 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

CO2 vs. kuitulaser vs. kristallilaser: Mikä laserleikkausteknologia sopii projektillesi?
Mikä on laserleikkausliike ja miten se toimii
Oletko koskaan miettinyt, miten monimutkaiset metallisignaalit, tarkasti leikatut akryylitäytteet tai erikoisvalmisteiset autonosat valmistetaan niin virheettömällä tarkkuudella? Vastaus johtaa usein laserleikkausliikkeeseen – erikoistuneeseen laitokseen, jossa on edistynyttä koneistoa, joka muuttaa raaka-aineita tarkkuuskomponenteiksi keskitettyjä valonsäteitä käyttäen.
Yksinkertaisesti sanottuna nämä laitokset käyttävät tehokkaita lasereita leikkaakseen, muotoileakseen ja muokatakseen materiaaleja, jotka vaihtelevat ruostumattomasta teräksestä puuhun. Teknologia perustuu siihen, että intensiivinen lasersäde keskitetään materiaalin pinnalle , jolloin materiaali kuumenee niin, että se sulaa, palaa tai haihtuu tarkasti ohjatulla reitillä. Jäljelle jää siistin reunan omaava leikkaus, jossa lämpövääntymä on vähäinen ja materiaalihävikki lähes olematon.
Nämä liikkeet tarjoavat enemmän kuin pelkkää leikkausta. Tässä ovat yleisimmät kyvyt, joita tavallisesti löydät:
- Leikkaus: Materiaalien leikkaus äärimmäisen tarkasti, osa-alueiden luominen yksinkertaisista muotoista monimutkaisiin geometrioihin
- Kaiverrus: Materiaalin poistaminen pysyvien mallien, logojen tai tekstin luomiseksi pinnan alla
- Hampurispoisto: Pinta-alalla olevien merkkien luominen ilman materiaalin syväpoistamista
- Merkintä: Näkyvien muutosten aiheuttaminen pinnoille tunnistamista, brändiä tai koriste-aiheita varten
Teollisuuslatasta oven kynnykselle
Laserleikkausteknologian matka on kiehtova evoluutio tarina. - Milloin? Theodore Maiman kehitti ensimmäisen toimivan laserin vuonna 1960 , harvat kuvittelivat, että se tulisi lopulta pienyritysten ja harrastusyritysten saataville. Vuosikymmeniä nämä koneet olivat lukittuina ilmailun ja suurten tuotantolaitosten - massiivisen ja kalliiden laitteiden - sisään, joita vain suuryrityksille oli varaa.
Nykyään maisema näyttää huomattavasti erilaiselta. Aikaisemmin yksinomainen teollisuusteknologia on demokratisoitunut. Nykyaikaiset laserleikkauspalvelut tarjoavat nyt kaikille, Fortune 500 -yrityksistä viikonloppujen tekijöihin, jotka tekevät intohimoprojekteja. Lasersilmoittaja hoitaa kaiken prototyypin kehittämisestä täydelliseen tuotantoon. Verkkomääräykset tekevät prosessin yhtä helpoksi kuin suunnittelun lataaminen.
Tarkkuusleikkausten teknologia
Mikä on laserleikkaus? Kuvittele, että auringonvalo painetaan suurennuslasin läpi - mutta sitä vahvistetaan tuhansia kertoja. Lasersäde, joka syntyy hiilidioksidin, kuitu- tai kitelaserilähteistä, kohdistuu erikoisoptiikan avulla uskomattoman kapeaan pisteeseen. Tämä tiivistetty energia lämmittää materiaaleja niin tarkasti, että leikkausleveys voi olla pienempi kuin ihmisen hius.
Prosessi alkaa suunnittelutiedostostostasi, joka on tyypillisesti luotu CAD-ohjelmistoilla ja joka siirretään tietokoneen numerilliseen ohjausjärjestelmään (CNC). Automaatio varmistaa, että jokainen leikkaus on täsmälleen täsmälleen, - tekemässä yhden vai tuhannen kappaleen. Mitä siitä seurasi? Laserikierroksella ja leikkauksella, jonka johdonmukaisuus on ylivoimainen.
Kuka käyttää lasersilpomista nykyään
Lasersilmä- ja kaivertopalvelujen asiakaskunta on kasvanut dramaattisesti. Valmistajat luottavat näihin kauppoihin tuotantokomponenttien saamiseksi. Arkkitehdit tilaavat räätälöityjä arkkitehtonisia elementtejä. Taiteilijat tekevät monimutkaisia veistoksia. Pienten yritysten omistajat tuottavat tuotemerkkituotteita. Jopa harrastajat, jotka etsivät laserhautauspalveluja lähelläni, saavat nyt ammatillisen tason tuloksia.
Tarvitsetpa vain yhden prototyypin tai tuhansia samanlaisia osia, näiden laitosten toiminnan ymmärtäminen auttaa sinua hyödyntämään niiden valmiuksia projektin tarpeisiin.
CO2-kuitu- ja kitelaserteknologian ymmärtäminen
Nyt kun ymmärrätte, mitä nämä laitokset tarjoavat, - tutustumme teknologiaan, joka mahdollistaa kaiken. Kaikki laserit eivät ole luotu tasa-arvoisiksi. kristallilasersysteemejä voi säästää aikaa, rahaa ja turhautumista valitsemalla projektisi oikean laserleikkausliikkeen.
Ajattele asiaa näin: lasertyypin valinta on kuin valitsisi oikean työkalun työkalupakkista. Vasara toimii hyvin kynsien kanssa, mutta surkeasti ruuvien kanssa. Samalla tavoin jokainen laserteknologia on erinomainen tietyillä materiaaleilla ja sovelluksilla. Näiden eroja ymmärtäminen auttaa sinua kommunikoimaan tehokkaasti palveluntarjoajien kanssa ja varmistamaan, että projektisi sopii optimaaliseen laitteistoon.
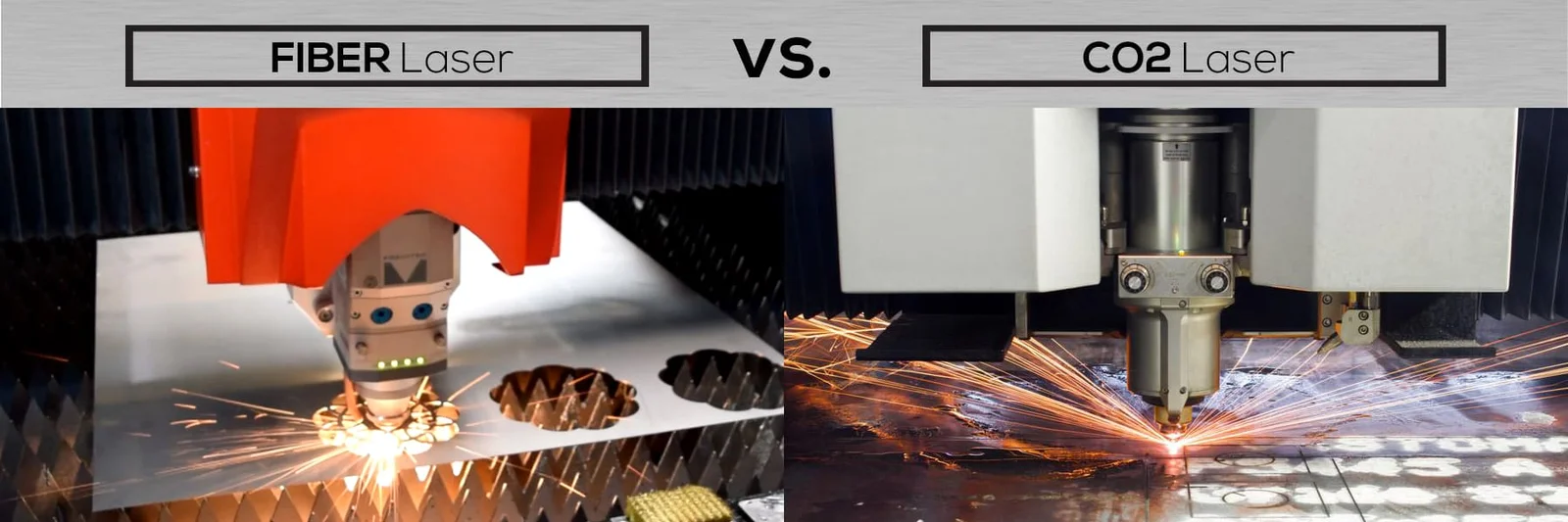
CO2-laserit orgaanisia materiaaleja varten
CO2-laserit ovat olleet teollisuuden työhevosia vuosikymmeniä, ja hyvästä syystä. Nämä kaasulaserit toimivat sähköisesti stimuloimalla hiilidioksidi-kaasun seosta tuottamaan lasersäteen, jonka aallonpituus 10,6 mikrometriä - Mitä? Tämä pidempi aallonpituus tekee niistä poikkeuksellisen tehokkaita ei-metallisissa materiaaleissa.
Mitä tämä tarkoittaa projekteillesi? Jos työskentelet puun, akryyliksen, lasin, paperin, tekstiilien, nahkan tai useimpien muovien kanssa, leikkauskoneiden CO2-laseri tuottaa erinomaisia tuloksia. Säde tuottaa puhtaita leikkauksia, joissa orgaaniset materiaalit poltetaan vähäisimmällä määrällä, ja akryyliteokset ovat usein merkillisiä kiillotettuja, kiiltäviä reunoja - myyntikohde kyltti- ja näyttölaitteille.
CO2-järjestelmillä on kuitenkin rajoituksia. Ne kärsivät heijastusmetallien vaikutuksesta ja vaativat enemmän huoltotoimintaa kuin uudemmat vaihtoehdot. CO2-laserleikkauskone pystyy käsittelemään metalliteoksia, mutta se on yleensä hitaampi ja vähemmän tehokas kuin kuituvaihtoehdot.
Metallien ylivaltaa tuottavat kuitulaserit
Kun metalli on päämateriaali, kuitulaserinkäsittely on kultainen standardi. Nämä kiinteän aineen laserit tuottavat säteensa erityisen suunniteltujen lasikuitujen kautta, joita pumppudiodit vahvistelevat, ja niiden aallonpituus on 1 064 mikrometriä, mikä on noin kymmenen kertaa lyhyempi kuin CO2-lasereilla.
Miksi aallonpituus on tärkeää? Lyhyempi aallonpituus luo erittäin pienen keskimäärän, jonka intensiteetti on jopa 100 kertaa suurempi kuin CO2-laserilla vastaavalla tehon tasolla. Tämä tarkoittaa nopeampaa leikkausta, korkeampaa tarkkuutta ja erinomaista suorituskykyä heijastavilla materiaaleilla, kuten alumiinilla, messingillä ja kuparilla, jotka aiheuttavat ongelmia hiilidioksidijärjestelmille.
Käytännölliseltä kannalta valokuitutekniikkaa käyttävä metallilaserleikkauslaite tarjoaa lisäetuja: se vaatii vain vähän kunnossapitoa ja sen käyttöikä on yli 25 000 lasertuntia. Kaikissa metallien laserleikkauskoneissa - hiiliteräksessä, ruostumattomassa teräksessä tai titaanikuidulla - on yleensä parhaat tulokset.
Erikoistunut vaihtoehto, josta kannattaa tietää, on MOPA-laser, jonka pulssin kesto on säädettävissä. Tämä joustavuus tekee siitä yhden metallinsekaisulaserin monipuolisimmista vaihtoehdoista erilaisiin sovelluksiin.
Kristallilaserit: tarkkuusasiantuntijat
Kristallilaserit, mukaan lukien Nd:YAG (neodyymi-dopitoitu yttrium-alumiinigranetti) ja Nd:YVO (neodyymi-dopitoitu yttrium-ortovanadaatti), ovat erikoistunut niche. Ne tuottavat saman 1,064 mikrometrin aallonpituuden kuin kuitulaserit, joten ne soveltuvat metalliin ja muoveihin.
- Mitä vaihtokauppaa? Kristallilaserit sisältävät pumppadiodeja, jotka on vaihdettava noin 8 000-15 000 laserin tunnin jälkeen, mikä on huomattavasti lyhyempi kuin kuitulaserin elinkaari. Kristallien käyttöikä on myös rajallinen. Vaikka ne pystyvät tekemään erinomaista tarkkuutta, erityisesti merkitsemiseen ja kaivertoon, niiden korkeammat huoltovaatimukset ja komponenttikustannukset tekevät niistä harvinaisempia yleiskäyttöisissä laserleikkauskoneiden metalli-sovelluksissa.
Oikean laserteknologian valinta hankkeellesi
Sopivan teknologian valinta perustuu materiaalien ja sovellusten tarpeiden sovittamiseen laserin valmiuksiin. Seuraavassa vertailutaulukossa on erillisluvut keskeisistä eroavuuksista:
| Laserin tyyppi | Parhaat materiaalit | Tyyppinen paksuusalue | Nopeusominaisuudet | Ihanteelliset sovellukset |
|---|---|---|---|---|
| CO2 | Puun, akryylipitoisuuden, lasin, paperin, tekstiilien, nahkan, muovin, folioiden | Jopa 25 mm ei-metalleille; rajoitettu metallikyky | Kohtalainen; erinomainen valokeila | Kiinteät tavarat, myös tavarat, jotka on valmistettu tai valmistettu muilla kuin metallilla |
| Kuitu | Hiiliteräs, ruostumaton teräs, alumiini, kuparin, messinki, titaani | Hehkä levy 2+ tuumaa riippuen koneen koko | Nopeus: jopa 100 kertaa CO2-intensiteettiä samassa tehoasteessa | Levyvalmisteet, autojen osat, teollisuuden osat, heijastusmetalli |
| Kristalli (Nd:YAG/Nd:YVO) | Metalli, päällystetty metalli, muovi, osa keramiikasta | Valmistus, jossa on vähintään 50 painoprosenttia teräskäyttöä | Tarkka, mutta pidempi huoltovälit | Tarkka merkintä, kaivertaus, erikoisalan teollisuus |
Kun kysyt hiililaserikatkaisupalveluista tai palveluntarjoajista, kysy nimenomaan, mitä laserlajeja ne käyttävät. Toimisto, jossa on sekä hiilidioksidivarastoa että kuituvalmiuksia, tarjoaa joustavuutta sekoitettuja materiaaleja koskeviin hankkeisiin, kun taas erikoistuneet toimistot voivat tarjota syvällisempää asiantuntemusta tietyistä materiaaliluokista.
Näiden teknologisten perusteiden ymmärtäminen valmistaa sinut tekemään tietoisia päätöksiä, mutta teknologia on vain osa yhtälöä. On yhtä tärkeää tietää, mitkä materiaalit toimivat parhaiten kunkin lasertyypin kanssa ja mitä tuloksia voit todellisuudessa odottaa.
Laserleikkaamoon leikattavia materiaaleja
Olet valinnut oikean laserteknologian, mutta entä materiaalit? Kun tietää, mitkä substratit toimivat kunkin järjestelmän kanssa, hyvät tulokset muuttuvat poikkeukselliseksi. Rikotaan materiaaliluokat, joita kohtaatte ja mitä jokaisesta voi odottaa.
Lasertyypin ja materiaalin välinen suhde ei ole vain yhteensopivuutta vaan optimointia. Kuitulaseri voi leikata puuta, mutta se ei anna puhtaita reunoja kuin hiilidioksidipäästöjärjestelmä. Samalla tavoin metallin leikkaaminen laserikoneella tuhlaa aikaa ja tuottaa huonosti tuloksia. Seuraavat ohjeet auttavat sinua yhdistää materiaalit tekniikkaan optimaalisten tulosten saavuttamiseksi .
Laserleikkauksessa parhaiten käsiteltäviä metalleja
Metallien laserleikkaus on yksi vaativimmista käyttötavoista, ja parhaat tulokset saadaan tehokkailla kuitulasereilla. - Hyvä uutinen? Nykyaikainen laitteisto käsittelee vaikuttavaa määrä metallia tarkkuudella, jota perinteiset menetelmät eivät voi verrata.
Teräs ja ruostumaton teräs: Nämä ovat edelleen yleisimmät käsiteltävät metallit. Kun sinun täytyy leikata ruostumatonta terästä laserilla, kuitulaserit tuottavat puhtaat, oksideittomat reunat – erityisesti kun työkaasuna käytetään typpeä. Hiiliterästä voidaan leikata tehokkaasti eri paksuuksia, alkaen ohuesta levyteräksestä yli tuuman paksuisiin levyihin.
Alumiini: Alumiinin laserleikkaus aiheuttaa ainutlaatuisia haasteita korkean heijastavuutensa ja lämmönjohtavuutensa vuoksi. Nykyaikaiset tehokkaat kuitulaserjärjestelmät kuitenkin hallitsevat nämä ominaisuudet tehokkaasti. Leikkausaukon leveys on hieman suurempi kuin teräksellä, mutta reunalaatu säilyy erinomaisena useimmissa sovelluksissa.
Kupari ja messingi: Nämä erittäin heijastavat materiaalit aiheuttavat aikoinaan vakavia riskejä laserlaitteille – heijastuneet säteet voivat vahingoittaa optisia komponentteja. Nykyaikaiset erityisesti näihin materiaaleihin soveltuvat kuitulaserjärjestelmät sopivilla tehoilla leikkaavat molemmat materiaalit luotettavasti, mikä avaa mahdollisuuksia sähkökomponenttien, koristekappaleiden ja tarkkuusosien valmistukseen.
Muovit ja akryylit puhtaille reunoille
Laserleikkaus muovimateriaaleihin vaatii huolellista valintaa – kaikki muovit eivät reagoi turvallisesti laserprosessointiin. Sen ymmärtäminen, mitkä materiaalit soveltuvat ja mitkä on vältettävä, suojaa sekä projektiasi että laitteistoa.
Akryyli (PMMA/Plexiglass): Tämä materiaali on epäkiistattomasti paras valinta laserprosessointiin. ACRYLITE:n valmistusohjeiden mukaan ACRYLITE:n valmistusohjeet , CO₂-laserit tuottavat liekkipolioidut reunat leikkaustarkkuudella alle 0,005 tuumaa/jalka. Oikeilla asetuksilla toteutettu akryylin leikkauspalvelu tuottaa kiiltävät, ammattimaiset reunat, jotka ovat täydellisiä esimerkiksi mainosmerkintöihin, näyttöihin ja koruihin.
POM (asetali/Delrin): Tämä tekninen muovi toimii erinomaisesti toiminnallisille komponenteille. Kun tarvitset hammaspyöriä, varrukset tai mekaanisia osia, POM leikataan puhtaasti ja säilyttää mittatarkkuutensa.
Vältettävät materiaalit: Useita yleisiä muoveja aiheuttaa vakavia vaaroja. PVC vapauttaa kloorikaasua, joka muodostaa vetykloridihappoa – tämä tuhoaa laitteita ja luo myrkyllisiä olosuhteita. ABS emittoi syanidiyhdisteitä ja sulaa sen sijaan, että haihtuisi. Paksu polikarbonaatti (Lexan) syttyy tuleen ja värjäytyy voimakkaasti. Jokainen luotettava laitos kieltäytyy näiden materiaalien käytöstä.
Puun ja komposiittimateriaalien ohjeet
Puulla on lämpöä ja monipuolisuutta, joita syntetiikka ei pysty toistamaan. CO2-laserit käsittelevät useimpia puulajeja tehokkaasti, vaikka tiukkuuserot vaativatkin parametrien säätöä.
Luonnolliset kovapuut: Pähkinäpuu, vihapuu, kirsikkapuu ja tammi tuottavat kauniita tuloksia, mutta niiden korkean tiukkuuden vuoksi vaaditaan enemmän tehoa ja hitaampia leikkausnopeuksia. Odota tummemman reunalisän muodostumista, jota monet sovellukset itse asiassa hyväksyvät esteettisenä ominaisuutena.
Pehmeäpuut: Balsa, mänty ja sypressi leikataan nopeasti alhaisemmillä tehoasetuksilla. Nämä materiaalit soveltuvat hyvin prototyypitykseen ja projekteihin, joissa nopeus on tärkeämpi kuin reunan tarkkuus.
Teknologisesti valmistetut puutuotteet: Kerroslevy ja MDF vaativat varovaisuutta. Näitä materiaaleja yhdistävät liimat voivat vapauttaa formaldehydiä ja muita yhdisteitä kuumennettaessa. Hyvä ilmanvaihto on välttämätöntä, ja leikkauslaatu voi vaihdella liiman epätasaisuuksien vuoksi kerrosten välillä.
| Materiaaliluokka | Yleiset tyypit | Tyyppinen paksuusalue | Leikkauslaatuun liittyviä huomioita | Erityiset näkökohdat |
|---|---|---|---|---|
| Rautametallien | Hiilesteräs, Rostivapaa teräs | 24 gauge – yli 1" (kuitulaser) | Puhtaat leikkausreunat; typen apu estää ruostumista ruostumattomassa teräksessä | Vaatii kuitulaserin; CO₂-laser ei sovellu |
| Ei-ferromagneettiset metallit | Alumiini, kupari, messinki | Enintään 0,5" riippuen seoksesta | Hyvät leikkausreunat; leveämpi leikkausaukko alumiinissa | Korkea heijastavuus vaatii erityisiä kuitulaserjärjestelmiä |
| Akryylit | PMMA, Plexiglass, valutettu akryyli | Enintään 1" sopivalla teholla | Tulppaamalla kiillotetut reunat; erinomainen läpinäkyvyys | CO2-laser suositeltavimmin; suojaus estää pinnan vaurioitumisen |
| Tekniikkamuovi | POM/Delrin, Mylar | Enintään 0,5" | Puhtaat leikkaukset, jotka soveltuvat toiminnallisille osille | Tarkista materiaalin koostumus; vältä PVC:tä ja ABS:ta |
| Luonnolliset puut | Tammi, vihapuu, valkosankapuu, mänty, balsa | Yleensä enintään 0,75" | Tyypilliset hiiltyneet reunat; vaihtelee tiukkuuden mukaan | Syttymisvaarallinen; älä jätä koskaan valvomattomaksi |
| Tekoelämä | Kerroslevy, MDF, kovalevy | Enintään 0,5" | Muuttuva liimojen kerrosten mukaan | Myrkyllisiä kaasuja sideaineista; vaatii erinomaisen ilmanvaihdon |
| Kankaita | Puuvilla, villakangas, denim, polyesteeri | Yksikerroksinen tai kevyt pinottu | Luonnonkuidut leikataan siististi; synteettiset kuidut sulautuvat reunat | Tulvaara luonnonkuiduilla; polyesteeri tuottaa hienoisia, säröntönä reunuksia |
| Paperi/kartonki | Korttipaperi, aaltopahvi, pahvilevy | Enintään 0,25" | Erinomainen yksityiskohtien toteutuskyky | Korkea tulvaara; käytä ilmanpuhdistusta ja valvotaan jatkuvasti |
Kun materiaalin valinta on selvennetty, olet valmis siirtymään seuraavaan ratkaisevaan vaiheeseen – suunnittelutiedostojen oikeaan valmisteluun. Jopa täydelliset materiaalivalinnat eivät kompensoi tiedostovalmisteluvirheitä, jotka viivästyttävät projekteja ja lisäävät kustannuksia.
Valmistele suunnittelutiedostosi menestyksekästä laserleikkausta varten
Olet valinnut materiaalin ja tiedät, mikä laser-teknologia sopii projektillesi. Nyt tulee vaihe, jossa monet ensikertalaiset asiakkaat epäonnistuvat – tiedostojen valmistelu. Vaikka edistyneimminkin laserleikkaus-CNC-kone voi toimia ainoastaan sillä, mitä sille annetaan, huonosti valmistellut tiedostot aiheuttavat viivästymiä, virheellisiä leikkauksia ja hukattua materiaalia.
Ajattele suunnittelutiedostoa ohjeiden joukkona. Jos näissä ohjeissa on virheitä, epäselvyyksiä tai muotoiluongelmia, kone tulkitsi ne kirjaimellisesti – usein turhauttavien tulosten kera. Hyvä uutinen? Useimmat tiedostovalmisteluongelmat voidaan täysin välttää, kun ymmärtää, mitä laserleikkauspalvelut todellisuudessa vaativat suunnitelmistasi.
Tiedostomuodot, joita kaikki laserleikkaamot hyväksyvät
Laserleikkurit käyttävät vektoritiedostoja pikemminkin kuin rasterikuvia. Miksi? Vektoritiedostot määrittelevät muodot matemaattisten polkujen avulla, mikä mahdollistaa rajattoman skaalauksen ilman laadun heikkenemistä. Rasterikuva (kuten JPEG tai PNG) koostuu pikseleistä, jotka muuttuvat sumeiksi suurennettaessa eivätkä tarjoa koneille vaadittuja tarkkoja leikkauspolkuja.
Useimmat tarkkuuslaserleikkaustilat hyväksyvät seuraavat standardimuodot:
- DXF (Drawing Exchange Format): Yleismaailmallinen standardi CAD-tiedostoille – melkein jokainen leikkaamo hyväksyy tämän muodon ilman muunnosongelmia
- AI (Adobe Illustrator): Omat Illustrator-tiedostot toimivat hyvin, erityisesti silloin, kun suunnitelmissa on taiteellisia elementtejä
- SVG (Scalable Vector Graphics): Avoimen lähdekoodin muoto, joka säilyttää vektoritiedon eheytetä eri ohjelmistojen välillä
- PDF (Portable Document Format): Hyväksytään, kun se sisältää vektorikuvia, vaikka jotkin työpajat suosivat erityisiä CAD-muotoja
- DWG (AutoCAD-piirustus): AutoCAD-ohjelman natiivimuoto, jota käytetään yleisesti insinööri- ja arkkitehtuurisovelluksissa
Epävarmuustilanteissa DXF on edelleen turvallisimpia vaihtoehtoja. Mukaan lukien SendCutSendin ohjeiden , mittojen tarkistaminen rasterimuodoista muunnetun tiedoston jälkeen on välttämätöntä – suunnitelmasi tulostaminen 100 %:n mittakaavassa auttaa varmistamaan, että kaikki mitat ovat oikein ennen lähettämistä.
Suunnitteluvirheet, jotka viivästyttävät projektiasi
Jopa kokemukset suunnittelijat tekevät tiedostovalmistusvirheitä. Yleisimmät virheet tuntemalla voit välttää takaisin- ja eteenpäin kulkevat tarkistukset, jotka hidastavat tuotantoa ja lisäävät kustannuksia.
Tässä ovat virheet, jotka aiheuttavat ongelmia useimmin:
- Avoinna olevat polut: Jokaisen muodon on muodostettava täydellinen, suljettu silmukka. Avoinen polku hämmentää laserleikkuujärjestelmiä – kone ei pysty määrittämään, missä sisäosa päättyy ja ulkoinen alkaa. Kuten Kirmell huomauttaa , mikä tahansa avoin polku voi johtaa epätäydellisiin tai epätarkkoihin leikkauksiin
- Päällekkäiset tai päällekkäin olevat viivat: Kun kaksi viivaa sijaitsee samassa paikassa, laser voi leikata kyseisen polun kahdesti, mikä aiheuttaa liiallista materiaalin polttamista tai leveämmän kuin tarkoitettu leikkausaukon (kerf)
- Väärä mittakaava tai yksiköt: Suunnitelma, jonka mittaus on 10 mm ohjelmassasi, saattaa leikkausjärjestelmän tulkita 10 tuumaksi. Varmista aina, että tiedostossasi käytetään yhtenäisiä yksiköitä ja että ne vastaavat tarkoitettuja fyysisiä mittoja
- Puuttuvat toleranssit: Laserleikkaus saavuttaa erinomaista tarkkuutta – yleensä ±0,1 mm – mutta valmistus ilman kriittisten mittojen vaatimusten kommunikoimista johtaa osiin, jotka eivät sovi oikein kokoonpanoihin
- Aktiiviset tekstilaatikot: Tekstiä, joka ei ole muunnettu kontuuriksi (tai jota ei ole "räjäytetty" joissakin CAD-ohjelmissa), saattaa näyttää väärin tai se ei ehkä leikkaudu lainkaan. Siirrä hiiren osoitin tekstelementtien päälle – jos ne ovat muokattavissa, niiden on muunnettava vektorimuodoiksi
- Upotetut rasterikuvat: Taustakuvat tai muut ei-vektorikuva-alkiot, jotka on upotettu tiedostoon, joko jätetään huomiotta tai aiheuttavat käsittelyvirheitä
- Mahdottoman pienet piirteet: Yksityiskohdat, jotka ovat pienempiä kuin laserin leikkuuleveyden (kerf) leveys, eivät voida leikata tarkasti. Ympyrät, teksti tai monimutkaiset kuviot, joiden koko on alle vähimmäiskoon, johtavat palamiseen tai puuttuviin piirteisiin.
Tiedostojen valmistelu ensimmäistä kertaa onnistuneesti
Oikea valmistelu muuttaa suunnittelusi tarkasti haluamallasi tavalla laserkirurgisesti leikattaviksi osiksi. Noudata näitä käytäntöjä varmistaaksesi, että laserkäsittelypalvelut voivat käsitellä tiedostoja ilman tarkistuspyyntöjä.
Varmista, että kaikki polut ovat suljettuja: Käytä ohjelmasi polun analyysityökaluja aukkojen tunnistamiseen. Illustratorissa komento "Yhdistä" yhdistää avoimet päätepisteet. Useimmissa CAD-ohjelmissa on vastaavia tarkistustoimintoja.
Poista kaikki toistuva geometria: Päällekkäiset viivat syntyvät usein kopioi-liitä-toiminnoista tai tiedostojen tuonnista muista ohjelmista. Suorita ohjelmasi siistimis- tai yhdistämistoiminnot poistaaksesi turhat toistot.
Muunna teksti reunoiksi: Ennen vientiä valitse kaikki tekstielementit ja muunna ne vektoripoluihin. Illustratorissa tämä tarkoittaa toimintoa "Muunna kontuuriksi". SolidWorks-käyttäjät voivat viedä tiedostot ilman huolta – useimmat järjestelmät ohittavat automaattisesti merkintän "Opiskelijaversio".
Ota huomioon leikkausleveys (kerf): Lasersäde poistaa materiaalia leikatessaan, yleensä 0,1–0,4 mm riippuen käytetystä materiaalista ja tehoasetuksesta. Tarkkojen liitosten saavuttamiseksi siirrä leikkausviivoja puolet odotetusta leikkausleveydestä (kerf). Monet työpajat antavat tarkat kerf-arvot pyynnöstä.
Tarkista, ettei leikattavia osia jää kiinni: Sisäosat, jotka eivät ole yhdistetty pääsuunnitteluun, irtoavat leikkauksen aikana ja niitä ei voida säilyttää. Jos näitä elementtejä tarvitaan, lisää pieniä yhdistäviä siltoja (tappuja) pitääksesi ne paikoillaan tai lähetä ne erillisinä suunnitelmina.
Määrittele toleranssit selvästi: Jos laserleikkaus vaatii erityistä tarkkuutta kriittisissä mitoissa, merkitse tiedostoon tai tilausmuistiin tarkat toleranssivaatimukset. Standarditarkkuus on noin ±0,1 mm, mutta kertomalla, mitkä mitat ovat tärkeimmät, autat operaattoreita keskittymään tarkkuuteen juuri siellä, missä sitä eniten tarvitaan.
Tarkista mitat ristiin: Tulosta suunnittelusi 100 %:n mittakaavassa ja mittaa tärkeimmät osat kalanleikkausmittarilla tai viivaimella. Tämä yksinkertainen askel havaitsee mittakaava-ongelmat ennen kuin ne muodostuvat kalliiksi virheiksi.
Ammattimainen vinkki: Monet laserleikkauspalvelut tarjoavat tiedostojen tarkistuksen tuotannon aloittamisen ennen. Hyödynnä tätä – pikkuinen tuotannon ennen tehtävä tarkistus havaitsee ongelmat, jotka muuten vaatisivat kalliita uusintatuotantoja.
Kun tiedostot on valmisteltu asianmukaisesti, olet valmis saamaan laadukkaita tuloksia. Mutta miten laserleikkaus suhteutuu vaihtoehtoisiihin teknologioihin? Ymmärtäminen, missä tämä prosessi erottuu – ja missä muut menetelmät voisivat soveltua paremmin – auttaa sinua tekemään jokaisen projektin kannalta älykkäimmän valinnan.
Laserleikkaus vs. vesileikkaus, plasma- ja CNC-jyrsintä
Suunnittelutiedostosi ovat valmiit, ja tiedät, mitkä materiaalit sopivat parhaiten laser-teknologiaan. Mutta tässä on kysymys, joka kannattaa esittää: onko laserleikkaus todella oikea valinta juuri sinun projektisi tarpeisiin? Joskus vastaus on selvä kyllä – toisinaan taas vaihtoehtoiset teknologiat tuottavat parempia tuloksia alhaisemmin kustannuksin.
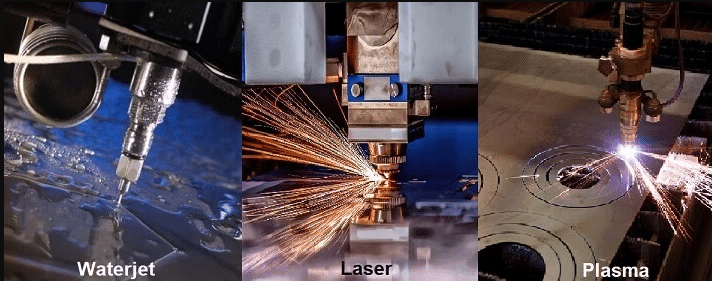
Väärän leikkausmenetelmän valinta voi maksaa sinulle tuhansia euroja hukattujen materiaalien ja tuhlaantuneen ajan takia. Riippumatta siitä, käytätkö metalliteollisuuden työpistettä vai tilaatko räätälöityjä osia harrasteprojektiisi, oikean leikkausteknologian valinta sinun erityistarpeidesi mukaan tekee kaiken eron. Tarkastellaan, miten CNC-laserleikkaus suhteutuu kolmeen tärkeimpään vaihtoehtoon: vesisuihkuleikkaus, plasmaleikkaus ja CNC-jyrsintä.
| TEKNOLOGIA | Tarkkuustaso | Nopeus | Materiaalinen yhteensopivuus | Reunan laatu | Kustannusteemat | Parhaat käyttötapaukset |
|---|---|---|---|---|---|---|
| Laserleikkaus | ±0,001 mm – ±0,1 mm; erinomainen tarkkuus pienille yksityiskohtille | Nopea ohuissa materiaaleissa; hidastuu paksuuden kasvaessa | Metallit, muovit, puu, kankaat; rajallinen käyttö paksuissa tai heijastavissa materiaaleissa ilman kuitulaseria | Puhtaat, sileät reunat; vähäinen jälkikäsittely vaaditaan | Kohtalainen laitteistokustannus; tehokas ohuen levyjen sarjatuotannossa | Monimutkaiset suunnittelut, ohut levyt, tarkkuusosat, elektroniikka, kyltit |
| Vesileikkaus | ±0,1 mm tyypillisesti; erinomainen paksuilla materiaaleilla | Hitaampi kuin laser- ja plasmaleikkauksessa; 3–4 kertaa hitaampi 1 tuuman teräksessä verrattuna plasmaan | Virtuaalisesti kaikki materiaalit, mukaan lukien kivi, lasi ja komposiitit; jopa 24 tuumaa paksuja materiaaleja karkeisiin leikkauksiin | Sateenkihkä sileä pinta; ei lämpövaikutettuja alueita | Korkeammat laitteistokustannukset (noin 195 000 USD verrattuna plasmaan, joka maksaa noin 90 000 USD); korkeammat käyttökustannukset | Lämmönherkkä materiaali, paksu materiaali, kivi/lasi, ilmailukomponentit |
| Plasma | Vähemmän tarkka kuin laserleikkaus; sopii rakenteelliseen työhön | Nopein paksuilla johtavilla metalleilla | Vain johtavat metallit (teräs, alumiini, kupari) | Jättää sulamisjätteitä (slag/dross); usein vaatii toissijaisen viimeistelyn | Alhaisimmat laitteisto- ja käyttökustannukset | Rakenneteräs, raskas koneisto, laivanrakennus, paksulevytyö |
| CNC-mylly | ±0,01 mm; erinomainen monimutkaisille 3D-muodoille | Yleisesti ottaen hitaampi; poistaa materiaalia vaiheittain | Metallit, muovit, puu, komposiitit; käsittää hyvin paksuja ja tiukkoja materiaaleja | Sileä pinta; saattaa vaatia hiontaa tai kiillotusta | Korkeammat alustavat kustannukset; kustannustehokas tarkkuuden vaativiin 3D-osien valmistukseen | Monimutkaiset 3D-osat, ilmailu, lääketieteelliset laitteet, paksujen materiaalien työstö |
Tilanteet, joissa laserleikkaus on parempi kuin muut vaihtoehdot
Laser-CNC-teknologia loistaa parhaiten silloin, kun tarkkuus ja nopeus kohtaavat. Mukaan lukien Makera:n vertailututkimus laserleikkaus saavuttaa toleranssit jopa ±0,001 mm:n tarkkuudella – mikä tekee siitä ideaalin ratkaisun tarkkoja yksityiskohtia ja teräviä reunoja vaativiin sovelluksiin. Ajattele esimerkiksi koruselementtejä, elektroniikkakoteloita, mukautettuja mainosmerkintöjä ja monimutkaista koristetyötä.
Keskittynyt säde luo poikkeuksellisen siistit reunat, jotka usein eivät vaadi lisäkäsittelyä. Ohuille metallilevyille ja yksityiskohtaisille kuvioille metallinleikkauslaser tuottaa tuloksia, joita plasma ei yksinkertaisesti pysty saavuttamaan. Parhaat laserit ohuiden materiaalien leikkaamiseen kuuluvat yleensä laserluokkaan, kun reunalaatu ja tarkkuus ovat tärkeimmät tekijät.
Nopeusedu on erityisen huomattava ohuilla materiaaleilla ja monimutkaisilla suunnitteluratkaisuilla. Siinä missä CNC-jyrsintä poistaa materiaalia vaiheittain (aikaa vievä prosessi monimutkaisille 2D-kuvioille), metallin leikkauslasertoiminta tapahtuu lähes heti leikkauslinjaa pitkin. Suurten tuotantomäärien ja tiukkojen toimitusaikojen vaatimukset hyötyvät merkittävästi tästä tehokkuudesta.
Laserleikkausella on kuitenkin käytännön rajoituksia. Teollisuustestaus vahvistaa, että laserit kohtaavat vaikeuksia pintojen kanssa, joiden paksuus ylittää yhden tuuman — ja leikkaamisen aikana syntyvä lämpö voi aiheuttaa palo- tai jännitysjälkiä, jotka vaativat tietyillä materiaaleilla lisäkäsittelyä.
Vesipisaraleikkaus vs. laser leikkaus paksuille materiaaleille
Kun materiaalin paksuus kasvaa tai lämpöherkkyys muodostuu ongelmaksi, vesisuihkuleikkaus tulee esiin tehokkaana vaihtoehtona. Tämä kylmäleikkausprosessi käyttää korkeapainea vettä (usein sekoitettuna kuluttaviin hiukkasiin) leikkaamaan materiaaleja ilman lämpövaikutusalueita.
Monikäyttöisyys on merkittävä. Flow Waterjetin teknisen vertailun mukaan kuluttavalla vesisuihkulla voidaan leikata käytännössä mitä tahansa materiaalia – metallia, kiveä, lasia, komposiitteja ja jopa elintarvikkeita – paksuudella jopa 24 tuumaa karkeisiin leikkauksiin. Mikään muu leikkausteknologia ei tarjoa tätä materiaalijoustavuutta.
Lämpöherkillä sovelluksilla valinta selkiytyy entisestään. Laserleikkaus tuottaa keskitettyä lämpöenergiaa, joka voi vääntää ohuita materiaaleja tai luoda kovennettuja alueita metalleissa. Vesisuihkuleikkaus tuottaa silkisesti sileän reunan ilman lämpövääntymiä, mikä tekee siitä suositun valinnan ilmailukomponenteille, lääketieteellisille laitteille ja materiaaleille, joiden metallurgisia ominaisuuksia ei saa muuttaa.
Kompromissi? Nopeus ja kustannukset. Testit osoittavat, että plasmapolttoleikkaus 25 mm paksuisessa teräksessä on noin 3–4 kertaa nopeampaa kuin vesisuihkuleikkaus, ja käyttökustannukset ovat noin puolet vesisuihkun vastaavista jalkaa kohden. Täydelliset vesisuihkujärjestelmät maksavat noin 195 000 dollaria verrattuna noin 90 000 dollariin vastaavista plasmapolttojärjestelmistä. Useimmille metalliteollisuuden valmistusliikkeille, jotka keskittyvät teräkseen ja alumiiniin, plasmapoltto- tai laserleikkaus tarjoaa usein paremman tuottoprosentin – mutta vesisuihkuleikkaus säilyy korvaamattomana sen ainutlaatuisien ominaisuuksien vuoksi.
Oikean teknologian valinta projektillesi
Näiden teknologioiden tarkastelun jälkeen yksi tosiasia tulee selväksi: yhtä "parasta" leikkausmenetelmää ei ole. Jokainen menetelmä erikoistuu tiettyihin tilanteisiin.
Valitse laser- ja CNC-laserleikkaus, kun:
- Tarvitset monimutkaisia suunnitelmia, joissa on hienojakoisia yksityiskohtia ohuissa materiaaleissa
- Leikkausreunan laatu on tärkeä ja haluat mahdollisimman vähän jälkikäsittelyä
- Tuotantonopeus levytavaroilla on etusijalla
- Vaaditaan tiukat toleranssit (±0,1 mm tai parempi)
Valitse vesileikkaus, kun:
- Materiaali ei siedä lämpöä (ilmailualttuudet, lämpökäsityt metallit)
- Leikkaat ei-metalleja, kuten kiveä, lasia tai komposiitteja
- Paksuus ylittää yhden tuuman
- Lämmön aiheuttama vyöhyke on epätoivottava sovelluksessasi
Valitse plasmaleikkaus kun:
- Paksut johtavat metallit (teräs, alumiini, kupari) hallitsevat työtäsi
- Budjettirajoitukset ovat tärkeämpiä kuin reunan viimeistely
- Nopeus paksuilla levyillä on tärkeämpiä kuin tarkkuusvaatimukset
- Etsit plasmaleikkausta lähelläsi rakenteelliseen työhön nopealla toimitusajalla
Valitse CNC-jyrsintä kun:
- Vaaditaan monimutkaisia kolmiulotteisia muotoja
- Tiukat tai paksut materiaalit vaativat tarkan koneistuksen
- Pintalaadun vaatimukset edellyttävät leikkaamisen jälkeistä viimeistelyä
- Sovellukset vaativat materiaalin poistamista kiinteistä lohkoista eivätkä levyleikkausta
Monet menestyneet valmistusliikkeet liittävät lopulta useita teknologioita – ja siitä on hyvä syy. On järkevää aloittaa järjestelmällä, joka parhaiten vastaa yleisimpiä projektejasi, mutta kyky laajentaa mahdollisuuksia ajan myötä mahdollistaa laajemman asiakaskunnan palvelemisen.
Teknologian valinta projektisi tarpeisiin on vain yksi palanen palapeliä. Yhtä tärkeää on tietää, mitä nämä palvelut todella maksavat ja miten hinnoittelu toimii – aihe, joka usein turhauttaa ensimmäistä kertaa palvelua hakevia asiakkaita, jotka haluavat läpinäkyvyyttä.
Laserleikkauskustannusten ja hinnoittelutekijöiden ymmärtäminen
Jos olet koskaan etsinyt laserleikkauspalvelua lähialueeltasi ja olet tullut turhautuneeksi epätäsmälliseen hintatietoon, et ole yksin. Toisin kuin valmiiksi valmistettujen tuotteiden ostaminen, laserleikkauksen hinnat vaihtelevat huomattavasti kymmenien muuttujien mukaan – ja useimmat tarjoajat eivät julkaise kiinteitä hintaluetteloita hyvästä syystä.
Ymmärtäminen siitä, mitkä tekijät vaikuttavat lopulliseen hintaasi, mahdollistaa älykkäämpien päätösten tekemisen, suunnittelun optimoinnin kustannustehokkuuden kannalta sekä tehokkaamman viestinnän, kun pyydät laserleikkaustarjousta. Tarkastellaan nyt niitä tekijöitä, jotka todellisuudessa määrittävät maksamasi hinnan.
Mitkä tekijät vaikuttavat lopulliseen hintaasi
Jokainen laserleikkaushanke on ainutlaatuinen, mutta kustannusten laskenta noudattaa ennakoitavia kaavoja. Komacutin hintaan vaikuttavien tekijöiden analyysin mukaan päätekijöitä ovat materiaalin tyyppi, paksuus, suunnittelun monimutkaisuus, leikkausaika, työvoimakustannukset ja viimeistelyprosessit. Tässä kerrotaan, miten kukin näistä tekijöistä vaikuttaa laserleikkauskustannuksiisi:
- Materiaalin tyyppi ja hinta: Eri materiaalit ovat eri hintaisia – ruostumaton teräs on kalliimpaa kuin pehmeä teräs, ja erikoispuhtausseokset ovat erityisen kalliita. Raaka-ainekustannukset muodostavat minkä tahansa tarjouksen perustan
- Materiaalin paksuus: Paksuimmat materiaalit vaativat enemmän energiaa, hitaampia leikkausnopeuksia ja lisäävät koneen kulumista. Esimerkiksi 1 mm paksun teräsosan leikkaaminen kestää yhdestä kolmeen sekuntiin, kun taas paksuimman materiaalin leikkaaminen vaatii huomattavasti enemmän aikaa ja tehonkulutusta
- Suunnittelun monimutkaisuus: Monimutkaiset kuviot, joissa on useita leikkausaukkoja, vaativat enemmän pisteleikkauspisteitä – jokainen lisää leikkausaikaa. Teollisuuden tiedon mukaan enemmän pistleikkauspisteitä ja pidempi leikkausreitti nostavat suoraan kustannuksia, koska koneen käyttöaika pitenee
- Kokonaissäteilyleikkausreitin pituus: Laserin on kuljettava kaikki piirroksessasi olevat viivat. Enemmän leikkauksia tarkoittaa enemmän aikaa, ja aika tarkoittaa rahaa, kun koneet maksavat 60–100+ dollaria tunnissa
- Toissijaiset viimeistelyvaatimukset: Tervakäsittelemällä, kiillottamalla, hiomaalla, jauhepinnoittamalla tai kokoonpanolla lisätään työvoimakustannuksia, laitteiden käyttöaikaa ja materiaaleja kokonaishintaan
- Toimitusaika: Kiireelliset tilaukset sisältävät yleensä 20–50 %:n lisämaksun samanpäiväiselle tai viikonlopputyölle. Standardit toimitusajat pitävät kustannukset alhaisempina
Älykäs suunnitteluvinkki: Leikkausaukkojen määrän vähentäminen ja geometrioiden yksinkertaistaminen voivat merkittävästi alentaa kustannuksiasi ilman, että toiminnallisuus kärsii.
Prototyyppikustannukset vs. tuotantomäärien säästöt
Asiakkaat kysyvät usein: miksi yhden prototyypin kustannus per kappale on niin paljon korkeampi kuin tuotantomäärien kustannukset? Vastaus piilee siinä, miten kustannukset jakautuvat eri tuotantomääriin.
Jokainen laserleikkaustyö aiheuttaa kiinteitä asennuskustannuksia riippumatta määrästä – tiedostojen valmistelu, koneohjelmien laatiminen, materiaalin lataaminen ja laadunvarmistus tapahtuvat yhtä hyvin yhden osan kuin tuhannen osan leikkaamisessa. Kun tilaat yhden prototyypin, sinun on maksettava kaikki nämä asennuskustannukset kokonaan. Kun tilaat 100 kappaletta, sama asennuskustannus jakautuu kaikkien yksiköiden kesken.
Talousmekanismi toimii seuraavasti:
- Prototyyppitilaukset (1–10 kappaletta): Asetuskustannukset hallitsevat yksikköhintaa. Odota korkeampia laserleikkausmaksuja kappaleelta, mutta alhaisempaa kokonaishankintasummaa käsittelemällä konsepteja.
- Pieni sarjatuotanto (10–100 kappaletta): Asetuskustannukset alkavat jakautua merkityksellisesti. Tämä optimaalinen tuotantomäärä sopii usein rajoitettuihin eriin, erikoiskomponentteihin tai markkinatestaukseen.
- Tuotantomäärä (yli 100 kappaletta): Kiinteät kustannukset muodostavat yksikköä kohden merkityksettömän pienet summat. Materiaalitehokkuus paranee optimoidulla sijoittelulla, ja leikkaamopalvelut voivat tarjota määräalennuksia sekä koneaikakustannuksiin että materiaalikustannuksiin.
Tehokas sijoittelu – eli osien tiukka sijoittelu materiaalilevyille – kasvaa yhä arvokkaammaksi suuremmilla tuotantomäärillä. Alan parhaiden käytäntöjen mukaan edistynyt sijoitteluohejelma vähentää materiaalihävikkiä, leikkausaikaa ja yksikkökustannuksia merkittävästi sarjatuotannossa.
Monet minun läheisyydessä ja koko alalla tarjoavat laserleikkauspalvelut eivät vaadi vähimmäistilauksia, mikä tekee prototyypityksestä helposti saatavilla olevan. Ymmärtämisestä kustannusrakennetta auttaa kuitenkin suunnittelemaan budjetteja realistisesti eri projektivaiheissa.
Saada nopeasti tarkat tarjoukset
Oletko valmis saamaan todellisia lukuja projektillesi? Useimmat työpajat tarjoavat verkkosivuillaan heti saatavilla olevia laserleikkauslaskutusjärjestelmiä, mutta automatisoitujen tarjousten tarkkuus riippuu voimakkaasti siitä tiedosta, jonka annat. Tässä on ohjeita prosessin sujuvoittamiseksi:
- Lähetä siistit ja oikein muotoillut tiedostot: DXF-tiedostot suljetuilla poluilla ja oikeilla mitoilla mahdollistavat automatisoitujen tarjousjärjestelmien tarkan leikkausajan laskemisen. Virheet aiheuttavat manuaalisen tarkastuksen viivästyksiä.
- Määritä tarkat materiaalit: "Teräs" ei riitä – ilmoita laatu (ruostumaton teräs 304, A36-mietoteräs jne.), paksuus ja mahdolliset erityisvaatimukset, kuten esikäsittely tai sertifikaatit.
- Määritä määrät selkeästi: Sisällytä prototyyppitarpeet ja odotetut tuotantomäärät. Joissakin työpajoissa tarjotaan portaitaista hinnoittelua, joka näyttää, kuinka kustannukset laskevat eri määrärajapisteissä.
- Huomioi kaikki pinnanviimeistelyvaatimukset: Toissijaiset käsittelyt, kuten terävien reunojen poisto, taivutus, hitsaus tai pinnoitus, vaikuttavat kokonaishintaan. Näiden ilmoittaminen jo alussa estää yllättäviä lisäkustannuksia myöhemmin.
- Ilmoita aikataulun odotukset: Standardinomainen toimitusaika pitää kustannukset alhaisempina. Jos tarvitset nopeutettua toimitusta, mainitse se mahdollisimman varhain, jotta valmistajat voivat antaa vastaavan tarjouksen.
Vertaillessasi useilta toimijoilta saatuja tarjouksia varmista, että arvioit samanlaisia teknisiä vaatimuksia. Huomattavasti alhaisempi hinta voi viitata eri materiaaliluokkiin, erilaisiin tarkkuusvaatimuksiin tai pois jätettyihin pinnanviimeistelyvaiheisiin. Esitä selventäviä kysymyksiä ennen sitoutumista – avoimet toimijat arvostavat tällaista keskustelua.
Hintakäsityksen omaksuminen mahdollistaa tarkan budjetoinnin ja suunnittelun optimoinnin kustannustehokkuuden kannalta. Kustannukset ovat kuitenkin vain yksi näkökohta – tietämys siitä, missä aloissa näitä palveluita käytetään ja miten teknologiaa sovelletaan, voi tuoda uusia mahdollisuuksia omiin projekteihisi.

Teollisuudenalat ja sovellukset, jotka perustuvat laserleikkaukseen
Nyt kun olet ymmärtänyt hinnoitteludynamiikan, tutkitaan, missä tätä teknologiaa todellisuudessa käytetään. Laserleikkaus soveltuu erinomaisen monipuolisille käyttötarkoituksille – tehtaalla tuotetaan tuhansia autoteollisuuden komponentteja ja autotallin työpajoissa valmistetaan yksilöllisiä taide-esineitä. Erilaisten alojen hyödyntämistä näistä mahdollisuuksista voi herättää ideoita omiin projekteihisi.
Teollisen laserleikkauksen monipuolisuus ulottuu paljon pidemmälle kuin useimmat ihmiset kuvittelevat. Accurlin alan tutkimusten mukaan laserteknologia on muuttanut alaa esimerkiksi ilmailuteollisuuden valmistuksesta korujen suunnitteluun – jokainen näistä aloista vaatii eri tarkkuustasoja, materiaaleja ja tuotantomääriä.
Autoteollisuuden ja liikenteen sovellukset
Kun ajattelet lasermetallileikkausta käytännössä, autoteollisuus edustaa yhtä vaativimmista kokeilualueista. Tässä tarkkuus ja yhdenmukaisuus eivät ole vaihtoehtoja – ne ovat vaatimuksia, jotka vaikuttavat ajoneuvon turvallisuuteen ja suorituskykyyn.
Modernin ajoneuvotuotannon perustana on laajalti levyteräksen laserleikkaus komponenteille, joiden on täytettävä tarkat toleranssit joka kerta.
- Alustan osat: Rungon vahvistukset, poikkijäsenet ja rakenteelliset kiinnikkeet, joissa vaaditaan yhtenäistä mitallista tarkkuutta tuhansien yksiköiden ajan
- Kotelo: Ovikalvot, etupuskuriosat ja sisätilojen koristeosat, joiden reunalaatu vaikuttaa asennukseen ja pinnanlaatuun
- Päästöjärjestelmän osat: Lämmönsuoja-alueet, kiinnityskiinnikkeet ja putkikomponentit, jotka leikataan ruostumattomasta teräksestä
- Suspension elementit: Ohjausvipukomponentit, jousikiinnitykset ja suuntauskiinnikkeet, joissa vaaditaan tiukkoja toleransseja
- Moottoritilan osat: Venttiilikannet, imukeräimet ja apulaitteiden kiinnikkeet, jotka leikataan alumiiniseoksista
Raide- ja liikennealan hyötyy samalla tavoin laserleikkauksesta metallilevyistä junakomponentteihin, raitiovaunuosien valmistukseen ja infrastruktuurielementteihin. Lähde: SENFENG:n alanalyysi , korkealujuusista terästä ja alumiiniseoksia, jotka on käsitelty kuitulaserjärjestelmillä, käytetään varmistamaan luotettavuus ja turvallisuus, joita nämä sovellukset vaativat.
Prototyypeistä tuotantosarjoihin
Laserleikkausta erottaa erityisesti sen skaalautuvuus – sama teknologia, jolla tuotetaan yksittäinen prototyyppi, voidaan laajentaa tuottamaan tuhansia tuotteita sarjatuotannossa.
Ilmailu ja puolustus: Harvoin jokin teollisuudenala vaatii suurempaa tarkkuutta kuin ilmailu. Putkilaserleikkauspalvelut tuottavat rakenteellisia osia, moottorikoteloita ja lentokoneiden kiinnikkeitä titaanista, korkean vetolujuuden teräksestä ja erikoisalumiiniseoksista. Teknologian kyky säilyttää materiaalin lujuus leikkaamisen aikana on ratkaisevan tärkeää, kun komponenttien on toimittava äärimmäisissä olosuhteissa.
- Lentokoneiden rakenteelliset kiinnikkeet ja vahvistukset
- Moottorikotelo-osat
- Satelliittien ja avaruusalusten osat
- Puolustusajoneuvojen panssarointilevyt ja komponentit
Elektroniikka ja koteloit: Elektroniikan pienentämispyrkimykset edellyttävät leikkauskykyjä, jotka vastaavat pieneneviä komponenttikokoja. Laserjärjestelmät tekevät tarkat leikkaukset ilmanvaihtoa, kiinnitysreikiä ja kaapelointia varten palvelinkoteloissa, ohjauspaneelissa ja kuluttajalaitteiden kotelointirakenteissa.
- Tietokeskusten koteloit ja palvelinkorin komponentit
- Ohjauspaneelin leikkaukset kytkimille ja näytöille
- EM-suojauskomponentit
- Lämmönpoistimet
Mainonta ja Näyttelyt: Mainosala hyödyntää laserleikkausta silmäilyä herättävien kolmiulotteisten merkkien valmistukseen. Kanavakirjaimet, metallilogot, valokotelojen paneelit ja koristeelliset näyttötasot hyötyvät teknologian kyvystä käsitellä monimutkaisia kuvioita siistein reunoin. Alan asiantuntijoiden mukaan pienet ja keskikokoiset teholaserit (1000 W–3000 W) tarjoavat riittävän tarkkuuden monimutkaisiin kirjasimiin ja yksityiskohtaisiin grafiikoihin.
Arkkitehtoniset elementit: Moderni arkkitehtuuri sisältää yhä enemmän räätälöityä metallityötä—koristollisia ruutuja, kaiteita, fasadipaneeleja ja sisätilojen väliseinämiä, jotka muuntavat toiminnallisista elementeistä suunnittelun lausumia. Ruostumaton teräs, kupari ja alumiinilevyt muokataan monimutkaisiksi kuvioiksi, jotka määrittelevät nykyaikaiset tilat.
Luovat ja taiteelliset laserleikkaukseen perustuvat projektit
Tässä asioiden kiinnostavuus kasvaa yksilöllisille luojille. Harrastajille tarkoitettu laserleikkauspalvelu avaa mahdollisuuksia, jotka olivat aikaisemmin varattuja teollisuuden valmistajille—ja sovellukset ovat rajattuja vain mielikuvituksen mukaan.
Mukaan lukien Full Spectrum Laserin projektidokumentaatio , harrastajat ja taiteilijat käyttävät laser teknologiaa laajassa valikoimassa luovia sovelluksia:
- Korut ja tarvikkeet: Monimutkaiset korvakorut, riipukset ja koristekappaleet akryylistä, puusta tai ohuista metalleista
- Kotimaisusteet: Räätälöity seinätaide, kerrostetut veistokset, henkilökohtaiset lahjat sekä toiminnalliset esineet, kuten aluskannut ja laatikot
- Mallintaminen: Arkkitehtoniset mallit, pienoispelimaastot ja mittakaavamallit tarkalla yksityiskohtaisuudella
- Kalustekomponentit: Mukautetut kaapin kahvat, koristeelliset sisäkkäiset osat ja rakenteelliset elementit tekijäprojekteihin
- Tapahtuma- ja häätuotteet: Paikkakortit, kakun koristeet, mukautetut kutsukortit ja muistokappaleet
Tekijäyhteisö on erityisesti omaksunut CO2-laserjärjestelmät puun, akryylin ja nahkan käsittelyyn. Nämä materiaalit leikataan siististi ja niiden jälkikäsittelyä tarvitaan vähän, mikä tekee niistä ihanteellisia projekteihin – yksinkertaisista prototyypeistä valmiisiin myytäviin tuotteisiin.
Ammattimaisen laadun saavuttamisen ja harrastajatasoisten yritysten välillä on usein kyse materiaalien ominaisuuksien ymmärtämisestä ja oikeasta tiedostovalmistuksesta – tietoa, jonka olet jo oppinut tämän opaskirjan aiemmista osioista.
Olipa kyseessä valmistaja, joka etsii tuotantomittakaavan mahdollisuuksia, tai harrastaja, joka tutkii luovia mahdollisuuksia, sama perusteknologia palvelee molempia näkökulmia. Keskeinen ero on löytää palveluntarjoaja, jonka laitteisto, asiantuntemus ja laatuvaatimukset vastaavat tarkasti omia vaatimuksiasi – tämä aihe ansaitsee tarkemman tarkastelun ennen tilauksen tekemistä.
Miten valita oikea laserleikkauspalvelujen tarjoaja
Olet tutustunut laser-teknologioihin, materiaaleihin, tiedostojen valmisteluun ja kustannustekijöihin. Nyt koittaa päätös, joka yhdistää kaiken yhteen: palveluntarjoajan valinta, joka pystyy todella toimittamaan tuloksia, jotka vastaavat odotuksiasi. Tämä valinta vaikuttaa kaikkeen osien laatuun aina projektin aikatauluihin saakka – tee oikea valinta, ja valmistusprosessisi sujuu sileästi; tee väärä valinta, ja sinua odottavat viivästykset, uudelleentyöskentely ja turhautuminen.
Metallien laserleikkauspalvelujen löytäminen, jotka vastaavat tarkkoja tarpeitasi, vaatii enemmän kuin nopean internet-hakukonehakuun perustuvan hakutuloksen "laserleikkaus lähellä minua". Arviointiprosessi edellyttää huolellista harkintaa teknisistä kyvyistä, laatuohjelmista ja viestintäkäytännöistä. Käydään läpi systemaattinen lähestymistapa mahdollisten kumppaneiden arviointiin.
Teknologian ja materiaalikykyjen arviointi
Ei jokainen laservalmistusliike käytä samaa laitteistoa tai palvele samaa markkina-aluetta. California Steel Servicesin mukaan ensimmäinen askel minkä tahansa palveluntarjoajan valinnassa on varmistaa, että he voivat todella työstää haluamaasi materiaalia – eri palvelut erikoistuvat eri materiaalien leikkaukseen, kuten metallien, muovien, puun ja lasin leikkaukseen.
Arvioitaessa CNC-laserleikkauspalveluita tutkitaan tarkemmin niiden laitteiston ominaisuuksia:
- Laserin tyyppi ja teho: Käyttävätkö he CO2-, kuitu- vai molempia laserlaitteita? Korkeampitehoiset kuitulaserit (6–12 kW) käsittelevät paksuimpia metalleja ja heijastavia materiaaleja, joita alhaisemman tehon järjestelmät eivät pysty leikkaamaan.
- Leikkauspöydän koko ja kapasiteetti: Suuremmat pöydät mahdollistavat suurempien osien käsittelyn ja tehokkaamman sijoittelun tuotantosarjojen aikana. Jotkut tarkkuuslaserleikkauspalvelut käyttävät pöytiä, joiden pituus ylittää 25 jalkaa.
- Tarkkuusmääritykset: Laadukkaat palveluntarjoajat julkaisevat toleranssinsa – tarkkuustyöhön etsi kykyä noin ±0,0005 tuumaa.
- Materiaalin paksuusalue: Varmista, että palveluntarjoaja pystyy käsittelemään juuri sinun käyttämääsi levyä tai paksuutta, ei ainoastaan materiaalin tyyppiä.
Teräksen laserleikkauspalvelu saattaa olla erinomainen hiiliteräksen käsittelyssä, mutta sillä saattaa puuttua kokemusta ruostumattomasta teräksestä tai alumiiniseoksista. Vastaavasti liikkeellä, joka keskittyy laserputkileikkauspalveluihin, on erityisasiantuntemusta pyöreiden, neliömäisten ja suorakulmaisten putkien käsittelyyn, mikä tasopöytäleikkauslaitoksilla ei ole mahdollista. Kysy erityisesti heidän kokemuksestaan juuri sinun käyttämäsi materiaalin tyypin kanssa – palvelun valinta sen perusteella, että tarjoaja on osoittanut asiantuntemuksensa, varmistaa paremmat tulokset.
Miksi sertifikaatit ovat tärkeitä laatuvarmistukseen
Laadunvarmistus erottaa ammattimaiset metallilaserikatkaisupalvelujen tarjoajat kaupoista, jotka yksinkertaisesti omistavat laserlaitteita. Wrightformin arviointioppaan mukaan kysely laadunvalvontamenettelyistä paljastaa, kuinka vakavasti toimittaja suhtautuu mittaustarkkuuteen, materiaalien tarkistamiseen ja osien johdonmukaisuuteen.
Teollisuuden, erityisesti autoteollisuuden, ilmailuteollisuuden ja lääketieteen, osalta sertifioinnit ovat laatujärjestelmien objektiivinen validointi:
- IATF 16949: Autovalmistusalan standardi, jossa esitetään kattavat laadunhallintajärjestelmät. Valmistajat kuten Shaoyi (Ningbo) Metal Technology pitää yllä tätä sertifiointia erityisesti siksi, että autoteollisuuden asiakkaat vaativat varmennettuja laatuprosesseja mallien, jousitusten ja rakenteellisten osien osalta
- ISO 9001: Laadunhallinnan perussertifiointi, jossa ilmoitetaan dokumentoidut menettelyt ja jatkuvan parantamisen käytännöt
- AS9100: Puolustus- ja ilmailun komponenttien toimittajien vaatimat ilmailualan erityiset sertifioinnit
- ISO 13485: Lääkinnällisten laitteiden valmistuksen sertifiointi tiukkoja jäljitettävyysvaatimuksia noudattaen
Miksi sertifikaatit ovat käytännössä tärkeitä? Ne osoittavat, että toimija noudattaa dokumentoituja tarkastusmenettelyjä, pitää kalibroitua mittauslaitteistoa ja pystyy osoittamaan jäljitettävyyden koko tuotantoprosessin ajan. Kriittisissä sovelluksissa sertifioitujen valmistajien kanssa työskentely poistaa epävarmuuden siitä, täyttävätkö osat jatkuvasti vaadittuja ominaisuuksia.
Sertifikaattien lisäksi kysy tiettyjä laadunvalvontatoimenpiteitä: Suorittavatko he mittojen tarkastuksia? Mitä mittauslaitteita he käyttävät? Kuinka he varmistavat materiaalin oikeellisuuden? Avoin ja läpinäkyvä toimija ottaa nämä kysymykset mielellään vastaan – väistelylliset vastaukset viittaavat mahdollisiin laatuongelmiin.
Kysymykset, jotka kannattaa esittää ennen tilauksen tekemistä
Ennen kuin teet sitoumuksen minkään toimijan kanssa, kerää tarvittava tieto informoidun päätöksen tekemiseksi. Käytä tätä vaiheittain etenevää arviointitarkistuslistaa potentiaalisten kumppaneiden systemaattiseen arviointiin:
- Vahvista materiaaliyhteensopivuus ja kokemus: "Mitä materiaaleja käsittelette säännöllisesti, ja millaisia paksuuksia voitte käsittellä [teidän tietynne materiaalille]?" Etsikää toimijoita, joilla on todettua asiantuntemusta teidän materiaalityypillänne – ei vain teoreettista kykyä
- Tarkistakaa teknologian tekniset tiedot: "Millaisia laserlaitteita käytätte, ja mikä on niiden tehotaso?" Metallien käsittelyyn soveltuvat kuitulaserit, joiden teho on 6 kW tai enemmän, osoittavat merkittävää käsittelykykyä. Jotkut toimijat, kuten California Steel Services, käyttävät kuitulasereita, joiden teho vaihtelee 6–12 kW:n välillä, ja tarkkuus on ±0,0005 tuumaa
- Selvitäkää toimitusaikojen mahdollisuudet: "Mikä on teidän standarditoimitusaikanne, ja tarjoatteko kiireellisiä toimitusvaihtoehtoja?" Tuotantokapasiteetti vaihtelee huomattavasti – jotkut työpajat voivat käsitellä kiireellisiä tilauksia muutamassa päivässä, kun taas toiset vaativat viikkoja
- Tarkastakaa laatuvarmennukset: "Millaisia sertifikaatteja teillä on, ja voitteko tarjota dokumentaation?" Autoteollisuuden sovelluksissa IATF 16949 -sertifikaatti – kuten Shaoyin nopean prototyypityksen ja automatisoidun tuotannon yhteydessä ylläpitämä – osoittaa laadullisen infrastruktuurin, joka vaaditaan vakavasti otettaviin projekteihin
- Arvioi suunnittelutuen saatavuus: "Tarjoatteko tiedostojen tarkistusta tai suunnittelun optimointiapua?" Alan parhaiden käytäntöjen mukaan suunnittelua tukevat yritykset voivat auttaa hiovaan projekteja ja välttämään kalliita virheitä
- Selvennä lisäpalveluiden mahdollisuuksia: "Tarjoatteko toissijaisia toimintoja, kuten terästen poistoa, taivutusta, viimeistelyä tai kokoonpanoa?" Yhteispalveluyritykset yksinkertaistavat logistiikkaa ja varmistavat yhtenäisyyden kaikilla tuotantovaiheilla
- Arvioi viestinnän nopeus: "Mikä on tyypillinen lainausvastauksen käsittelyaika?" Nopeita vastauksia tarjoavat toimijat – jotkut antavat lainaukset jo 12 tunnissa – osoittavat asiakaslähestymistapaa, joka yleensä jatkuu koko projektin ajan
- Tarkista laajennettavuus: "Voitteko käsitellä sekä prototyyppimääriä että tuotantomääriä?" Joustavat palveluntarjoajat mahdollistavat kasvun ilman, että sinun tarvitsee etsiä uusia kumppaneita tarpeidesi muuttuessa
- Ota huomioon maantieteelliset näkökohdat: "Missä te sijaitsette ja mitä kuljetusvaihtoehtoja tarjoatte?" Lähellä sijaitseva toimipiste vähentää kuljetuskustannuksia ja kuljetusaikoja, vaikka monet tarkkuuslaserleikkauspalvelut toimivatkin tehokkaasti koko maassa
- Pyydä viitteitä tai näytteitä: "Voitteko antaa esimerkkejä vastaavasta työstä tai asiakasviitteitä?" Laadukkaat palveluntarjoajat jakavat hal willingly omien saavutustensa tiedot – epäröinti voi viitata rajalliseen aiempaan kokemukseen
Ammattimainen neuvo: Paras indikaattori tulevasta suorituksesta on menneisyys. Pyydä viitteitä asiakailta, joilla on ollut samankaltaisia projektivaatimuksia, ja ota heihin yhteyttä ennen merkittävien tilausten tekemistä.
Tarjousprosessin aikainen viestintälaatu ennustaa usein koko työsuhteen kulku. Palveluntarjoajat, jotka vastaavat nopeasti, vastaavat kysymyksiin perusteellisesti ja tunnistavat aktiivisesti mahdollisia ongelmia, osoittavat huolellisuutta, joka pitää projektit linjalla. Toisaalta hitaat vastaukset ja epämääräiset selitykset myyntivaiheessa harvoin paranevat tuotannon alkaessa.
Suuritehoisille auto- tai teollisuussovelluksille, joissa vaaditaan yhtenäistä laatua tuhansien osien osalta, arviointikriteerit tulevat entistä tiukemmiksi. Laaja DFM-tuki (valmistettavuuden suunnittelu), nopeat prototyypit ja sertifioitut laatuohjelmat erottavat kyvykkäät kumppanit perustasoisista leikkauspalveluista. Valmistajat, jotka tarjoavat 5 päivän nopeita prototyyppejä sekä automatisoitua massatuotantoa – ja joiden laatuvaatimukset tukevat IATF 16949 -sertifikaattia – tarjoavat luotettavuuden, jota näissä vaativissa sovelluksissa vaaditaan.
Aika, joka käytetään mahdollisten kumppaneiden huolelliseen arviointiin ennen tilausten tekemistä, estää kalliin kehän epäonnistuneista osista, viivästyneistä aikatauluista ja toimijan vaihtamisesta. Yllä oleva tarkistuslista tarjoaa pohjan – muokkaa sitä omiin vaatimuksiisi ja älä epäröi esittää lisäkysymyksiä, kunnes olet varma valinnastasi.
Usein kysytyt kysymykset laserleikkaamotehtaista
1. Millaisia materiaaleja laserleikkaamotehdas voi käsitellä?
Ammattimaiset laserleikkaamotehtaat käsittelevät laajaa materiaalivalikoimaa, johon kuuluvat metallit (teräs, ruostumaton teräs, alumiini, kupari, messinki), muovit (akryyli, POM/Delrin), puu (kovapuut, pehmeäpuut, vaneri, MDF), kankaat, paperi ja pahvi. Kuitulaserit ovat erinomaisia metallien leikkaamiseen, kun taas CO2-laserit soveltuvat parhaiten orgaanisille materiaaleille, kuten puulle ja akryylille. Tietyt materiaalit, kuten PVC ja ABS, tulisi kuitenkin välttää myrkyllisten kaasujen vapautumisen vuoksi.
2. Kuinka paljon laserleikkaus maksaa?
Laserleikkauskustannukset riippuvat useista tekijöistä: materiaalin tyypistä ja paksuudesta, suunnittelun monimutkaisuudesta (leikkausaukkojen määrä ja leikkauspolun pituus), tilattavasta määrästä, toimitusaikataulusta ja viimeistelyvaatimuksista. Prototyyppierät maksavat enemmän kappaleeltaan kiinteiden käynnistyskustannusten vuoksi, kun taas tuotantomääristä yli 100 kappaletta vähentää huomattavasti kappalekustannuksia. Useimmat liikkeet tarjoavat heti verkkosivuillaan hintatarjouksen, kun lataat oikeassa muodossa olevat suunnittelutiedostot.
3. Mikä on ero CO2- ja kuitulaserleikkauksen välillä?
CO2-laserit käyttävät hiilidioksidikaasuseosta, joka tuottaa 10,6 mikrometrin aallonpituuden ja tekee niistä ihanteellisia ei-metallien, kuten puun, akryylin, lasin ja tekstiilien, leikkaamiseen. Kuitulaserit tuottavat 1,064 mikrometrin aallonpituuden jopa sata kertaa suuremmalla intensiteetillä ja ovat erinomaisia metallien, mukaan lukien heijastavia materiaaleja kuten alumiini ja kupari, leikkaamiseen. Kuitulaserit vaativat myös vähemmän huoltoa, ja niiden käyttöikä ylittää 25 000 tuntia.
4. Mitä tiedostomuotoja laserleikkausliikkeet hyväksyvät?
Useimmat laserleikkaamot hyväksyvät vektoritiedostomuodot, kuten DXF:n (yleismaailmallinen standardi), AI:n (Adobe Illustrator), SVG:n, PDF-tiedostot (vektoritaiteella) ja DWG:n (AutoCAD). Rasterikuvat, kuten JPEG tai PNG, eivät ole käytettävissä suoraan. Suunnittelutiedostojen tulee sisältää suljettuja polkuja, ei päällekkäisiä viivoja, oikea mittakaava ja yksiköt sekä teksti muunnettuna kontuuriksi onnistuneen käsittelyn varmistamiseksi.
5. Kuinka valitsen oikean laserleikkauspalveluntarjoajan?
Arvioi tarjoajia heidän laser teknologiansa ja tehotasojensa, materiaalialan asiantuntemuksensa, laatuvarmennusten (IATF 16949 automaali-alaan, ISO 9001 yleiseen laatuun), toimitusaikojen mahdollisuuksien ja viestintäreaktiivisuuden perusteella. Kysy heiltä heidän kokemuksestaan tietyn materiaalityypin kanssa, pyydä tarkkoja toleranssispesifikaatioita ja kysy lisäpalveluista, kuten terästen poistosta tai pinnankäsittelystä. IATF 16949 -sertifioidut valmistajat, kuten Shaoyi, tarjoavat kattavaa DFM-tukea ja nopeaa prototyyppivalmistusta vaativiin sovelluksiin.