 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Typpikaasujouset syvävetotyökaluissa: Insinöörin opas voimaan ja tarkkuuteen
TL;DR
Typpön kaasujousia vaivuissa ovat korkeapaineisia hydraulisia komponentteja, jotka käyttävät inerttia typpökaasua tuottaakseen merkittävän voiman tiiviissä sylinterissä, mikä ylittää perinteisten mekaanisten jousijousien suorituskyvyn huomattavasti. Pitämällä paine tasaisena koko iskun ajan ne parantavat huomattavasti osien laatua ja vähentävät vaivun fyysistä kokoamitoitusta.
Autoteollille ja teollisuuden valmistajille ensisijaisen edun muodostaa niiden voimatiheys ja pitkäikäisyys. Toisin kuin jousijouset, jotka väsyvät ja menettävät esijännityksensä, typpön jouset tarjoittavat välittömän kosketusvoiman ja voidaan säätää täsmällisesti vastaamaan tarkkoja painovoimavaatimuksia, mikä tekee niistä standardin modernissa suurtilavuudessa metallin vaivutuksessa.
Perusteet: Mekanismi ja toiminta metallin vaivutuksessa
Typpikaasujousi toimii periaatteessa tiiviinä järjestelmänä, joka sisältää paineistettua typpeä, männän sauvan ja erikoissylinterin. Kun muovauspuristin sulkeutuu, mäntä puristaa kaasua, jolloin potentiaalienergiaa varastoidaan ja vapautuu, kun puristin avautuu. Tämä mekanismi mahdollistaa paljon korkeamman voimatiheys kuin mekaaniset vaihtoehdot, mikä tarkoittaa, että pieni kaasujousi voi kehittää saman voiman kuin huomattavasti suurempi kela-jousi.
Typen valinta ei ole sattumanvaraista; se on inerttikaasu , mikä on ratkaisevan tärkeää komponentin pitkän käyttöiän kannalta. Kuten Special Springs huomauttaa, typen inertti luonne estää hapettumisen ja korroosion sylinterin sisällä, varmistaen, että sisäiset tiivisteet ja voiteluöljyt pysyvät stabiileina myös nopeiden vaivaisukappaleiden aiheuttaman voimakkaan lämmön alla. Jos käytettäisiin happea tai paineilmaa, öljyn ja lämmön yhdistelmä voisi johtaa syttymiseen tai nopeaan tiivistevaurioon.
Tyypillisessä vaivatessa nämä jouset sijoitetaan vaivakkeiden välille—usein pitimen tai irrotuspellin sisällä—pitämään levyterästä tiukasti paikallaan ennen kuin muotin lyöntöosu koskettaa materiaalia. Tämä "patin pitovoima" on elintärkeä. Se estää metallin ryplemisen tai repeämisen vetoprosessin aikana. Koska typpöjouset tarjoavat säätökelvollinen paine , insinöörit voivat säätää pitovoimaa tarkasti säätämällä kaasupainetta, mikä joustavuus mekaanisilla jousilla ei ole mahdollista.
Kriittinen vertailu: Typpökaasujouset vs. Mekaaniset kierrejouset
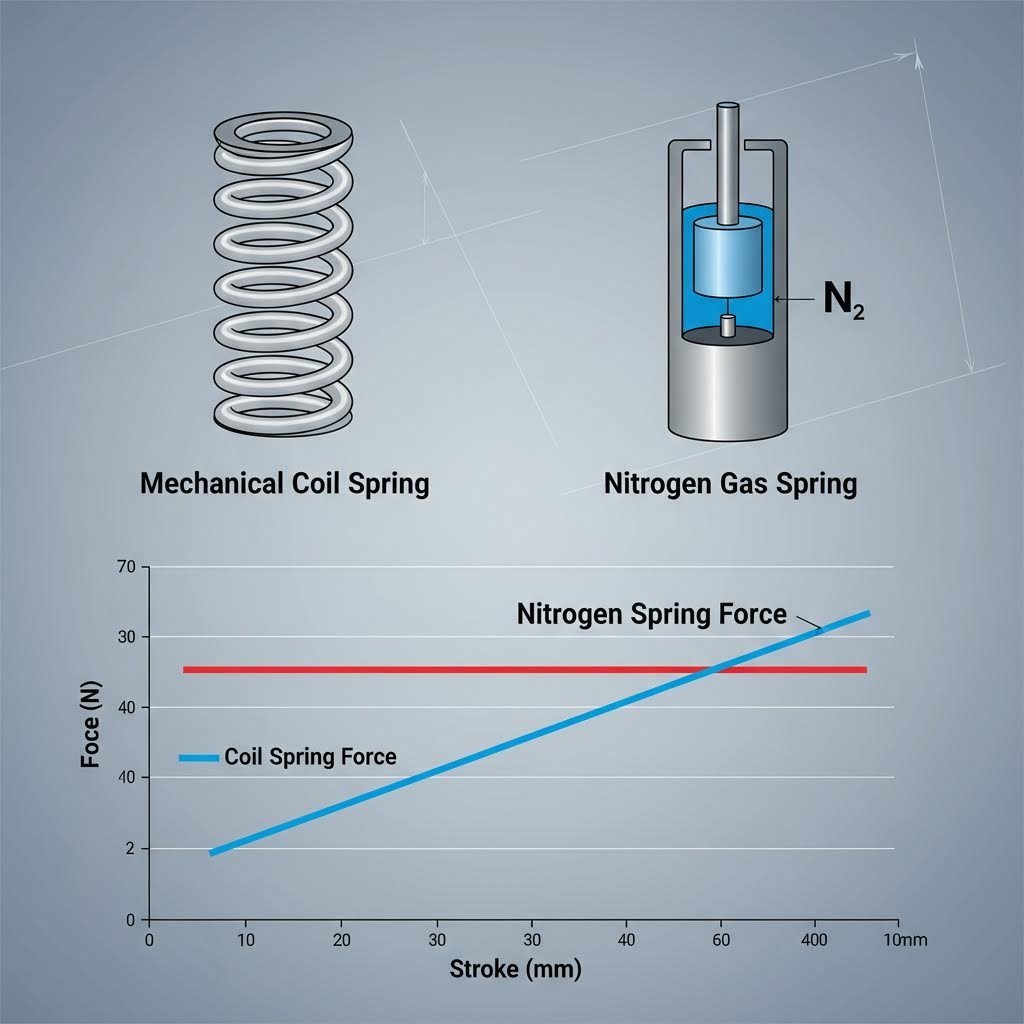
Siirtymä mekaanisista kierrejouksista typpökaasujouksiin johtuu usein tarpeesta saavuttaa korkeampi tarkkuus ja parempi tilankäyttö. Vaikka kierrejouset ovat halpoja ja yksinkertaisia, niillä on lineaarinen voimakäyrä—ne tuottavat hyvin vähän voimaa alussa (esijännityksessä) ja suurimman voiman vain täydessä puristuksessa. Typpöjouset taas tuottavat lähes suurimman voiman välittömästi kosketuksen jälkeen.
| Ominaisuus | Mekaaniset kierrejouset | Typpeä sisältävät kaasunlähteet |
|---|---|---|
| Voimakäyrä | Lineaarinen (Alhainen alku, korkea loppu) | Pinta-ala (korkea alkupysäys, tasainen nousue) |
| Tilankäytön tehokkuus | Alhainen (tarvitaan suuria taskuja/monia kehysiä) | Korkea (kompakti, korkea voiman tiheys) |
| Palveluaika | Rajoitettu (väsymys-/katkokuormitusalttiinen) | Jatko (miljoonat kierrokset kunnossapidon kanssa) |
| Säätökyvyn | Ei (pitäisi korvata jouset) | Korkea (asennetaan kaasunpaine) |
| Alkukustannukset | Alhainen | Keskitaso korkeaan |
Tilalliset rajoitteet ovat usein ratkaiseva tekijä. Monimutkaisissa autoteollisuuden muoveissa "sulkukorkeus" (saatavilla oleva tila, kun muovi on suljettu) on kallista. Yksi typpisylinteri voi usein korvata 5–10 jousipyörän ryhmän, mikä vähentää muovin tilavuutta huomattavasti. Tämä mahdollistaa enemmän asemia vaiheittaisessa muovissa tai yksinkertaisesti pienemmän, kevyemmän työkalun, jota on edullisempaa käsitellä ja säilyttää.
Lisäksi luotettavuus on merkittävä erottelutekijä. Jousipyörät voivat katketa ennustamattomasti, sinkoiten metallipaloja työkaluun ja aiheuttaen katastrofaalista vahinkoa. Typpijouset, kun niitä huolletaan asianmukaisesti, kuluvat asteittain. Valmistajien, kuten Ready Technology nykyaikaiset mallit, joissa on "bore sealed" -järjestelmät ja kelluvat ohjaustangot, jotka kestävät sivukuormitusta, takaavat miljoonien iskujen käytön ennen kuin uudelleenrakennus on tarpeen.
Valintaguide: Voiman ja iskun pituuden laskeminen
Oikean typpivakaan typerryksen valitseminen vaatii tarkan suunnittelulaskennan. Tavoitteena on tasapainottaa tarvittava pitovoima käytettävän tilan ja puristimen kapasiteetin kanssa. Yleinen tapa määrittää tarvittava määrä typerryksiä on jakaa kokonaisvoimavaatimus valitun typerryksen halkaisijan maksimivoimalla.
Laskeminen iskun pituus
Sovellusohjeiden mukaan Harslepress , etkä saa valita typerrystä, jonka iskun pituus on täsmälleen sama kuin kuolinkulku. Turvamarginaali on välttämätön estämään männän pohjautumista, joka aiheuttaa välittömän vaurion.
- KAAVA: Vähimmäisisku = Kuolinkulku + 10 % turvamarginaali.
- Esimerkki: Jos kuolinkulkusi on 50 mm, älä käytä 50 mm typerrystä. Valitse typerrys, jonka isku on vähintään 55 mm (usein pyöristetään ylöspäin standardimallin 60 mm tai 63 mm mukaan).
Voiman jakautuminen
Pelkkä kokonaisvoiman vaatimusten täyttäminen ei riitä; voiman on oltava tasaisesti jakautunut painepadille estääkseen kaatumisen tai lukkiutumisen. Insinöörit noudattavat yleensä ISO- tai VDI-standardoita (kuten VDI 3003) varmistaakseen yhteensopivuuden. Jälkiasennuksessa saattaa olla tarpeen valita "kompakti" tai "erittäin kompakti" sarja, jos muottikorkeus on rajoitettu, vaikka näillä malleilla on usein lyhyemmät maksimimatkavälimatkat verrattuna ISO-standardimalleihin.
Asennus, huolto ja turvallisuusstandardit
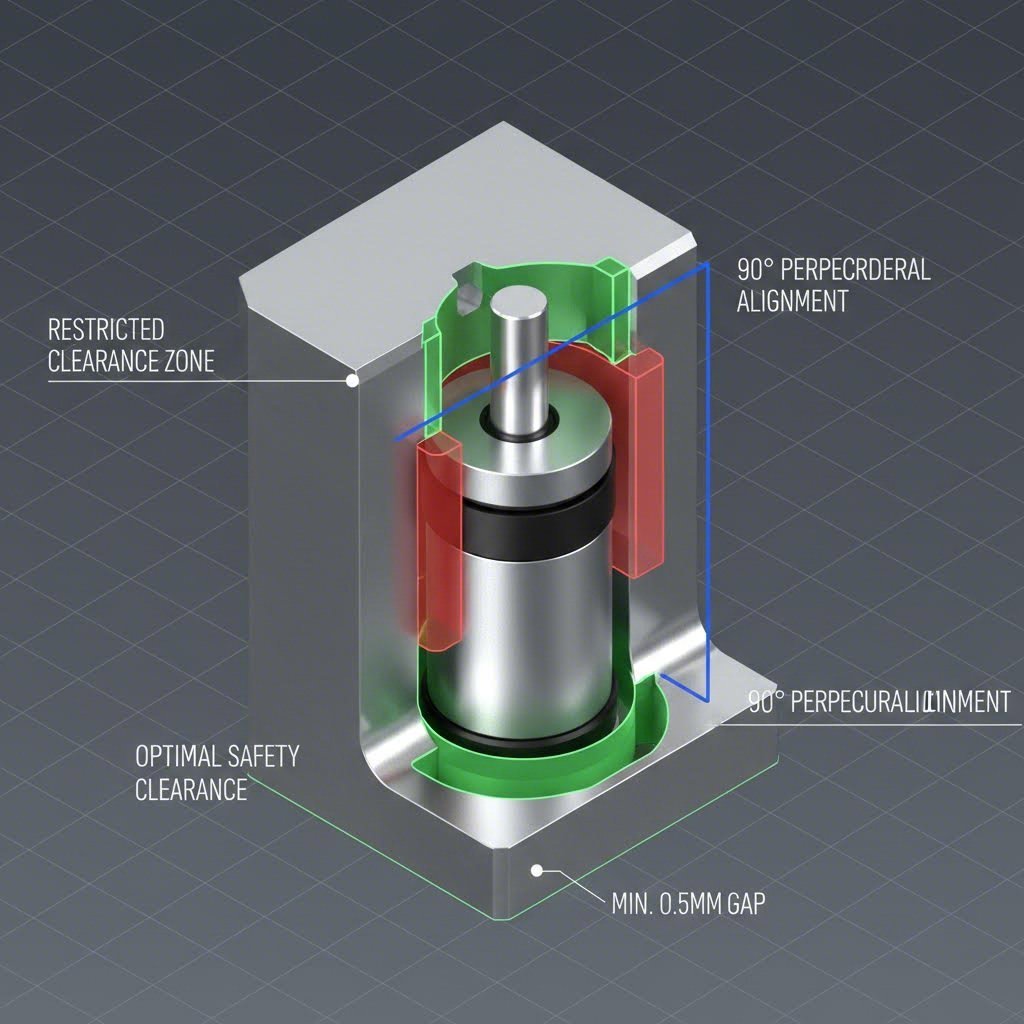
Turvallisuus on ensisijainen asia työskenneltäessä korkeapaineisten sylinterien kanssa. Typpijousi on tehokkaasti paineastia, ja epäasianmukainen käsittely voi olla vaarallista. Tärkein asennusohje on varmistaa, että lokeroon syvyys on riittävä sylinterin rungon tukemiseksi. Yleensä lokeroon syvyys tulisi olla vähintään 50 % säiliön pituudesta takaamaan vakaus ja kohtisuoruus.
Laitosten parhaat käytännöt
- Kohtisuoruus: Jousen on oltava asennettuna 90 astetta kosketuspintaan nähden. Jopa pieni kulma voi aiheuttaa sivuttaisrasituksen, joka kulumalla saa tiivisteet ennenaikaisesti pois käytöstä.
- Vapautus: Pitää säilyttää taskun vapaa tila 0,5 mm – 1,0 mm. Liian tiukka istuma voi aiheuttaa sylinterin lukkiutumisen, jos lämpölaajeneminen tapahtuu käytön aikana.
- Vedenpoisto: Jos muotti käyttää raskaita voiteluaineita, varmista että taskuissa on valumakanavia. Nestepaine vangittujen nesteiden aiheuttamasta hydrostaattisesta paineesta voi murskata sylinterin.
Purkaminen aiheuttaa suurimman vaaran. Koskaan yritä avata kaasujousi ilman, että tyhjennät ensin täysin typen kaasu. Useimmat valmistajat sisällyttävät erityisen tyhjennysventtiilin tai ruuvipään. Kuten Harslepress neuvoo, käytä kuusioavainta painaaksesi hitaasti venttiilinkärkeä (suuntaamalla se itsestäsi poispäin), kunnes kaikki hissahdus loppuu ennen kuin irrotat mitään pidikkeitä.
Johtavat valmistajat ja vaihdettavuus
Markkinoita palvelevat useat vakiintuneet valmistajat, mukaan lukien DADCO , Hyson , Kaller , ja Special Springs monet näistä merkeistä noudattavat ISO 11901 -standardia, joka mahdollistaa tietyä vaihdannaisuutta. Esimerkiksi DADCO ISO-sarjan jousi voidaan usein vaihtaa Kallerin tai Hysonin vastuksimallilla muuttamatta vaivannuppia, mikä yksinkertaistaa huoltotoimintoja maailslajittelussa.
Kuitenkin ulkoiset mitat voivat olla samat, mutta sisäiset teknologiat kuten tiivisteet ja sauvan ohjaus vaihtelevat. DADCO:n UltraPak patruunat ja Ready Technology:n Design-Tite järjestelmät ovat omatekijäisiä ominaisuuksia, jotka on suunniteltu pidentämään käyttöikää likaisissa leikkausympäristöissä. Hankintatiimien tulisi punnita alkuperää vastaan "kustannusta iskua kohden"—edullinen jousi, joka epäonnistuu joka 500 000 iskun jälkeen, on huomattavasti kalliimpi kuin premium-malli, joka kestää 2 miljoonaa iskuja, kun huomioidaan seisokalut.
Kun työkalut ja komponentit on viimeistelty, keskitytään tuotantoon. Valmistajille, jotka siirtyvät prototyypistä massatuotantoon, on ratkaisevan tärkeää kumppanuus kokeneen leikkuupalveluntarjoajan kanssa, jotta nämä teknologiat voidaan hyödyntää tehokkaasti. Kiihdytä autoteollisuuden tuotantoa Shaoyi Metal Technologyn kattavilla leikkuuratkaisuilla , jotka hyödyntävät edistyneitä työkaluvakioita tarjotakseen tarkkuuskomponentteja, kuten vakautimia ja alustajäykisteitä. Heidän asiantuntemuksensa yhdistää komponenttivalinnan ja suurtilavuotoisen IATF 16949 -sidosmerkillä varustetun valmistuksen.
Johtopäätös
Typpikaasujouset ovat vallanneet metallin painoalalla, koska ne erottavat voiman tilavuudesta. Ne mahdollistavat tiivisten, suorituskykyisten muottien suunnittelun, joiden avulla voidaan valmistaa parempilaatuisia osia vähemmällä hukkapaloilla. Ymmärtämällä voimatiheyden perusteet, noudattamalla tiukkoja asennusturvallisuusmääräyksiä ja käyttämällä arvostettuja ISO-yhteensopivia merkkejä valmistajat voivat merkittävästi vähentää seisokkeja ja pidentää työkalujensa käyttöikää.
Typpiteknologiaan tehty alkuinvestointi tuottaa pitkäaikaisia etuja tasaisen osalaadun ja vähentyneen huoltotarpeen muodossa. Voidaan sitten uudelleenvarustaa vanha mekaaninen muotti tai suunnitella uusi edistynyt työkalu, typpikaasujousi on nykyaikaisessa valmistuksessa korvaamaton varallisuus.
Usein kysytyt kysymykset
1. Voinko korvata kela-jouset suoraan typpikaasujousilla?
Kyllä, mutta se edellyttää laskelmaa. Et voi yksinkertaisesti vaihtaa niitä koko perusteella yksi kerrallaan. Sinun on laskettava kelajousien tuottama kokonaisvoima ja valittava typpijouset, jotka vastaavat tuota voimaa. Usein tarvitaan vähemmän typpijousia suorittamaan useiden kelajousten tehtävä, mikä saattaa edellyttää muutoksia kuolleen painepadilla voiman tasaisen jakamiseksi.
2. Kuinka usein typpikaasujouset täytyy täyttää uudelleen?
Hyvin huolletussa kuollossa typpijouset voivat kestää miljoonia syklejä ilman täyttöä. Pieni määrä paineen menetystä (noin 10 % vuodessa) on kuitenkin normaalia. On suositeltavaa tarkistaa paine säännöllisten kuoltojen huoltovälein, yleensä joka 6–12 kuukautta käytön määrästä riippuen.
3. Mikä on ero itsenäisten ja kytkettyjen järjestelmien välillä?
Itsenäisesti toimiva jousi toimii itsenäisesti omalla sisäisellä kaasupuristuksellaan. Yhdistetty järjestelmä yhdistää useita jousia letkujen kautta ohjauspaneeliin ja ulkoiseen säiliöön. Yhdistetyt järjestelmät mahdollistavat kaikkien jousien paineen seurannan ja säätämisen samanaikaisesti painokoneen ulkopuolelta, mikä on ideaalinen ratkaisu suurille autoteollisuuden muotteihin, joissa vaaditaan usein paineen säätöjä.