 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Koneosien valmistajat: 9 olennaista kohtaa ennen ensimmäistä tarjouspyyntöäsi
Konekomponenttivalmistajien ja niiden teollisen roolin ymmärtäminen
Oletko koskaan miettinyt, kuka valmistaa tarkkuusvaihteiston sisällä olevia hammaspyöriä autossasi tai ilmailujärjestelmien monimutkaisia venttiilikomponentteja? Konekomponenttivalmistajat ovat erikoistuneita tuottajia, jotka muuntavat raaka-aineet kriittisiksi osiksi, joilla käytännössä kaikki teollisuudenalat toimivat. Nämä tarkkuuteen keskittyneet yritykset valmistavat yksittäisiä komponentteja, joiden toleranssit ovat usein tuhannesosan tuumaa pienempiä, toisin kuin yleiset valmistajat, jotka rakentavat suuria rakenteita.
Tämä opas käy läpi kaiken, mitä sinun tulee tietää ennen ensimmäisen tarjouspyynnön lähettämistä. Ajattele tätä kattavana reittikarttana – ei tuotecatalogina – joka on suunniteltu auttamaan sinua luottavaisesti navigoimaan koneosien valmistuksen monimutkaisessa maailmassa.
Mitä konekomponenttivalmistajat todellisuudessa tekevät
Ydinosaamisensa mukaan konepistettävien komponenttien valmistajat erikoistuvat poistavaan valmistukseen. Kuvittele veistäjä, joka työskentelee marmori-lohkolla – nämä valmistajat lähtevät kiinteästä metallitangosta ja poistavat systeemisesti materiaalia, kunnes haluttu muoto ilmestyy. Mikä on keskeinen ero yleisestä valmistuksesta? Tarkkuus on kaikki.
Vaikka valmistuslaitos rakentaa rakenteita leikkaamalla, taivuttamalla ja hitsaamalla levymetalleja yhteen, tarkkuusvalmistajat keskittyvät yksittäisten komponenttien valmistamiseen täsmällisin vaatimuksin. He käyttävät CNC-konekomponentteja ja edistynyttä laitteistoa saavuttaakseen toleranssit, joita manuaaliset menetelmät eivät yksinkertaisesti pysty saavuttamaan. Yhdysvalloissa konepajapalvelumarkkinoiden arvo on vuonna 2025 48,0 miljardia dollaria, mikä heijastaa näiden erikoistuneiden tuottajien merkitystä nykyaikaisessa valmistuksessa.
Teollisen tuotannon piilopohja
Koneistettuja osia löydät paikoista, joita et ehkä koskaan odottaisi. Tuulivoimaloiden laakerit ja lääketieteellisten laitteiden liittimet ovat esimerkkejä tarkkuuskoneistetuista komponenteista, jotka muodostavat näkymättömän infrastruktuurin, joka pitää teollisuuden toiminnan sujuvana.
Nämä valmistajat tuottavat laajan valikoiman olennaisia koneenosia:
- Kytkimet ja jarrut – Tärkeitä voiman siirtoon ja liikkeen säätöön
- Kytkimet – Yhdistävät pyörivät akselit samalla kun ne sallivat akselien epäsuorakulmaisuuden
- Jouset ja kiinnitysosat – Tarjoavat jännitystä, puristusta ja turvallisia yhteyksiä
- Tarkkuudella mestaritetyistä osista – Erityisvalmisteisia komponentteja tiettyihin sovelluksiin
- Vaihteet ja vaihdelaatikon komponentit – Mahdollistavat voiman siirron eri nopeuksilla ja vääntömomenteilla
- Laakerit ja tukirakenteet – Vähentää kitkaa ja säilyttää akseliasentoa
Raakametalista tarkkoihin osiin
Mitä erottaa erikoistuneen tarkkuusvalmistajan yleisestä konepajasta? Kyse on kyvyistä, johdonmukaisuudesta ja sertifiointeista. Yleiset valmistajat voivat tuottaa rakenteellisia kehikkoja ja koteloita, mutta kun tarvitset komponentin, jonka täytyy sopia tarkkuudella mikrometrejä pienempiin määrittelyihin, tarvitset erityistä tarkkuusosaamista omaavan kumppanin.
Erikoistuneet valmistajat panostavat voimakkaasti edistyneeseen CNC-teknologiaan, laadunhallintajärjestelmiin ja taitaviin koneistajiin, jotka ymmärtävät eri materiaalien käsittelyn hienoudet. He noudattavat tiukkoja laadunvalvontaprotokollia ja ovat usein saaneet alan erityisiä sertifikaatteja, joita yleiset konepajat eivät yleensä hae.
Tämän eron ymmärtäminen on tärkeää, koska väärän tyypin kumppanin valitseminen voi johtaa projektin viivästymiin, budjettiylikuluihin ja komponentteihin, jotka eivät täytä vaatimuksiasi. Kun valmistaudut konekomponenttien hankintaan, sen tunnistaminen, mitä nämä valmistajat todella tekevät – ja mitä eivät tee – asettaa sinut vahvempaan asemaan löytääksesi oikean kumppanin projektisi erityisvaatimuksia varten.

Tarkkuuskomponenttien taustalla olevat perusteollisuusprosessit
Kuulostaa monimutkaiselta? Ei tarvitse olla. CNC-koneistettujen osien valmistustavan ymmärtäminen antaa sinulle merkittävän edun, kun kommunikoit valmistajien kanssa ja arvioit heidän kykyjään. Käydään läpi ne perusprosessit, joilla raakametalli muunnetaan tarkkuuskoneistettuiksi komponenteiksi, joihin luotat projekteissasi.
CNC-koneistuksen perusteet selitetty
CNC tarkoittaa tietokoneohjattua numeerista ohjausta—eli tietokoneita, jotka ohjaavat leikkuutyökaluja erinomaisen tarkasti. Manuaalisessa koneistuksessa työntekijät ohjaavat työkaluja käsin, kun taas CNC-teknologiaa käytettäessä työstö suoritetaan ohjelmoitujen ohjeiden mukaisesti saavuttamalla tarkkuustasot, joita ihmisellä ei yhdenmukaisesti ole mahdollista saavuttaa.
Se kaksi perustavanlaatuisaa CNC-prosessia joita kohtaat, ovat kierretyminen ja poraus. Tässä on keskeinen ero: CNC-kierretyksessä työkappale pyörii, kun staattinen leikkuutyökalu muovaa sitä—tämä on ideaali menetelmä lieriömäisille osille, kuten aksелеille, sauvoille ja varrettiin. CNC-porauksessa tapahtuu päinvastoin: leikkuutyökalu pyörii, kun taas työkappale pysyy paikoillaan, mikä tekee siitä erinomaisen valinnan tasaisille pinnoiltaan, urille, lokeroille ja monimutkaisille kolmiulotteisille muodoille tarkoitettuihin porattaviin osiin.
Koneosien valmistuksessa monet tarkkuusmuokkausosien sovellukset yhdistävät molemmat toimenpiteet. Komponentti saattaa alkaa työstöä kääntöpöydällä sen sylinterimäisten ominaisuuksien osalta ja siirtyä sen jälkeen poraus- tai jyrsintäkoneelle reikien, tasojen tai kulmaisia leikkauksia varten. Tämän työnkulun ymmärtäminen auttaa sinua tunnistamaan, mitkä valmistajat pystyvät käsittelyyn koko projektisi verrattuna niihin, jotka vaativat toissijaisia toimittajia.
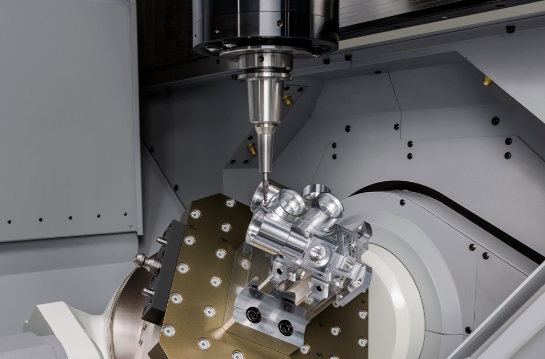
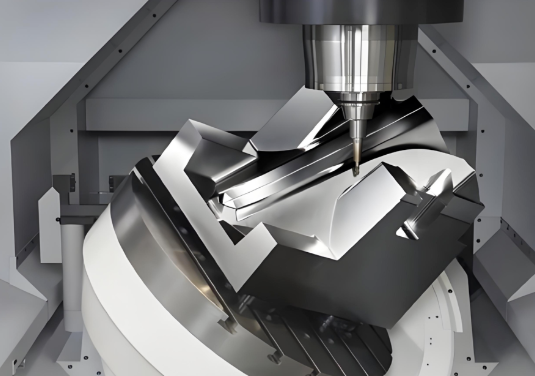
Moniakselinen uskottelu kyvyt
Kuvittele, että yrität työstää turbiinisiiven käyttäen ainoastaan kolmea liikesuuntaa – ylös-alas, vasen-oikea ja eteen-taakse. Sinun pitäisi pysähtyä toistuvasti, uudelleensijoittaa osa ja ottaa riskiä sisällyttää suuntausvirheitä joka kerta. Juuri tästä syystä moniakselinen työstö on olemassa.
Tavallinen 3-akselinen työstö liikuttaa työkalua kolmessa lineaarisessa suunnassa. Vaikka se on tehokas yksinkertaisempien geometrioiden työstöön, monimutkaisten osien työstöön vaaditaan useita asennuksia. Fictivin teknisen analyysin mukaan 5-akselinen CNC-työstö lisää kaksi pyörivää liikettä, mikä mahdollistaa työkalun lähestymisen työkappaleesta melkein mistä tahansa kulmasta yhdessä asennuksessa.
On myös välivaihtoehto, jota kutsutaan 3+2-akseliseksi koneistukseksi (tai paikallisesti 5-akseliseksi). Tässä kiertotekstien avulla työkappale asetetaan haluttuun asentoon, mutta leikkaus tapahtuu edelleen vain kolmen lineaarisen liikkeen avulla. Tämä menetelmä mahdollistaa useiden sivujen koneistamisen ilman täyden samanaikaisen 5-akselisen koneistuksen ohjelmointityökalujen monimutkaisuutta.
Mikä on käytännön hyöty? Asetusaika lyhenee, tarkentumavirheiden mahdollisuus vähenee ja voidaan koneistaa monimutkaisia piirteitä, jotka muuten vaatisivat useita eri operaatioita tai joita ei voitaisi tuottaa lainkaan. Tarkkuuskoneistettujen CNC-osien, kuten ilmailukomponenttien tai lääketieteellisten implantaattien, monimutkaisten muotojen koneistamisessa 5-akselinen kyky on usein välttämätön.
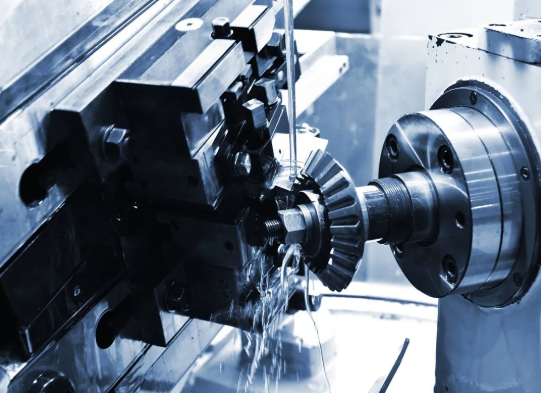
Swiss-screw-koneistus monimutkaisille geometrioille
Kun tarkkuusmuokkausosien vaatimukset sisältävät pieniä, kehittyneitä komponentteja monimutkaisine ominaisuuksineen, sveitsiläinen ruuvikoneistus tarjoaa mahdollisuuksia, joita perinteiset kääntökonet eivät pysty täyttämään. Tämä teknologia kehitettiin alun perin kelloteollisuutta varten, ja se erinomaisesti tuottaa pitkiä, ohuita osia ilman taipumisongelmia, jotka haittaavat perinteisiä kääntöprosesseja.
Mikä tekee sveitsiläisistä koneista erilaisia? Työkappale tuetaan ohjauspultilla, joka sijaitsee erinomaisen lähellä leikkauspistettä, mikä tarjoaa poikkeuksellisen vakauden. Tämä rakenne mahdollistaa osien koneistamisen pituus–halkaisija-suhteilla, jotka aiheuttaisivat värähtelyä ja epätarkkuutta perinteisillä laitteilla. Kremin Inc.:n mukaan sveitsiläiset kääntökoneet ovat välttämättömiä lääketieteellisessä, avaruusteollisuudessa, elektroniikassa ja kelloteollisuudessa, joissa tarkkuus ja pienet osakoot ovat ratkaisevan tärkeitä.
Monet sveitsiläiset koneet sisältävät myös liikkuvaa työkaluvarustusta—pyörivää työkalua, joka voi suorittaa poraus- ja kaukoporaukset toiminnan aikana, kun pääakseli pitää työkappaletta. Tämä tarkoittaa, että monimutkaiset CNC:llä poratut osat, joissa on sekä pyöritys- että porausominaisuuksia, voidaan valmistaa valmiiksi yhdessä operaationa.
Valmistusprosessien vertailu silmänräpäyksessä
Oikean koneistusosan valintaprosessin valinta riippuu komponentin geometriasta, vaadituista tarkkuuksista ja materiaalista. Tämä vertailu auttaa sinua valitsemaan sopivan valmistusmenetelmän tarpeidesi mukaan:
| Prosessityyppi | Parhaat käyttösovellukset | Typilliset toleranssit | Materiaalinen yhteensopivuus |
|---|---|---|---|
| CNC-kierto | Sylinterimäiset osat: akselit, pinnit, nupit, liitokset | ±0,025 mm (±0,001 tuumaa) | Metallit, tekniset muovit, seokset |
| CNC-mylly | Prismaattiset osat: koteloit, kiinnikkeet, levyt taskuineen ja urineen | ±0,05 mm (±0,002 tuumaa) | Teräs, alumiini, titaani, muovit, komposiitit |
| Sveitsiläinen ruuvikoneenpito | Pienet, kevyet komponentit: lääketieteelliset pinnit, elektroniset liittimet, kellotekniikan osat | ±0,005 mm (±0,0002 tuumaa) | Messinki, ruostumaton teräs, titaani, alumiini |
| Moniakselinen koneistus (5-akselinen) | Monimutkaiset geometriat: turbiinisiivet, impellereitä, ortopediset implantit | ±0,01–0,02 mm (±0,0004–0,0008 tuumaa) | Kaikki koneistettavat metallit, korkean suorituskyvyn seokset |
Huomaa, kuinka toleranssit kaventuvat, kun siirrytään erikoistuneempaan laitteistoon. Tämä kykyjen ja tarkkuuden välinen yhteys on juuri se syy, miksi näiden prosessien ymmärtäminen on tärkeää – se auttaa sinua välttämään sekä liian alhaisia spesifikaatioita (jolloin saat riittämättömiä osia) että liian korkeita spesifikaatioita (jolloin maksat ylimärisiä hintoja kyvyistä, joita et tarvitse).
Kun sinulla on selkeä käsitys siitä, miten nämä valmistusprosessit toimivat, olet nyt valmis tutkimaan toista ratkaisevaa päätöksentekopistettä: oikean materiaalin valintaa koneistettaville komponenteillesi.

Materiaalivalintaa varten tarkoitettu opas koneistettaville komponenteille
Väärän materiaalin valitseminen voi tuhota koko projektisi. Kuvittele, että suunnittelet täydellisen komponentin, mutta se ruostuu kentällä, taipuu kuorman alla tai ylittää budjetin, koska olet määrittänyt eksotiikkaista seoskiveä, vaikka tavallinen teräs olisi sopinut mainiosti. Materiaalin valinta sijaitsee insinööriteknisen suorituskyvyn ja taloudellisen todellisuuden risteyksessä – ja sen oikea valinta edellyttää ymmärrystä siitä, miten eri metallit ja muovit käyttäytyvät käytännön olosuhteissa.
Kun koneistettujen metalliosien hankinta valmistajilta , tulet kohdanneeksi laajan valikoiman vaihtoehtoja. Jokainen materiaali tarjoaa omat etunsa ja kompromissinsa mekaanisen lujuuden, korrosionkestävyyden, painon ja hinnan suhteen. Tarkastellaan seuraavaksi pääluokkia, jotta voit yhdistää vaatimuksesi optimaaliseen valintaan.
Terässeokset lujuuden ja kestävyyden varalta
Teräs säilyy teollisen valmistuksen työhevosenä hyvistä syistä. Sen yhdistelmä lujuutta, kovuutta ja edullisuutta tekee siitä oletusvalinnan sovelluksissa, joissa vaaditaan rakenteellista eheytä ja kulumisvastusta. Kaikki teräkset eivät kuitenkaan ole yhtä hyviä.
Peukaloteräkset (kuten 1018 ja 1045) tarjoavat erinomaisen koneistettavuuden ja hitsattavuuden edulliseen hintaan. Hubsin mukaan peukaloteräs 1018 on yleisimmin käytetty laatu, joka tarjoaa hyvän sitkeyden, lujuuden ja kovuuden yleiskäyttösovelluksiin. Nämä teräkset soveltuvat hyvin esimerkiksi työkaluihin, kiinnikkeisiin ja rakenteellisiin komponentteihin, joissa korrosiosuoja voidaan lisätä pinnoituksella tai päällystetyllä kerroksella.
Liitojäte (kuten 4140 ja 4340) parantavat suorituskykyä merkittävästi. Niitä voidaan lämpökäsittelöidä saavuttamaan korkeampi kovuus ja lujuus säilyttäen samalla hyvä sitkeys. Jos teidän mukautettujen terösosien on kestettävä suuria kuormia, toistuvia iskuja tai vaativia kulumisolosuhteita, seosten sisältävät teräkset oikeuttavat pienemmän hintalisän.
Rosteeton teräs ottaa korroosionkestävyys huomioon. Kromipitoisuus (yleensä yli 10,5 %) muodostaa suojaavan passivoitumiskalvon, joka kestää ruostumista ja kemiallista hyökkäystä. Laatu 304 soveltuu useimpiin yleisiin käyttötarkoituksiin, kun taas laatu 316 tarjoaa paremman kestävyyden suolapitoisille ympäristöille – mikä on välttämätöntä merenkulku- tai kemiankäsittelylaitteissa.
Kompromissi? Ruostumaton teräs on vaikeampi työstää kuin pehmeä teräs, mikä lisää metalliosien koneistuskustannuksia. Työkalujen kulumisnopeus kasvaa, ja työstön aiheuttama kovettuminen voi vaikeuttaa leikkaustoimintoja. Tästä huolimatta pitkäaikainen kestävyys kompensoi usein korkeammat alustavat kustannukset.
Alumiinin käyttö kevytrakenteisissa komponenteissa
Kun painon vähentäminen on tärkeää – olipa kyseessä polttoaineen säästö, kannettavuus tai liikkuvien kokoonpanojen hitauden pienentäminen – alumiiniseokset tarjoavat erinomaista suorituskykyä. Tiukkuudeltaan noin kolmasosa teräksestä, alumiini mahdollistaa rakennemallit, jotka olisivat käytännössä liian raskaita rautapitoisilla metalleilla.
Alumiini tarjoaa erinomaisen koneistettavuuden painon säästöjen lisäksi. Alhaisempi leikkausvastus tarkoittaa nopeampia kiertoaikoja, vähäisempää työkalujen kulumista ja erinomaisia pinnanlaatuja. Tämä kääntyy suoraan alhaisemmiksi koneistuskustannuksiksi, mikä tekee alumiinista erityisen houkuttelevan sekä prototyypitykseen että suurten sarjojen tuotantoon.
Alumiini 6061 on yleisin monikäyttöinen seos. Sen tasapainoiset ominaisuudet – hyvä lujuus-massasuhde, korrosionkestävyys ja erinomainen koneistettavuus – tekevät siitä soveltuvan kaikenlaisiin käyttötarkoituksiin, autojen kehiköistä elektronisten laitteiden koteloihin. Teollisuuden tiedot vahvistavat 6061-seoksen olevan taloudellisin ja laajimmin saatavilla oleva alumiinivaihtoehto CNC-koneistukseen.
Alumiini 7075 on suunnattu korkean suorituskyvyn sovelluksiin. Tämä ilmailualan seos saavuttaa lämpökäsittelyn jälkeen teräksen kaltaisen lujuuden, mikä tekee siitä ideaalin rakenteellisiin ilmailukomponentteihin, kiipeilyvarusteisiin ja kilpailuun tarkoitettuihin pyöräilyosien valintaan. Korkea hinta heijastaa sen parempia mekaanisia ominaisuuksia.
Yksi tärkeä huomio: vaikka alumiini kestää ilmakehän aiheuttamaa korroosiota luonnollisesti, se voi reagoida tiettyihin kemikaaleihin ja erilaisiin metalleihin. Anodointi luo kovaa, suojaa tarjoavaa kerrosta, joka parantaa kestävyyttä ja mahdollistaa värilliset pinnat – tämä on yleinen toissijainen käsittely vaikeasti koneistettujen metalliosien valmistuksessa.
Erityismateriaalit äärimmäisiin ympäristöihin
Joskus standardimateriaalit eivät yksinkertaisesti kestä sovelluksen vaatimuksia. Äärimmäiset lämpötilat, aggressiiviset kemikaalit tai epätavalliset mekaaniset vaatimukset edellyttävät erikoisseoksia ja edistyneitä muovimateriaaleja.
Titanium yhdistää merkittävää lujuutta noin 45 % pienemmällä painolla kuin teräs. Sen korroosionkestävyys vastaa tai ylittää ruostumatonta terästä, ja se säilyttää ominaisuutensa korkeissa lämpötiloissa. Titaniumia käytetään usein ilmailussa, lääketieteellisissä implanteissa ja merenkulussa, vaikka sen hinta on huomattavasti korkeampi. Haasteena on kuitenkin titanin heikko lämmönjohtavuus ja taipumus kovettua työstön aikana, mikä tekee metallityöstön vaativaksi. Odota pidempiä kiertoaikoja, erityisiä työkaluvaatimuksia ja vastaavasti korkeampia hintoja.
Messinki erottuu sovelluksissa, joissa vaaditaan alhaista kitkaa, sähköjohtavuutta tai houkuttelevaa pintaa. Rautapuun valmistetut erikoispuut työstetään erinomaisesti – rautapuuta pidetään usein yhtenä helpoimmista leikattavista metalleista. Tämä tekee siitä kustannustehokkaan vaihtoehdon suurten sarjojen valmistukseen, kuten venttiiliosiin, sähköliittimiin ja koristekalusteisiin. Sen luonnollinen korroosionkestävyys (vaikkakin heikompi kuin ruostumattomalla teräksellä) soveltuu moniin putkistojärjestelmiin ja merenkulkuun.
Tekniikkamuovi tarjoavat ainutlaatuisia ominaisuuksia, joita metallit eivät voi saavuttaa. Esimerkiksi PEEK-aine kestää jatkuvia lämpötiloja jopa 250 °C:n asti ja tarjoaa kemiallista kestävyyttä sekä sähköeristysominaisuuksia. Nyloni tarjoaa erinomaista kulumisvastusta vaihteille ja varretusosille, kun taas POM (Delrin) tarjoaa alhaisen kitkan ja korkean mitallisen vakauden. Nämä materiaalit painavat vain murto-osan metallien painosta, mikä usein yksinkertaistaa kokoonpanoa ja vähentää järjestelmän kuormia.
Materiaalivertailu silmäyksellä
Tämä taulukko tiivistää tärkeimmät päätöksen tekijät yleisimmissä koneistettavissa komponenttimateriaaleissa:
| Materiaali | Vetolujuusalue | Korroosionkestävyys | Painokerroin | Kustannustaso | Ihanteelliset sovellukset |
|---|---|---|---|---|---|
| Mieto teräs (1018/1045) | 370–585 MPa | Alhainen (vaatii pinnoitteen) | Korkea (7,8 g/cm³) | $ | Rakennepartit, työkalut, kiinnityslaitteet, yleiskoneet |
| Rustoton teräs (304/316) | 515–620 MPa | Erinomainen | Korkea (8,0 g/cm³) | $$ | Elintarviketeollisuus, lääketieteelliset laitteet, merenkulku, kemikaaliteollisuus |
| Alumiini (6061/7075) | 275–570 MPa | Hyvä (erinomainen anodoinnin avulla) | Alhainen (2,7 g/cm³) | $–$$ | Ilmailurakenteet, autoteollisuus, elektroniikkakoteloitukset |
| Messinki (C36000) | 310–380 MPa | Hyvä | Korkea (8,5 g/cm³) | $$ | Sähköliittimet, venttiilit, koristekappaleet |
| Titaani (luokka 5) | 830–1170 MPa | Erinomainen | Keskiverto (4,4 g/cm³) | $$$$ | Ilmailu, lääketieteelliset implantit, suorituskykyajo |
| Teknisiä muovikuituja (PEEK/Nylon) | 45–100 MPa | Erinomainen (kemiallinen) | Erittäin alhainen (1,1–1,4 g/cm³) | $$–$$$ | Laakerit, eristimet, lääketieteelliset laitteet, elintarvikkeisiin tarkoitetut osat |
Kun erikoispuhtausseokset ovat premium-hinnan arvoisia
Päätös siirtyä standardimateriaaleista parempiin materiaaleihin ei saa olla kevyt—mutta sitä ei myöskään pidä vältellä, kun olosuhteet vaativat sitä. Harkitse erikoispuhtausseoksia, kun:
- Viat aiheuttavat vakavia seurauksia – Lentokoneosat, lääketieteelliset implantit ja turvallisuuskriittiset järjestelmät oikeuttavat premium-materiaalit, jotka minimoivat riskejä
- Toimintaympäristöt ovat äärimmäisiä – Korkeat lämpötilat, syövyttävät kemikaalit tai suolavesialueet voivat tuhota nopeasti standardimateriaalit
- Painonsäästö parantaa järjestelmän suorituskykyä – Ilmailu- ja autoteollisuuden sovelluksissa pienempi massa parantaa polttoaineen hyötysuhdetta ja ajettavuutta
- Kokonaiselinkaaren kustannukset edistävät kestävyyttä – 20 vuotta kestävä titaaniosa saattaa maksaa vähemmän kuin teräsosien vaihto joka viides vuosi
Toisaalta eksotisten materiaalien määrittäminen hyvinkin vaatimattomiin ympäristöihin tuhlaa pelkästään budjettia. Ruostumaton teräs -komponentti kuivassa sisätilakäytössä edustaa usein tarpeetonta kustannusta, kun pehmeä teräs sopivalla pinnoituksella toimisi täysin samalla tavoin.
Kun materiaalivaihtoehdoista ja niiden kompromisseista on selkeä käsitys, olet nyt valmiina määrittelemään vaatimukset, jotka tasapainottavat suorituskyvyn tarpeita ja budjettirajoituksia. Seuraava ratkaiseva tekijä? Toleranssistandardien ymmärtäminen – sillä vaikka materiaalin valinta olisi täydellinen, se ei merkitse mitään, jos osat eivät istu yhteen suunnitellun mukaisesti.
Toleranssistandardit ja tarkkuusmäärittelyt selitetty
Olet valinnut täydellisen materiaalin. Suunnittelusi näyttää virheettömältä ruudulla. Mutta tässä monien projektien kohdalla tulee ongelma: tarkkuusvaatimusten määrittäminen, jotka joko maksavat suuria summia saavuttaakseen tai eivät täytä toiminnallisia vaatimuksiasi. Tarkkuuslaitteilla valmistettujen osien vaatimusten ymmärtäminen ei ole pelkkää teknistä tietoa – se on ero täydellisesti sopivien komponenttien ja kalliiden virheiden välillä, jotka vaativat uudelleenvalmistelua.
Tarkkuusvaatimukset määrittelevät sallitun vaihtelun komponentin mitoissa. Ajattele niitä hyväksyttävänä virhemarginaalina. Esimerkiksi 10 mm halkaisijaltaan suunniteltu akseli, jonka tarkkuusvaatimus on ±0,02 mm, voi todellisuudessa mitata missä tahansa välillä 9,98–10,02 mm ja silti olla hyväksyttävissä. Tämä näennäisen pieni yksityiskohta vaikuttaa merkittävästi sekä kustannuksiin että toimintakykyyn.
Tarkkuusvaatimusten luokkien ja niiden vaikutusten selvittäminen
Kun tarkastelet tarjouksia tarkkuuslaitteilla valmistettujen osien valmistajilta, törmäät erilaisiin tarkkuusvaatimuksiin. Teollisuuden standardien mukaan standardi CNC-koneistustoleranssit ±0,25 mm (±0,010") edustavat useimpien tarkkuuskoneistusoperaatioiden perustasoa. Tämä taso ottaa huomioon normaalit vaihtelut koneiden tarkkuudessa, lämpövaikutuksissa, työkalujen kulumisessa ja asennuksen toistettavuudessa samalla kun taloudelliset tuotantotahdit säilytetään.
Mutta mitä eri toleranssiluokat todellisuudessa tarkoittavat projektillesi? Tässä on käytännön yhteenveto:
- Standarditoleranssit (±0,25 mm / ±0,010") – Soveltuvat ei-kriittisiin mittoihin, yleisiin rakenteellisiin komponentteihin ja osiin, joiden sovitus ei vaadi erityistä tarkkuutta. Edullisin vaihtoehto.
- Tarkat toleranssit (±0,125 mm / ±0,005") – Vaaditaan tarkkuuskoneosille, joilla on kohtalaiset sovitusvaatimukset, liikkuville komponenteille ja kokoonpanoille, jotka vaativat luotettavaa sijoittelua.
- Tarkkuustoleranssit (±0,05 mm / ±0,002") – Välttämättömiä korkean tarkkuuden koneistettaville osille vaativissa sovelluksissa, kuten laakerikoteloissa, hydraulikomponenteissa ja tarkkuuskokoonpanoissa.
- Ultra-tarkat toleranssit (±0,0125 mm / ±0,0005") – Varattu korkean tarkkuuden koneistettaville komponenteille ilmailussa, lääketieteellisissä laitteissa ja optisessa kalustossa, joissa mikrometrin tarkkuus on ehdoton vaatimus.
Jokainen toleranssin tiukentuminen edellyttää yhä kehittyneempiä laitteita, ympäristöolosuhteiden hallintaa ja tarkastusprotokollia. Modus Advancedin mukaan ultra-tarkkojen toleranssien saavuttaminen vaatii lämpötilan säilyttävän ±0,5 °C:n tarkkuudella ohjatun ympäristön, värähtelyjen eristämisen ja korkean tarkkuuden pyörivät osat – mikä lisää peruskustannuksia 100–200 %.
Kun tarkat toleranssit todella merkitsevät
Tässä on epämiellyttävä totuus: monet ostajat määrittelevät toleranssit liian tiukoiksi ilman, että he ymmärtäisivät kustannusvaikutukset. Tarkkojen CNC-koneistettujen osien tilaaminen ±0,01 mm:n toleransseilla silloin, kun ±0,1 mm riittäisi täysin toiminnallisesti, tuhlaa budjettia tarpeettomasti.
Milloin siis tiukat toleranssit todella merkitsevät jotakin?
- Kohtaavat pinnat – Kun kahden komponentin on sovittava yhteen tietyn välyksen tai puristuksen kanssa
- Pyörivät kokoonpanot – Akselit, laakerit ja koteloit, joissa vaaditaan johdonmukaista keskikäyräisyyttä
- Tiivistepinnat – Alueet, joissa nesteen tai kaasun säilyttäminen riippuu tarkasta sovittelusta
- Kriittiset asettamisominaisuudet – Kiinnitysreiät, sijoituspinnat ja viitepinnat
Ei-kriittisiin mittoihin – esimerkiksi kiinnikeen kokonaispituus, ei-sovittavan pinnan leveys tai suurilla varauksilla varustettujen kiinnitysreikien sijainnit – riittävät yleensä standardimitat. Mukaan lukien Abra Engineering , liian tiukat mitat lisäävät valmistuskustannuksia ilman toiminnallista lisäarvoa, mikä tekee toleranssien optimoinnista olennaista kustannustehokkuuden kannalta.
Vaatimusten määrittäminen ilman ylikonstruointia
Kuinka kommunikoida toleranssivaatimuksia tehokkaasti ilman kustannusten nousua? Aloita erottamalla kriittiset ja ei-kriittiset mitat piirustuksistasi.
Sovella tiukimpia toleransseja ainoastaan siellä, missä toiminnallinen vaatimus niitä edellyttää. Tarkkakoneistettu osa saattaa vaatia ±0,025 mm:n tarkkuutta laakerin istukkapaikalla, kun taas kokonaiskorkeudelle voidaan hyväksyä ±0,25 mm:n tarkkuus. Tämä valikoiva lähestymistapa mahdollistaa valmistajien resurssien keskittämisen niihin kohtiin, joissa tarkkuus todella on merkityksellinen.
Ota huomioon geometrinen mitoitus ja toleranssit (GD&T) monimutkaisia vaatimuksia varten. Protolabs selittää, että GD&T ohjaa tarkemmin ominaisuuksien välisiä suhteita – kuten kohtisuoruutta, keskikohdaisuutta ja todellista sijaintia – kuin yksinkertaiset kaksipuoliset toleranssit. Tämä tarjoaa syvällisempää laadunvalvontaa ja välttää epäselvyyden siitä, mitä "toleranssissa" tarkoitetaan juuri teidän sovelluksessanne.
Älä unohda pinnankarheusmäärittelyjä. Standardipinnat 63 µin tasaisille pinnoille ja 125 µin kaarevilla pinnoilla täyttävät useimmat sovellukset. Sileämpiä pintoja vaativat lisäpolttouudet ja kustannukset – niistä on hyötyä tiivistepinnoissa tai esteettisissä osissa, mutta muualla ne ovat tarpeeton.
Lopuksi keskustele tarkkuusvaatimuksista mahdollisten valmistajien kanssa ennen teknisten vaatimusten lopullista vahvistamista. Kokemukset omaavat tarkkuuskonetekniikan osien toimittajat voivat usein ehdottaa vaihtoehtoisia ratkaisuja, joilla saavutetaan toiminnalliset tavoitteenne alhaisemmalla hinnalla. He voivat huomata, missä kohdassa vaatimuksenne ylittävät heidän standardikykyjensä – mikä edellyttää erityishintaa – vaikka pienillä säädöksillä olisi mahdollista pysyä taloudellisesti kannattavissa rajoissa.
Kun tarkkuusvaatimukset ovat selkeästi ymmärretty, olette valmiita arvioimaan toista ratkaisevaa tekijää, joka erottaa kyvykkäät valmistajat muista: laatuvarmennukset ja se, mitä ne todella takavat teille toimitettavista osista.
Merkitsevät laatuvarmennukset ja tarkastusstandardit
Olet löytänyt valmistajan, joka mainitsee verkkosivuillaan vaikutusvaltaisia sertifikaatteja — ISO 9001, IATF 16949 ja AS9100. Mutta mitä nämä lyhenteet todella takaa tarkkuuslaitteistojen tuotteista, joita saat? Monet ostajat käsittelevät sertifikaatteja vain tarkistusruutuina eivätkä laadun merkityksellisinä indikaattoreina. Ymmärtämisestä, mitä kutakin sertifikaattia vaaditaan, on apua arvioitaessa, vastaavatko valmistajan laatusysteemit todella projektisi vaatimuksia.
Laatusertifikaatit edustavat kolmannen osapuolen vahvistusta siitä, että valmistaja noudattaa dokumentoituja prosesseja, pitää yllä johdonmukaisia standardeja ja parantaa toimintaansa jatkuvasti. Ne eivät ole pelkästään seinälle ripustettavia palkintoja — ne osoittavat systemaattisia lähestymistapoja tarkkuusosien valmistukseen, mikä vähentää virheitä, varmistaa jäljitettävyyden ja suojaa toimitusketjuasi.
ISO 9001 ja mitä se takaa
ISO 9001 toimii laadunhallinnan perustana teollisuuden kaikilla aloilla ympäri maailmaa. Yli miljoona organisaatiota on saanut tästä standardista sertifikaatin maailmanlaajuisesti, ja se määrittelee perusvaatimukset jokaiselle vahvalle laadunhallintajärjestelmälle.
Mitä ISO 9001-todistus todellisuudessa vaatii? Sertifiointi edellyttää dokumentoitujen menettelyjen olemassaoloa, johdonmukaista prosessien toteuttamista sekä jatkuvan parantamisen todisteita. Valmistajien on osoitettava asiakaslähtöisyys, riskipohjainen ajattelu ja mitattavat laatuobjektiivit. Kun hankit tarkkuuskoneteollisuuden osia ISO 9001 -sertifioitulta toimittajalta, työskentelet organisaation kanssa, joka on luonut järjestelmiä seuraaviin toimintoihin:
- Prosessiasiakirjat – Kirjalliset menettelyt varmistavat johdonmukaiset toiminnot riippumatta siitä, kuka operaattori käyttää laitetta
- Asiakasvaatimusten seuranta – Järjestelmät keräävät ja varmentavat erityisvaatimuksesi koko tuotantoprosessin ajan
- Korjaavien toimenpiteiden protokollia – Kun ongelmia ilmenee, juurisyyanalyysi estää niiden toistumisen
- Johtamisen tarkastus – Johto arvioi säännöllisesti laadun suorituskykyä ja ohjaa parannustoimia
Yleisiin teollisiin sovelluksiin ISO 9001 -sertifiointi tarjoaa kohtalaisen varmuuden siitä, että valmistaja toimii ammattimaisesti. Teollisuuskohtaiset sertifikaatit kuitenkin rakentuvat tälle perustalle lisävaatimuksin, jotka on mukautettu tiettyihin aloihin.
IATF 16949 automaali- ja ajoneuvoalalle
Jos hankit tarkkuus-CNC-komponentteja automaali- ja ajoneuvoalan käyttöön, IATF 16949 -sertifiointi muodostuu välttämättömäksi. Tämä standardi, jonka on kehittänyt kansainvälinen automaali- ja ajoneuvoalaan keskittyvä työryhmä (International Automotive Task Force) yhteistyössä ISO:n kanssa, lisää ISO 9001 -vaatimusten päälle automaali- ja ajoneuvoalan erityisvaatimuksia.
Sertifikaattiasiantuntijoiden mukaan iATF 16949 keskittyy erityisesti vikojen ehkäisymahdollisuuksiin, toimitusketjun jäljitettävyyteen ja tuotannossa esiintyvän vaihtelun vähentämiseen – näillä on ratkaiseva merkitys, kun komponentit päätyvät matkustajia kuljettaviin ajoneuvoihin. Suuret automaali- ja ajoneuvovalmistajat vaativat tämän sertifikaatin Tier 1 - ja Tier 2 -toimittajiltaan.
Mikä tekee IATF 16949:stä tiukemman kuin ISO 9001? Automaali- ja ajoneuvoalan standardi edellyttää:
- Tuoteturvallisuusvaatimukset – Erityiset protokollat, jotka varmistavat, että komponentit eivät aiheuta turvallisuusriskejä
- Asiakaskohtaiset vaatimukset – Jokainen suuri automerkki lisää omia laatuvaatimuksiaan
- Hätäsuunnittelu – Dokumentoidut toimet toimintakatkosten torjumiseksi toimitusketjussa
- Takuuhallinta – Järjestelmät, jotka seuraavat kenttävikojen esiintymistä ja mahdollistavat tarvittaessa takaisinvedot
- Toimittajakehitys – Vaatimukset, jotka laajentavat laatujärjestelmiä ala-asteikkoisten toimittajien tasolle
Tarkkuuskomponenttien valmistukseen tarkoitettuihin autoteollisuuden sovelluksiin IATF 16949 -sertifiointi osoittaa valmistajan olevan valmis täyttämään teollisuuden vaativat laatuvaatimukset. Esimerkiksi Shaoyi Metal Technology -laitokset pitävät yllä tätä sertifiointia sekä tiukkoja tilastollisen prosessin ohjauksen (SPC) protokollia, mikä mahdollistaa korkean tarkkuuden komponenttien toimittamisen johdonmukaisesti autoteollisuuden toimitusketjujen vaatimusten mukaisesti.
AS9100 – Vaatimukset ilmailukomponenteille
Ilmailualan sovellukset vaativat vielä tiukempia laatujärjestelmiä. AS9100-sertifiointi on erityisesti suunnattu ilmailualan vaatimuksille ja vahvistaa, että osat täyttävät ilmailualan turvallisuus-, laatu- ja tekniset standardit.
Miksi ilmailuala vaatii oman sertifiointinsa? Lentokoneiden komponentit toimivat äärimmäisissä olosuhteissa – lämpötilan vaihteluissa, värinässä ja paineen muutoksissa – jolloin vian seuraukset voivat olla katastrofaalisia. AS9100 lisää vaatimuksia konfiguraationhallinnasta, ensimmäisen näytteen tarkastuksesta ja parannetusta jäljitettävyydestä verrattuna yleisiin valmistusalan sertifiointeihin.
Tilastollisen prosessin ohjauksen ymmärtäminen
Sertifiointien lisäksi kysy mahdollisilta valmistajilta heidän tarkastusmenetelmistään ja laadunvalvontaprosesseistaan. Tilastollinen prosessin ohjaus (SPC) edustaa dataperusteista lähestymistapaa, jolla varmistetaan yhdenmukaisuus koko tuotantosarjan ajan.
Sen sijaan, että tarkastettaisiin valmiita osia ja hylättäisiin virheelliset, tilastollinen prosessin ohjaus (SPC) seuraa tuotantoparametrejä reaaliajassa. Hallintakaaviot seuraavat kriittisiä mittoja ja havaitsevat suuntaviivat ennen kuin ne johtavat toleranssien ulkopuolelle jääviin osiin. Tämä ennakoiva lähestymistapa vähentää romua, parantaa hyötysuhdetta ja tarjoaa dokumentoidun todisteet siitä, että tarkkuuskoneistettujen tuotteiden mitat pysyivät vaatimusten mukaisina koko valmistusprosessin ajan.
Valmistajat, jotka investoivat SPC-järjestelmiin, osoittavat sitoutumistaan tarkkuuskomponenttien valmistukseen ylittäen vähimmäisvaatimukset koskevat sertifiointivaatimukset. Arvioitaessa tarkkuuskoneistettujen osien toimittajia kannattaa kysyä heidän mittauskyvystään, tarkastusten taajuudesta ja siitä, miten he dokumentoivat laatuun liittyvät tiedot asiakkaan tarkastettavaksi.
Tärkeimmät sertifikaatit – nopea viite
Sovita sovelluksen vaatimukset sopiviin sertifiointitasoihin:
- ISO 9001 – Yleinen laadunhallinnan perusta; soveltuu yleisiin teollisuussovelluksiin
- IATF 16949 – Autoteollisuuden vaatimus; välttämätön ajoneuvokomponenttien toimittajille
- AS9100 – Ilmailu- ja puolustusteollisuuden standardi; pakollinen ilmakuljetusosille ja -kokoonpanoille
- ISO 13485 – Lääkintälaitteiden valmistus; varmistaa potilasturvallisuuden ja sääntelyvaatimusten noudattamisen
- ISO 14001 – Ympäristöhallinta; osoittaa kestäviä valmistustapoja
Sertifikaatit kertovat, mitä järjestelmiä valmistajalla on käytössä – mutta ne eivät kerro, sopiiko kyseinen valmistaja juuri sinun erityiseen projektisi. Seuraavassa vaiheessa arvioidaan kykyjä, viestintää ja aiempaa suorituskykyä, jotta voidaan laatia lyhennetty luettelo kelpoisista toimittajista.
Kuinka arvioida ja valita oikea valmistaja
Olet tarkistanut sertifikaatit, tutkinut valmistajien kykyjä ja kerännyt joukon mahdollisia toimittajia. Nyt alkaa haastava vaihe – erottaa todella kelpoiset koneistettujen osien valmistajat niistä, jotka vain mainostavat itsensä tehokkaasti. Onnistuneen kumppanuuden ja kalliin virheen välinen ero perustuu usein siihen, kuinka perusteellisesti arvioit mahdollisia toimittajia ennen sitoumusta.
Oikean tarkkuusosien valmistajan valitseminen ei liity vain alhaisimman tarjouksen löytämiseen. Kyse on kumppanin tunnistamisesta, jonka kyvykkyydet, laatujärjestelmät ja viestintätapa vastaavat projektisi vaatimuksia. Käymme läpi systemaattisen lähestymistavan, joka suojaa etujasi ja parantaa mahdollisuuksiasi löytää luotettava pitkäaikainen toimittaja.
Kyvykkyyden arviointi markkinointiväitteiden yläpuolella
Jokaisen koneistettujen osien valmistajan verkkosivuilla esitellään vaikutusvaltaisia laiteluetteloja ja loistavia asiakaspalautteita. Mutta miten varmistat, että nämä väitteet vastaavat todellisuutta? Aloita katselemalla pinnan alla.
Alan asiantuntijoiden mukaan cNC-osien valmistajan arvioinnissa on tarkasteltava heidän teknistä infrastruktuuriaan, tiimin asiantuntemusta ja tuotannon laajennettavuutta. Tarkista, käyttävätkö he edistyneitä CNC-kirveskoneita, porakoneita ja koordinaattimitattavia koneita (CMM). Heidän insinöörityöntekijöidensä tulisi osoittaa osaamistaan CAD/CAM-työkaluilla ja moniakselisella koneistuksella – ei pelkästään omistaa laitteita.
Pyydä tarkempia tietoja koneiden malleista, kärkivuorojen nopeuksista, työalueista ja sijoitustarkkuudesta. Mukautettuja osia valmistava yritys, joka väittää kykenevänsä viisisiirtoiseen (5-akseliseen) käsittelyyn, tulisi ilman muuta antaa yksityiskohtaisia tietoja todellisesta laitteistostaan eikä epämääräisiä yleistyksiä. Kysy heiltä tyypillisestä osien monimutkaisuudesta ja siitä, sopiiko hanke heidän kokemusalueelleen vai ylittääkö se heidän kykyjensä rajat.
Älä unohda kapasiteettikysymyksiä. Tarkkuuskonepistokset valmistava yritys, jonka tuotantolaitos on käytössä 95 %:n kapasiteetilla, saattaa vaikeasti noudattaa aikatauluaasi. Nykyisen työtaakan ja kasvusuunnitelman ymmärtäminen auttaa sinua arvioimaan, pystyykö yritys laajentumaan tarpeidesi mukaisesti.
Varoitusmerkit mahdollisten toimittajien tarkastelussa
Kokemus opettaa ostajat tunnistamaan varoitusmerkit varhain. Tarkkaile näitä yleisiä varoitusmerkkejä, jotka usein viittaavat tuleviin ongelmiin:
- Vastahalaisuus jakaa asiakasviitteitä – Vakiintuneet valmistajat ovat halukkaita yhdistämään sinut tyytyväisiin asiakkaisiinsa
- Epämääräiset vastaukset toleransseista – Asiantuntevat liikkeet puhuvat tarkasti kyvyistään ja rajoituksistaan
- Epätavallisen alhaiset tarjoukset – Hinnat, jotka ovat huomattavasti alhaisemmat kuin kilpailijoiden, viittaavat usein piilotettuihin laatuun vaikutaviin kompromisseihin tai houkuttelemaan ja vaihtamaan -taktiikoihin
- Heikko viestintäreaktio – Jos vastausten saaminen kestää päiviä tarjousvaiheessa, ajattele tuotantoon liittyviä ongelmia
- Vastustus voittoa varten tilojen vierailuihin – Luotettavat koneistusosien valmistajat ottavat mielellään vastaan asiakkaan tarkastukset
- Puuttuvat tai vanhentuneet sertifikaatit – Laatusertifikaatit edellyttävät säännöllisiä tarkastuksia; vanhentuneet todistukset viittaavat laiminlyötyihin järjestelmiin
Toimittajien tarkastusta suorittavat asiantuntijat korostavat että toimittajan maine on usein luotettava indikaattori sen luotettavuudesta, tuotteiden laadusta ja asiakaspalvelusta. Tarkista alan foorumit, LinkedIn-suositukset ja mahdolliset saatavilla olevat tapaustutkimukset ennen sitoumuksen tekemistä.
Kotimaisen ja ulkomaisen valmistuksen harkinnat
Kotimaista ja ulkomaisesta valmistuksesta tehtävä päätös koskee enemmän kuin vain yksikköhintoja. Thomas-yrityksen kyselyn mukaan 83 % pohjoisamerikkalaisista valmistajista on arvioinut kotimaista tuotantoa uudelleen (reshoring) viime vuosina paljastuneiden toimitusketjujen haavoittuvuuksien vuoksi.
Merellinen konepuruuntaminen voi tarjota alhaisempia yksikkökustannuksia, mutta otettava huomioon kokonaishankintakustannus, johon kuuluvat kuljetuskustannukset, tullimaksut, varastonpidon kustannukset ja laatuinspektion vaatimukset. Viestintähaasteet aikavyöhykkeiden välillä, henkisen omaisuuden suojaamiseen liittyvät huolenaiheet sekä pidemmät toimitusaikataulut heikentävät usein ilmeisiä säästöjä.
Kotimainen valmistus mahdollistaa tiukemman yhteistyön, nopeamman kehitysiteraation ja pienemmän toimitusketjun riskin. Kun tekniset muutokset tulevat – ja ne tulevat – paikalliset toimittajat voivat toteuttaa muutokset päivissä eikä viikoissa. Aikarajoitteisille projekteille tai tiukkoja laatuvaatimuksia asettaville sovelluksille kotimainen lisäkustannus osoittautuu usein kannattavaksi.
Vaiheittainen arviointitarkistuslista
Seuraa tätä systemaattista prosessia, jotta voit arvioida ja verrata objektiivisesti mahdollisia toimittajia:
- Määritä vaatimuksesi selkeästi – Dokumentoi tuotantomäärät, toleranssit, materiaalit, vaadittavat sertifikaatit ja aikataulun odotukset ennen kuin otat yhteyttä toimittajiin
- Suodatta ensimmäiset kyvykkyydet – Tarkista verkkosivut, laiteluettelot ja sertifikaatit luodaksesi lyhyen luettelon mahdollisesti kelpaavista ehdokkaista
- Pyydä yksityiskohtaisia ilmoituksia – Anna jokaiselle toimittajalle identtiset tekniset vaatimukset; vertaa ei ainoastaan hintoja, vaan myös toimitusaikoja, maksuehtoja ja sisällytettyjä palveluita
- Varmista sertifikaatit itsenäisesti – Tarkista sertifikaattitietokannat varmistaaksesi nykyisen voimassaolon sen sijaan, että luottaisit näytettyihin logoihin
- Suorita viitereferenssitarkistukset – Puhu olemassa olevien asiakkaiden kanssa laadun yhdenmukaisuudesta, viestinnästä ja ongelmien ratkaisusta
- Arvioi taloudellinen vakaus – Pyydä taloudellisia tilinpäätöksiä tai luottotietoja arvioidaksesi pitkän aikavälin elinkelpoisuutta, erityisesti kriittisille komponenteille
- Aseta tehtaalla käynti tai virtuaalinen kierros aikatauluun – Havaitse laitteiston kunto, työpaikan järjestelyt ja tiimin asiantuntemus henkilökohtaisesti
- Aloita prototyyppitilauksella – Koe suhde pienellä projektilla ennen kuin sitoudut tuotantomääriin
Pitkäkestoisien valmistusyhteistyösuhteiden rakentaminen
Kelpavan toimittajan löytäminen on vasta alku. Onnistuneimmat ostaja–valmistajan suhteet kehittyvät todellisiksi kumppanuuksiksi, joissa molemmat osapuolet panostavat toistensa menestykseen.
Etsi valmistajia, jotka tarjoavat valmistettavuuden suunnittelua (DFM) koskevia palautteita – ehdotuksia, joilla parannetaan osiasi samalla kun tuotantokustannukset vähenevät. Koneistettujen osien valmistaja, joka on valmis suosittelemaan suunnittelumuutoksia, osoittaa asiantuntemusta ja kumppanuusmieltä, joka menee pidemmälle kuin pelkkä ohjeiden noudattaminen.
Arvioi heidän ongelmanratkaisutapaansa. Kun ongelmia ilmenee – mikä on välttämätöntä – heköhän viestivät aktiivisesti vai piilottavat ongelmat, kunnes ne muodostuvat kriiseiksi? Alan ohjeet vahvistavat, että nopea ja selkeä viestintä varmistaa, ettei sinua jätetä pimeyteen haastettaessa.
Ota huomioon myös jälkimyyntituki. Tarjoaako toimittaja takuita, vaihtoja tai teknistä tukea, jos osat eivät toimi odotetulla tavalla? Laadukas valmistaja vakuuttaa tuotteensa ja kokee jokaisen projektin mahdollisuutena vahvistaa asiakassuhdetta.
Huolelliseen arviointiin käytetty vaiva tuottaa hyötyjä koko valmistussuhteen ajan. Kun luotettava kumppani on löydetty, seuraavaksi on valmisteltava tarjouspyyntöpaketti (RFQ), joka mahdollistaa tarkan tarjouksen ja sujuvan tuotantokäynnistyksen.
Tarjouspyyntöpakettinne valmistelu ja toimitusaikojen ymmärtäminen
Olette tunnistaneet pätevät toimittajat ja arvioineet heidän kykyjään. Nyt koittaa hetki, joka määrittää, saatteko tarkat tarjoukset vai turhauttavia selvennyspyyntöjä takaisin ja eteenpäin: tarjouspyyntönne (RFQ) valmistelu. Hyvin rakennettu tarjouspyyntöpaketti ei ainoastaan nopeuta tarjousten laatimista – se vahvistaa uskottavuuttanne ammattimaisena ostajana ja luo perustan sujuvalle valmistussuhteelle.
Ajattele tarjouspyyntöäsi viestintävälineenä. Mitä täydellisempi ja järjestelmällisempi tietoasi on, sitä nopeammin valmistajat voivat arvioida projektiasi ja tarjota kilpailukykyisiä hintoja. Epätäydelliset pyynnöt aiheuttavat viivästyksiä, sillä myyntitiimit joutuvat etsimään puuttuvia tietoja, mikä voi lisätä odotusaikaa päiviä tai jopa viikkoja ennen kuin saat ensimmäisen tarjouksesi.
Välttämätön tieto tarjouspyyntöön
Mitä eroaa heti huomiota herättävästä tarjouspyynnöstä siitä, joka jäädään jonoon odottamaan? Koneistuspalvelujen tarjoajien mukaan mitä yksityiskohtaisempi tarjouspyyntösi on, sitä nopeammin saat tarkan tarjouksen. Aloita perusteista ennen kuin siirryt teknisten eritelmien käsittelyyn.
Tarjouspyyntöpakettisi tulisi sisältää seuraavat peruselementit:
- Yritystiedot – Yhteystiedot, laskutusosoite, toimitusosoite ja yritystunniste
- Tuotekuvaus – Peruskuvaus siitä, mitä tarvitset, ja sen tarkoituksesta
- Materiaalin tekniset tiedot – Suositellut materiaalit tai hyväksyttävät vaihtoehdot sekä mahdolliset erityisvaatimukset
- Määrävaatimukset – Alkuperäinen tilausmäärä sekä ennustettu vuosittainen käyttö
- Aikataululliset odotukset – Tavoiteltavat toimituspäivämäärät ja mahdolliset aikataulurajoitukset
- Toimialakohtaiset vaatimukset – Huomaa, jos osat ovat tarkoitettu lääketieteellisiin, ilmailuun, automaaliin tai muihin säänneltyihin sovelluksiin
- Laatudokumentointivaatimukset – Tarkastusraportit, todistukset tai jäljitettävyysvaatimukset
Älä oleta, että valmistajat kysyvät puuttuvista tiedoista. Jotkut saattavat antaa tarjouksen oletusten perusteella, jotka eivät vastaa todellisia tarpeitasi – mikä johtaa yllätyksiin, kun erikoisvalmistetut osat saapuvat tai laskut tulevat erääntymään.
Tekniset piirrokset ja erityisvaatimukset
Piirrokset ovat määrittelevä viite tarkkuusosien erikoisvalmistukseen. Ne välittävät geometrian, toleranssit, pinnankäsittelyn ja erityisvaatimukset yleisesti käytetyllä insinöörinkielellä. Ilman asianmukaisia piirroksia edes kyvykkäin valmistaja ei voi taata tuloksia, jotka vastaavat odotuksiasi.
Teollisuuden parhaat käytännöt suosittelevat sekä 2D PDF-piirustusten että 3D STEP-tiedostojen toimittamista. PDF-toimii pääasiakirjana, joka määrittelee kriittiset mitat ja toleranssit, kun taas 3D-malli mahdollistaa valmistajien tuoda geometrian suoraan CAM-ohjelmistoon ja varmistaa heidän ymmärryksensä monimutkaisista ominaisuuksista.
Tekninen pakettinne tulisi selvästi osoittaa:
- Kriittiset mitat ja niiden toleranssit – Määritä, mitkä ominaisuudet vaativat tiukkaa säätöä
- Pinta-terminaattorivaatimukset – Määritä eri pintojen karheusarvot
- Geometriset toleranssit – Sisällytä GD&T-merkintöjä sijainnille, keskikohdalle ja kohtisuoruudelle, jos niitä vaaditaan
- Materiaali- ja lämpökäsittelymääritykset – Määritä seosluokat ja kaikki vaaditut käsittelyt
- Kierrekkeet – Standardi- tai erikoiskierremerkinnät sekä sovitusluokka
- Erikoismerkinnät tai tunnistetiedot – Osanumerot, eräkoodit tai muut vaaditut merkinnät
Jos tutkit koneistettujen osien verkkoperusteisia lainausjärjestelmiä, pidä mielessä, että automatisoidut alustat toimivat parhaiten täydellisten 3D-mallien ja standarditoleranssien kanssa. Monimutkaiset erikoiskoneistetut osat, joissa on epätavallisia ominaisuuksia tai tiukkoja vaatimuksia, hyötyvät yleensä suorasta teknisestä tarkastuksesta.
Määrän huomioon ottaminen ja hinnoittelurakenteet
Tilattava määrä vaikuttaa merkittävästi yksikköhintaan – ja tämän suhteen ymmärtäminen auttaa sinua tekemään fiksumpia hankintapäätöksiä. Erityisten CNC-osien hinnoittelu sisältää sekä kiinteitä kustannuksia (ohjelmointi, käynnistys, työkalut) että muuttuvia kustannuksia (materiaali, koneistusaika, tarkastus). Suuremmat määrät jakavat kiinteät kustannukset useamman yksikön kesken, mikä alentaa kappalehintaa.
Ole avoin tilausmääräsi ennusteissa. Valmistaja, joka tekee tarjouksen 100 kappaleesta, tekee erilaisia päätöksiä kuin se, joka tekee tarjouksen 10 000 kappaleesta. Hän saattaa valita eri laitteiston, investoida erityisiin kiinnityslaitteisiin tai varata omia koneaikoja. Realististen ennusteiden antaminen – vaikka ne olisivatkin epävarmoja – mahdollistaa tarkempien hinnoittelurakenteiden laatimisen.
Harkitse vaihtoehtoisia hintoja useilla eri määrärajoilla. Tämä paljastaa sen tuotantomäärän, josta lähtien skaalatuotannon edut alkavat olla merkittäviä teille tilattaville osille. Saattaa käydä ilmi, että 500 kappaleen tilaus sen sijaan, että tilattaisiin 250 kappaleen, laskee yksikköhintaasi 30 %:lla, mikä tekee varastonhallintastrategian muuttamisesta kannattavaa.
Prototyypitys vastaan sarjatuotannon vaatimukset
Viiden prototyyppiyksikön tilaaminen eroaa perustavanlaatuisesti viiden tuhannen sarjatuotantokappaleen tilaamisesta. Valmistusalan asiantuntijoiden mukaan ohjelmat usein epäonnistuvat siksi, että tiimit käsittävät prototyypin ja sarjatuotantokappaleen vaihdettavina toistensa kanssa – vaikka niiden vaatimat toimintatavat ovatkin selkeästi erilaiset.
Prototyyppien valmistus keskittyy nopeuteen ja joustavuuteen. Tarkistat suunnitelmia, testaat niiden soveltuvuutta ja toimintaa sekä teet todennäköisesti muutoksia saamiesi tulosten perusteella. Yksikkökustannukset ovat yleensä korkeammat, koska valmistajat eivät voi jakaa kustannuksia laajojen tuotantomäärien kesken. Toisaalta toimitusaika on usein lyhyempi, sillä prototyypit pääsevät yleensä eteenpäin tuotantolinjojen edellä.
Tuotantokomponenttien valmistus painottaa toistettavuutta, dokumentoituja prosesseja ja kustannusten optimointia. Suunnittelun tulisi olla lopullistettu, tekniset vaatimukset vahvistettu ja laatuvaatimukset selkeästi määritelty. Valmistajat sijoittavat kiinnityslaitteisiin, määrittelevät prosessiparametrit ja käyttävät tilastollisia valvontamenetelmiä, jotka eivät ole taloudellisesti järkeviä pienille prototyyppierille.
Kerro, missä vaiheessa kehityssykliä olet. Jos valmistaja ymmärtää, että tarvitset räätälöityjä osia prototyypeille ja että niistä seuraa tuotanto, hän voi laatia tarjouksen asianmukaisesti – esimerkiksi tarjoamalla alennettuja prototyyppikustannuksia vastineeksi tuotantomääriä koskevista sitoumuksista.
Toimitusaikatekijät ja tuotannon suunnittelu
Mitä määrittää, kuinka kauan odotat osiasi? Toimitusajat riippuvat useista tekijöistä, jotka ulottuvat pelkän koneistuksen monimutkaisuuden yli. Näiden vaikutusten ymmärtäminen auttaa sinua asettamaan realistisia odotuksia ja suunnittelemaan asianmukaisesti.
Tärkeimmät toimitusajan vaikutustekijät ovat:
- Nykyinen työpajan kapasiteetti – Kiireellisyysjaksoilla jonot pidentyvät riippumatta osien monimutkaisuudesta
- Materiaalin saatavuus – Standardiseokset lähetetään nopeasti; erikoismateriaalit voivat vaatia viikkoja
- Toissijaiset toiminnot – Lämmönkäsittely, pinnoitus ja päällysteet lisäävät käsittelyaikaa
- Tarkastustarpeet – Laajat dokumentaatiovaatimukset lisäävät laadunvalvontaan käytettyä aikaa
- Piirustusten täydellisyys – Puuttuvat tiedot aiheuttavat selvennysten odotusaikoja
- Ensimmäisen artikkelin hyväksyntä – Tuotanto pysähtyy, kunnes hyväksyt alustavat näytteet
Kiireellisiin tarpeisiin kysy etukäteen nopeutettujen toimitusvaihtoehtojen saatavuudesta. Monet valmistajat tarjoavat kiihdytettyä palvelua lisähinnalla – joskus jopa yhden päivän kääntöaikaa kriittisille komponenteille. Kuitenkin kaikkien tilausten kiirehtiminen rasittaa suhteita ja budjetteja. Pidä nopeutetut tilaukset varattuna todellisiin hätätilanteisiin.
Osalle valmistussuunnittelulle on parasta, kun annat näkyvyyttä tuleviin tarpeisiisi. Jopa karkeat ennusteet mahdollistavat valmistajien kapasiteetin varauksen, materiaalien ennakkotilauksen ja tuotannon aikataulun tasaisemman suunnittelun. Tämä yhteistyö johtaa usein parempiin hinnoitteluehdotuksiin ja luotettavampiin toimitusaikoihin kuin pelkästään tilauskohtainen, transaktionaalinen suhde.
Kun pyyntönne tarjouksesta (RFQ) on laadittu kattavasti, valmistajat voivat keskittyä tekniseen tarkastukseen ja tarkkaan hinnoitteluun sen sijaan, että he joutuisivat etsimään puuttuvia tietoja. Ennen kuitenkin kuin osat lähtevät toimitukseen, monet sovellukset vaativat lisäkäsittelyä – kuten lämpökäsittelyä, pinnankäsittelyä tai kokoonpanopalveluita, jotka lisäävät arvoa ja toiminnallisuutta koneistettuihin komponentteihin.
Toissijaiset käsittelyt ja viimeistelyprosessit
Tarkkuuskoneistettujen komponenttienne saapuvat CNC-koneelta – mutta ovatko ne todella valmiita? Monissa sovelluksissa raakakoneistetut tuotteet vaativat lisäkäsittelyä, jotta saavutetaan sovelluksenne vaatimat suorituskykyominaisuudet. Nämä toissijaiset käsittelyt muuntavat hyvät osat erinomaisiksi, lisäämällä kestävyyttä, korroosionkestävyyttä ja toiminnallisuutta, joita pelkkä koneistus ei voi tarjota.
Ymmärtäminen siitä, milloin ja miksi nämä prosessit ovat merkityksellisiä, auttaa teitä määrittämään vaatimukset tarkasti ja välttämään kalliita yllätyksiä. Tutkitaan nyt toissijaisia käsittelyjä, jotka lisäävät todellista arvoa CNC-koneistettuihin komponentteihinne.
Lämmökäsittely suorituskyvyn parantamiseksi
Kuvittele hammaspyörä, joka kuluu ennenaikaisesti, koska sen pinta ei ole kovennettu, tai jousi, joka menettää jännityksensä, koska jäännösjännitykset eivät ole poistettu. Lämmökäsittely ratkaisee nämä ongelmat muuttamalla metallien sisäistä rakennetta ohjattujen lämmitys- ja jäähdytysjaksojen avulla.
Hubsin mukaan lämmökäsittely on välttämätöntä kriittisten ominaisuuksien, kuten kovuuden, lujuuden, sitkeyden ja muovautuvuuden, muuttamiseksi metalliosissa. Lämmökäsittelyn ajoitus – ennen vai jälkeen koneistuksen – riippuu tarkoista vaatimuksistanne.
Ennen koneistusta tehtävä lämmökäsittely toimii hyvin, kun käytetään standardoituja metalliseosten laatuja. Valmistajat voivat koneistaa osat suoraan esilämmitetystä raaka-aineesta, mikä lyhentää toimitusaikoja. Kuitenkin koneistuksen jälkeinen lämmökäsittely on välttämätöntä, kun prosessin tarkoituksena on koventaa materiaalia tai kun se toimii viimeistelyvaiheena – erityisesti työkaluteräksille, jotka kovenevat merkittävästi käsittelyn jälkeen.
Yleisimmät kolme lämmökäsittelyprosessia ovat:
- Kylmätuotanto – Metallin kuumennus korkeaan lämpötilaan ja sen jälkeinen hitaasti tapahtuva jäähdytys pehmentävät materiaalia ja parantavat työstettävyyttä. Useimmat CNC-työstetyt osat ovat pehmeässä (anneleoidussa) tilassa, ellei erityisiä käsittelyjä ole määritelty.
- Jännitysten poisto – Sovelletaan työstön jälkeen valmistuksen aikana syntyneiden jäännösjännitteiden poistamiseksi, mikä tuottaa osia, joiden mekaaniset ominaisuudet ovat yhtenäisempiä.
- Kärsytys – Tehdään hiiliköyristen ja seoseterästen karkaisun jälkeen, jotta vähennetään haurautta ja samalla parannetaan mekaanisia ominaisuuksia.
Monimutkaisille työstetyille osille, jotka altistuvat suurille kuormituksille tai kulumiselle, lämpökäsittely usein tekee eron hyväksyttävässä suorituskyvyssä ja ennenaikaisessa vioittumisessa.
Pinnankäsittelyn vaihtoehdot ja sovellukset
Pintakäsittelyt tekevät enemmän kuin vain osien ulkonäköä kauniimmaksi – ne suojaavat korroosiota vastaan, vähentävät kitkaa, parantavat sähköisiä ominaisuuksia ja lisäävät kulumisvastusta. Oikean pintakäsittelyn valinta riippuu käyttöympäristöstä ja toiminnallisista vaatimuksista.
Alpha Metalin mukaan , jokainen pintakäsittelymenetelmä tarjoaa erilaisia etuja eri sovelluksissa:
Anodisointi luo kovaa, korrosiota kestävää oksidikerrosta alumiinipintojen pinnalle sähkökemiallisella menetelmällä. Osaa upotetaan happoelektrolyyttiseen liuokseen, jolloin sähkövirta hapettaa pintaa. Tätä "muuntokerrosta" voidaan värjätä eri väreihin, ja se tarjoaa erinomaisen kulumisvastuksen – mikä tekee siitä suosittua ilmailu-, auto-, elektroniikka- ja rakennusalan komponenteissa.
Pinnoitus saostaa ohuen metallikerroksen komponentin pinnalle. Nikkelipinnoitus parantaa korrosiosta kestävyyttä, kromipinnoitus lisää esteettistä kiiltoa ja kovuutta, sinkkipinnoitus tarjoaa uhrikorroosiosuojan ja kultapinnoitus parantaa sähköjohtavuutta. Menetelmässä käytetään joko sähköpinnoitusta (sähkövirtaa) tai sähkökemiallista saostusta ilman virtaa.
Jauhemaalaus soveltaa kuivaa polymeeripulveria sähköstaattisesti ja kovettaa sen lämmöllä muodostaakseen paksun, kestävän pinnoitteen. Tämä prosessi tarjoaa erinomaisen iskun- ja korrosiosuojan vähäisellä ympäristövaikutuksella – hajapulveri voidaan kierrättää, ja VOC-päästöt ovat alhaiset.
Maalaus on edelleen monikäyttöisin vaihtoehto värimaaston ja esteettisten vaatimusten täyttämiseen, vaikka se yleensä tarjoaa vähemmän kestävyyttä kuin pulveripinnoitus tai anodointi. Vesipohjaiset maalit tarjoavat ympäristöystävällisiä vaihtoehtoja liuotinpohjaisille maaleille.
Pintakäsittelyvaihtoehtojen vertailu
Tämä taulukko auttaa sinua valitsemaan pintakäsittelymenetelmän sovellustarpeidesi mukaan:
| Prosessityyppi | Pääedut | Tyypilliset sovellukset | Kustannusvaikutus |
|---|---|---|---|
| Anodisointi | Kova, kulumasta kestävä pinta; korrosiosuojaus; väri vaihtoehtoja; ei johtava | Ilmailukomponentit, elektroniikkakoteloitukset, arkkitehtoniset elementit | Kohtalainen ($$) |
| Sähkökromaus (nikieli/kromi) | Parannettu korrosiosuojaus; esteettinen metallipinnan ulkonäkö; parantunut sähkönjohtavuus | Autoteollisuuden koristeosat, työkalut, korut, elektroniset liittimet | Kohtalainen–korkea ($$–$$$) |
| Sinkkiverho | Uhrikorrosiosuojaus; kustannustehokas | Kiinnittimet, kiinnikkeet, rakenteellinen kiinnitystarvikkeisto | Alhainen ($) |
| Jauhemaalaus | Paksu ja yhtenäinen pinnoite; erinomainen iskunkestävyys; laaja värivaihtoehtojen valikoima; ympäristöystävällinen | Ulkotarvikkeet, kotitalouskoneet, autonosat | Kohtalainen ($$) |
| Maalaus | Rajoittamaton värivalikoima; helppoa korjauspintaa; monikäyttöinen alustayhteensopivuus | Kuluttajatuotteet, rakennusmateriaalit, kotelot | Alhainen–kohtalainen ($–$$) |
| Lasipallojen hiekkapuhallus | Sileä satiinipintainen tuloksena; pinnan esikäsittely; parantunut korroosionkestävyys | Lääkintälaitteet, tarkkuusporatut osat, koristekomponentit | Alhainen ($) |
Kokoonpanopalvelut ja arvolisätoiminnot
Miksi saada yksittäisiä komponentteja, kun voit saada suoraan asennettavat kokoonpanot? Monet valmistajat tarjoavat koneistettujen osien kokoonpanoa arvolisäpalveluna, joka yksinkertaistaa toimitusketjuasi ja vähentää sisäistä työmäärääsi.
Marver Medin mukaan toissijaisiin palveluihin liittyvän sisäisen tuotannon merkittävästi lyhentää kokonaistuotantoaikaan poistamalla viivästykset ja ulkoistamisesta aiheutuvat lisäkustannukset. Nämä arvolisätoiminnot ovat muun muassa:
- Komponenttien kokoaminen – Useiden koneistettujen osien yhdistäminen kiinnittimillä, tiivistimillä tai muulla laitteistolla
- Lasermerkintä – Pysyvä osatunniste, sarjanumerot tai logot
- Puhdistus ja rasvanpoisto – Koneistusnesteiden ja epäpuhtauksien poisto kokoonpanoa tai steriiliä pakkausta varten
- Puhtaallatilapakkaus – Erityisen tärkeää lääkintälaitteille ja herkille elektroniikkalaitteille
- Jälkikoneointi – Lisäkääntö-, pinnanmuokkaus-, poraus- tai kierretyöstötoimenpiteet mittojen tarkentamiseksi
Näiden toimintojen keskittäminen pääkoneistussupplieriinne tarjoaa useita etuja. Yksilöllinen vastuu yhdestä lähteestä yksinkertaistaa laatuun liittyvää vastuuta. Vähemmän käsittelyä eri tilojen välillä vähentää vahingoittumisriskiä. Lisäksi koordinoitu aikataulutus lyhentää usein kokonaistoimitusaikoja verrattuna siihen, että hallinnoisi useita toimittajia.
Arvioidessasi valmistajia kysy, mitkä toissijaiset toiminnot he suorittavat sisäisesti ja mitkä ovat ulkoistettuja. Sisäiset kyvykkyydet tarkoittavat yleensä parempaa laatuvalvontaa ja nopeampaa käsittelyä, kun taas ulkoistetut prosessit lisäävät toimitusaikoja ja mahdollisia koordinointihaasteita.
Kun olet saanut selkeän käsityksen siitä, kuinka toissijaiset toiminnot parantavat tarkkuuskoneistettujen komponenttien laadua, olet nyt valmis määrittelemään täydelliset vaatimukset, jotka sisältävät myös koneistuksen jälkeisen käsittelyn. Viimeinen vaihe on yhdistää kaikki oppimasi tiedot, jotta voit tehdä varmoja valintoja valmistajasta projektillesi.
Lopullisen valmistajan valinta
Olet tutkinut materiaalitiedettä, tarkkuusvaatimuksia, laatuvarmenteita ja toissijaisia prosesseja. Nyt on päätöksen hetki – yhdistä kaikki toiminnallisiksi valinnoiksi, jotka suojaavat toimitusketjuasi ja varmistavat projektiesi onnistumisen. Oikea tarkkuuslaitteistojen valmistaja ei ole pelkästään halvin vaihtoehto tai se, jolla on silmäilyttävin verkkosivusto. Se on kumppani, jonka kyvyt, laatujärjestelmät ja viestintätapa vastaavat täsmälleen projektisi vaatimuksia.
Vaaditun toimintakyvyn sovittaminen valmistajan kykyihin
Aloita uudelleen tarkistamalla perusvaatimuksesi verrattuna siihen, mitä olet oppinut kustakin mahdollisesta toimittajasta. Käyntökohteensa laitteisto käsittelee osien geometrioita? Voivatko he saavuttaa vaaditut tarkkuusvaatimukset ilman ylimäisiä hintoja? Vastaaako heidän varmenteensa teollisuusalasi säädöllisiä odotuksia?
Luo yksinkertainen päätösmatriisi, jossa arvioidaan niitä tekijöitä, jotka ovat tärkeimmät sovelluksellesi:
- Teknisen kyvyn yhdenmukaisuus – Heidän laitteistonsa, toleranssinsa ja materiaaliosaamisensa vastaavat CNC-koneistettujen osien vaatimuksianne
- Laatujärjestelmän tiukkuus – Sertifikaatit, jotka ovat soveltuvia teollisuusalallenne (vähintään ISO 9001, IATF 16949 autoteollisuudelle, AS9100 ilmailulle)
- Tuotantokapasiteetti – Riittävä kapasiteetti teidän tuotantomääriänne käsittelyyn ilman, että heidän työkseen tulee liiallista kuormitusta
- Läpimenoajan suorituskyky – Realistiset aikataulut, jotka tukevat teidän tuotantoaikatauluanne
- Viestinnän nopeus – Nopeat ja selkeät vastaukset tarjouspyynnön yhteydessä ennustavat käyttäytymistä tuotannon aikana
- Maantieteelliset näkökohdat – Kotimaisen ja ulkomaisen tuottajan valinnan edut ja haitat suhteessa teidän riskinkantokykyynne
Älkää joutuiko ansaan painottaa liikaa hintaa. Valmistaja, joka tarjoaa tarkkuus-CNC-koneistettuja osia 20 % alhaisemmin kuin kilpailijat, saattaa leikata tarkastuksissa, käyttää huonommalaatuisia materiaaleja tai toimia riittämättömän tehokkaalla laatuvarmistusjärjestelmällä. Viallisten koneistettujen osien saaminen aiheuttaa kustannuksia – tuotantonopeuden hidastuminen, uudelleentyöskentely ja asiakaspalautteet – jotka ylittävät huomattavasti säästöt, jotka saadaan alhaisesta alkuperäisestä tarjouksesta.
Kvalifioidun toimittajalistanne laatiminen
Arviointiprosessisi tulisi kaventaa kymmeniä mahdollisia toimittajia kahden–neljän todella pätevän ehdokkaan kohdennettuun lyhyeksi listaksi. Nämä lopulliset ehdokkaat ovat läpäisseet kyvykkyyden tarkistuksesi, osoittaneet asianmukaiset sertifikaatit ja vastanneet ammattimaisesti kyselyihisi.
Ennen lopullisia sitoumuksia harkitse seuraavia varmistusvaiheita:
- Pyydä näytteitä osista – Todellisten tarkkuus-CNC-osien tarkastelu paljastaa enemmän kuin mikään tekninen eritelmä
- Varmista viitteet – Puhu nykyisillä asiakkailla laadun yhtenäisyydestä ja ongelmien ratkaisusta
- Aloita pienestä. – Prototyyppitilaus testaa suhdetta ennen tuotantomäärien sitoutumista merkittäviin pääomavaroihin
- Arvioi DFM-palautetta – Valmistajat, jotka tarjoavat suunnitteluparannusehdotuksia, osoittavat kumppanuusmieltä
Kiinnitä huomiota siihen, kuinka toimittajat käsittelevät kysymyksiäsi arviointivaiheessa. Tarkkuuskonetekniikan ratkaisuja tarjoava toimittaja, joka on valmis selittämään prosessejaan, tunnustamaan rajoituksiaan ja ehdottamaan vaihtoehtoja, osoittaa avoimuutta, jota tarvitset, kun tuotantohaasteet välttämättä tulevat esiin.
Parhaat valmistajayhteistyöt onnistuvat ei siksi, että ongelmia ei koskaan esiinny, vaan siksi, että molemmat osapuolet kommunikoivat avoimesti ja ratkaisevat ongelmat nopeasti, kun ne ilmenevät.
Seuraava askel hankintamatkallasi
Kun lyhennetty valintalista on laadittu, eteenpäin vievä tie selkiytyy. Monille ostajille ideaalinen kumppani yhdistää teknisen tarkkuuden sertifioituihin laatuun liittyviin järjestelmiin ja reagoivaan palveluun – tämä yhdistelmä kiihdyttää projekteja käsitteestä tuotantoon ilman viestintäongelmien tai laatuongelmien aiheuttamaa kitkaa.
IATF 16949 -sertifiointia omistavat valmistajat osoittavat prosessien kurinalaisuuden, jota autoteollisuuden toimitusketju vaatii. Kun nämä kyvyt ulottuvat nopeasta prototyyppivaiheesta tuotantovaiheeseen, saat joustavuutta, jota perinteiset toimittajat eivät pysty tarjoamaan. Kuvittele esimerkiksi suunnittelun validointi prototyyppiosilla, jotka on valmistettu CNC-koneella tarkkuudella, ja sen jälkeen tuotantomäärien saumaton laajentaminen – kaikki yhden pätevän kumppanin kanssa.
Aikarajoitteisissa sovelluksissa kysy nopeutettujen toimitusvaihtoehtojen saatavuudesta. Joissakin tarkkuuslentokoneistettujen osien valmistajien tuotantolaitoksissa voidaan toimittaa osia jo yhden työpäivän sisällä kiireellisiin komponenttitarpeisiin. Tämä nopea reagointikyky on erinomaisen arvokasta, kun tuotantolinjat kohtaavat odottamattomia puutteita tai suunnittelumuutokset vaativat välitöntä validointia.
Jos sovelluksissasi käytetään autoalan komponentteja – esimerkiksi alustakokoonpanoja, erikoismetallisia pallokuulakkeita tai muita ajoneuvojärjestelmiä – harkitse erikoistuneiden resurssien hyödyntämistä. Laitokset, jotka tarjoavat tarkkuus-CNC-koneistusta autoalan sovelluksiin ovat varustettuja alan erityisasiantuntemuksella sekä tiukalla tilastollisella prosessinohjauksella (SPC), joka takaa yhdenmukaisuuden koko tuotantosarjan ajan.
Muistайте, että valmistajan valinta ei ole yksikertainen kauppa – se on jatkuvan suhteen alku. Siihen panostamanne huolellinen arviointityö tuottaa tuloksia luotettavien toimitusten, johdonmukaisen laadun ja yhteistyönä tapahtuvan ongelmien ratkaisun muodossa, kun haasteita ilmenee. Tarkkuus-CNC-koneistusosien toimittajanne muodostuu osaksi omaa toimintakykyänne ja vaikuttaa suoraan kykyynne palvella asiakkaitanne tehokkaasti.
Tässä oppaassa esitetyn tiedon – valmistusprosessit, materiaalien valinta, tarkkuusvaatimukset, laatuvarmennukset, arviointikehykset, tarjouspyyntöjen (RFQ) laatiminen ja toissijaiset käsittelyt – avulla olette valmiita lähestymään konekomponenttivalmistajia tietäväisenä ostajana. Tämä valmistautuminen johtaa parempiin kumppanuuksiin, parempiin komponentteihin ja parempiin tuloksiin projekteissanne.
Usein kysytyt kysymykset konekomponenttivalmistajista
1. Kuinka paljon mukautettu CNC-osake maksaa?
Mukautettujen CNC-osien kustannukset vaihtelevat merkittävästi sen mukaan, kuinka monimutkaisia ne ovat, mitä materiaaleja käytetään ja mikä on tuotantomäärä. Yksinkertaiset osat pienissä erissä maksavat yleensä 10–50 dollaria kappaleelta, kun taas tarkkuusvalmistettujen komponenttien hinta voi olla 160 dollaria tai enemmän, erityisesti pienissä tuotantomäärissä. Hintaan vaikuttavia tekijöitä ovat muun muassa materiaalin valinta, tarkkuusvaatimukset, toissijaiset käsittelyt kuten lämpökäsittely tai pinnoitus sekä kustannukset, jotka liittyvät koneistuksen alustamiseen ja jotka jakautuvat suuremman määrän yli. Tier-hintojen pyytäminen useilla eri määrärajoilla auttaa tunnistamaan tuotantomäärän kynnysarvot, joissa mittakaava-edut vähentävät kappalekohtaista kustannusta.
2. Mitkä ovat 7 peruskonetyökalua, joita käytetään valmistuksessa?
Seitsemän peruskonetyökalua ovat kääntökoneet (sorvi- ja porakoneet), muotoilukoneet ja tasauskoneet, porakoneet, jyrsinkoneet, hiomakoneet, voimapuristimet ja puristimet. Nykyaikainen CNC-teknologia on muuttanut nämä perinteiset työkalut tietokoneohjattuksi laitteistoksi, joka kykenee saavuttamaan tarkkuuksia, joita ei ole mahdollista saavuttaa manuaalisella käytöllä. Moniakseliset CNC-koneistuskeskukset yhdistävät nyt useita eri toimintoja, mikä mahdollistaa monimutkaisten geometristen muotojen valmistamisen yhdellä asennuksella säilyttäen samalla erinomaisen tarkkuuden.
3. Millaisia sertifikaatteja konekomponenttivalmistajien tulisi omata?
Välttämättömät sertifikaatit riippuvat teollisuusalastasi. ISO 9001 tarjoaa yleismaailmallisen laatumhallinnan perustan, joka soveltuu yleisiin teollisuussovelluksiin. IATF 16949 on pakollinen autoteollisuuden toimitusketjun komponenteille ja keskittyy vikojen ehkäisemiseen ja jäljitettävyyteen. AS9100-sertifiointi vaaditaan ilmailu- ja puolustusteollisuuden sovelluksissa, joissa turvallisuus- ja laatuvaatimukset ovat tiukemmat. Lääkintälaitteiden valmistajien tulee saada ISO 13485 -sertifikaatti. IATF 16949 -sertifioituja tuotantolaitoksia, kuten Shaoyi Metal Technology, käyttävät tiukkoja tilastollisen prosessin ohjauksen (SPC) protokollia, mikä varmistaa johdonmukaisen korkeatoleranssisten komponenttien tuotannon.
4. Mikä ero on CNC-kiristämisellä ja CNC-porauksella?
CNC-kääntötyössä työkappale pyörii, kun staattinen leikkuutyökalu muovaa sitä, mikä tekee menetelmästä ihanteellisen lieriömäisille osille, kuten aksелеille, sauvoille ja paloille. CNC-jyrsintässä leikkuutyökalu pyörii, kun taas työkappale pysyy paikoillaan, mikä tekee menetelmästä erinomaisen tasopintojen, urien, lokerojen ja monimutkaisten kolmiulotteisten muotojen valmistukseen. Monet tarkkuuskonstuuriosat yhdistävät molemmat menetelmät: komponentit aloitetaan kääntökoneella lieriömäisten ominaisuuksien valmistamiseksi ja siirretään sen jälkeen jyrsinkoneille lisäominaisuuksien, kuten reikien, tasojen tai kulmaisia leikkauksia, valmistamiseksi.
5. Kuinka laadin tehokkaan tarjouspyynnön koneistettavista osista?
Täydellinen tarjouspyyntöpaketti tulisi sisältää yritystiedot, yksityiskohtaiset tuotekuvaukset, materiaalimäärittelyt, määrävaatimukset sekä ennustetun vuosittaisen käytön, aikataululliset odotukset ja laatuasiakirjojen vaatimukset. Toimita sekä 2D PDF-piirrokset että 3D STEP-tiedostot, joissa on selvästi merkitty kriittiset mitat, toleranssit, pinnankäsittelyvaatimukset ja kaikki GD&T-merkinnät. Ole avoin tilavuusennusteistasi ja siitä, tarvitsetko prototyyppien vai tuotantomäärien valmistusta, sillä valmistajat tekevät erilaisia laitteisto- ja prosessipäätöksiä tämän tiedon perusteella.