 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Syvämuovatut tönäisinsivujalat: Turvallisuuden ja lujuuden suunnittelu
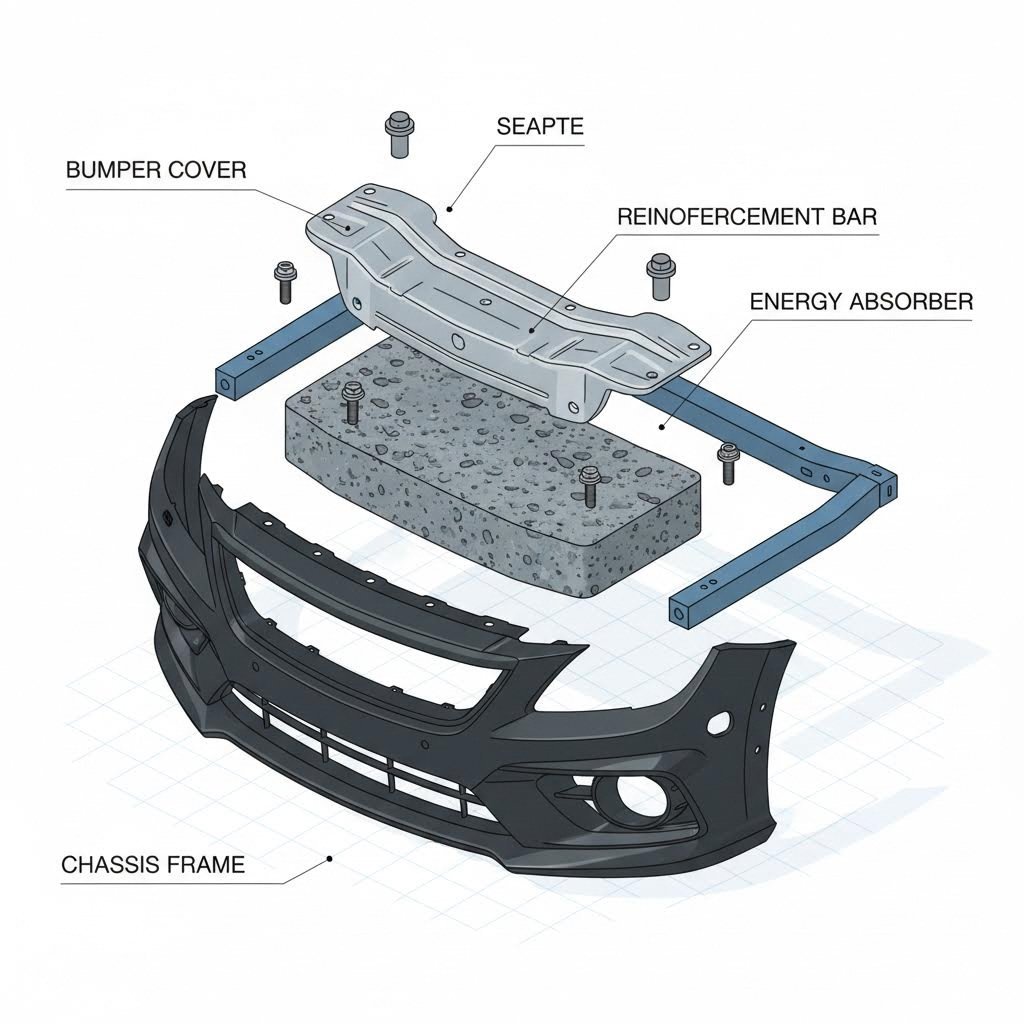
<h2>TL;DR</h2><p>Pysähdyksen vahvistuspylväs on tärkeä autoteollisuuden valmistusprosessi, jossa erittäin vahva teräs (UHSS) tai alumiini muutetaan ajoneuvon kosmeettisen puskurin peiton takana piilotetuiksi rakenteelliseksi iskuvaloksi. Toisin kuin hitsaus- tai putkikasvatetut jälkimarkkinoiden vaihtoehdot, nämä leimatut osat on suunniteltu imeämään kinetistä energiaa hallitseman deformaation kautta suojaamalla alustan ja matkustajat törmäyksen aikana. Vaikka kylmätammutus on yleistä tavallisessa teräksessä, kuumattamasta käytetään yhä enemmän kevyempiä, vahvempia palleja, jotka täyttävät nykyaikaiset polttoaineenhyötysuhteen ja turvallisuuden standardit. Ulkopeitteen ansiosta se on aerodynamiikka ja esteettinen, mutta vahvistuva sauva hoitaa raskaat kohotukset törmäyksen aikana. Se on ensisijainen suoja, joka jakaa törmäysvoimat ajoneuvon kehyksen raiteille estämällä paikallisen vahingon moottorihuoneeseen tai matkustajakabinaan. Massan tuotannossa käytettävissä ajoneuvoissa alkuperäisen laitteiston valmistajat käyttävät lähes yksinomaan leimattuja vahvistuspylvääriä. Massiivinen kuori puristaa tasaisen metallilevyä monimutkaiseksi kolmiulotteiseksi muodoksi yhdellä tai progressiivisella osumalla. Tämä prosessi luo jatkuvan, saumattoman rakenteen, joka on optimoitu ennakoitavan rappeutumisen kannalta, mikä on keskeinen vaatimus nykyaikaisille rappeutumisalueille. Tyyppipalat on suunniteltu "uhraukselliseksi" osaksi. Se tekee itsemurhan pelastaakseen auton, muuntumalla muotoa energian hajoamiseksi. Tämä eroaa merkittävästi jäykistä maantiekulma-puhelinvarjoista tai jälkimarkkinoiden putkisten vastoinkäyttöisten vastoinkäyttöisten vastoinkäyttöisten vastoinkäyttöisten vastoinkäyttöisten vastoinkäyttöisten vastoinkäyttöisten vastoinkäyttöisten vas Tammutusprosessi ei määritä vain muotoa vaan myös lopputuotteen metallurgisia ominaisuuksia. Valmistajat käyttävät yleensä yhtä kahdesta menetelmästä vaaditun lujuuden ja painon suhteen mukaan. Tämä on kustannustehokasta ja sopii vakioituihin korkean lujuuden teräskalustoihin. Mutta kun teräs vahvistuu, sen muokkaaminen ilman halkeamista on vaikeampaa, mikä rajoittaa kylmästamppauksen muodostamista. Standardin varaosien osalta kylmätamppaus on edelleen hallitseva ja luotettava menetelmä. Tässä prosessissa boori teräspalttot lämmitetään yli 900 °C:een, kunnes ne muuttuvat malleableiksi. Sitten kuumasta teräksestä tehdään jäähdytetty kuori, joka samassa vaiheessa sammuttaa osan. Tämä nopea jäähdytys muuttaa teräksen mikrostrukturin martensiteeksi ja nostaa vetovoimaa noin 50 ksi: stä yli 200 ksi: een (1500 MPa). Tämä mahdollistaa OEM: n käyttämän ohuempia, kevyempiä palkkiot, jotka tarjoavat parempaa törmäyssuojausta ja ovat välttämättömiä polttoaineenkulutuksen parantamiseksi vaarantamatta turvallisuutta. 600 tonnia kestävän painokapasiteetin ja IATF 16949 -sertifioinnin ansiosta ne pystyvät käsittelemään kriittisten turvallisuuskomponenttien, kuten vahvistusten ja alakehysten, valmistuksen tiukkoja vaatimuksia, mikä varmistaa, että siirtyminen suunnittelusta valmiiseen osaan täyttää maailmanlaajuiset OEM-standardin.</p> Pysäköintiä varten valittu materiaali määrää, miten ajoneuvo käyttäytyy törmäyksen sattuessa. Teollisuus on siirtynyt paljon pohjoisen pehmeän teräksen ulkopuolelle. UHSS tarjoaa uskomattoman vahvuuden ja painon suhteessa. Tammutusprosessin aikana materiaali käy usein läpi "työhärtyksen", joka vahvistuu vieläkin, kun se muunnetaan. Tämä tekee korjaamisesta vaikeaa, mutta erinomaista matkustajien suojelemiseksi. Alumiinipalat on paksempia kuin teräspalkit, jotta ne voivat osua samaan iskuarvoon, mutta ne säästävät silti merkittävästi painoa. Alumiinin leimaaminen vaatii tarkkaa valvontaa välttääksesi kevät- takaisin, jossa metalli yrittää palata alkuperäiseen muotoonsa painamisen jälkeen. Vaikka yritykset kuten BMR Suspension huomauttavat, että tehtaan leimatut terästuket lisäävät "tarpeetonta painoa" vetäjäpyöräilijälle (säästävät ~ 4 kiloa vaihdolla), leimattu OEM-suunnittelu on parempi kadun turvallisuuteen, koska se kattaa laajemman pinta Kukin on eri tarkoitukseen tarkoitettu.</p><table><thead><th><feature</th><th>Stamped (OEM Style)</th><th>Tubular (Performance)</th><th>Plate (Off-Road)</th></th></th><th>T Se on suunniteltu toimimaan harmoniassa ajoneuvon turvatyynyjen kanssa. Jyrkkä puskuri voi näyttää kovalta, mutta koska se ei deformaannu, se lähettää iskuimpulssin melkein välittömästi antureille, mikä voi muuttaa turvatyynyjen ajoitusta. Päinvastoin erikoistuneet valmistajat, kuten <a href="https://southernstamping.com/">Southern Stamping</a>, tuottavat raskaita leimattuja puskurit kuorma-autoille, joissa ulkoinen kestävyys on etusijalla henkilöautojen piilotettujen rappeutumisalueiden sijaan Kun ne törmäävät toisiinsa, niiden rakenteellinen eheys heikkenee. Vaikka palkki näyttäisi suoran, leimatun metallin sisäisessä jyvärakenteessa voi olla mikrohaaroja tai työhön kovettavaa rasitusta, joka aiheuttaa sen epäonnistumisen katastrofaalisesti toisessa osussa. Turva-asiantuntijoiden mukaan vahvistuvan tyynyn ei koskaan pidä yrittää sujistaa tai hitsata. Hitsaus tuhoaa tulostusprosessin aikana saavutetun lämpökäsittelyn ja heikentää terästä merkittävästi. Jos sauva on taivutettu, myös raamissa olevat kiinnityskohdat (murskauslaatikot) on tarkastettava huolellisesti.</p><h3>Lähteet: OEM vs. jälkimarkkinat</h3><p>Korjauksissa on yleensä kaksi vaihtoehtoa: OEM (Original Equipment Manufacturer OEM-tyyppipalat vastaavat ajoneuvon törmäystestien tarkkoja vaatimuksia. Jälkimarkkinatyyppiä sisältävät ruostumaton kalvo on usein edullisempaa ja se voidaan sertifioida CAPA:n mukaisesti, jotta varmistetaan, että se täyttää samat laatuvaatimukset. Varmista kuitenkin, että jälkimarkkinoiden osista käytetään samaa teräskasiaa; halvempi pehmeä teräsleima ei tarjoa samaa suojaa kuin OEM:n kuumaleimattu boori teräspalkki.</p><h2>Lopputarkastukset rakenteellisesta turvallisuudesta</h2><p>P Nämä komponentit ovat ajoneuvoturvallisuuden tuntemattomia sankareita. Ne muuttavat raaka-ainetta hallitsemaksi muodonmuutokseksi matkustajien turvaamiseksi. Olipa kyseessä joko osat törmäyskorjaukseen tai uusiin autoteollisuuteen liittyvien valmistajien arviointi, leimausprosessin laadun ja materiaaliluokan priorisointi on neuvottelutonta. Päivittäisen ajamisen ajoneuvojen osalta tehdasstandardin mukaisten leimattujen raitojen noudattaminen varmistaa, että monimutkaiset turvallisuusjärjestelmät, ryppyvyöhykkeistä ilmatyynyn antureihin, toimivat täsmälleen suunnitellun mukaisesti. Mikä on puskurin peitto ja vahvistimella tehty ero?</h3><p>Puskurin peitto on auton ulko-osan näkyvä muovinen tai lasikuituinen kuori, joka on suunniteltu aerodynamiikan ja tyylin kannalta. Vahvistusrauta on peiton takana piilotettu raskasmetallipaalu, joka absorboi törmäysenergian törmäyksen aikana ja suojaa kehystä. Voinko korjata taivutetun puskurivarren? Tyyppivalmisteet on suunniteltu kertakäyttöisiksi komponentteiksi. Kun tahtoa yritetään lämmittää, sujottaa tai hitsata, metallin luonne ja rakenteelliset ominaisuudet muuttuvat, joten se ei ole turvallinen tulevien iskujen varalle. Se on aina korvattava. Miksi jotkut vahvistuspylväkset on valmistettu alumiinista teräksen sijaan?</h3><p>Tehottajat käyttävät alumiinia ajoneuvon kokonaispitoisuuden vähentämiseksi, mikä parantaa polttoainetalouden ja kuljetuskyvyn. Vaikka alumiini on kevyempi, palkit on tyypillisesti leimattu paksummasta kalenterista, jotta saavutetaan iskuvastus, joka on verrattavissa erittäin vahvaan teräseen.