 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Autoteollisuuden leikkausmuottien kustannukset: suunnittelu edistyksellisten työkalujen budjetointiin
TL;DR
Autoteollisuuden syvämuovausmuottien kustannukset vaihtelevat huomattavasti koon ja monimutkaisuuden mukaan noin 3 000 dollaria yksinkertaisille pehmeille työkaluille (kiinnikkeet, sulkurit) jopa yli 1 000 000 dollaria täydelle Class-A-rungon paneelilinjalle (lakit, moottoripesät). Keskipitkille tarkkuuskomponenteille edistynyt muotti keskimäärin noin 15 000–30 000 dollaria . Päätös riippuu voimakkaasti tuotantomäärästä: vaikka syvämuovaustyökalut edellyttävät korkeaa alkupääomaa, ne tarjoavat alhaisimman yksikköhinnan määrille, jotka ylittävät 10 000–20 000 osaa vuodessa.
Rakoitus muottityypin mukaan: Edistynyt vs. Linja vs. Pehmeä työkalu
Yksittäinen suurin tekijä, joka vaikuttaa autoteollisuuden leikkuutytöjen valmistuskustannuksiin, on valittu valmistusteknologia. Insinöörien on tasapainotettava työkalukustannukset vastaan odotettu tuotantonopeus ja osien määrä.
Edistysdie (Progressive Dies) (15 000–60 000 $ tai enemmän)
Edistysdie ovat autoteollisuuden työnhevosen roolissa pienille ja keskisuurille rakenteellisille osille, kuten kiinnikkeille, sulkureille ja liittimille. Tässä asennossa metallinauha syötetään yhden die:n läpi useilla asemilla – leikkaamalla, taivuttamalla ja muotoilemalla osaa peräkkäisissä vaiheissa jokaisella puristimen iskulla.
Alan valmistajien, kuten Bazz Houstonin, mukaan edistysdien keskimääräinen hinta on noin $30,000. Tämä hinta voi laskea 15 000 $:iin yksinkertaisemmille geometrioille tai ylittää 60 000 $:n monimutkaisemmille osille, joissa vaaditaan tiukkoja toleransseja. Vaikka alkuperäinen hinta on merkittävä, edistysdie:t ovat erittäin tehokkaita ja voivat usein toimia nopeudella 60–100+ iskua minuutissa, mikä laskee kappalehinnan senteihin.
Siirto- ja linjakuviot ($100 000 – $1 000 000+)
Suurille auton koripaneeleille (luokan A pinnat) kuten ovet, moottoriluukut ja vetäimet, edistyskuviot eivät yleensä sovellu osan koosta ja vaaditun muovauksen monimutkaisuudesta johtuen. Sen sijaan valmistajat käyttävät linjakuvoja tai siirtokuvoja.
Oikean maailman hankintatiedot osoittavat, että yhden muotin (ensimmäinen vaihe vetäimen muovaamisessa) hinta on usein välillä $250 000 ja $500 000 . Kuitenkin valmis paneeli vaatii kokonaisen kuviolinjan — vetäys-, leikkaus-, reunaus- ja porauskuviot — mikä nostaa kokonaispaketin hinnan välille $500 000 ja $1 000 000 . Nämä kuviot vaativat suuria valugrafiitteja, laajaa CNC-jyrsintää ja manuaalista viimeistelyä (tarkistusta) varmistaakseen täydellisen pintalaadun.
Ohuttyökalut ja prototypointi ($3 000 – $15 000)
Pieniin tuotantomääriin (alle 5 000 osaa) tai prototyppien valmistukseen "pehmeä työkalutus" tarjoaa budjetinystävällisen vaihtoehdon. Näissä muotteissa käytetään usein yksittäisiin iskuihin tarkoitettuja työkaluja tai halvempia, esikovettettuja teräksiä kestävän karbidin sijaan. Kustannukset voivat olla niin alhaiset kuin $3,000yksinkertaisille leikkaustyökaluille. Vaikka pehmeä työkalutus kuluminen nopeammin ja vaatii enemmän käsityötä per osa, se mahdollistaa valmistajille suunnitelmien testaamisen sitoutumatta satatuhansien luokan investointiin.
Kustannuksia määräävät tekijät: materiaalit, monimutkaisuus ja määrä
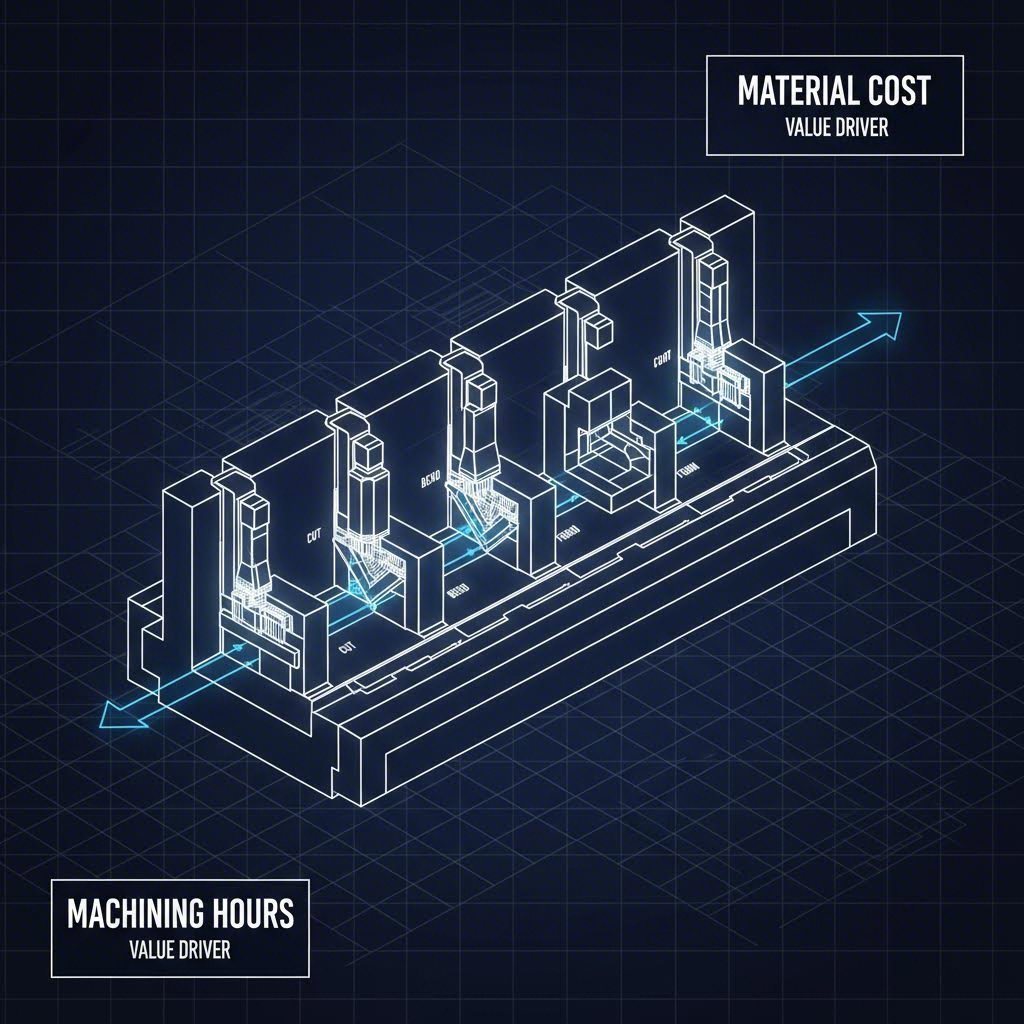
Hintaan vaikuttavien tekijöiden ymmärtäminen mahdollistaa hankintapäälliköille pyyntöjensä arvomitoituksen. Autoteollisuuden painomuotin kokonaiskustannukset muodostuvat yleensä kolmesta pääosasta: materiaalista, koneistuksesta ja validoinnista.
- Muottiteräs (20–40 % kokonaiskustannuksista): Muotin rakentamiseen käytetty teräs on merkittävä kustannuserä. Suurille autoteollisuuden sarjatuotantomäärille (500 000+ iskua) työkalutekijät käyttävät huippuluokan laatuja kuten SKD11 tai kovametallia, jotka ovat kalliita mutta kulutuksenvastaisia. Lyhyempiä tuotantosarjoja varten voidaan käyttää halvempia seoksia, kuten Cr12MoV, joiden avulla kustannuksia voidaan pienentää, vaikka ne vaativat useammin teroitusta.
- Koneenpito ja monimutkaisuus (30–50 % kokonaiskustannuksista): Jokainen osan ominaisuus – jokainen reikä, kiinnike ja kaarevuussäde – vaatii vastaavan aseman muotissa. Monimutkaisuuden lisääminen kasvattaa tarvittavia tuntimääriä CNC-koneenpitoon ja langalle sähköeroskoneeseen (Wire EDM). Muotti, jossa on 15 asettaa, maksaa merkittävästi enemmän kuin viidellä asemaa varustettu, pelkästään koneenpitotuntien vuoksi.
- Kokeilu ja validointi (10–15 % kokonaiskustannuksista): "Kokeilu"-vaiheessa muottia testataan puristimessa varmistamaan, että se tuottaa osia teknisille vaatimuksille. Tämä on erittäin tärkeää autojen osille, joissa vaaditaan suurta tarkkuutta. Jos muotti ei pysty pitämään toleranssia kokeiluvaiheessa, se edellyttää kalliita manuaalisia korjauksia.
Strateginen hankinta ja tuotantonopeus
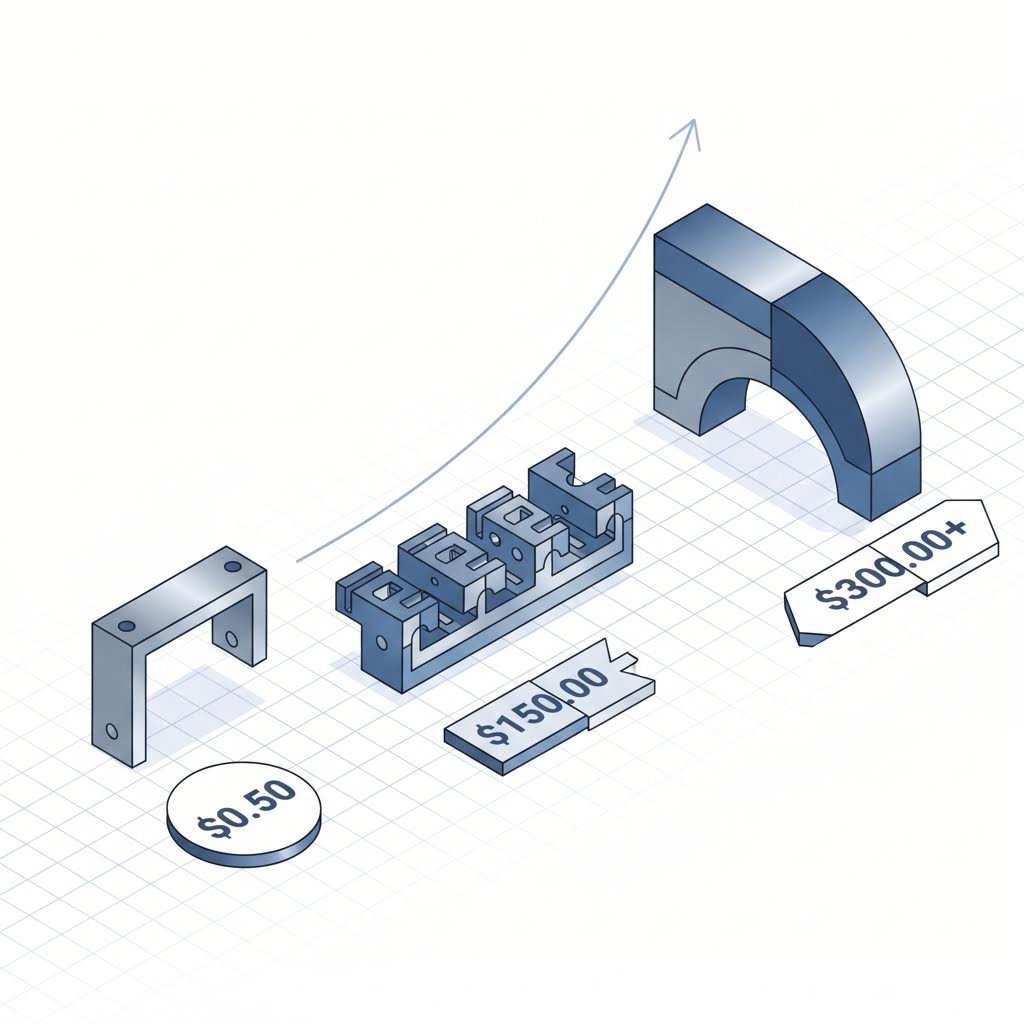
Metallin painamisen taloudellisuus määräytyy "kannattavuuden kriittisen pisteen" perusteella. Painaminen on harvoin kustannustehokasta, jos määrä on alle 2 000 yksikköä, koska työkalujen poistot lisäävät liikaa kappalekohtaista hintaa. Näissä pienemmissä erissä laserleikkaus tai puristusmuovaus ovat usein parempia vaihtoehtoja.
Kun tuotantomäärä kuitenkin ylittää vuosittain 10 000–20 000 yksikköä, kiinteän muottien sijoitus maksaa itsensä nopeasti takaisin. Esimerkiksi 30 000 dollarin edullinen edistyvä muotti saattaa vähentää kappalehinnan 5,00 dollarista (laserleikattu) 0,50 dollariin (painettu). 20 000 kappaleessa säästöt (90 000 dollaria) peittävät helposti alkuperäiset työkalukustannukset.
Valmistajille, jotka etsivät kumppania, joka pystyy hallitsemaan tämän siirtymän, Shaoyi Metal Technology tarjoaa strategisen edun. IATF 16949 -sertifikaatin ja jopa 600 tonnin painokapasiteetin avulla he yhdistävät nopean prototyypityksen ja suurten sarjojen massatuotannon. Heidän kykynsä suunnitella kustannustehokkaita työkaluratkaisuja auttaa automerkit siirtymään suunnittelun validoinnista laajamittaiseen valmistukseen tiukasti noudattaen globaaleja standardeja.
Piilotetut kustannukset: Huolto ja logistiikka
Muottien hankintahinta ei ole lopullinen kustannus. Autoteollisuuden vaivatustarvikkeet vaativat jatkuvaa huoltoa osien laadun ylläpitämiseksi. Terävöityminen ja shimmaus ovat tavallisia kustannuksia, jotka arvioidaan yleensä muotin arvon 5–10 %:ksi vuodessa käytön intensiivisuudesta riippuen. Tämän huollon laiminlyönti johtaa osiin syntymään reunuksiin ja mahdollisesti katastrofaaliseen muotin rikkoutumiseen.
Logistiikka on myös merkittävässä osassa, erityisesti ulkomaisen työkalutuotannon yhteydessä. Vaikka Aasian markkinat tarjoavat usein muotteja 30 % edullisemmin kuin länsimaiset vastapuolet, raskaiden työkaluterästen (usein useita tonneja painavia) kuljetus aiheuttaa merkittäviä kustannuksia ja pidentää toimitusaikaa. Lisäksi, jos muotin jälkikäteen vaatii muutoksia, paikallisen tuen puute voi johtaa kalliiseen käyttökatkoon.

Johtopäätös: Budjetin ja suorituskyvyn tasapainottaminen
Autoteollisuuden leikkurimuottien budjetointi edellyttää selvää ymmärrystä välillä heti alkuvaiheessa tehtävän pääomakustannuksen (CapEx) ja pitkän aikavälin toimintakustannusten (OpEx) välillä. Vaikka 30 000 dollarin edullinen muotti tai 500 000 dollarin vinosäärömoukari voi aluksi tuntua kalliilta, nämä työkalut ovat ainoita elinkelpoisia vaihtoehtoja saavuttaa massatuotantoon tarvittavat matalat yksikkökustannukset.
Menestys perustuu vuosittaisen tuotantomäärän tarkan ennakoimiseen ja oikean työkaluluokan – pehmeän, edistyneen tai siirtotyökalun – valintaan tuotteen elinkaaren mukaan. Huomioimalla materiaaliluokat, monimutkaisuuden ja kunnossapidon jo suunnitteluvaiheessa insinöörit ja ostajat voivat estää budjettiylitykset ja varmistaa ongelmattoman käynnistyksen.
Usein kysytyt kysymykset
1. Kuinka paljon metallin painoprosessiin käytetty muottikaava maksaa keskimäärin?
Tyypillinen edistyneeseen painoon tarkoitettu muotti keskikokoisille auto-osille vaihtelee 15 000–30 000 dollaria . Kustannukset vaihtelevat kuitenkin laajasti: yksinkertaiset prototyyppityökalut voivat olla jo 3 000 dollarin luokkaa, kun taas monimutkaiset Class-A runko-osien muotit ylittävät usein 500 000 dollaria.
2. Mikä on ero leikkuumuotin ja metallin painamisen välillä?
Leikkuumuotin viitataan yleensä pehmeämpien materiaalien (kuten tiivistysten, kankaiden tai ohuiden kalvojen) leikkaamiseen teräsraakamuotilla, joka toimii kuin pullonmuotti. Metallin painaminen on suuritehoinen teollinen prosessi, jossa käytetään kovettua teräsmuotteja leikkaamisen lisäksi myös muotoiluun, vetämiseen ja taivutukseen levyä monimutkaisiksi 3D-muodoiksi.
3. Miksi autoteollisuuden työkalut ovat niin kalliita?
Hinta heijastaa tarkkaa konetekniikkaa, korkealaatuisia työkaluteräksiä ja laajaa koneen käyttöaikaa, joka tarvitaan muottien valmistamiseen. Autoteollisuuden muottejen on kestettävä miljoonia iskukertoja samalla kun ne säilyttävät mikrometrin tarkkuuden, mikä edellyttää vankkaa rakennetta ja kalliita materiaaleja, kuten karbidia tai SKD11-terästä.