tämän prosessin toteuttamiskelpoisuus riippuu oikean luokan valinnasta – yleensä luokka 2 (CP) syvävetoa varten tai luokka 9 (Ti-3Al-2,5V) putkien valmistukseen – sekä valmistushaasteiden hallinnasta luokassa 5 (Ti-6Al-4V).
Vaikka titaani mahdollistaa kevyemmät pakoputkistot, venttiilien pidikkeet ja suspenssiosat, se edellyttää erikoistuneita syvävetomenetelmiä suuren kimmoisuuden ja kitkakulumisen hallitsemiseksi. Onnistunut toteutus vaatii työkaluteknistä osaamista, asianmukaista voitelua ja usein myös kuumamuovauskykyjä tarkkuusosien valmistamiseksi, jotka kestävät korkean suorituskyvyn vaatimukset.
Suorituskyvyn fysiikkaa: Miksi syvävetota titaania?
Auton suorituskykyä pyrkiessä massa on vihollinen. Titaanilla on tiheys noin 4,51 g/cm3, mikä on noin 56 prosenttia teräksen (7,8 g/cm3) tiheydestä, mutta se ei vaaranna rakenteellista koskemattomuutta. Tämä erityisvoima (voima-paino-suhde) tekee siitä välttämättömän ajoneuvon painon vähentämiseksi, mikä johtaa suoraan nopeutukseen, jarrutusmatkoihin ja polttoainetehokkuuteen.
Titaanilla on staattisen painon vähentämisen lisäksi keskeinen rooli vaihto- ja purkausmassan vähentämisessä. Moottoreissa kevyemmät venttiilijohdon osat (kuten leimatut venttiilikevyen pitäjät) mahdollistavat korkeammat kierrospyyntöluvut ja nopeamman kaasun vastauksen. Kiivetysjärjestelmissä teräspäästöjen tai kehysten korvaaminen titaanilla vähentää kehyksen painon, jolloin jousitus reagoi nopeammin tienpinnan muutoksiin ja parantaa siten tarttumista ja käsittelyn tarkkuutta.
Lämpötilan vakaus on toinen ratkaiseva tekijä. Toisin kuin alumiini, joka menettää merkittävästi lujuuttaan yli 150 °C:ssa, titaaniseokset säilyttävät mekaaniset ominaisuutensa yli 400 °C:n lämpötiloissa. Tämä tekee valssatuista titaanista ideaalisen materiaalin lämpösuojille ja pakoputkikomponenteille, jotka joutuvat kestämään äärimmäistä lämpötilavaihtelua vääntymättä tai rikkoutumatta.
Materiaalin valinta: Luokan sovittaminen geometriaan
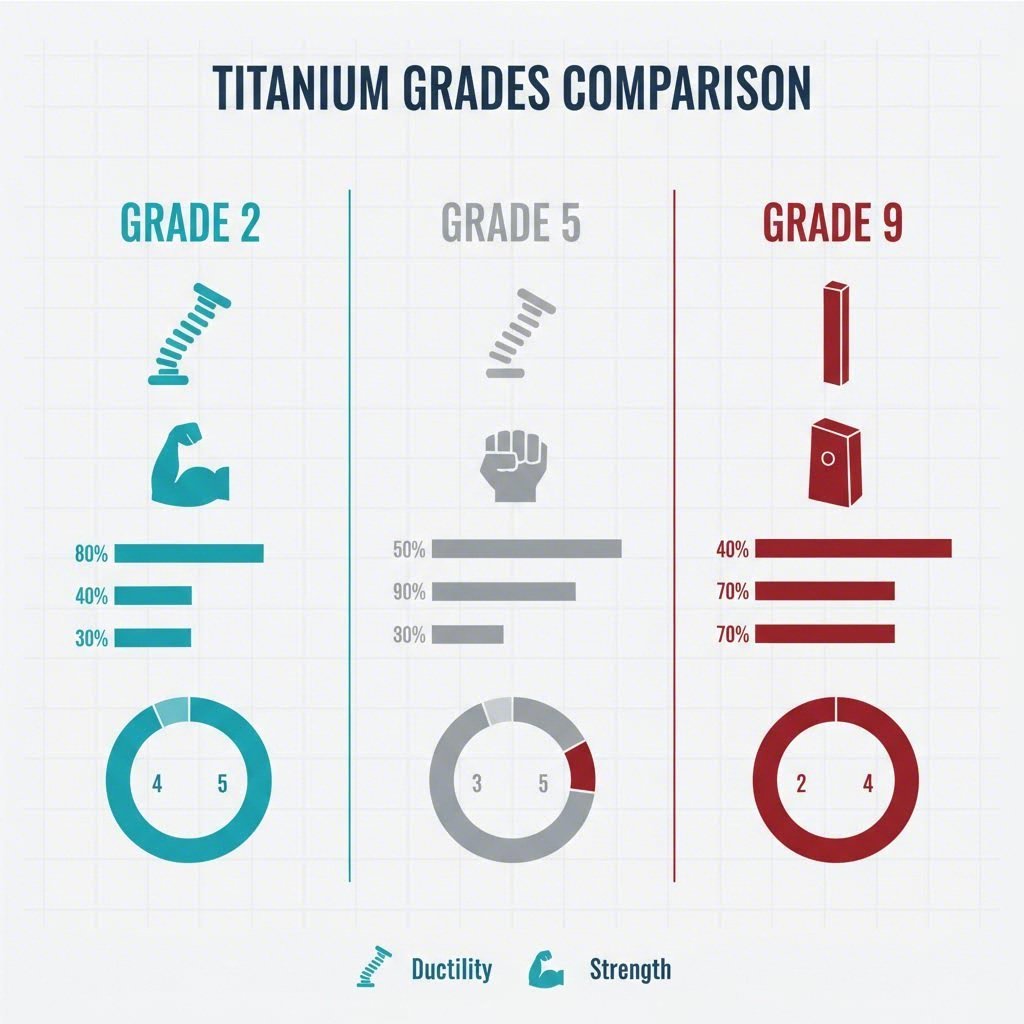
Kaikki titaanilaadut eivät sovellu kaikkiin leikkuuoperaatioihin. Projektin onnistuminen perustuu usein luokan valintaan, joka tasapainottaa komponentin suorituskyvyn ja muovattavuuden.
- Luokat 1 ja 2 (kaupallinen puhdas): Nämä ovat titaanin leikkauksen "työkoneita". Luokka 2 tarjoaa tasapainoisen yhdistelmän lujuutta ja ductiliteettia, mikä tekee siitä suositun valinnan syvävetokomponenteille, kuten liesituulettimien kuorille, lämpösuojille ja monimutkaisille kiinnikkeille. Sitä voidaan usein leikata kylmänä standardimuotin säädöillä.
- Luokka 5 (Ti-6Al-4V): Yleisin seoste korkean lujuuden sovelluksiin, luokka 5 tarjoaa erinomaisen vetolujuuden, mutta aiheuttaa merkittäviä leikkaushaasteita. Sen huono muovautuvuus huoneenlämmössä vaatii usein lämpömerkit (muovaus korotetussa lämpötilassa) halkeamisen estämiseksi. Sitä käytetään yleensä korkeaan rasitukseen altistuvissa rakenteellisissa komponenteissa, kuten kiinnikkeissä ja sauvasäätölevyissä.
- Luokka 9 (Ti-3Al-2.5V): Sitä kutsutaan usein "kompromissiksi", koska luokka 9 täyttää kuilun luokan 2 muovattavuuden ja luokan 5 lujuuden välillä. Sitä käytetään laajalti hydrauliputkistoissa, pakoputkistoissa ja kevyt-rakenteellisissa leikkauksissa, joissa tarvitaan suurempaa paineenkestävyyttä kuin CP-luokat tarjoavat.
- Beeta-seokset (esim. Ti-15-3): Nämä seokset ovat kylmämuovattavia ja lämpökäsiteltäviä, mikä tekee niistä erinomaisia vaihtoehtoja leikatuille jousille ja monimutkaisille napeille, joissa tarvitaan korkeaa kimmoisuutta.
Konetekniset haasteet: Kimmoisa palautuminen ja tarttuminen
Titanin vaivutus poikkeaa perustavanlaatuisesti teräksen tai alumiinin vaivutuksesta kahden tärkeän fysikaalisen ominaisuuden vuoksi: alhaisesta kimmoisyydestä ja suuresta kemiallisesta reaktiivisuudesta.
Kimmoinen palautuminen hallintaan
Titanin Youngin moduli on noin puolet teräksen modulista. Tämä "kimmoisuus" tarkoittaa, että materiaali pyrkii voimakkaasti palautumaan alkuperäiseen muotoonsa muovaamisen jälkeen. Vaivutustoiminnassa tämä ilmenee voimakkaana kimpoamisena. Insinöörien on kompensoitava tämä suunnittelemalla vaivuterät, joissa on merkittäviä ylivääntöjä monimutkaisten geometrioiden kohdalla usein tarvitaan kuumavaivutus (pito kappaleessa muotissa lämpötilassa) saavuttaakseen lopullinen muoto ja poistaaaksen sisäiset jännitykset.
Kitkakulumisen estäminen
Titani tunnetaan sen taipumuksesta tarttua tai "karstua" työkaluteräkseen. Korkeassa paineessa suojaava hapetikerros irtoaa, jolloin reagoiva metalli kylmähitsautuu muottiin. Tämän estämiseksi valmistajat käyttävät edistyneitä voitelustrategioita, kuten molybdeenisulfidia (Moly) tai grafiittipohjaisia voiteluaineita. Lisäksi työkalut on usein päällystetty titaanikarbo-nitridillä (TiCN) tai diamond-like carbon (DLC) -pinnalla, ja joissain tapauksissa käytetään pronssisia muottiosia, jotka tarjoavat luonnollista voitelukykyä ja estävät adheesiokulumista.
Tärkeät autoteollisuuden sovellukset
Titaanista leikatut osat löytyvät sieltä, missä hinta-suorituskyky -suhteella on perusteltua. Suorituskykyisissä ja premium-luokan ajoneuvoissa nämä komponentit ovat ratkaisevia painotavoitteiden saavuttamiseksi.
| Järjestelmä | Komponentti | Yleinen luokka | Suorituskykymahdollisuus |
|---|---|---|---|
| Päästö | Äänenvaimentimien kuoret, lämpösuojat | Luokka 2 (CP) | Korrosionkestävyys, 40 % painon vähennys verrattuna ruostumattomaan teräkseen |
| Moottori | Venttiilijousien pidikkeet, shimmit | Luokka 5 / Beta | Korkeampi RPM-raja, pienempi kitka |
| Alusta | Jarrushimmit, kiinnikkeet | Luokka 2 / 9 | Pienennetty jousittamaton massa, lämmöneristys |
| Kiinnitysosat | Holkit, kiinnikkeet | Luokka 5 | Korkea puristusvoiman säilytys, ei korroosiota |
Kustannusanalyysi ja hankintastrategia
Titaanin vaivutuksen taloudellinen todellisuus sisältää korkeammat alkukustannukset. Raaka-aineen hinta voi olla 10–20 kertaa terästä korkeampi, ja työkalujen kesto on lyhyempi metallin karkaavan luonteen vuoksi. Suorituskykysovelluksissa kuitenkin elinkaaren arvo – mitattuna polttoaineen säästöinä, kestävyytenä ja kilpailuedulla – ylittää usein alkuperäiset kustannukset.
Arvioitaessa toimittajia, etsi kumppaneita, jotka ymmärtävät kuumanmuovauksen ja ohjatun ilmapiirin alennuksen vivahteet. Shaoyi Metal Technology , tarjoaa esimerkiksi erikoistuneita autoteollisuuden vaivutuspalveluita nopeasta prototyypistä suurtilavuotuotantoon. Heidän IATF 16949 -sidosryhmävarmennetuilla tiloillaan on painimet, joiden kapasiteetti on jopa 600 tonnia, mikä mahdollistaa tarkan titaanikomponenttien toimituksen tiukkojen globaalisten standardien mukaisesti OEM-valmistajille. Vahvista heidän tekniset palvelunsa täältä nähdäkseen, miten ne selviytyvät monimutkaisten materiaalikysymysten kanssa.
Tarkista aina toimittajan kyky suorittaa toissijaiset toiminnot, kuten leikkaus ja pinnan viimeistely, koska titaanipiikit voivat olla vaikeasti poistettavissa ja vaativat erityisiä piikinpoisto- prosesseja.
Yhteenveto: Onko titaanin muovaus mahdollista?
Titaanin muovaus ei ole enää vain lentokone- ja Formula 1 -käyttöön varattu. Oikealla luokan valinnalla ja prosessin hallinnalla se on elinkelpoinen massatuotantoteknologia korkean suorituskyvyn autoteollisuuden sovelluksiin. Avainasemassa on tasapainottaa halua Grade 5 -lujuuteen valmistettavuuden realiteettien kanssa, ja usein optimaalinen ratkaisu löytyy Grade 9:stä tai optimoiduista Grade 2 -rakenteista. Kun automerkit jatkavat kevytajomisen tavoittelua sähköautojen kantaman ja päästövaatimusten täyttämiseksi, muovatut titaanikomponentit tulevat olemaan yhä keskeisemmässä asemassa.
Usein kysytyt kysymykset
1. Miksi titaania ei käytetä koko auton runkoon?
Vaikka titaani tarjoaa erinomaisen lujuuden ja painosuhteen, sen korkea raaka-ainekustannus ja monimutkaiset käsittelyvaatimukset tekevät siitä taloudellisesti epäkäytännöllistä massamarkkinoiden ajoneuvorungot. Suurten levyjen valmistaminen edellyttäisi valtavia puristusvoimia ja kalliita kuumamuovausvälineitä, mikä nostaisi ajoneuvon hinnan kuluttajien ulottumattomiin.
2. Mikä on titaanin syvästämisen pääasialliset haitat?
Pääasialliset haitat ovat suuri kimmoisa palautuminen, joka vaikeuttaa toleranssien hallintaa, ja kiiltoilmiön vaara, joka lisää työkalujen kulumista. Lisäksi titaanilla on alhaisempi muovattavuus kuin teräksellä, mikä tarkoittaa, että syvät vetokohdat vaativat usein useita vaiheita väliannealoineen halkeamisen estämiseksi.
3. Voidaanko titaanista syvästettyjä osia hitsata?
Kyllä, titaani on hitsattavaa, mutta se edellyttää tiukasti hallittua ympäristöä. Happi on kuuman titaanin "vihollinen"; se imee happia nopeasti yli 400 °C:ssa, mikä aiheuttaa haurastumista. Siksi hitsauksen on suoritettava jalokaasuargonia-atmosfäärissä tai tyhjiöpussissa, jotta materiaalin sitkeyttä ja lujuutta voidaan ylläpitää.