 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Mitä kukaan ei kerro sinulle palvelukoneistuskustannuksista ja aikatauluista
Palvelukoneistuksen ymmärtäminen ja sen merkitys
Oletko koskaan miettinyt, miksi jotkut valmistajat investoivat miljoonia laitteisiin, kun taas toiset tuottavat identtisiä osia ilman, että heillä olisi yhtään omaa konetta? Vastaus piilee palvelukoneistuksessa – strategisessa lähestymistavassa, joka muokkaa yritysten ajattelua tuotannosta.
Mitä palvelukoneistus todellisuudessa tarkoittaa valmistajille
Palvelukoneistus viittaa tarkkuusvalmistuksen ulkoistamiseen erikoistuneisiin ulkoisiin laitoksiin, joissa on edistynyttä CNC-teknologiaa. Sen sijaan, että yritykset ostaisivat kalliita laitteita ja palkkaisivat taitavia käyttäjiä, ne tekevät yhteistyötä erityisesti koneistukseen keskittyvien palveluntarjoajien kanssa, jotka hoitavat tuotantoprosessin alusta loppuun.
Ajattele asiaa näin: tarvitset tarkkuuskomponentteja, mutta sinun ei välttämättä tarvitse omistaa tehdasta. Technavion teollisuustutkimusten mukaan koneistuspalvelumarkkinoiden ennustetaan kasvavan 17,4 miljardia dollaria vuosien 2023 ja 2028 välillä, mikä vastaa 4,5 %:n yhdistettyä vuosittaista kasvua. Tämä kasvu heijastaa perustavanlaatuista muutosta valmistusstrategiassa – yritykset ymmärtävät yhä paremmin, että ulkoiset kumppanit voivat tarjota parempia tuloksia ilman pääomasijoitusten taakkaa.
Kun etsit "cnc-konepajaa lähellä minua" tai tutkit cnc-tarkkuuskoneistuspalveluita, olet itse asiassa etsinyt juuri tällaisia erikoistuneita kumppaneita. Olitpa aloittava startup, joka prototyypittää ensimmäistä tuotettaan, tai vakiintunut valmistaja, joka laajentaa tuotantoaan, palveluntarjoajat tarjoavat samanlaista korkealaatuista tuotosta kuin sisäiset toiminnot.
Perusero outsourcattujen ja sisäisten koneistusten välillä
Näiden lähestymistapojen välinen ero liittyy omistukseen ja vastuuseen. Sisäisessä koneistuksessa sinun on kantava koko vastuu laitteiden hankinnasta, huoltosuunnitelmista, käyttäjien koulutuksesta ja laadunvarmistustodistuksista. Ulkoistetut kumppanit ottavat nämä taakat kokonaan itselleen.
Harkitse, mitä sisäiset toiminnot todellisuudessa vaativat:
- Merkitsevää alkuinvestointia cNC-koneita varten, joiden hinta vaihtelee kymmenistä tuhansista miljooniin dollareihin
- Jatkuvia huoltokustannuksia jotka kertyvät ajan myötä ja joita varten tarvitaan erikoistuneita teknikkoja
- Taitoiset operaattorit jotka saavat korkeaa palkkaa ja joita on koulutettava jatkuvasti
- Laatuvarmenteet kuten ISO 9001, joka vaatii tiukkaa dokumentointia ja tarkastuksia
Palvelukoneistus poistaa nämä vaatimukset. Jose-konepaja tai mikä tahansa pätevä palveluntarjoaja on jo tehnyt nämä investoinnit. He pitävät huolta uusimmasta laitteistosta, työllistävät kokemuksellisia koneistajia ja ovat saaneet teollisuuden vaatimat todistukset. Sinä hyödynnät yksinkertaisesti heidän kykyjään tarpeen mukaan.
Miksi yritykset eri aloilta – avaruusteollisuudesta lääketieteellisiin laitteisiin – luottavat ulkoisiin koneistuspalveluntarjoajiin? Arvopropositiota on vakuuttava. Korkean tarkkuuden koneistuspalvelut tarjoavat sinulle pääsyn moniakseliseen CNC-koneistuslaitteistoon, kokemukseen varustettuihin käyttäjiin ja vakiintuneisiin laatuun liittyviin järjestelmiin ilman, että pääoma sitoutuu. Monet Kalifornian ja muiden valmistuskeskusten konepajat erikoistuvat tiettyihin aloihin ja tarjoavat asiantuntemusta, jota kestäisi vuosia kehittää sisäisesti.
Tämä joustavuus osoittautuu erityisen arvokkaaksi, kun projektivaatimukset vaihtelevat. Sen sijaan, että pitäisit laitteistoja työskentelemättä hitaiden kausien aikana tai yritäisit kiireellisesti lisätä kapasiteettia kysynnän huippujen aikana, ulkoistaminen mahdollistaa tuotannon skaalauksen sujuvasti. Se on strateginen etu, joka pitää sinut keskitettyinä siihen, mistä olet parhaimmillaan – tuotteiden suunnitteluun, asiakaspalveluun ja liiketoiminnan kasvattamiseen.
CNC-koneistusprosessien tyypit ja niiden sovellukset
Kun teette yhteistyötä palvelukonepuruuntajayrityksen kanssa, ette saa vain käyttöön koneita – saatte käyttöön laajan valikoiman valmistusprosesseja. Mutta tässä on haaste: miten tiedätte, mikä prosessi sopii projektianne? Millin, kääntämisen ja erikoistettujen menetelmien välisten erojen ymmärtäminen auttaa teitä viestimään tehokkaasti konepuruuntajayrityksenne kanssa ja tekemään perusteltuja päätöksiä osienne suhteen.
CNC-jyrsintä selitetty
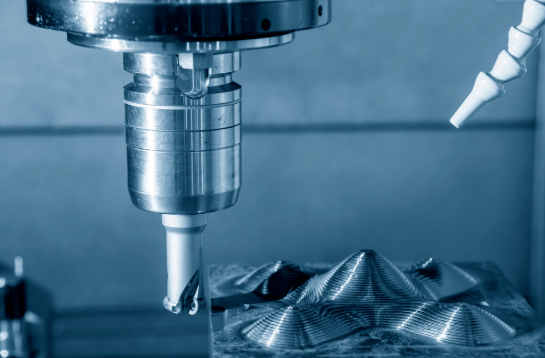
Kuvitelkaa pyörivä leikkuutyökalu, joka liikkuu paikallaan olevan työkappaleen yli, poistaa materiaalia kerros kerrokselta . Tämä on CNC-millaus toiminnassa. Toisin kuin muissa prosesseissa, joissa osa pyörii, millausta tehdessä työkappale pysyy paikallaan, kun usean leikkuupisteen työkalut tekevät työtä useilla aksелеilla.
Tämä lähestymistapa on erinomainen monimutkaisten kolmiulotteisten muotojen valmistamiseen, jotka olisivat mahdottomia yksinkertaisemmillä menetelmillä. 3ERP:n valmistustutkimuksen mukaan millauskoneet voivat toimia 3-, 4- tai 5-akselisesti, ja jokainen lisäakseli avaa uusia geometrisia mahdollisuuksia.
Mikä tekee porauskoneistamisesta erityisen monikäyttöisen? Harkitse näitä yleisiä sovelluksia:
- Tasaiset pinnat ja tahkot —pintaporaus luo tarkat vaakatasoiset pinnat työkappaleiden yläpuolelle
- Kuput ja ontelot —taskuporaus poistaa materiaalia sisäosista, luoden syvennettyjä piirteitä
- Uurat ja urat —reunaporaus leikkaa kanavia osien reunoille hallitulla syvyydellä
- Monimutkaiset 3D-muodot —palloperäiset päätyporanterät seuraavat orgaanisia kaaria muotteihin ja prototyyppeihin
- Kulmassa olevat piirteet —kärkiporaus- ja kulmaoperaatiot luovat vinot reunat
Kun tutkit viisisiivuisen CNC-koneistamispalvelun tarjoajia, olet etsinyt edistyneintä saatavilla olevaa porauskoneistamiskykyä. Nämä koneet voivat kallistaa työkalua tai pöytää, jolloin ne pääsevät käsiksi alapuolisiin osiin ja monimutkaisiin pintoihin yhdessä asennuksessa. Suurten osien CNC-koneistamiseen tai monimutkaisiin ilmailukomponentteihin viisisiivuiset CNC-palveluntarjoajat tarjoavat tarkkuutta, jota yksinkertaisemmat asetukset eivät voi saavuttaa.
Kun kierretyminen ylittää porauskoneistamisen
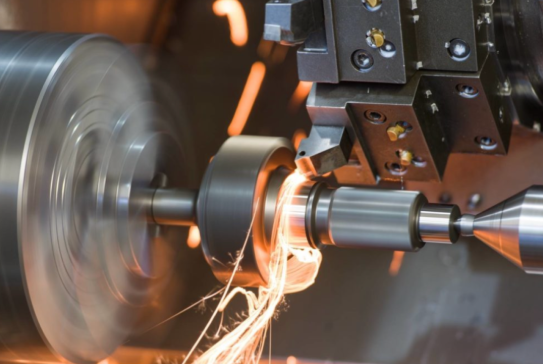
Käännä nyt scripti. CNC-kääntötyössä työkappale pyörii nopeasti, kun taas paikallaan pysyvä yksipisteinen leikkuutyökalu muokkaa sen pintaa. Tämän liikkeen kääntäminen aiheuttaa perustavanlaatuisen eron siinä, mikä kummassakin prosessissa on parhaiten suoritettavissa.
Kuulostaa yksinkertaiselta? Niin se on – ja tämä yksinkertaisuus kääntyy tehokkuudeksi. Kääntötoimenpiteet ovat luonnostaan nopeampia lieriömäisille komponenteille, koska pyörivä liike tuottaa luonnollisesti pyöreitä profiileja. Jos osasi näyttää akselilta, pinnalta, palasta tai kierreputkelta, kääntö on melko varmasti paras vaihtoehtosi.
Tässä tilanteissa kääntö on tehokkaampi kuin poraus:
- Sylinterimäisiä ja kartiomaisia muotoja —pyörivä työkappale tuottaa luonnollisesti pyöreitä profiileja erinomaisella keskitarkkuudella
- Suurten erien valmistus —tangontarjoimet mahdollistavat jatkuvan konepuruamisen vähällä käyttäjän väliintulolla
- Ulkoisia ja sisäisiä kierrekierteitä —kierteiden tekeminen integroituu saumattomasti kääntösykleihin
- Tiukat pyöryystoleranssit —prosessi säilyttää vakiot halkaisijat pitkillä osilla
- Kustannusarviointiin herkät hankkeet —yksinkertaisemmat työkalut ja nopeammat kierroksiaika vähentävät kustannuksia osaa kohden
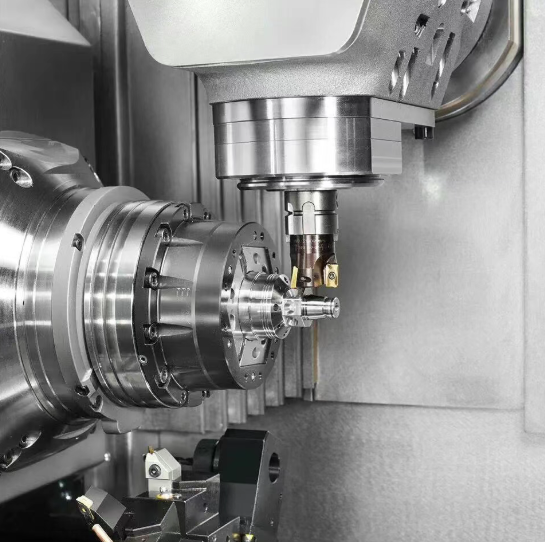
Modernit CNC-kääntökeskukset hämärtävät prosessien välisiä rajoja. Monissa on nyt myös pyörivää työkaluvarustusta – pyöriviä työkaluja, jotka voivat suorittaa poraus- ja jyrsintätoimintoja, kun työkappale on edelleen kiinnitetty kääntöpöydän kiinnikkeeseen. Tämä hybridikyky tarkoittaa, että yhdellä koneella voidaan porata poikkiporeja, jyrsiä tasapintoja tai leikata avainurkkoja ilman, että työkappale on siirrettävä erilliseen asennukseen.
Jos osien CNC-koneistusprojektit yhdistävät pyöreitä ja prismaattisia ominaisuuksia, kysy palveluntarjoajaltasi mill-turn-kyvyistä. Nämä hybridikoneet voivat merkittävästi lyhentää toimitusaikoja ja parantaa mittojen tarkkuutta poistamalla useita asennuksia.
Erityisprosessit monimutkaisille geometrioille
Mitä tapahtuu, kun perinteiset leikkaustyökalut eivät pääse käsiksi tarvitsemaasi muotoon? Tällöin erityisprosesseja, kuten sähköiskukoneistusta ja tarkkaa hiomista, käytetään ratkaisuna.
Sähköisen laskutusmallin (EDM) käyttö poistaa materiaalia ohjattujen sähkökäryjen avulla eikä fyysisen leikkauksen avulla. Lähteessä OpenLearnin tekninen dokumentaatio eDM toimii kaikissa sähköä johtavissa materiaaleissa riippumatta niiden kovuudesta – mikä tekee siitä ideaalin valinnan kovennettujen työkaluterästen ja eksotiikkojen seosten käsittelyyn, jotka tuhoaisivat perinteiset leikkuutyökalut.
EDM loistaa tietyissä sovelluksissa:
- Pienet reiät korkealla suhteella pituus–halkaisija —langa-EDM voi luoda aukkoja jopa 0,05 mm:n kokoisia
- Monimutkaiset muottityökalujen kammiot —syöttö-EDM muotoilee tarkkoja muottipintoja ilman teräspätkiä
- Kovennetut materiaalit —kipinäeroosio ei ota huomioon lainkaan materiaalin kovuutta
- Terävät sisäkulmat —saavuttaa säteitä jopa 0,4 mm:n päässä, joita leikkuutyökalut eivät pysty saavuttamaan
Kompromissi? EDM toimii hitaammin kuin perinteinen koneistus, ja metallin poistuminen tapahtuu yleensä kuutiosenttimetreinä tunnissa. Lisäksi se jättää uudelleen sulautuneen kerroksen, jonka paksuus on 0,0025–0,15 mm, ja tämä kerros saattaa vaatia poistamista kulumakriittisissä sovelluksissa.
Tarkka jyrsintö käyttää kovia kierroksia pinnanlaadun ja tarkkuuden saavuttamiseen, joka ylittää leikkaustyökalujen mahdollisuudet. Kun projektisi vaatii peilikirkkaita pintoja tai mikrometrin tarkkuutta, hiominen muodostuu välttämättömäksi.
Yritykset kuten Odyssey Machining ja muut erikoistuneet palveluntarjoajat yhdistävät usein useita prosesseja peräkkäin – esimerkiksi karkean käsittelyn poraus- tai jyrsintäkoneella, viimeistelyn hiomalla ja tarkkojen yksityiskohtien valmistuksen EDM-koneella. Tämä integroitu lähestymistapa tarjoaa kunkin menetelmän parhaat ominaisuudet samalla kun kokonaistuotantoaika minimoidaan.
Näiden prosessien erojen ymmärtäminen auttaa sinua yhteistyössä konepistokumppanisi kanssa tehokkaammin. Kun voit selittää, tarvitseeko osasi jyrsintäjoustavuutta, kiertokoneen tehokkuutta vai erikoistunutta tarkkuutta, saat tarkemmat tarjoukset ja nopeamman toimitusajan.
Materiaalivalintaa varten tarkoitettu opas koneistettaville komponenteille
Olet valinnut koneistusprosessisi. Nyt tulee yhtä tärkeä päätös: mistä materiaalista osasi valmistetaan? Tämä valinta vaikuttaa kaikkiin projektisi näkökohtiin – koneistusajasta ja työkalujen kulumasta lopullisen osan suorituskykyyn ja kokonaishintaan saakka. Tee oikea valinta, ja saat komponentit, jotka ylittävät odotukset. Tee väärä valinta, ja kohtaat viivästyksiä, budjettiylijäämiä tai osia, jotka epäonnistuvat käytössä.
Tässä on mikä tekee materiaalinvalinnasta haastavan tehtävän: se on aina kompromissi. Tops Best Precisionn valmistustutkimusten mukaan pehmeät metallit, kuten alumiini ja messinki, ovat erinomaisia koneistettavia, mutta niillä saattaa puuttua lujuus ja kestävyys. Sen sijaan vaikeammin koneistettavat materiaalit, kuten titaani ja ruostumaton teräs, tarjoavat korkeampaa lujuutta, korrosionkestävyyttä ja kestävyyttä.
Käymme läpi vaihtoehtosi, jotta voit tehdä perustellun päätöksen omalle alumiinikuppin CNC-moottorit palvelut tai muille materiaalivaatimuksillesi.
Alumiiniseokset kevyen suorituskyvyn saavuttamiseksi
Kun valmistajat tarvitsevat osia nopeasti ilman laadun vaipumista, alumiini on usein ensimmäinen valinta. Alumiinin koneistettavuusarvo on 90–95 % verrattuna messinkiin, joten alumiinin koneistuspalvelut tarjoavat nopeat toimitusajat ja erinomaiset pinnanlaadut.
Miksi alumiinia voidaan koneistaa niin hyvin? Sen korkea lämmönjohtavuus mahdollistaa lämmön nopean poistumisen leikkuualueelta, mikä mahdollistaa nopeammat koneistusnopeudet ilman työkalujen elinikään kohdistuvaa haittaa. Ethereal Machinesin materiaalivalintasuuntajan mukaan alumiini 6061 tarjoaa tasapainon lujuuden ja koneistettavuuden välillä ja on monikäyttöinen esimerkiksi auto- ja kuluttajatuotteissa.
Yleisimmät alumiiniseokset, joita kohtaat alumiinista tehtävien CNC-jyrsintäpalveluiden tarjouksissa, ovat:
- 6061-T6 — yleiskäyttöön tarkoitettu työhevonen-seos, joka tarjoaa hyvää lujuutta, hitsattavuutta ja korrosionkestävyyttä
- 7075-T6 — korkeampi lujuus, joka lähestyy joitakin teräksiä, ja joka on ideaalinen ilmailun rakenteellisiin komponentteihin ja korkean rasituksen sovelluksiin
- 2024-T3 —erinomainen väsymisvastus ilmalaivojen kotelon ja rakenteellisten osien valmistukseen
- 5052—ylivoimainen korrosiovastus merikäyttöön ja kemialliseen käsittelyyn
Kompromissi? Alumiinin alhaisempi kovuus tarkoittaa, että sitä ei voida käyttää erittäin kovien kulutusvaatimusten tai korkean lämpötilan sovelluksissa. Näihin tilanteisiin tarvitaan terästä tai eksotisia seoksia.
Teräs- ja ruostumatonta terästä koskevat vaihtoehdot kestävyyden varalta
Kun lujuus ja kestävyys ovat tärkeämpiä kuin paino, teräslajit muodostavat ensisijaiset materiaalivalintanne. Kuitenkin teräksen perhe kattaa laajan suorituskykyalueen — samoin kuin sen koneistettavuus.
Hiili- ja seosjouseteräkset (kuten 1018, 4140 ja 4340) tarjoavat kohtalaisen tasapainon lujuuden ja koneistettavuuden välillä. Niiden arvosana on noin 70 %, mikä tekee niistä huomattavasti vaikeammin leikattavia kuin alumiinia, mutta ne ovat silti käsiteltävissä standardityökaluilla. Nämä materiaalit soveltuvat erinomaisesti rakenteellisiin komponentteihin, koneenosien valmistukseen ja hammaspyörille, joissa lujuus oikeuttaa lisäkoneistusajan.
Rosteeton teräs esittävät eri haasteen. Materiaalitutkimusten mukaan esimerkiksi laadut 304 ja 316 ovat koneistettavuudeltaan vain 30–40 prosenttia. Miksi niitä on niin vaikea koneistaa? Ruostumaton teräs kovettuu työstön aikana – eli se muuttuu kovemmaksi leikatessa. Tämä vaatii hitaampia leikkausnopeuksia, jäykempiä kiinnitysasetelmia ja useammin työkalujen vaihtoa.
Vaikka ruostumattoman teräksen koneistaminen aiheuttaa haasteita, sen ominaisuudet oikeuttavat vaivannäön tietyissä sovelluksissa:
- 304 rostiton —yleiskäyttöinen korrosionkestävyys elintarviketeollisuuden, arkkitehtonisten ja kemiallisten sovellusten käyttöön
- 316 ruostumaton —erinomainen korrosionkestävyys merenkulku-, lääketieteellisiin ja lääketeollisuuden ympäristöihin
- 17-4 PH —sademäinen kovettumislaatu, joka tarjoaa korkean lujuuden ilmailu- ja puolustusteollisuuden komponenteille
- 303-ruostumaton —helposti koneistettava laatu, johon on lisätty rikki parantamaan puristusmuodostumien irtoamista ja työkalujen kestoa
Jos projektisi vaatii ruostumatonta terästä, odota pidempiä toimitusaikoja ja korkeampia kustannuksia osaa kohden verrattuna alumiinista tehtävien koneistettavien osien tarjouksiin. Itse materiaali on kalliimpi, koneistus tapahtuu hitaammin ja työkalut kulumassa nopeammin – kaikki nämä tekijät vaikuttavat palveluntarjoajasi hinnoitteluun.
Teknilliset muovit ja harvinaiset materiaalit
Kaikki komponentit eivät välttämättä tarvitse metallia. Teknilliset muovit tarjoavat ainutlaatuisia etuja, kuten kevyempää painoa, kemikaalikestävyyttä ja sähköeristysominaisuuksia. Toisaalta harvinaiset seokset kestävät äärimmäisiä olosuhteita, joissa perinteiset materiaalit epäonnistuvat.
Yleisimmät tekniset muovit koneistettaville komponenteille kuuluvat:
- Delrin (asetaali) —erinomainen koneistettavuus ja erinomainen mitallinen vakaus, mikä tekee siitä ideaalin valinnan hammaspyörille, laakeriin ja mekaanisille komponenteille
- Peek —korkean suorituskyvyn termoplastinen materiaali, joka kestää lämpötiloja jopa 250 °C:seen asti; yleisesti käytetty ilmailussa ja lääketieteellisissä implanteissa
- UHMW —erinomainen kulumiskestävyys ja alhainen kitka kuljetinkomponenteille ja kulumiskiskojen valmistukseen
- Polykarbonaatti —korkea iskunkestävyys ja optinen läpinäkyvyys turvallisuusikkunoille ja suojakansille
Muovikoneet voidaan työstää nopeasti, mutta niissä on otettava huomioon erilaisia seikkoja. Joitakin muoveja voi sulaa tai vääntyä leikkauslämmön vaikutuksesta, kun taas toisia rikkoutuu, jos niitä leikataan liian voimakkaasti. Työstöpartnerin tulee säätää vastaavasti työstönopeuksia, syöttönopeuksia ja jäähdytysstrategioita.
Harvinaiset metalliseokset sijaitsevat spektrin vastakkaisessa päässä – niitä on vaikea työstää, mutta ne ovat välttämättömiä äärimmäisissä ympäristöissä. Primo Medical Group huomauttaa että materiaalit kuten titaani ja muut eksotiset seokset vaativat erityisiä työstömenetelmiä niiden ainutlaatuisien ominaisuuksien – kuten kovuuden, korroosionkestävyyden ja biokompatibiliteetin – vuoksi.
Titaanin työstettävyysluokitus on vain 20–25 %. Sen alhainen lämmönjohtavuus aiheuttaa lämmön kertymisen leikkausalueelle, mikä edellyttää hitaita työstönopeuksia ja erityisesti pinnoitettuja työkaluja. Inconel ja muut nikkeli-päällystetyt superseokset saavuttavat vielä alhaisemman luokituksen, 10–15 %, joten niiden työstössä on varottava erityisen tarkasti työkalujen rikkoutumisen estämiseksi.
Milloin nämä materiaalit oikeuttavat työstön vaikeuden? Titaani esiintyy ilmailurakenteissa, lääketieteellisissä implanteissa ja korkean suorituskyvyn urheiluvälineissä, joissa sen lujuus-massasuhde on ylittämätön. Inconel käytetään lentokoneen moottoriosissa ja ydinsovelluksissa, joissa äärimmäinen kuumuus ja korroosio tuhoaisivat muut materiaalit.
Materiaalivertailu silmäyksellä
Käytä tätä viitetaulukkoa keskustellessasi materiaalivaihtoehdoista palvelutyöstöpalvelun tarjoajasi kanssa:
| Materiaali | Konepellisuusluokitus | Tyypilliset sovellukset | Kustannusten huomioon ottaminen |
|---|---|---|---|
| Messinki c36000 | 100 % (standardi) | Liitososat, sähkökomponentit, koristekovat | Kohtalainen materiaalikustannus, alhaisimmat työstökustannukset |
| Alumiini 6061 | 90-95% | Ilmailu- ja avaruusteollisuus, automaala, elektroniikkakotelot | Alhaiset materiaalikustannukset, nopea koneistus |
| Hiiliteräs 1018 | 70% | Rakenteelliset osat, akselit, koneiden komponentit | Alhaiset materiaalikustannukset, kohtalainen työstöaika |
| Ruostumaton Teräs 304 | 30-40% | Elintarviketeollisuus, lääketiede, meriympäristöt | Korkeammat materiaalikustannukset, hitaampi työstö |
| Titaani 6Al-4V | 20-25% | Ilmailurakenteet, lääketieteelliset implantit, puolustusteollisuus | Korkeat materiaalikustannukset, erityisvälineet vaaditaan |
| Inconel 718 | 10-15% | Lentomoottorit, ydinreaktorit, äärimmäiset ympäristöt | Erittäin korkeat materiaalikustannukset, hitain työstö |
| Delrin (asetaali) | Korkea | Hammaspyörät, laakerit, tarkkuusmekaaniset osat | Kohtalainen materiaalikustannus, nopea koneistus |
| Peek | Kohtalainen | Lääketieteelliset implantit, ilmailu, kemiallinen käsittely | Korkeat materiaalikustannukset, vaatii lämpötilan säädöntä |
Teollisuuden spesifiset materiaali vaatimukset
Alasi todennäköisesti määrittää materiaalivalinnat muun kuin pelkästään suorituskyvyn perusteella. Sääntelyvaatimukset ja sertifiointistandardit rajoittavat vaihtoehtojasi merkittävästi.
Lääketieteellisten laitteiden valmistus vaatii materiaaleja, joiden biokompatibilisuus ja jäljitettävyys on todistettu. Titaani, ruostumaton teräs 316L ja erityispolymeerit kuten PEEK täyttävät FDA:n vaatimukset istutettaville laitteille. Koneistuskumppanisi on säilytettävä dokumentaatio, joka todistaa materiaalin alkuperän ja noudattavan standardeja, kuten ISO 13485.
Lentoteollisuuden sovellukset vaativat sertifioituja seoksia täydellisellä materiaalin jäljitettävyydellä. Et voi käyttää mitä tahansa alumiinia – sen on oltava ilmailulaatua ja siitä on oltava valssaussertifikaatit, jotka dokumentoivat sen kemiallisen koostumuksen ja mekaaniset ominaisuudet. Yleisiä spesifikaatioita ovat muun muassa AMS (Aerospace Material Specifications) ja ASTM-standardit.
Autokomponentit painottavat usein kustannustehokkuutta suorituskyvyn vaatimusten kanssa. Suurten sarjojen valmistus edistää yleensä helposti työstettäviä materiaaleja, kuten alumiinia ja helposti työstettäviä teräksiä, jotta osakustannukset voidaan minimoida samalla kun kestävyysvaatimukset täyttyvät.
Näiden materiaalidynamiikkojen ymmärtäminen auttaa teitä yhteistyössä työstöpartnerin kanssa tehokkaammin. Kun pystytte keskustelemaan työstettävyyden ja suorituskyvyn välisistä kompromisseista, teette parempia päätöksiä siitä, mihin budjettianne kannattaa sijoittaa – ja mihin voidaan säästää.

Kokonaispalvelutyöstöprosessin selitys
Olette valinneet prosessin ja materiaalin. Entä sitten? Monille ensimmäistä kertaa ostaville asiakkaille matka alkuperäisestä kysynnästä valmiiden osien vastaanottoon tuntuu mustalta laatikolta. Mitä tapahtuu, kun lähetätte tiedostonne? Kuinka kauan kutakin vaihetta kestää? Kokonaisprosessin ymmärtäminen auttaa teitä asettamaan realistisia odotuksia ja välttämään kalliita viestintävirheitä.
Tytä ollaan työskentelemässä San Josen konepajassa tai toimittajalla maan toisella puolella, useimmat luotettavat CNC-koneistuslaitokset Kaliforniassa noudattavat samankaltaista rakennettua prosessia. Käymme läpi jokaisen vaiheen, jotta tiedät tarkalleen, mitä voit odottaa.
Valmistele suunnittelutiedostosi lähettämistä varten
Projektisi alkaa heti, kun lähetät suunnittelutiedostot – ja siitä, kuinka valmistelit ne, riippuu tarjouksen tarkkuus ja toimitusaika. Teollisuuden työnkulkuasiakirjojen mukaan tyypillinen kyselypaketti sisältää CAD-mallit, tekniset piirrokset, materiaalimäärittelyt, määrävaatimukset ja toimitusaikataulut.
Mitä tiedostomuotoja konepajat San Josessa, Kaliforniassa, ja muut ammattimaiset laitokset suosivat?
- STEP (.stp, .step) — yleismaailmallinen standardi 3D-mallien vaihtoon, joka on luettavissa melkein kaikilla CAM-ohjelmistoilla
- IGES (.igs, .iges) — vanhempi, mutta laajasti tuettu muoto pinnan ja kappalegeometrian esittämiseen
- DXF/DWG — 2D-piirustustiedostot, jotka ovat välttämättömiä tasaisille osille ja lisämitoituksille
- Alkuperäiset CAD-tiedostot —SolidWorks-, Inventor- tai Fusion 360 -tiedostot säilyttävät koko suunnittelutarkoituksen, kun konepaja käyttää samaa ohjelmistoa
- PDF-piirustukset —merkittyjä 2D-piirroksia, joissa ilmoitetaan tarkkuusvaatimukset, pinnankäsittelyvaatimukset ja erityisvaatimukset
Tässä on jotain, mitä monet ostajat jättävät huomiotta: pelkät 3D-mallit eivät riitä. Kalifornian konepajan tarvitsee mitoitetut 2D-piirrokset, joissa määritellään tarkkuusvaatimukset, pinnankäsittelyvaatimukset ja kriittiset ominaisuudet. 3D-malli kertoo heille, minkämuotoisen osan tehdä; piirros kertoo, kuinka tarkasti sen tulee olla.
Ennen lähettämistä tarkista nämä yleisimmät ongelmat:
- Onko kaikki mitat ilmoitettu selvästi ja sopivilla tarkkuusvaatimuksilla?
- Oletko merkinnyt, mitkä ominaisuudet ovat kriittisiä ja mitkä yleistarkkuuden alaisia?
- Onko materiaalin luokka ilmoitettu täsmällisesti (ei vain ”alumiini”, vaan esimerkiksi ”6061-T6”)?
- Onko pinnankäsittelyvaatimukset ilmoitettu standardien Ra-arvojen avulla?
- Oletko sisällyttänyt tarvittavan määrän ja toimituspäivämäärän?
Tarjouspyyntö- ja tarkistusprosessi
Kun tiedostotne saapuvat, lainahinnan määrittäminen alkaa – ja se on monimutkaisempi prosessi kuin monet asiakkaat ajattelevat. Stecker Machine -yrityksen RFQ-opas kertoo, että kokemukselliset tehdastyöntekijät tarkistavat toimituspaketin alusta lähtien arvioimalla sen toteuttamismahdollisuuksia omien kykyjen ja asiantuntemuksen perusteella.
Mitä tapahtuu tämän tarkistuksen aikana? Insinöörit tutkivat piirustuksianne epäjohdonmukaisuuksien, tiukkojen toleranssien, mahdollisten ongelmakohtien ja valmistusprosessin haasteiden varalta. He etsivät potentiaalisia ongelmia ennen kuin ne muodostuisivat kalliiksi virheiksi.
Parhaat konepuruuntajapalvelujen tarjoajat eivät ainoastaan lainahinnoittele sitä, mitä pyydätte – he esittävät myös parannusehdotuksia. Valmistettavuuden suunnitteluanalyysi (DFM) tunnistaa mahdollisuudet:
- Vähennä kustannuksia materiaalin vaihtoon tai yksinkertaisempaan geometriaan
- Laadun parantamiseen epäkritiikistä ominaisuuksista asetettujen toleranssien säätämällä
- Toimitusaikojen lyhentämiseen valitsemalla prosessin, joka sopii paremmin teidän geometrianne vaatimuksiin
- Mahdollisten vikojen poistamiseen tunnistamalla ohuet seinämät, terävät sisäkulmat tai muut ongelmalliset ominaisuudet
Monimutkaisuus ja määrä määrittävät, miten osia tulisi käsitellä. Tätä tietoa hyödyntäen arvioijat tekevät yhteistyötä insinöörien kanssa ja suorittavat työkalukohtaisia ja toimintakohtaisia aikatutkimuksia. Nämä kiertoaikakuvaukset ohjaavat kaikkea – operaattoreiden kapasiteettia, tarvittavaa laitteistoa ja lopulta sinulle annettavaa tarjoushintaa.
Viralliseen tarjoukseesi sisältyy yleensä:
- Yksikköhinta ja kokonaishinnan hajautus
- Arvioitu toimitusaika tilauksen vahvistuksesta lähtien toimitukseen asti
- Materiaalikustannukset (joskus erikseen lueteltuina)
- Asetusmaksut ja työkaluvaatimukset
- Mahdolliset selventävät huomautukset toleransseista tai teknisistä vaatimuksista
Tuotanto lopulliseen tarkastukseen asti
Kun olet hyväksynyt tarjouksen ja vahvistanut tilauksesi, tuotannon suunnittelu alkaa. Tehtäväsi siirtyy jonoon monimutkaisuuden, materiaalin saatavuuden ja koneiden aikataulutuksen perusteella. Tässä vaiheessa osasi todella saavat alkunsa.
Tuotantovaihe koostuu useista koordinoituista vaiheista:
- Materiaalin hankinta —tehtaan tehdään raaka-ainevarasto, joka vastaa määriteltyä laatuastetta, usein tehtaan todistuksin jäljitettävyyden varmistamiseksi
- CNC-ohjelmointi —insinöörit luovat työkalupolkuja CAM-ohjelmistolla, optimoiden nopeutta, tarkkuutta ja työkalun kestoa
- Koneen asetukset —koneen käyttäjät asentavat kiinnityslaitteet, lataavat työkalut ja kalibroivat koneen erityisesti teidän osaanne
- Ensimmäisen näytteen tuotanto —ensimmäinen osa koneistetaan ja tarkastetaan huolellisesti ennen jatkamista
- Tuotantokierros —kun ensimmäinen näyte on hyväksytty tarkastuksessa, loput osat koneistetaan
- Prosessin aikana tehtävät laadunvalvontat —käyttäjät tarkistavat kriittiset mitat koko tuotantokierroksen ajan
- Toissijaiset toiminnot —tarvittaessa osat käsitellään esimerkiksi terävien reunojen poistolla, pinnankäsittelyllä tai lämpökäsittelyllä
- Lopullinen tarkastus —valmiit osat mitataan teidän määrittelyjenne mukaisesti kalibroitujen mittalaitteiden avulla
- Pakkaus ja kuljetus —osat suojataan asianmukaisesti ja toimitetaan vaadittavin dokumentein
Laatutarkastukset suoritetaan jatkuvasti, ei ainoastaan tuotannon lopussa. Ensimmäisen näytteen tarkastus on erityisen tärkeä – tässä vaiheessa havaitaan mahdolliset ohjelmointivirheet, asennusongelmat tai suunnitteluvirheet ennen kuin materiaalia tuhlataan koko tuotantosarjan valmistamiseen.
Kokonaisprosessi yleiskatsauksena
Alusta loppuun – tässä on tyypillinen matka, jonka projektisi kulkee ammattimaisen konepuruutuspalvelun tilalla:
- Suunnittelun toimittaminen —toimitat CAD-tiedostot, piirukset ja tekniset vaatimukset
- Tarjouksen laatiminen —insinöörit arvioivat toteuttamismahdollisuutta ja laativat tarjouksen
- Suunnittelun tarkastus ja DFM —mahdollisia parannuksia tunnistetaan ja niistä keskustellaan
- Tilauksen vahvistus —hyväksyt tarjouksen ja annat ostolupauksen
- Tuotannon aikataulutus —tehtäväsi siirtyy jonoon toimitusaikasitoumusten mukaan
- Materiaalin hankinta —raaka-aineet hankitaan määrittelysi mukaisesti
- Koneenpito-operaatiot —CNC-koneet muuntavat raaka-aineen valmiiksi osiksi
- Tarkastus ja laadunvalvonta —osat tarkistetaan mittojen ja laatuvaatimusten mukaisiksi
- Lähetys ja toimitus —valmiit osat saapuvat tilaajan toimipaikkaan asiakirjoineen
Tämän työnkulun ymmärtäminen auttaa sinua suunnittelemaan projektejasi tehokkaammin. Tiedät, milloin odottaa päivityksiä, mitä tietoja tehdas tarvitsee kussakin vaiheessa ja miten välttää viivästykset, jotka voivat siirtää toimituspäivää.
Nyt kun olet ymmärtänyt prosessin, seuraava looginen kysymys on: kuinka paljon kaikki tämä itse asiassa maksaa? Useat tekijät vaikuttavat palvelukoneistuskustannuksiin tavalla, joka ei ole heti ilmeinen – ja niiden tunteminen auttaa sinua suunnittelemaan fiksummin ja budjetoida tarkemmin.
Mitkä tekijät vaikuttavat palvelukoneistuskustannuksiin
Tässä on se, mitä useimmat tarjoajat eivät kerro teille suoraan: koneistettujen osien hinta riippuu päätöksistä, joita te voitte vaikuttaa. Materiaalin valinta, tarkkuusvaatimukset, pinnankäsittelyvaatimukset ja tilausmäärä vaikuttavat kaikki lopulliseen laskuunne – joskus jopa merkittävästi. Näiden muuttujien ymmärtäminen antaa teille ohjausaseman projektien budjetointiin ja toimittajien kanssa käytäviin neuvotteluihin.
Unionfab:n kattavan kustannusrakenteen mukaan CNC-koneistuskustannukset vaihtelevat huomattavasti osan geometrian, materiaalin valinnan, koneistusstrategian, tarkkuusvaatimusten ja tuotantomäärän mukaan. Tarkastellaan jokaista tekijää, jotta voitte tehdä perustellut päätökset ennen seuraavan tarjouspyynnön lähettämistä.
Miten materiaalin valinta vaikuttaa budjettiinne
Materiaalin valintanne vaikuttaa kaikkiin kustannusluokkiin – raakamateriaalin hintaan, koneistusaikaan, työkalujen kulumiseen ja jopa kuljetuspainoon. Tee viisaasti valinta, ja optimoitte arvon. Tee huonosti valinta, ja maksatte lisämaksuja, jotka eivät paranna tuotettaanne.
Ota huomioon pelkästään raaka-ainekustannukset. Teollisuuden hintatietojen mukaan materiaalit kuuluvat eri kustannustasoihin:
- Alhaiset kustannukset ($) —Alumiini ja PMMA (akryyli) tarjoavat edullisimman lähtöpisteen
- Kohtalaiset kustannukset ($$) —POM, PTFE, nyloni ja komposiittimateriaalit kuten FR4
- Korkeammat kustannukset ($$$) —Kupari, messinki, pronssi, teräs, ruostumaton teräs ja tekniset muovit kuten PC ja ABS
- Premium-kustannukset ($$$$$) —Magnesium, titaani, PEEK ja tekniset keraamit
Raaka-aineiden hinta kertoo kuitenkin vain osan tarinasta. Bay Area -alueen konepajassa otetaan huomioon myös koneistettavuus – kuinka nopeasti ja helposti materiaalia voidaan leikata. Alumiinia voidaan koneistaa 3–4 kertaa nopeammin kuin ruostumatonta terästä. Tämä nopeusero kääntyy suoraan alhaisemmiksi työvoima- ja koneaikakustannuksiksi.
Tässä on käytännön johtopäätös: älä määritä titaania, kun alumiini täyttää vaatimuksesi. Älä oletusarvoisesti valitse ruostumatonta terästä, kun hiiliteräs tarjoaa riittävän korrosiosuojan. Jokainen liiallinen spesifikaatio lisää kustannuksia ilman, että se lisäisi arvoa sovellukseesi.
Toleranssin ja kustannusten suhde
Tiukemmat toleranssit ovat aina kalliimpia – mutta suhde ei ole lineaarinen. Fictivin valmistussuunnittelututkimuksen mukaan suunnittelut, jotka kuuluvat "vähiten vaivaa vaativaan" toleranssialueeseen, käyttävät ISO 2768 -normin keskitasoisia toleransseja, mikä edustaa hyvää tasapainoa sitä, mitä voidaan saavuttaa helposti standardilla CNC-koneella, ja sitä, mitä funktionaalisten osien valmistukseen vaaditaan.
Miksi tiukat toleranssit nostavat kustannuksia? Useat tekijät kertyvät yhteen:
- Hitaammat koneistusnopeudet —tarkkuuden saavuttaminen vaatii huolellisia ja harkittuja leikkauksia eikä aggressiivista materiaalin poistoa
- Lisätoimenpiteet —piirteet saattavat vaatia karkean esikäsittelyn ja erillisen tarkkuuskäsittelyn
- Erikoistyökaluja —tarkkuustyö vaatii usein korkealaatuisempia leikkuutyökaluja, joiden pyörimisepäkeskisyys on pienempi
- Pidennetty tarkastusaika —jokainen tiukka toleranssi vaatii tarkistuksen kalibroitulla mittauslaitteistolla
- Korkeampia hylkäysmääriä —tarkastusvirheellä varustetut osat on hävitettävä tai uudelleenmuokattava
Älykkäin lähestymistapa? Sovella tiukkoja toleransseja ainoastaan siellä, missä toiminnalliset vaatimukset niitä edellyttävät. Tarkkuuskonepajassa, kuten Mass Precision San Jose -yrityksessä tai muualla maailmassa, kerrotaan sama asia: määrittele ±0,001 tuumaa vain kriittisille liitospinnoille ja jätä ei-kriittiset piirteet standarditoleranssin ±0,005 tuumaan tai löysempään.
Exact Machine Service -yrityksen kustannusanalyysin mukaan on tärkeää määrittää osien tarvittavat toleranssit ja pinnanlaadut osien toiminnallisten vaatimusten perusteella, jotta saavutetaan tasapaino tarkkuuden ja kustannusten välillä.
Myyntimäärän perusteella lasketut hinnat ja valmistelukustannukset
Jokainen tuotantosarja alkaa asennuksella—kiinnikkeiden lataamisella, työkalujen asentamisella, koneen kalibroinnilla ja ensimmäisen näytteen valmistamisella. Nämä kustannukset pysyvät suhteellisen vakiona, olipa osien määrä 10 tai 1 000. Tämän dynamiikan ymmärtäminen selittää, miksi kappalekohtaiset hinnat laskevat merkittävästi, kun määrät kasvavat.
Tarkastellaan seuraavaa skenaariota: konepajaa San Josesta, Kaliforniasta, lainataan 500 dollaria asennuskustannuksia sekä 20 dollaria kappaleelta koneistusaikaa kohti. Tilatessa 10 kappaletta asennuskustannus on 50 dollaria kappaleelta. Tilatessa 100 kappaletta se laskee 5 dollariin kappaleelta. Koneistuskustannus pysyy vakiona, mutta kokonaishinta kappaleelta laskee 70 dollarista 25 dollariin.
Tässä ovat kustannustekijät järjestettyinä vaikutuksen suuruusjärjestykseen kokonaishinnan kannalta korkeimmasta alimpaan:
- Osan monimutkaisuus ja geometria —monimutkaiset suunnittelut, jotka vaativat useita asennuksia, erikoistyökaluja tai 5-akselista koneistusta, aiheuttavat korkeamman hinnoittelun
- Materiaalien valinta —harvinaiset seokset ja vaikeasti koneistettavat materiaalit lisäävät sekä raaka-aineiden että prosessointikustannuksia
- Toleranssivaatimukset —jokainen desimaali tarkkuudessa lisää epäsuhtaisesti kustannuksia
- Tilauksen määrä —suuremmat määrät jakavat kustannukset laitteiston asennuksesta ja voivat olla oikeutettuja eräkohtaiselle hinnoittelulle
- Pinnan laatuvaatimukset —koneistamattoman pinnan (Ra 3,2 μm) ylittävät pinnankäsittelyt vaativat lisätoimenpiteitä
- Toissijaiset toiminnot —lämpökäsittely, anodointi, pinnoitus tai maalaus lisäävät koneistuksen jälkeisiä kustannuksia
- Toimitusaikavaatimukset —nopeutettu toimitusaika aiheuttaa usein kiireellisyyslisämaksuja
Haluatko vähentää kustannuksia kompromissien tekemättä toiminnallisuudesta? Fictivin valmistusalan parhaiden käytäntöjen mukaan seuraavat suunnittelumuutokset tuovat suurimmat säästöt:
- Yksinkertaista geometria —vähennä teräviä sisäkulmia, syviä lokeroita ja monimutkaisia piirteitä, jotka lisäävät koneistusajan
- Käytä standardikokoisia työkaluja —suunnittele piirteet yhteensopiviksi yleisesti käytettyjen päätyleikkureiden ja porakoneiden kanssa, mikä vähentää asennus- ja työkalukustannuksia
- Suunnittele vähemmän asennuksia vaativiksi —osat, jotka voidaan koneistaa kahdessa tai vähemmässä asennuksessa, välttävät uudelleenasennusajan ja tarkkuusvirheiden kertymisen
- Määritä vain toiminnallisesti tarvittavat pinnankäsittelyt —pyydä kiillotettuja pintoja ainoastaan siellä, missä esteettiset tai toiminnalliset vaatimukset edellyttävät niitä
- Harkitse hieman suurempia eriä —siirtyminen 25:stä 50 yksikköön tuottaa usein epäsuhtaisia säästöjä yksikköä kohden
Bay Area:n konepajat ja tarkkuuskonepajat ympäri Yhdysvalloissa käyttävät samankaltaisia kustannusrakenteita. Kun ymmärrät, mitkä tekijät vaikuttavat niiden hinnoitteluun, voit suunnitella älykkäämpiä osia, lähettää paremmin valmisteltuja tarjouksia ja neuvotella tietoon perustuen eikä arvaamalla.
Nämä kustannustekijät ovat erityisen tärkeitä, kun projektisi vaatii ala-kohtaisia sertifikaatteja. Ilmailu-, auto- ja lääketieteelliset sovellukset lisäävät vaatimuksia vaatimusmukaisuudesta, mikä vaikuttaa sekä hinnoitteluun että kumppanivalintaan – näihin aiheisiin tutustumme seuraavaksi.
Teollisuuden sovellukset ja sertifiointivaatimukset
Ajatteletko, että kaikki konepistopalvelujen tarjoajat ovat yhtä hyviä? Ajattele uudelleen. Teollisuuslaitos, joka valmistaa koristekoristeita, toimii täysin erilaisissa säännöissä kuin tehdas, joka valmistaa lentokoneiden kiinnikkeitä tai kirurgisia implanteja. Teollisuusalasi ei vaikutakaan ainoastaan siihen, mitä tuotat – se määrittelee myös sen, miten konepistopartnerisi on toimittava, dokumentoitava ja varmistettava tuotantoprosessin jokainen vaihe.
Näiden sertifiointivaatimusten ymmärtäminen auttaa sinua arvioimaan mahdollisia kumppaneita ja välttämään kalliita virheitä. Tutkimusten mukaan valmistusteollisuuden sertifiointi ei ole pelkkä muodollisuus – se on ratkaiseva vaatimus, joka ohjaa toimittajien valintaa, sopimuskelpoisuutta ja sääntelyvaatimusten noudattamista.
Autoteollisuuden komponenttivaatimukset ja sertifikaatit
Autoteollisuus vaatii johdonmukaisuutta suurella mittakaavalla. Kun tuotetaan tuhansia identtisiä komponentteja, jotka on tarkoitettu ajoneuvojen kokoonpanolinjoille, vaihtelua ei vain haluta – se on hyväksymätöntä. Siksi autoteollisuuden alkuperäisvalmistajat (OEM:t) vaativat toimittajilta tiukkoja sertifiointistandardeja ennen sopimusten myöntämistä.
IATF 16949 -sertifikaatti iATF 16949 on kultainen standardi autoteollisuuden laatumhallinnalle. Sen on julkaissut International Automotive Task Force (IATF), ja se perustuu ISO 9001 -standardiin lisäten siihen autoteollisuudelle ominaisia vaatimuksia. Mukaan lukien AIAG:n sertifiointiohjeet , IATF 16949:2016 määrittelee laatumhallintajärjestelmän vaatimukset organisaatioille ympäri maailman autoteollisuutta.
Mitä IATF 16949 erottaa yleisistä laatusertifikaateista? Standardi korostaa:
- Puutteiden ehkäisy —systemaattisia menetelmiä mahdollisten vikojen tunnistamiseksi ja poistamiseksi ennen niiden esiintymistä
- Muunnelmien vähentäminen —jatkuvan parantamisen protokollia, joka tiukentaa prosessien valvontaa ajan myötä
- Jätteen poistaminen —laadunhallintaan integroidut lean-valmistusperiaatteet
- Asiakaskohtaiset vaatimukset —joustavuus yksilöllisten OEM-määrittelyjen ottamiseen huomioon
Tilastollinen prosessien hallinta (SPC) on keskeisessä asemassa autoteollisuuden valmistuksessa. Sen sijaan, että osia tarkastettaisiin tuotannon jälkeen, SPC seuraa prosesseja reaaliajassa, jotta poikkeamat voidaan havaita ennen kuin ne johtavat viallisten komponenttien tuottamiseen. Sertifioitujen toimintayksiköiden standardityökaluina ovat ohjauskaaviot, kyvykkyysindeksit ja trendianalyysi.
CNC-konepajoille Kaliforniassa sekä ilmailualan CNC-konepajoille, jotka palvelevat automaali-asiakkaita, nämä sertifikaatit eivät ole valinnaisia lisäpalveluita – ne ovat edellytyksiä liiketoiminnan harjoittamiselle. Suuret OEM-tuottajat, kuten General Motors, Ford ja Stellantis, vaativat koneistus-toimittailtaan IATF 16949 -sertifikaatin.
Sertifioidut tuotantolaitokset, kuten Shaoyi Metal Technology täyttävät autoteollisuuden vaatimukset IATF 16949 -sertifioidulla laadunhallintajärjestelmällä ja tiukoilla SPC-protokollilla. Toimintansa avulla he tuottavat korkean tarkkuuden alustakokoonpanoja ja tarkkuuskomponentteja säilyttäen samalla autoteollisuuden toimitusketjujen vaatiman dokumentoinnin ja jäljitettävyyden.
Ilmailuteollisuuden tarkkuusstandardit
Jos autoteollisuudessa vaaditaan johdonmukaisuutta, niin ilmailuteollisuudessa vaaditaan täydellisyyttä – ja siihen liittyviä todisteita. Jokainen materiaali, jokainen prosessi ja jokainen mittaus on dokumentoitava ja jäljitettävä. Kun komponentin vikaantuminen voi johtaa katastrofaalisiin seurauksiin, sertifiointivaatimukset heijastavat näitä riskejä.
AS9100-sertifiointi perustuu ISO 9001 -standardiin, mutta lisää siihen tiukkoja laatuvaatimuksia, jotka on suunnattu erityisesti ilmailu-, puolustus- ja avaruusjärjestelmiin. Alan tutkimusten mukaan yli 80 %:lla maailmanlaajuisista ilmailuyrityksistä vaaditaan CNC-toimittajilta AS9100-sertifikaattia.
Mitä erottaa AS9100 -standardin yleisistä laatustandardeista?
- Täydellinen materiaaliseuranta —jokainen komponentti voidaan jäljittää sertifioituun raaka-aineeseen, johon liittyy dokumentoidut kuumuusnumerot ja tehtaan sertifikaatit
- Ensimmäisen tuotteen tarkastus (FAI) —AS9102-yhteensopiva dokumentaatio osoittaa, että alkuperäinen tuotanto täyttää kaikki vaatimukset
- Konfiguraation hallinta —tiukka versiohallinta varmistaa, että osat vastaavat nykyisiä insinöörisuunnittelun julkaisuja
- Riskinhallinta —viralliset prosessit tunnistavat, arvioivat ja lievittävät mahdollisia laatuongelmia
- Väärennettyjen osien ehkäisy —tarkastusmenettelyt varmistavat materiaalin aitouden
Dokumentointivelvollisuus ulottuu koko tuotantoprosessin ajan. Kaliforniassa sijaitseva CNC-konepaja, joka palvelee ilmailualan asiakkaita, on säilytettävä tallenteita, jotka osoittavat:
- Raaka-ainetodistukset ja lähteen tarkistus
- Työvaiheittain käytetyt työkalupolut ja CNC-ohjelmat
- Koneenkäyttäjien pätevyys ja koulutustiedot
- Kaikkien mittauslaitteiden kalibrointitila
- Täydelliset tarkastustiedot jokaisesta kriittisestä mitasta
Metallivalmistusalan palveluntarjoajille San Josessa (Kalifornia) ja muille alueellisille työkaloille AS9100-sertifiointi vaatii merkittäviä investointeja dokumentointijärjestelmiin, koulutukseen ja tarkastusten valmisteluun. Sertifiointi avaa kuitenkin pääsyn ilmailusopimuksiin, joita sertifioimattomat kilpailijat eivät voi hakea.
Lääkintälaitteiden valmistukseen liittyvät huomiot
Lääkintälaitteiden valmistus lisää toisen sävyn sääntelylliseen monimutkaisuuteen. Kun koneistetut komponentit tulevat osaksi diagnostiikkalaitteita tai istutettavia laitteita, potilasturvallisuus ohjaa kaikkia vaatimuksia.
Mukaan lukien Yhdysvaltain elintarvike- ja lääkeviraston (FDA) sääntelyohjeet , valmistajien on perustettava ja noudatettava laatuvarmistusjärjestelmiä, joiden avulla voidaan varmistaa, että tuotteet täyttävät johdonmukaisesti sovellettavat vaatimukset ja eritelmät. Näitä FDA:n sääntelemien laitteiden laatuvarmistusjärjestelmiä kutsutaan nykyisiin hyviin valmistustapoihin (CGMP).
ISO 13485 Todistus käsittelee erityisesti lääkintälaitteiden laatujohtamista. Vaikka sen rakenne on samankaltainen kuin ISO 9001:n, se sisältää lisävaatimuksia seuraavista:
- Suunnittelun ohjaukset —järjestelmällinen varmistus siitä, että laitteet täyttävät tarkoitetun käyttötarkoituksen vaatimukset
- Prosessivalvonta —asiakirjallinen todiste siitä, että valmistusprosessit tuottavat johdonmukaisesti hyväksyttäviä tuloksia
- Biologinen yhteensopivuus -asiakirjat —todiste siitä, että materiaalit eivät aiheuta haitallisiksi reaktioiksi potilaissa
- Steriloinnin validointi —varmistus siitä, että sterilointiprosessit saavuttavat vaaditun steriliyden varmistustason
- Valituksenhallinta —virallisella järjestelmällä tuoteprobleemien seurantaan ja tutkintaan
Yhdysvalloissa FDA:n laatumääräykset (21 CFR osa 820) muodostavat sääntelykehyksen. FDA:n asiakirjojen mukaan laatumääräykset perustuvat 'sateenvarjon' lähestymistapaan, joka edellyttää valmistajia kehittävän ja noudattavan menettelyjä, jotka ovat soveltuvia heidän erityisille laitteilleen.
Mitä tämä tarkoittaa teidän koneistuskumppanillanne? Heidän on pidettävä yllä:
- Täydellisiä laitelaitoshistoriatietoja jokaisesta tuotetusta erästä
- Validoituja valmistusprosesseja dokumentoiduilla parametreilla
- Kalibroitu mittausvaruste, jonka mittausepävarmuus voidaan jäljittää kansallisiin standardeihin
- Tuotteen vaatimusten mukaiset valvotut ympäristöt
- Henkilökunnan koulutustiedot, jotka osoittavat ammattitaitoa
Yhdysvaltojen elintarvike- ja lääkevirasto (FDA) on äskettäin julkaissut lopullisen säännön laadunhallintajärjestelmästä (QMSR), jossa ISO 13485:2016 on otettu sääntelykehykseen. Tämä yhdenmukaistaminen tarkoittaa, että lääkintälaitteiden koneistuspalvelujen toimittajien on yhä useammin noudatettava sekä FDA:n vaatimuksia että kansainvälisiä standardeja.
Oikean sertifioitun toimintakumppanin valinta
Teollisuusalasi määrittää, mitkä sertifikaatit ovat tärkeimmät. Tässä on nopea viite:
| Teollisuus | Ensisijainen sertifiointi | Tärkeimmät vaatimukset |
|---|---|---|
| Autoteollisuus | IATF 16949 | Tilastollinen prosessin ohjaus (SPC), vikojen ehkäisy, asiakasspesiifiset vaatimukset |
| Ilma-alus/puolustus | AS9100 | Täysi jäljitettävyys, ensimmäisen osan tarkastus (FAI), konfiguraationhallinta |
| Lääketieteelliset laitteet | ISO 13485 | Suunnittelun ohjaus, prosessin validointi, valitusten käsittely |
| Yleinen teollisuus | ISO 9001 | Laadunhallinnan perusteet, jatkuva parantaminen |
Älä oleta, että yhden alan sertifioidun työpajan sertifiointi kattaa automaattisesti myös toisen alan. AS9100-sertifioituja ilmailualan toimittajia ei välttämättä ole varustettu suuritehoisilla tuotantojärjestelmillä, joita autoteollisuus vaatii. Lääkintälaitteiden asiantuntijat eivät välttämättä ole kokemuksekkaita eksotiikkojen seosten kanssa, joita ilmailuala vaatii.
Arvioitaessa mahdollisia kumppaneita tarkista sertifikaatit suoraan. Pyydä sertifikaattien kopioita, tarkista voimassaoloajat ja varmista, että sertifikaatin soveltamisala kattaa juuri teidän tiettyjä tuotetyyppejänne. Sertifiointielimet ylläpitävät julkisia tietokantoja, joissa voitte tarkistaa toimittajan aseman itsenäisesti.
Nämä sertifiointivaatimukset lisäävät kustannuksia ja monimutkaisuutta palveluporaukseen – mutta ne ovat olemassa hyvästä syystä. Kun komponenttinne menevät ajoneuvoihin, lentokoneisiin tai lääkintälaitteisiin, korkeat riskit perustelevat sijoituksen tiukkiin laatuun liittyviin järjestelmiin. Ymmärtäminen siitä, mitä kukin ala vaatii, auttaa teitä löytämään kumppaneita, jotka voivat todella täyttää annetut lupaukset.
Sertifikaatit määrittelevät perustason laatujärjestelmät, mutta miten konepistosuorittajat todella varmistavat, että yksittäiset osat täyttävät asiakkaan vaatimukset? Vastaus piilee tarkastusmenetelmissä ja laatuvarmistusprotokollissa – seuraavassa aiheessamme.
Laatuvarmistus ja toleranssien tarkistus
Konepistosuorittajallanne on vaikutusvaltainen sertifikaatti. Mutta tässä on todellinen kysymys: kuinka he todella todistavat, että teidän osanne täyttävät vaatimukset? Sertifikaatit määrittelevät järjestelmät – tarkastus varmistaa tulokset. Ammattimaisissa toimipisteissä käytettyjen mittaus-, dokumentointi- ja mittojen tarkistusmenetelmien ymmärtäminen auttaa teitä arvioimaan laatuun liittyviä väitteitä sekä tulkkaamaan niitä tarkastusraportteja, joita saatte toimitusten yhteydessä.
Olettepa sitten työskentelemässä Santa Clarassa sijaitsevan konepajatoimipisteen kanssa tai hankkien osia Santa Clarassa sijaitsevista konepajoista, laatuvarmistuksen perusteet pysyvät samoina kaikilla luotettavilla toimijoilla.
Toleranssimääritelmien ymmärtäminen
Ennen kuin mitään mittauksia tehdään, kaikkien on sovittava siitä, mitä "hyväksyttävä" tarkoittaa. Toleranssimäärittelyt määrittelevät sallitun poikkeaman nimellismitoista – ja tämän kielen ymmärtäminen auttaa sinua viestimään tehokkaasti koneistuskumppanisi kanssa.
Toleranssit ilmenevät useissa muodoissa teknisissä piirustuksissa:
- Kaksisuuntaiset toleranssit — poikkeama sallitaan molempiin suuntiin (esim. 25,00 ±0,05 mm)
- Yksisuuntaiset toleranssit — poikkeama sallitaan vain yhteen suuntaan (esim. 25,00 +0,00/–0,10 mm)
- Rajamitat — ilmoitetaan eksplisiittisesti suurin ja pienin arvo (esim. 24,95–25,05 mm)
- GD&T-merkintätavat — geometrisen mittaus- ja toleranssijärjestelmän symbolit, jotka ohjaavat muotoa, asentoa ja sijaintia
Miksi tämä on tärkeää laadun varmentamisen kannalta? Mukaillen CMM-mittausalan tutkimusta , edistyneet järjestelmät voivat mitata monimutkaisia geometrioita erinomaisella tarkkuudella, saavuttaen usein mittaus epävarmuuksia mikrometrin tarkkuudella. Mutta vaikka edistyneimmätkin laitteet ovat turhia, jos toleranssimäärittelyt eivät ole selkeästi määriteltyjä.
Tarkastusprosessi alkaa piirustuksestanne. Jokainen kriittiseksi merkitty mitan arvo mitataan ja dokumentoidaan. Ominaisuudet, joille on annettu standarditoleranssit, voidaan tarkistaa otantatarkastuksella sen sijaan, että ne tarkastettaisiin kokonaan – tämä käytännöllinen lähestymistapa tasapainottaa kattavuutta ja kustannustehokkuutta.
Tarkastusmenetelmät ja -laitteet
Ammattimaiset konepajapalvelut käyttävät laajaa valikoimaa tarkastusteknologioita, joista kukin soveltuu tiettyihin mittaushaasteisiin. Näiden työkalujen ymmärtäminen auttaa teitä arvioimaan, mitä osien tarkastuksessa on mukana.
Koordinaattimittakoneet (CMM) edustavat mittausulottuvuuksien tarkistuksen kultakantaa. Teollisuuden dokumentaation mukaan koordinaattimittakoneet (CMM) keräävät datapisteitä, joita ohjelmisto käsittelee mittojen, toleranssien ja geometristen suhteiden laskemiseen. Nämä monitasoiset laitteet toimivat kolmiulotteisessa koordinaatistossa käyttäen X-, Y- ja Z-akseleita tarkan sijainnin määrittämiseen.
Mikä tekee koordinaattimittakoneista erityisen arvokkaita?
- Monimutkaisten kolmiulotteisten geometrioiden mittaaminen, johon manuaaliset työkalut eivät pääse käsiksi
- Toistettavien, operaattorista riippumattomien tulosten antaminen
- Automaattisten tarkastusraporttien laatiminen täydellisellä datadokumentoinnilla
- GD&T-määrittelyjen tarkistaminen, mukaan lukien todellinen sijainti ja profiilin toleranssit
Optiset vertailijat projisoivat suurennettuja osien profiileja näytöille visuaalista vertailua varten viitepohjien kanssa. Nämä kosketuksettomat järjestelmät toimivat hyvin:
- Hauraiden tai helposti muovautuvien osien kanssa
- Kierreprofiilien ja hammaspyörähammasten kanssa
- Reunakärkien ja kaltevuusleikkausten kanssa
- Nopea visuaalinen tarkastus tuotannossa
Pintakarkeusmittareita mitataan koneistettujen pintojen mikroskooppista tekstuuria. Kun piirustuksessasi on määritelty Ra-arvot (aritmeettinen keskimääräinen karheus), nämä mittalaitteet varmistavat vaatimustenmukaisuuden vetämällä tuntosuulan pintaa pitkin ja analysoimalla saadun profiilin.
Tässä on yleisimmät tarkastusmenetelmät verrattuna toisiinsa:
| Tarkastusmenetelmä | Tavallinen tarkkuus | Parhaat käyttösovellukset | Rajoitukset |
|---|---|---|---|
| CMM (kosketusmittaus) | ±0,001–0,003 mm | Monimutkainen 3D-geometria, GD&T-tarkastus, tuotantokappaleet | Hidas yksinkertaisten mittauksien suhteen, vaatii hallitun ympäristön |
| Optinen vertailulaite | ±0,01–0,025 mm | Profiilitarkastus, kierrevarmistus, visuaalinen vertailu | vain 2D, vaatii operaattorin tulkintaa |
| Mikromitrit/Kaliiperit | ±0,01–0,025 mm | Nopeat tarkastukset, ulkoiset mitat, yksinkertaiset ominaisuudet | Manuaalinen käyttö, rajoitettu saavutettaviin pintoihin |
| Korkeusmittaimet | ±0,01 mm | Askelpintakorkeudet, referenssipinnat, tasopintapöydätyö | Edellyttää tasoa referenssipintaa |
| Pinnanpinnanpaksuusmittari | Resoluutio 0,001 μm Ra | Pintalaadun varmistus, prosessin validointi | Mittaa vain tekstuuria, ei mittatarkkuutta |
| 3D-skannaus | ±0,025–0,1 mm | Monimutkaiset muodot, käänteinen insinöörintyö, poikkeamakartoitus | Alhaisempi tarkkuus kuin koordinaattimittakoneella (CMM), jälkikäsittely vaaditaan |
Konepajassa Santa Clarassa, CA tai missä tahansa laadun keskitetyssä toimipisteessä yhdistetään tyypillisesti useita menetelmiä. Koordinaattimitattavat mittauskoneet (CMM) käytetään kriittisten ominaisuuksien lopulliseen tarkastukseen, kun taas käsikäyttöiset mittausvälineet tukevat prosessin aikaisia tarkastuksia koneistusoperaatioiden aikana.
Dokumentointi ja jäljitettävyys
Mittausdata ei merkitse mitään ilman asianmukaista dokumentointia. Ammattimainen laadunvarmistus ulottuu mittauksien tekemisen yli – se kattaa täyden jäljitettävyyden raaka-aineesta loppuasiakkaan toimitukseen asti.
Ensimmäisen tuotteen tarkastus (FAI) muodostaa tuotannon laadun perustan. PMP Metalsin valmistustutkimusten mukaan ensimmäisen osan tarkastus (FAI) on virallinen, kirjallinen prosessi, joka varmistaa, että osan tai kokoonpanon valmistus täyttää asiakkaan tai suunnittelun määrittelemät suunnitteluspesifikaatiot, piirustukset ja vaatimukset.
Mitä kattava FAI sisältää?
- Ympyröity piirustus —jokainen mitattava ulottuvuus numeroitu viitteeksi
- Ulottuvuustulostaulukko —mitatut arvot verrattuna määritettyihin toleransseihin
- Materiaalivarmistukset —dokumentaatio, joka todistaa oikean seoksen ja lämpökäsittelyn
- Prosessitiedot —tuotannossa käytetyt koneet ja työkalut
- Hyväksynnät —operaattorin ja tarkastajan allekirjoitukset, jotka vahvistavat tarkastuksen
Ensimmäinen tuotantotarkastus (FAI) suoritetaan kriittisissä vaiheissa: ensimmäisissä tuotantoerissä, teknisten muutosten jälkeen, valmistuspaikan vaihtuessa tai pidempien tuotantokeskeytysten jälkeen. Tämä tarkastuspistejärjestelmä havaitsee ongelmat ennen kuin ne leviävät koko tuotantomäärään.
Välitarkastus tarjoaa jatkuvaa varmentamista tuotantoprosessin aikana. Operaattorit tarkistavat kriittiset mitat säännöllisin väliajoin – esimerkiksi joka 10. tai 25. osa – varmistaakseen, että prosessi pysyy vakautena. Mikä tahansa poikkeama saa aikaan tutkinnan ennen kuin virheellisiä osia kertyy liikaa.
Lopullinen tarkastus protokollat varmentavat valmiit osat ennen lähettämistä. Vaatimusten ja alan standardien mukaan tämä voi sisältää:
- kaikkien kriittisten ominaisuuksien 100 %:n tarkastuksen
- Tilastollisen otantamenetelmän, joka perustuu erän kokoun ja hyväksyttävään laatuun (AQL)
- Vaatimustenmukaisuustodistuksen, jossa dokumentoidaan noudattaminen määrittelyihin
- Täydelliset mittausraportit todellisilla mitatuilla arvoilla
Laadunhallintajärjestelmät yhdistä nämä elementit toisiinsa. ISO 9001:2015 -standardin mukaan tämä kansainvälisesti tunnustettu standardi asettaa mittatikan siitä, miten yritysten tulee täyttää ja ylittää asiakastodellisuudet. ISO-sertifioitu konepaja on ottanut käyttöön vahvan laatujohtamisjärjestelmän (QMS), joka takaa johdonmukaisen laadun ja luotettavuuden.
Mitä ISO 9001:2015 -sertifiointi todellisuudessa tarkoittaa osilleesi?
- Dokumentoidut menettelyt varmistavat johdonmukaiset prosessit riippumatta siitä, kuka operaattori suorittaa tehtäväsi
- Kalibrointiohjelmat varmistavat, että mittauslaitteet säilyttävät tarkkuutensa
- Korjaavien toimenpiteiden järjestelmät ratkaisevat ongelmia systemaattisesti eikä toistuvasti
- Johtamisen tarkastelu varmistaa jatkuvan parantamisen eikä pysähtyneisyyden
ISO 9001:n lisäksi alakohtaiset sertifikaatit lisäävät erityisvaatimuksia. AS9102 määrittelee ilmailualan ensimmäisen osien tarkastusasiakirjojen (FAI) laatimisen. IATF 16949 vaatii autoteollisuudelle tarkoitettuja tilastollisia prosessien ohjausmenetelmiä (SPC). ISO 13485 käsittelee lääkintälaitteiden jäljitettävyyttä. Sovelluksesi määrittää, mitkä standardit ovat sovellettavia – ja mitkä asiakirjat sinun tulisi odottaa koneistuspalveluntarjoajaltasi.
Laatutakuu perustuu lopulta luottamukseen, joka on vahvistettu todistein. Sertifikaatit määrittelevät laadunvarmistusjärjestelmät. Tarkastuslaitteet tarjoavat kyvykkyyden suorittaa tarkastukset. Asiakirjat todistavat saadut tulokset. Arvioitaessa koneistuspalveluntarjoajia kannattaa katsoa niiden väitettyjä kykyjä laajemmin ja ymmärtää, miten he todella varmentavat toimittamansa tuotteet.

Palvelukoneistuksen vertailu vaihtoehtoisia valmistusmenetelmiä vastaan
Olet tutkinut, miten palvelukoneistus toimii, mitä se maksaa ja miten laatu varmistetaan. Mutta tässä on kysymys, joka pitää toimintajohtajat hereillä yöllä: onko ulkoistettu koneistus todella oikea valinta projektillesi? Vai tuottaisiko sisäinen tuotanto, 3D-tulostus tai valettavuus parempia tuloksia?
Vastaus riippuu tilanteestasi: tuotantomäärävaatimukset, tarkkuusvaatimukset, materiaalirajoitukset ja aikataulupaineet vaikuttavat kaikki optimaaliseen ratkaisuun. Rakennetaan päätöksentekokehys, joka auttaa sinua arvioimaan näitä vaihtoehtoja objektiivisesti.
Palvelukoneistus vs. sisäiset toiminnot
Ulkoistamisen tai investoinnin valinta on yksi merkittävimmistä valinnoista, joiden edessä valmistajat seisovat. valmistusteknologian tutkimus sen mukaan on yleensä viisaampaa ulkoistaa aluksi, ellei tarvitse noin 4 000–5 000 osaa vuodessa, ei ole erityisiä IP- tai sertifiointivaatimuksia tai kykene käsittelemään alustavaa kustannusta 200 000–700 000 dollaria lisäksi operaattorien koulutuskustannukset.
Mikä tekee tästä laskennasta niin monimutkaisen? Harkitse, mitä sisäinen koneistus todellisuudessa vaatii:
- Pääomapanostus —yksittäinen 5-akselinen CNC-kone voi maksaa 200 000–700 000 dollaria ennen asennusta, työkaluista ja koulutusta
- Taitoiset operaattorit —CNC on edelleen erinomaisen taitava prosessi, joka vaatii jatkuvasti päivitettäviä osaamisalueita
- Jatkuva ylläpito —laitteiston kalibrointi, korjaus ja lopullinen korvaus vaativat säännöllistä huoltoa
- Lattiatila ja käyttövoimat —koneet vaativat asianmukaisia perustuksia, sähkönsyöttöä ja ilmastointia
Milloin ulkoistaminen on järkevämpää? Vuosittaisille tuotantomääriille alle 1 000 yksikköä matemaattinen laskelma suosii voimakkaasti ulkoisia kumppaneita. Tyypillinen sopimusyritys saattaa tarjota alhaisen tilauksen CNC-alumiinituotteiden hintaa 18 dollaria kappaleelta – paljon vähemmän kuin omien laitteiden poistettu kustannus, kun ne ovat osittain käyttämättömiä.
Kuitenkin laskenta muuttuu mittakaavan kasvaessa. Kun tuotantovolymit ylittävät vuosittain 5 000 yksikköä ja käytetään standarditoleransseja, sisäinen tuotantoinvestointi alkaa tuottaa alhaisempia kustannuksia yksikköä kohden. Alustuskustannukset jaetaan riittävän suuren osan kesken, jolloin sisäinen tuotanto muodostuu taloudelliseksi.
Jos etsit ilmaisua "cnc-koneistajat lähellä minua", koska tarvitset satunnaisia prototyyppituotantoja tai keskitasoisia tuotantovolyymejä, palvelukoneistus tarjoaa melko varmasti paremman arvon kuin pääomainvestointi.
Kun lisäävä valmistus on järkevämpi vaihtoehto
3D-tulostus on hämmentänyt valmistustaloutta – mutta se ei ole korvannut koneistusta. Sen ymmärtäminen, missä kumpikin menetelmä loistaa, auttaa sinua tekemään asianmukaisen valinnan.
Xometryn prosessivertailun mukaan 3D-tulostus tuottaa valmiiksi muotoiltuja osia nopeasti, kun taas CNC-koneistukseen vaaditaan yksilöllinen asennus sekä yleensä manuaalinen ohjelmointi ja valvonta. On yleistä, että CNC-osien hinta on 10-kertainen verrattuna 3D-tulostettuihin osiin pienillä tuotantovolyymeillä ja monimutkaisilla geometrioilla.
Missä lisäävä valmistus voittaa?
- Monimutkaiset sisäiset geometriat —hiljarakenteet, muotoon sopeutuvat jäähdytyskanavat ja orgaaniset muodot, joihin työkalut eivät pääse
- Nopea iteraatio —muutokset vaativat ainoastaan tiedostojen muuttamista, ei uusia työkaluja tai ohjelmointia
- Pienen tilavuuden tuotanto —asennuskustannukset ovat vähäisiä, mikä tekee yksittäisistä osista taloudellisesti kannattavia
- Yhdistämismahdollisuudet —kokoonpanot voivat muodostua yhdestä tulostetusta komponentista
Kuitenkin 3D-tulostuksella on merkittäviä rajoituksia. Eri tulostusmenetelmät tarjoavat erilaisia lujuuksia verrattuna alkuperäisten materiaalien ominaisuuksiin – esimerkiksi FFF-menetelmällä ABS-materiaalilla saavutettava lujuus voi olla vain 10 % materiaalin vetomurtolujuudesta, kun taas SLS-menetelmällä nyloni-materiaalilla saavutettava lujuus voi olla jopa 100 % alkuperäisen materiaalin vetomurtolujuudesta. CNC-koneistus tuottaa osat katkeamattomista alkuperäismateriaaleista, joten niiden lujuus on yleensä korkea.
Pintalaatu esittää toisen haasteen. 3D-tulostus on yleensä prosessimekaniikan vaikutuksen alainen – erityisesti Z-resoluutio aiheuttaa porrastettuja pintoja ja visuaalisia häiriöitä. CNC:n pintalaatu voi olla erinomaisen tasainen ja erinomaisen tarkka, jos työkalureitit on ohjelmoitu sileän pinnan saavuttamiseksi.
Käytännöllinen päätöspiste? Valitse lisäämällä valmistettavat prototyypit, monimutkaiset geometriat ja tuotantomäärät alle 50 yksikköä varten. Siirry palvelukoneistukseen, kun tarvitset tuotantolaatuisia materiaaliominaisuuksia, tiukkoja toleransseja tai sileitä pintoja.
Valumallien ja muottien vaihtoehdot
Suurten tuotantomäärien valmistukseen ei koneistus eikä 3D-tulostus ehkä edusta parasta vaihtoehtoanne. Valuminen ja suurpaineruiskutus tarjoavat huomattavasti alhaisemmat kustannukset osaa kohden – kunhan olet ottanut huomioon työkalujen hankintakustannukset.
Suurpaineruiskutus voi tuottaa identtisiä muoviosia sekunneissa eikä tunteissa. Mutta itse muotit maksavat tuhansia–satojatuhansia dollareita riippuen niiden monimutkaisuudesta. Tämä investointi on järkevä vain silloin, kun tuotat kymmeniä tuhansia identtisiä komponentteja.
Painevalus tarjoaa samankaltaiset taloudelliset edut metalliosille. Monimutkaiset alumiini- tai sinkkikomponentit voidaan valmistaa nopeasti, kun työkalut ovat valmiina. Kuitenkin painevaluksella ei saavuteta koneistustoleransseja ilman lisätoimenpiteitä, ja suunnittelumuutokset vaativat kalliita muottien muutoksia.
Milloin nämä menetelmät ovat kannattavampia kuin palvelukoneistus?
- Tuotantomäärät yli 10 000 kappaletta —työkalukustannukset jaetaan niin, että kappalekohtainen vaikutus on merkityksetön
- Vakaa suunnittelu —muutokset ovat kalliita, joten osien tulee olla tuotantovalmiita
- Kohtalaiset toleranssit —valussa tai muottauksessa saavutettu tarkkuus täyttää vaatimukset
- Pitkäkestoiset tuotantosarjat —samaa suunnittelua käytetään kuukausia tai vuosia
Valmistusmenetelmien vertailu silmänräpäyksessä
Käytä tätä viitetaulukkoa arvioidessasi tuotantotapoja seuraavaan projektiisi:
| Kriteerit | Palvelukonepuru | Sisäinen konepuru | 3D-tulostus | Injektiomuovauksen | Kuormitus |
|---|---|---|---|---|---|
| Ihanteellinen määräväli | 1–5 000 yksikköä | 5 000+ yksikköä vuodessa | 1–50 yksikköä | 10 000+ yksikköä | 5 000+ yksikköä |
| Materiaalivaihtoehdot | Virtuaalisesti rajoittamaton valikoima metalleja ja muoveja | Rajoitettu omien koneiden mukaan | Prosessikohtaiset polymeerit, joitakin metalleja | Termoplastit ensisijaisesti | Alumiini, sinkki, magnesium-seokset |
| Toleranssikyky | ±0,001" saavutettavissa | ±0,001" saavutettavissa | ±0,005–0,010 tuumaa tyypillisesti | ±0,002–0,005 tuumaa tyypillisesti | ±0,005 tuumaa tyypillisesti, tarkempien toleranssien saavuttamiseksi konepurua |
| Toimitusaika | Päivistä viikkoihin | Tunneista päiviin | Tunneista päiviin | Työkalujen valmistukseen kuluu viikkoja, sen jälkeen nopea tuotanto | Työkalujen valmistukseen kuluu viikkoja, sen jälkeen nopea tuotanto |
| Asennuskustannukset/työkalujen käyttö | Matala-Kohtalainen | Korkea pääomasijoitus | Minimaalinen | muottien hinta 5 000–100 000 USD tai enemmän | leikkausmuottien hinta 10 000–100 000 USD tai enemmän |
| Kappalekustannus (pieni määrä) | Kohtalainen | Korkea | Matala-Kohtalainen | Erittäin korkea | Erittäin korkea |
| Kappalekustannus (suuri määrä) | Kohtalainen | Alhainen | Korkea | Erittäin alhainen | Erittäin alhainen |
| Suunnittelun joustavuus | Korkea | Korkea | Erittäin korkea | Alhaiset kustannukset työkalujen valmistamisen jälkeen | Alhaiset kustannukset työkalujen valmistamisen jälkeen |
| Materiaalin vahvuus | Täysin alkuperäiset materiaaliominaisuudet | Täysin alkuperäiset materiaaliominaisuudet | 10–100 % prosessista riippuen | Lähes täysin alkuperäiset polymeeriominaisuudet | Lähes täysin alkuperäiset seoksen ominaisuudet |
Oikean valinnan tekeminen projektissanne
Optimaalinen valmistusmenetelmä riippuu siitä, missä kohtaa useita päätöksentekoväleitä projektinne sijaitsee. Harkitse seuraavia skenaarioita:
Valitse palvelukoneistus, kun:
- Tarvitset tuotantotasoisia metalliosia määristä 10–useita tuhansia kappaleita
- Vaaditaan toleransseja, jotka ovat tarkempia kuin ±0,005 tuumaa
- Suunnittelusi saattaa kehittyä testien tai asiakaspalauteperusteisesti
- Sinulla ei ole pääomaa laitteistoinvestointeihin tai koulutettuja käyttäjiä
- Tarvitset pääsyn 5-akselisen konepajan tai erikoisprosessien käyttöön ilman, että omistat niitä
Valitse sisäinen koneistus, kun:
- Vuotuiset tuotantomäärät ylittävät jatkuvasti 5 000 kappaletta samankaltaisia osia
- Toimitusaikojen hallinta on ratkaisevan tärkeää – tarvitset osat tunneissa, ei päivissä
- Teknisen omaisuuden suojaamiseen liittyvät huolenaiheet tekevät ulkoistamisesta riskialaista
- Sinulla on jo tai voit hankkia koulutettua työvoimaa laitteiden käyttöön
Valitse 3D-tulostus kun:
- Geometriat sisältävät sisäisiä kanavia, hiltoja tai orgaanisia muotoja
- Suoritat suunnitelmien iterointia nopeasti ja tarvitset nopeaa palautetta
- Määrät ovat erinomaisen pieniä – erityisesti yksittäiset prototyypit
- Materiaalin lujuusvaatimukset ovat kohtalaiset
Valitse muottaus tai valussa käytettävä menetelmä, kun:
- Suunnittelut on viimeistelty ja ne ovat vakaita pitkäaikaiseen tuotantoon
- Tuotantomäärät oikeuttavat työkalujen sijoituksen – yleensä 10 000 yksikköä tai enemmän
- Kappalekohtainen kustannus on ensisijainen tekijä
- Toleranssivaatimukset voidaan täyttää ilman toissijaista koneistusta
Monet hankkeet hyötyvät hybridimenetelmistä. Tee prototyyppi 3D-tulostamalla, varmista sen toimivuus palvelukoneistamalla ja siirry muottaukseen, kun suunnittelut ovat vakautuneet. Konepaja San Francisco tai konepaja San Francisco CA -laitos voi auttaa sinua näiden siirtymien kautta – monet tarjoavat sekä koneistusta että ohjeita siitä, milloin vaihtoehtoiset menetelmät ovat järkeviä.
Valmistajille, jotka tutkivat CNC-koneistuspalveluita lähellä minua Kaliforniassa, päätöksentekokehys pysyy samana riippumatta sijainnista. Arvioi tuotantomääräennusteesi, tarkkuusvaatimukset, aikataulupaineet ja pääomarajoitukset. Oikea valinta valmistusmenetelmästä syntyy rehellisestä näiden tekijöiden arvioinnista – ei oletuksista siitä, mikä teknologia on "paras".
Kun sinulla on tämä päätöksentekokehys käytettävissäsi, viimeinen vaihe on oikean koneistuspartnerin valinta suorittamaan valitsemasi menetelmä. Arviointikriteerit – sekä kysymykset, joita sinun tulisi esittää – määrittävät, onnistuuko projektisi vai kohtaa se vaikeuksia.
Oikean palvelukoneistuspartnerin valinta
Olet analysoinut prosessit, vertaillut valmistusmenetelmiä ja ymmärtänyt, mitkä tekijät vaikuttavat kustannuksiin. Nyt tulee päätös, joka määrittää, onnistuuko projektisi vai epäonnistuuko se: oikean koneistuspartnerin valinta. Tämä valinta vaikuttaa kaikkiin – laatuun, toimitusaikaan, kustannuksiin ja kykyysi laajentua kysynnän kasvaessa.
Päävalmistusyhtiön kumppanivalintaa koskevan ohjeen mukaan oikean CNC-konepistämisyrityksen valitseminen varmistaa projektisi onnistumisen. Kokemusrikas yritys voi vaikuttaa myönteisesti tuotantoprosessin jokaiseen osa-alueeseen, laadusta ajoissa tapahtuvaan toimitukseen asti.
Oletpa sitten arvioimassa konepajavaihtoehtoja San Josessa tai tutkien konepajavaihtoehtoja Oakländissa, Kaliforniassa, nämä kriteerit auttavat sinua erottamaan erinomaiset kumppanit riittävistä kumppaneista.
Tärkeimmät kriteerit konepistämisyritysten arviointiin
Mitä erottaa luotettavan konepistämisyrityksen siitä, joka aiheuttaa vaikeuksia? Katso yli tarjottujen hintojen ja arvioi näitä olennaisia tekijöitä:
- Asiaankuuluvat sertifikaatit —varmista, että yrityksellä on vähintään ISO 9001 -sertifikaatti sekä alaan erityisesti soveltuvat standardit, kuten IATF 16949 automaali-alaan, AS9100 ilmailualaan tai ISO 13485 lääkintälaitteisiin
- Laitteistokapasiteetit —varmista, että heillä on oikeat koneet sinun osiasi varten, olipa kyseessä 5-akselinen jyrsintä, sveitsiläinen kierretyö tai erikoislaite EDM
- Läpimenoajan suorituskyky —kysy tyypillisestä käsittelyajasta sinun tuotantomääräsi luokassa sekä heidän historiastaan täyttää toimitusaikataulut
- Viestinnän nopeus —huomaa, kuinka nopeasti he vastaavat alustaviin kyselyihin, sillä tämä ennustaa usein jatkuvaa projektiviestintää
- Laatutuloksia osoittava historiakirja —pyydä viitteitä samankaltaisista projekteista ja kysy hylkäysprosentista sekä korjaustoimien historiasta
- Tekninen osaaminen —arvioi heidän kykyään antaa DFM-palautetta ja ehdottaa parannuksia, ei ainoastaan toteuttaa piirustuksiasi sokeasti
- Kapasiteetti ja skaalautuvuus —varmista, että he pystyvät kattamaan nykyiset tarpeesi ja kasvamaan kanssasi määrien kasvaessa
Teollisuuden tutkimusten mukaan asiakaslähtöinen yritys työskentelee tiukasti asiakkaan kanssa tarjotakseen arvokkaita näkemyksiä, keskustella suunnittelun parannuksista ja ehdottaa kustannusten säästötoimenpiteitä. Kumppanien tulisi toimia luotettavina neuvonantajina, jotka jakavat asiantuntemustaan auttaakseen saavuttamaan mahdollisimman hyvät tulokset.
Konepajaa etsiessäsi Fremontissa (CA) tai muualla pyydä asiakastodistuksia niiltä asiakkailta, jotka ovat työskennelleet yrityksen kanssa samankaltaisissa projekteissa. Heidän kokemuksensa paljastavat enemmän kuin mikään myyntiesitys.
Valmistele projektillesi menestys
Edes paras konepistosuunnittelukumppani ei voi kompensoida huonosti valmisteltuja projekteja. Varmista onnistumisesi käsittelemällä nämä asiat ennen kuin lähetät ensimmäisen tarjouspyyntösi:
- Täydelliset suunnittelutiedostot — toimita sekä 3D CAD-mallit (STEP-muodossa suositellaan) että mitoitetut 2D-piirrokset, joissa toleranssit on selkeästi määritelty
- Materiaalin tekniset tiedot — mainitse tarkat materiaaliluokat, ei vain materiaaliperheet (esim. "6061-T6" eikä pelkästään "alumiini")
- Kriittisten ominaisuuksien tunnistaminen — korosta, mitkä mitat ja ominaisuudet ovat toiminnallisesti kriittisiä verrattuna yleisiin toleransseihin
- Määrä- ja aikatauluselvitykset — ole selkeä määristä, toimituspäivistä ja siitä, voivatko vaatimukset muuttua
- Laatudokumentointivaatimukset — määritä, mitkä tarkastusraportit, sertifikaatit tai jäljitettävyysvaatimukset sinulla on
Fictivin valmistusopas mukaan kokemukseen perustuvan valmistuskumppanin käyttö alusta lähtien tarjoaa suoraviivaisen reitin osien hankintaan tuotekehitysprosessin aikana ja auttaa vähentämään tulevia riskejä.
Mitä enemmän kontekstia annat etukäteen, sitä tarkemmat tarjoukset sinulle saadaan. Älä jätä mahdollisia kumppaneita arvailemaan vaatimuksia – epäselvyys johtaa joko liialliseen hinnoitteluun (he kattavat tuntemattomat tekijät) tai yllätyksiin myöhemmin, kun oletukset osoittautuvat virheellisiksi.
Paikallisilla työkaloilla, kuten Jose's Machine Shop tai Diaz Machine Shop, voi olla etuja monimutkaisten projektien aikana tapaamisen kautta tapahtuvaan yhteistyöhön. Älä kuitenkaan rajoita hakua maantieteellisesti, jos erikoistuneet kyvyt ovat tärkeämpiä kuin läheisyys.
Laajentuminen prototyypistä tuotantoon
Tässä on se, mikä usein yllättää valmistajat: työkala, joka suoriutuu erinomaisesti prototyypeistä, saattaa kamppailla tuotantomäärien kanssa – ja päinvastoin. Kumppanin löytäminen, joka hallitsee molemmat vaiheet, säästää sinut kipuisista toimittajanvaihdoksista kesken projektin.
Valmistustutkimusten mukaan on olennaista tehdä yhteistyötä yrityksen kanssa, joka pystyy vastaamaan tulevaa kasvua. Kun liiketoimintasi laajenee tai projektin vaatimukset kasvavat, luotettava kumppani pystyy sujuvaan tapaan käsittelemään suurempia tuotantomääriä ja muuttuvia vaatimuksia.
Miltä skaalautuvuus näyttää käytännössä?
- Prototyyppien joustavuus —kyky tuottaa pieniä määriä nopeasti, usein yhden päivän toimitusaikojen kanssa kiireellisiin tarpeisiin
- Siltatuotantokyky —kyky käsitellä pieniä tuotantomääriä (kymmeniä–satoja yksikköjä), kun suunnitelmia testataan
- Tuotantokapasiteetti —koneet ja työvoima, jotka tukevat tuhansien osien kuukausittaisia tuotantomääriä, kun kysyntä toteutuu
- Prosessin johdonmukaisuus —identtisten laatuvaatimusten noudattaminen riippumatta erän koosta
- Kysynnän reagointikyky —tuotantomäärien nosto tai lasku tarpeen mukaan ilman toimitusaikojen vaarantamista
Skaalautuvat koneistuspartnerit ymmärtävät myös edistyneen teknologian sijoittamisen tärkeyden. He päivittävät jatkuvasti laitteistoansa, ohjelmistojaan ja valmistusprosessejaan pysyäkseen kilpailukykyisinä ja täyttääkseen muuttuvat teollisuuden vaatimukset.
Erityisesti automaaliapplikaatioihin: Shaoyi Metal Technology esimerkki tätä skaalautuvuusmallia. Heidän teollisuustilansa tarjoaa tarkkuus-CNC-koneistuspalveluita johtoaikoina, jotka voivat olla yhtä nopeita kuin yksi työpäivä kiireellisiin prototyyppeihin, samalla kun ne säilyttävät tuotantokapasiteetin, IATF 16949 -sertifikaatin ja tiukat SPC-protokollat, joita autoteollisuuden toimitusketjuissa vaaditaan. Tämä nopeuden ja skaalautuvuuden yhdistelmä tarkoittaa, että et kasva yli kumppanisi, kun projektit kehittyvät käsitteestä täysmittaiseen tuotantoon.
Kysyttävät kysymykset ennen sitoutumista
Ennen kuin allekirjoitat ensimmäisen ostotilauksen, saat selkeät vastaukset näihin ratkaiseviin kysymyksiin:
- Mitä sertifiointeja teillä on, ja milloin niitä on viimeksi tarkastettu?
- Voitteko jakaa viitteitä asiakkaistanne omalta alaltani?
- Mikä on tyypillinen toimitusaika minun tilaustilavuusalueellani?
- Miten käsittelet suunnittelumuutoksia tuotannon aikana?
- Mitä tarkastusmahdollisuuksia teillä on sisäisesti?
- Kuinka te tiedottatte projektin tilasta ja mahdollisista ilmenevistä ongelmista?
- Mitä tapahtuu, jos osat eivät täytä vaatimuksia?
Vastaukset paljastavat paitsi kyvykkyyden myös luonteen. Kumppanit, jotka välttelevät kysymyksiä tai antavat liian suuria lupauksia, pitäisi herättää huolta. Ne, jotka antavat suorat ja tarkat vastaukset – mukaan lukien rehellinen tunnustus omista rajoituksista – osoittavat sitä avoimuutta, jota menestyvät suhteet vaativat.
Palvelukoneistuksen menestys riippuu lopulta yhtä paljon kumppanuuden laadusta kuin teknisestä osaamisesta. Oikea kumppani tuo mukaansa asiantuntemusta, jota sinulla ei ole, havaitsee ongelmat ennen kuin ne muodostuvat kalliiksi ja kasvaa rinnalla liiketoimintasi kanssa. Sijoita aikaa viisaan valinnan tekemiseen, ja koneistusprojektisi tuottavat tarvitsemasi tulokset – ajoissa, budjetissa ja määritellyn mukaisesti.
Usein kysytyt kysymykset palvelukoneistuksesta
1. Mikä on CNC-koneen tuntihinta?
CNC-koneistuksen tuntihinnat vaihtelevat yleensä 30–100 dollaria tuntia kohden paikan, koneen monimutkaisuuden ja käsiteltävän materiaalin mukaan. Tekijät, kuten 5-akselinen koneistuskyky, tiukat toleranssit ja eksotiset materiaalit, aiheuttavat korkeammat hinnat. Asetus- eli setup-kustannukset lasketaan usein erikseen ja jaetaan tuotantomäärän kesken, mikä tekee suuremmista tilauksista kustannustehokkaampia osaa kohden. Kiireelliset tilaukset aiheuttavat yleensä lisämaksuja, jotka ovat 15–50 % korkeammat kuin tavalliset hinnat.
2. Mitä koneistus tarkoittaa?
Koneistus on poistava valmistusprosessi, jossa haluttuja muotoja luodaan poistamalla tarpeeton materiaali suuremmista työkappaleista. Toisin kuin 3D-tulostus, joka lisää materiaalia kerros kerrokselta, koneistus käyttää pyörivää leikkuutyökalua tai hiovaista kiekkoa tarkkaan työkappaleen poistoon. CNC-koneistus (tietokoneohjattu numerollinen ohjaus) automatisoi tämän prosessin ohjelmoitujen työkaluratojen avulla, mikä mahdollistaa monimutkaisten osien yhtenäisen tuotannon toleransseilla, jotka voivat olla jopa ±0,025 mm metallien, muovien ja komposiittien käsittelyssä.
3. Kuinka kauan CNC-koneistukseen kuluu aikaa tilauksesta toimitukseen?
Palvelukonepuruutuksen toimitusaikojen pituus vaihtelee sen mukaan, kuinka monimutkainen työ on, mikä on tilattu määrä ja mikä on konepuruutuslaitoksen kapasiteetti. Yksinkertaiset prototyypit voidaan lähettää 1–3 päivässä laitoksista, jotka tarjoavat nopeaa käsittelyä. Standardit tuotantosarjat vaativat yleensä 1–3 viikkoa, mukaan lukien suunnittelun tarkistus, ohjelmointi, konepuruutus ja tarkastus. Monimutkaisemmat osat, joita vaaditaan lisätoimenpiteitä kuten lämpökäsittelyä tai anodointia, lisäävät toimitusaikoja. Sertifioituja autoalan toimittajia, kuten Shaoyi Metal Technologya, tarjoavat kiireellisiin prototyyppeihin toimitusaikoja, jotka voivat olla yhtä pitkiä kuin yksi työpäivä.
4. Mitä tiedostomuotoja CNC-konepuruutuslaitokset hyväksyvät?
Useimmat ammattimaiset konepajat suosivat STEP-tiedostoja (.stp, .step) yleisenä kolmiulotteisen mallin vaihtostandardina, joka on luettavissa melkein kaikilla CAM-ohjelmistoilla. IGES-tiedostot ovat edelleen laajasti tuettuja pinnan ja kappalegeometrian siirtoon. Tasaisille osille ja lisämitoituksille ovat välttämättömiä kaksiulotteiset DXF-/DWG-tiedostot. SolidWorks-, Inventor- tai Fusion 360 -ohjelmistoista peräisin olevat natiivit CAD-tiedostot säilyttävät täyden suunnittelutarkoituksen, kun konepajat käyttävät samaa ohjelmistoa. Liitä aina mitoitetut PDF-piirrokset, joissa määritellään tarkkuusvaatimukset, pinnankäsittelyt ja kriittiset ominaisuudet.
5. Kuinka valitsen CNC-koneistuksen ja 3D-tulostuksen välillä?
Valitse CNC-koneistus, kun tarvitset tuotantotasoisia materiaalin lujuusominaisuuksia, tarkkoja toleransseja alle ±0,005 tuumaa, sileitä pinnanlaatuja tai metalliosia, joiden määrä ylittää 50 kappaletta. 3D-tulostus on erinomainen vaihtoehto monimutkaisille sisäisille geometrioille, nopealle suunnitteluiteroinnille, hyvin pienille tuotantomääriille ja koneistettavissa olemattomille orgaanisille muodoille. CNC-osat säilyttävät 100 % alkuperäisiä materiaaliominaisuuksiaan, kun taas joissakin 3D-tulostusprosesseissa saavutetaan vain 10–50 % materiaalin lujuudesta. Monet hankkeet hyötyvät prototyypin valmistuksesta 3D-tulostuksella ja siirtymisestä koneistukseen tuotantovaiheessa.