 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Autoteollisuuden ohutlevyvalmistajien valinta: Riski- ja tarkastusopas 2025
TL;DR
Autoteollisuuden leikkaustoimittajan valitseminen on korkean panostason strateginen päätös, joka menee paljon pidemmälle kuin osien hintavertailu. Ihanteellisen kumppanin on pystyttävä osoittamaan IATF 16949 -sertifikaatti (ei pelkästään ISO 9001), omata tiukat laatuviitekehyt kuten PPAP ja APQP , ja ylläpitää hylkäysprosenttia lähes 0,01 % PPM . Päätöksentekijöiden tulisi priorisoida toimittajia, joilla on skaalautuva puristuskapasiteetti (yli 600 tonnia), oma työkaluhuolto ja todennettavissa oleva taloudellinen vakaus selvitäkseen toimitusketjun häiriöistä. Tämä opas tarjoaa kattavan auditointikehyksen mahdollisten kumppaneiden tarkastamiseksi pitkän aikavälin luotettavuuden varmistamiseksi.
Ehdottomat vaatimukset: Sertifikaatit ja laatusysteemit
Autoteollisuuden toimitusketjussa laatu on ensisijainen suodatin. Toimittaja, jolla ei ole oikeita sertifikaatteja, on vastuu eikä kustannussäästö. Yleisten valmistusstandardien ja autoteollisuuden erityisvaatimusten ero on ensimmäinen kohta tarkastuslistallasi.
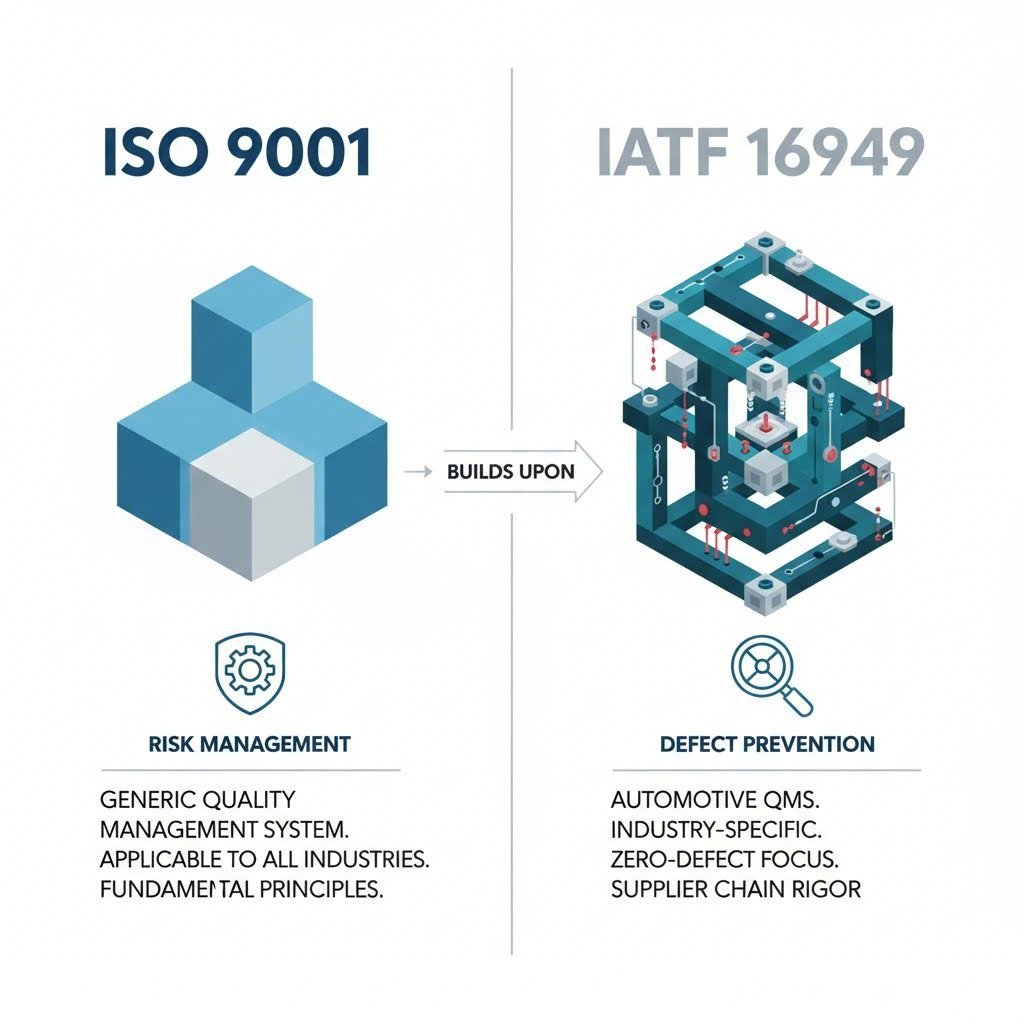
IATF 16949 vs. ISO 9001: Kriittinen ero
Vaikka ISO 9001 määrittää yleisen laatujärjestelmän perustason, se ei riitä autoteollisuuden OEM-valmistajien ja Tier 1 -toimittajien tiukkoihin vaatimuksiin. IATF 16949 on alan standardi, joka on suunniteltu erityisesti vaurioiden ehkäisyyn, vaihtelun vähentämiseen ja hävikin minimointiin autoteollisuuden toimitusketjussa. IATF-sertifioitu toimittaja on hankkinut järjestelmät turvallisuuskriittisten komponenttien käsittelyyn, kun taas pelkästään ISO-sertifioitu toimittaja saattaa puuttua jäljitettävyys- ja riskienhallintaprotokollien osalta osien, kuten jarrukomponenttien tai alustavahvistusten, osalta.
Valmistajia arvioitaessa on oltava varovainen termin "compliant" (mukautunut) suhteen. Toimittaja, joka väittää olevansa "IATF-compliant" ilman todellista sertifikaattia, ei ole käynyt läpi tiukkoja kolmannen osapuolen tarkastuksia, jotka takaavat standardin noudattamisen. Pyydä aina toimittajalta voimassaolevan sertifikaatin kopio ja tarkista sen pätevyys.
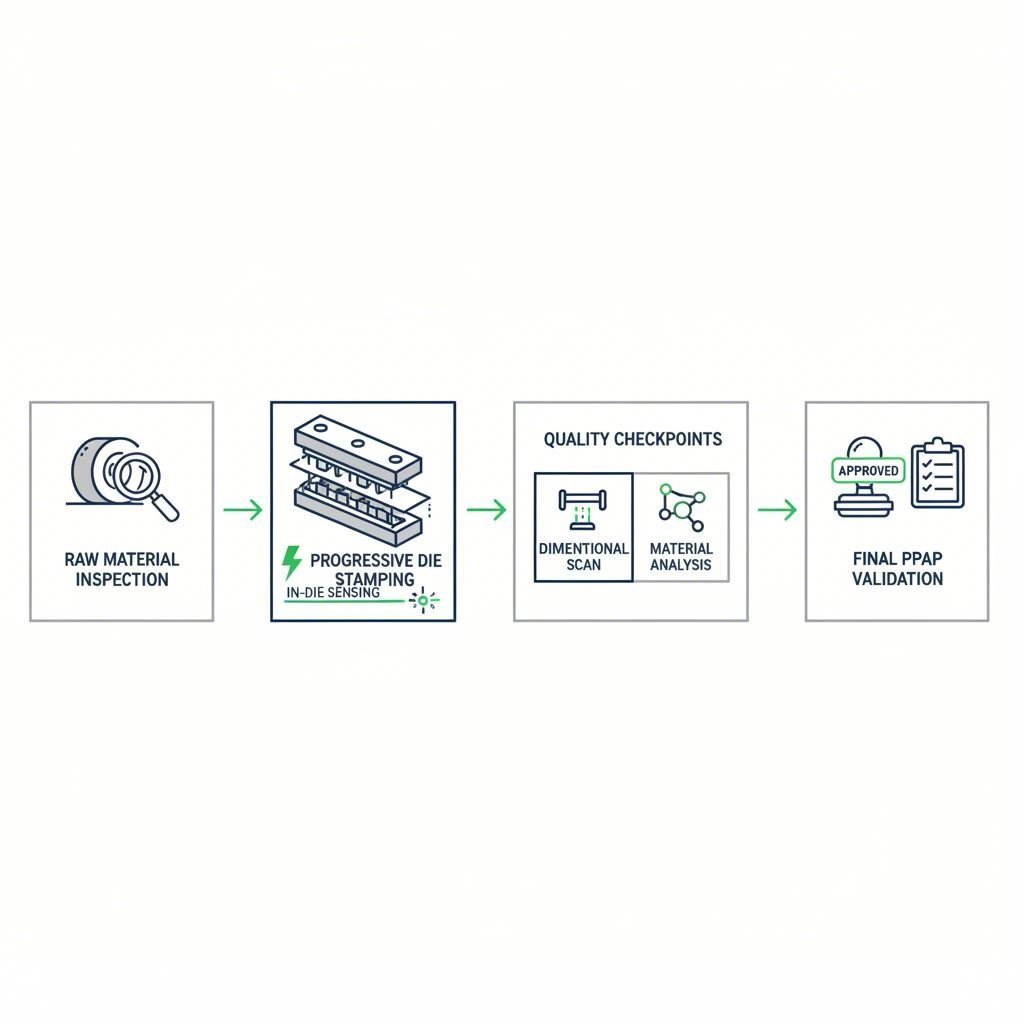
Laadun kolme perustaa: PPAP, APQP ja FAI
Sertifikaatin lisäksi on arvioitava toimittajan käytännön laatujärjestelmiä. Luotettava autoteollisuuden leikkaaja noudattaa kolmea lyhennettä:
- APQP (Advanced Product Quality Planning): Tämä viitekehys takaa, että laatu on suunniteltu prosessiin jo ennen kuin yhtään osaa on leikattu. Se sisältää riskienarviointityökaluja, kuten FMEA:n (Failure Mode and Effects Analysis – vianmahdollisuus- ja vaikutusanalyysi), joiden avulla voidaan ennustaa ja estää virheitä.
- PPAP (Production Part Approval Process): Tämä on todiste siitä, että toimittaja pystyy jatkuvasti tuottamaan osia teknisten määritysten mukaisesti vaaditulla tuotantonopeudella. Pyydä näyttää editoituja PPAP-paketteja viimeisimmistä projekteista arvioidaksesi niiden kattavuutta ja huolellisuutta.
- FAI (First Article Inspection): Tämä vahvistaa, että ensimmäinen tuotantosarja täyttää kaikki tekniset vaatimukset.
Aluetietojen mukaan parhaat metallin muovaukseen erikoistuneet yritykset saavuttavat hylkäysasteita, jotka voivat olla yhtä alhaisia kuin 0,01 % (100 PPM) , kun taas keskiverto-toimittajat pysyvät noin 0,53 %:n (5 300 PPM) tuntumassa. Tämä ero voi merkitä eron kokoonpanolinjan sujuvan toiminnan ja kalliiden seisokkien välillä.
Tekniset Ominaisuudet: Laitteiston Yhdistäminen Tarpeisiin
Kun laatuvarmistukset on todennettu, keskitytään laitteistoon. Onko toimittajalla käytössään fyysiset koneet ja tekninen osaaminen toteuttaakseen juuri teidän geometrianne ja volyyminne? Arvioinnin tulisi kattaa puristusvoima, muottityypit ja skaalautuvuus.
Puristusvoima ja Muottikompleksisuus
Autoteollisuuden kevenemistrendi on lisännyt korkealujuisten matalaseosteisten (HSLA) terästen ja alumiinin käyttöä, mikä edellyttää suurempia puristusvoimia ja erikoistunutta työkalustoa. Varmista, että mahdollisella toimittajallanne on saatavillaan erilaisia puristusvoimien tasoa – yleensä 100–600+ tonnia —käsitelläkseen sekä pieniä tarkkuuskiinnikkeitä että suurempia rakennekomponentteja, kuten säätökäsivarsi tai alustan osia.
Sinun on myös yhdistettävä niiden muottikyvyt tuotantomääriisi:
| Ominaisuus | Progressiivinen muottileimaus | Siirtovalmistus |
|---|---|---|
| Paras valinta | Suuri volyymi, pienet, monimutkaiset osat | Suuret osat, syvät muotoudut tai monimutkaiset geometriat |
| Nopeus | Korkea nopeus (jatkuva nauha) | Hitaampi (osaa siirretään asemasta toiseen) |
| Materiaalitehokkuus | Vähemmän hukkaa joissain suunnitelmissa | Voi käsitellä suurempia levyjä |
| Ihanteellinen määrä | yli 250 000 osaa vuodessa | 50 000–250 000 osaa vuodessa |
Silta prototyypistä massatuotantoon
Yleinen ongelma autoteollisuuden hankinnassa on eron olemassaolo prototyyppiteosten ja tuotantolaitosten välillä. Monet toimittajat ovat hyviä jossain näistä, mutta epäonnistuvat siirtymisessä toiseen. Ihanteellisesti haluat kumppanin, joka pystyy hallitsemaan koko elinkaaren. Esimerkiksi valmistajat kuten Shaoyi Metal Technology sulavat tämän aukon tarjoamalla kattavia stampausratkaisuja, jotka skaalautuvat nopeasta prototyypityksestä (50 osaa jo viidessä päivässä) suurtilavuiseen massatuotantoon. Heidän IATF 16949 -sertifioitu laitoksensa käyttää jopa 600 tonnin puristimia, mikä mahdollistaa tärkeiden turvallisuuskomponenttien, kuten alustarakenteiden ja säätövipujen, valmistuksen OEM-tasoisella tarkkuudella.
Toimitusketjun vakaus ja taloudellinen terveys
Aikataulutetun tuotannon (JIT) aikakaudella toimittajan taloudellinen vakaus on toimitusketjun riskitekijä. Huonossa taloudellisessa tilassa oleva stampaaja saattaa kamppailla raaka-aineiden hankinnan kanssa markkinoiden heilahtellessa, mikä voi johtaa tuotantolinjan pysähtymiseen yrityksessäsi.
Taloudellinen tarkastus ja raaka-aineiden hankintavoima
Tarkastuksesi aikana arvioi toimittajan uudelleensijoitusmenneitä. Päivittävätkö he laitteistonsa, vai käyttävätkö he alentuneita omaisuuseriä? Toimittaja, joka sijoittaa uudelleen servopainokoneet :ään, automatisoituun tarkastuskamerointiin ja robottisiirtojärjestelmiin, osoittaa pitkän tähtäimen elinkelpoisuutta. Kysy lisäksi heidän suhteistaan raaka-ainetehtaisiin. Taloudellisesti vahvat toimittajat ja ne, joilla on pitkäkestoisia suhteita, pystyvät usein paremmin varmistamaan teräksen tai alumiinin saatavuuden myös maailmanlaajuisissa puutteissa.
Työvoiman vakaus
Monimutkaisten etenevien työkalujen ylläpitoon tarvittava tekninen osaaminen keskittyy työntekijöihin. Korkea kääntönopeus voi viitata surullisen tiedon menetykseen, mikä usein korreloi laadun heikkenemisen kanssa. Kysy erityisesti työkalu- ja muottitekijöiden sekä projektien vetäjien keskimääräisestä työssäolosta. Vakaa työvoima on usein merkki tasaisesta laadusta.
Arviointityökalu: 10 kriittistä kysymystä
Siirtyäksesi passiivisesta tarkastuksesta aktiiviseen auditointiin, käytä näitä kymmentä kysymystä sivustovierailun tai tiedonpyynnön (RFI) aikana. Kuuntele vastausta, mutta myös siihen liittyvää tietoa, joka sen tukee.
- "Suunnitteletko ja valmistatko muotteja sisäisesti vai ulkoistatko ne?" (Sisäinen työkaluvastaus tarkoittaa usein nopeampia korjauksia ja teknisiä muutoksia.)
- "Mikä on nykyinen kapasiteetinkäyttö verrattuna huippukapasiteettiin?" (Tarvitset puskurin kysynnän piikkejä varten.)
- "Voitko näyttää minulle äskettäin valmiiksi suoritetun PPAP-paketin?" (Tarkista heidän dokumentoinnin laajuus.)
- "Mikä on sisäinen ja ulkoinen hylkäysaste (PPM) viimeisten 12 kuukauden ajalta?" (Etsi kehityssuuntia, älä vain yksittäistä tilannetta.)
- "Miten käsittelet raaka-aineiden hinnan heilahtelua?" (Onko heillä riskienhallintastrategioita tai kustannusten siirto-sopimuksia?)
- "Mikä on hätäjärjestelysuunnitelmanne työkaluvaurioiden varalle?" (Onko heillä anturinsuojaukset, jotka estävät muottikolarit?)
- "Onko teillä erityistä kokemusta korkean lujuuden teräksestä tai alumiinista?" (Nämä edellyttävät erilaisia voitelu- ja painestrategioita.)
- "Kuinka usein kalibroitte mittauslaitteistanne?" (Yhdenmukaisuus edellyttää tiukkoja kalibrointiaikatauluja.)
- "Mikä on teidän ajoissa-toimitus-prosenttinne?" (Kaikki alle 98 %:n taso on hälytysmerkki JIT-linjoille.)
- "Oletteko valmiita sijoittamaan ohjelmaa varten omistettuun pääomalaitteeseen?" (Testaa sitoutumista pitkäaikaiseen kumppanuuteen.)
Johtopäätös
Autoteollisuuden leikkaustarvikkeiden toimittajan valinta on riskienhallintatehtävä yhtä lailla kuin hankintaprosessi. Alhaisin yksikköhinta sisältää usein korkeat piilotetut kustannukset, kuten virheellisyys, myöhästymiset ja lisääntynyt hallinnollinen taakka. Priorisoimalla IATF 16949 -sertifiointi, teknisen varmuuden auditointi sekä taloudellisen vakavuuden varmistaminen rakennat toimitusketjun, joka on kestävä eikä ainoastaan edullinen. Oikea kumppani toimii oman insinööriteesi jatkeena ja ratkaisee suunnittelun haasteita etukäteen ennen kuin ne muuttuvat tuotantokiusaksi.
Usein kysytyt kysymykset
1. Mikä on ero ISO 9001:n ja IATF 16949:n välillä leikkaamisessa?
ISO 9001 on yleinen laadunhallintastandardi, joka koskee kaikkia teollisuuden aloja. IATF 16949 on täydennys, joka on tarkoitettu erityisesti automaaliin ja jossa on tiukempia vaatimuksia viallisuuden ehkäisyyn, toimitusketjun vaihteluiden vähentämiseen sekä asiakasspesifisiin vaatimuksiin. Autoteollisuuden leikkaukseen liittyen IATF 16949 on yleensä pakollinen.
2. Miksi PPAP on vaadittu autoteollisuuden leikkaustoimittajille?
Tuotantokappalehyväksyntäprosessi (PPAP) varmistaa, että toimittajan valmistusprosessilla on kyky tuottaa tuotetta johdonmukaisesti kaikkien vaatimusten mukaisesti todellisella tuotantonopeudella. Se vähentää riskiä epäonnistua ennen sarjatuotannon alkamista.
3. Miten määritän oikean puriston painovoiman osilleni?
Puristusvoima määrittyy osan kehän, materiaalipaksuuden ja metallin leikkauslujuuden perusteella. Korkean lujuuden teräkset ja suuremmat paksuudet vaativat merkittävästi suurempaa puristusvoimaa. Kykenevä toimittaja laskee tarvittavan puristusvoiman lisättynä turvamarginaalilla varmistaakseen muottien käyttöiän ja osien laadun.
4. Mikä on riski hankkia autoteollisuuden syvävetokomponentteja ulkomailta?
Vaikka ulkomaiset hankinnat voivat tarjota alhaisempia yksikkökustannuksia, niihin liittyy riskejä, kuten pidemmät toimitusajat, korkeammat varastokustannukset, viestintäesteet, mahdolliset tekijänoikeusongelmat sekä toimitusketjun häiriöt logistiikan tai geopoliittisten ongelmien vuoksi. Kokonaiskustannusanalyysi (Total Landed Cost) on välttämätön.
5. Mitä kysymyksiä tulisi esittää syvävetokomponenttien toimittajan tarkastuksessa?
Keskeisiä kysymyksiä ovat muun muassa heidän PPM (osaa miljoonasta) -hylkäysasteensa, kapasiteettinsa huippukysynnälle, sisäisen työkaluhuollon mahdollisuudet sekä katastrofien varalta laaditut toimintasuunnitelmat. On myös tärkeää kysyä heidän taloudellisesta vakauttaan ja raaka-aineiden hankintastrategioistaan.