 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Verkkopohjainen koneistus selitetty: suunnittelutiedostosta toimitettuun osaan muutamassa päivässä
Mitä verkkokoneenpuristus todellisuudessa tarkoittaa nykyaikaista valmistusta varten
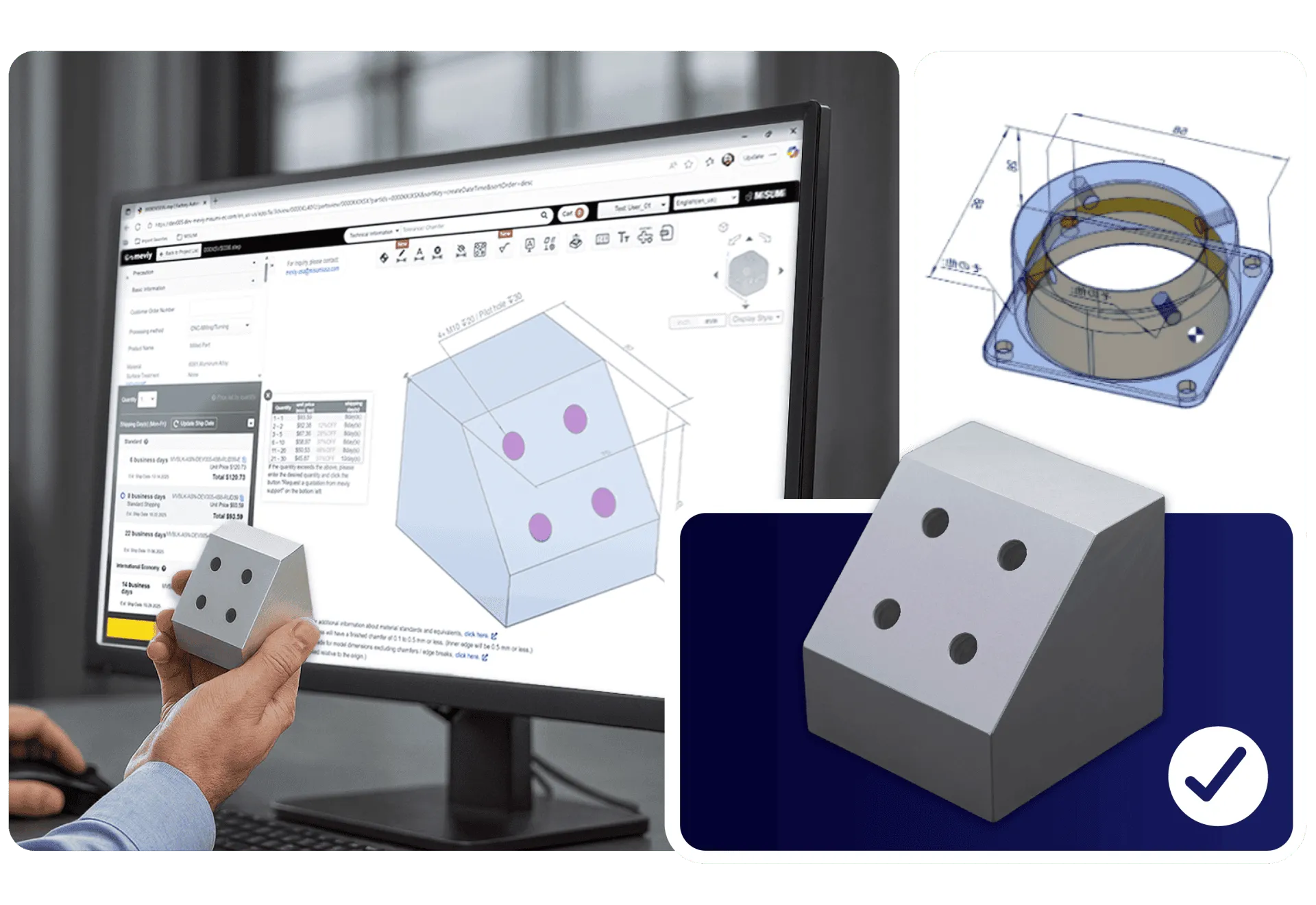
Kuvittele, että lataat CAD-tiedoston kello 9 ja saat yksityiskohtaisen tarjouksen, johon sisältyy hinnoittelu, toimitusaikojen arviointi ja valmistettavuutta koskevia palautteita ennen kuin aamukahvisi jääntyy kylmäksi. Tämä on verkkokoneenpuristusta käytännössä – insinöörien ja tuotekehittäjien työn digitaalinen muutos siinä, miten he hankkivat CNC-koneenpuristuksella valmistettuja osia .
Perimmiltään verkkokoneenpuristus viittaa verkkopohjaisiin alustoihin, jotka yhdistävät sinut suoraan tarkkuusvalmistusmahdollisuuksiin ilman perinteisiä välittäjiä. Sen sijaan, että rakentaisit suhteita paikallisiin konepajoihin vuosien ajan, saat pääsyn maailmanlaajaiseen valmistusverkkoon selaimellasi. Tämä malli muuttaa perusteellisesti sitä, miten CNC- ja perinteinen hankintaprosessi leikkaavat toisiaan, tuoden läpinäkyvyyttä ja nopeutta prosessiin, joka aiemmin oli hidasta ja suhteista riippuvaista.
Piirustuksesta selaimelle: Digitaalisen valmistuksen siirtymä
Ei kovin kauan sitten erikoiskoneistettujen osien hankinta tarkoitti jotain täysin muuta. Lähettäisit piirustukset sähköpostitse useille toimittajille, odottaisit päiviä vastauksia, sopisit tehdasvierailuja ja neuvottelisit ehtoja lukemattomien puheluiden kautta. Prosessi vaati vakiintuneita suhteita ja merkittävää aikapanostusta ennen kuin yhtäkään lastua oli leikattu.
Nykyiset digitaaliset CNC-koneistusalustat kääntävät tämän mallin täysin nurin. Tiedon mukaan lauenscnc:n teollisuusanalyysista käyttäjät voivat nyt liittyä laajiin valmistusverkkoihin, säätää parametrejä reaaliajassa ja varata tuotantoaikapaikkoja välittömästi. Tämä siirtymä heijastaa laajempaa digitaalista muutosta – ajattele esimerkiksi, kuinka verkkopankkitoiminnot korvasivat konttorivierailut tai kuinka verkkokauppa muutti vähittäiskaupan.
Mikä tekee tästä siirtymästä merkityksellisen? Perinteiset järjestelmät toimivat erinomaisesti pitkäaikaisissa, suurimisissä sopimuksissa vakiintuneiden suhteiden pohjalta. Verkkopohjainen CNC-koneistusalusta puolestaan hallitsee dynaamisia, innovaatioihin perustuvia ympäristöjä, joissa nopeus ja joustavuus ovat tärkeimmät tekijät.
Kuinka verkkopalvelut yhdistävät sinut CNC-kapasiteettiin
Mitä sitten tapahtuu tarkalleen ottaen, kun käytät näitä digitaalisia alustoja? Ekosysteemi koostuu useista toisiinsa kytketyistä komponenteista, jotka toimivat yhdessä sujuvasti:
- Tiedostojen latausjärjestelmät — Hyväksyvät standardimuodot, kuten STEP-, IGES- ja natiivit CAD-tiedostot välittömään käsittelyyn
- Hetkelliset tarjouslaskentaohjelmat — Tekoälypohjaiset algoritmit analysoivat geometriaa, laskevat työkalureittejä ja tuottavat hinnoittelun sekunnin sisällä
- Automaattinen DFM-palaute — Sisäänrakennettu tarkistus merkitsee mahdollisia ongelmia, kuten ohuita seiniä tai alapuolisia piirteitä, ennen kuin vahvistat tilauksen
- Globaalit valmistusverkostot — Yhteydet satoihin tai tuhansiin tarkistettuihin CNC-palveluntarjoajiin ympäri maailmaa
- Materiaalien valintaliittymät — Valinnat vaihtelevat alumiinista ja ruostumattomasta teräksestä tekniseen muoviseen ja eksotiikkiseen seoksiin
- Jälkikäsittelyn määrittely — Pintakäsittelyt, lämpökäsittelyt ja laatuinspektion vaihtoehdot lisätty yksinkertaisilla napsautuksilla
Tämä CNC-palvelumalli tuo valmistusostoihin aiempaa suurempaa läpinäkyvyyttä. Voit vaihtaa määrän tai materiaalin vaihtoehtoja ja näet hinnan muutokset välittömästi – ei enää odoteltava päivitämiä tarjouksia.
Sopii tämä lähestymistapa tarpeisiisi? Jos kehität prototyyppejä, testaat suunnitteluita tai tarvitset räätälöityjä osia ilman suuria tuotantomääriä, verkkopohjaiset koneistustarjoukset tarjoavat joustavuutta, jota perinteiset konepajat usein eivät pysty tarjoamaan. Uudet yritykset voivat laajentaa toimintaansa ilman suuria alkuinvestointeja, kun taas vakiintuneet yritykset voivat optimoida toimitusketjujaan joustavuuden parantamiseksi.
Tämä ei kuitenkaan tarkoita kaikkien nykyisten valmistussuhteittenne korvaamista. Kyse on siitä, milloin digitaaliset alustat tarjoavat todellisia etuja – ja milloin perinteiset kumppanuudet ovat edelleen järkeviä. Tässä yhteydessä tavoitteena ei ole vakuuttaa teitä yhdestä lähestymistavasta, vaan auttaa teitä tekemään informoituja päätöksiä siitä, miten saatte CNC-tarjouksen verkosta tehokkaasti ja ymmärtäen täsmälleen, mitä saatte.
Koko matka suunnittelutiedostosta toimitettuun osaan
Oletko koskaan miettinyt, mitä todella tapahtuu sen jälkeen, kun napsautat "lataa ylös" ja ennen kuin pidät kätesi valmiit CNC-koneistetut osat ? Prosessi on monitasoisempi kuin se vaikuttaa – mutta yllättävän helppokäyttöinen, kun ymmärrät jokaisen vaiheen. Käydään läpi koko työnkulku, jotta tiedät tarkalleen, mitä voit odottaa.
Valmistele CAD-tiedostosi latausta varten
Matkasi alkaa tiedostojen valmistelulla, ja oikein tehty valmistelu säästää päänsärkyjä myöhemmin. Useimmat alustat hyväksyvät useita standardimuotoja, mutta kaikki tiedostot eivät ole yhtä sopivia valmistukseen.
STEP-tiedostot (.stp, .step) ovat edelleen kultainen standardi verkkopohjaiselle koneistukselle. Ne säilyttävät kiinteän geometrian, pitävät tarkat mitat ja muuntuvat sujuvasti eri CAD-järjestelmiin. Jos aiot viedä vain yhden tiedostomuodon, valitse STEP.
IGES-tiedostot (.igs, .iges) toimivat luotettavana varavaihtoehtona. Niitä on käytetty jo pitkään, ja niillä on laaja yhteensopivuus, vaikka ne voivat joskus aiheuttaa pinnan tulkintaa koskevia ongelmia monimutkaisilla käyrillä.
STL-tiedostot —jotka liitetään yleensä 3D-tulostukseen—ovat rajoitettuja CNC-koneistettavien osien suhteen. Ne approksimoivat pintoja kolmiomaisilla tahkoilla eivätkä esitä todellista geometriaa, mikä voi heikentää tarkkuutta kaarevilla pinnoilla. Käytä STL-tiedostoja vain silloin, kun muita vaihtoehtoja ei ole saatavilla.
Ennen lähettämistä varmista, että mallisi on tiukka (watertight), eli siinä ei ole avoimia pintoja tai itseleikkaavia geometrioita. Monet alustat havaitsevat nämä ongelmat automaattisesti, mutta niiden havaitseminen varhaisessa vaiheessa nopeuttaa merkittävästi tarjousprosessiasi.
Ymmärrä heti saatavan tarjouksen prosessi
Tässä tapahtuu taikuutta. Xometryn alustan dokumentaation mukaan tekoälyllä varustetut lainausmoottorit analysoivat heti ladattua geometriaasi ja laskevat työpolut sekä muodostavat hinnoittelun todellisten valmistusvaatimusten perusteella.
Järjestelmä arvioi useita tekijöitä samanaikaisesti:
- Kokonaisosan mitat ja tarvittava materiaalimäärä
- Ominaisuuksien monimutkaisuus, mukaan lukien reiät, taskut ja pinnan muodot
- Kaikkien ominaisuuksien koneistamiseen vaadittavien asetusten määrä
- Valitut materiaaliominaisuudet ja koneistettavuusluokitukset
- Toleranssispesifikaatiot ja niiden vaikutus koneistusaikaan
Tämän voiman lähteenä on välitön valmistettavuuden suunnittelua (DFM) koskeva palautetta. Järjestelmä tunnistaa mahdollisia ongelmia – esimerkiksi liian ohuet seinämät, jotka saattavat taipua leikkausvoimien vaikutuksesta, syvät taskut, joihin vaaditaan erikoistyökaluja, tai ominaisuudet, jotka edellyttäisivät kalliita 5-akselisia koneistustoimintoja. Kuten CNC24:n tekninen tiimi huomauttaa , tämä automatisoitu toteettavuustarkistus yhdistetään asiantuntijatuottajatekniikkojen tarkastukseen, jotta riskit voidaan minimoida ennen tuotannon aloittamista.
Tilauksesta ovikoppeen
Kun olet määrittänyt osasi ja hyväksynyt tarjouksen, mitä sitten tapahtuu? Tässä on koko prosessi:
- Lopullinen tekninen tarkastus — Asiantuntijat tarkistavat määrittelysi, vahvistavat materiaalin saatavuuden ja varmistavat, että tarjotulla valmistustavalla saavutetaan vaatimukset.
- Toimittajan valinta — Projekti siirretään alustan tarkastettuun valmistajaverkostoon kuuluvaan optimaaliseen valmistajaan. Valintakriteerejä ovat konekyvykkyydet, nykyinen kapasiteetti, maantieteellinen sijainti sekä mahdolliset sinun määrittelemäsi sertifiointivaatimukset.
- Tuotannon aikataulutus — Tilauksesi siirtyy valmistusjonoon. Prioriteetti riippuu valitsemastasi toimitusaikataulusta: nopeutetut tilaukset siirtyvät eteenpäin, kun taas taloudellisemmat vaihtoehdot odottavat optimaalista eräsuunnittelua.
- CNC-koneistus — Ammattimaiset koneistajat asettavat raaka-aineen paikalleen, lataavat ohjelmat ja koneistavat osasi. Monimutkaisen prototyyppikoneistuksen yhteydessä saattaa vaadita useita eri asennuksia ja tarkkaa prosessin aikana tehtävää tarkastusta.
- Laadun tarkastus — Valmiit osat tarkastetaan mitallisesti vastaamaan asiakkaan määrittämiä vaatimuksia. Tarkastuksen laajuus vaihtelee vaatimusten mukaan: standardin näytteenotto alkaen täydelliseen CMM-mittaukseen yksityiskohtaisine raportteineen.
- Jälkikäyttö — Kaikki määritellyt viimeistelytoimenpiteet suoritetaan: terävien reunojen poisto (deburring), pinnankäsittelyt, lämpökäsittelyt tai pinnoitukset.
- Pakkaus ja kuljetus — Osat pakataan huolellisesti estämään kuljetuksen aikana aiheutuvia vaurioita ja lähetetään valitsemallanne kuljetustavalla.
Mitkä toimitusaikojen odotetaan olevan?
Toimitusajat vaihtelevat merkittävästi projektin monimutkaisuuden ja kiireellisyyden mukaan. Nopean CNC-prototyyppikoneistuksen tapauksessa yksinkertaisilla geometrioilla ja standardimateriaaleilla, kuten alumiinilla, jotkin palvelut tarjoavat toimituksen jo kuudessa päivässä, kuten MakerVersen prototyyppiopas .
Tässä on realistinen yhteenveto:
| Projektin tyyppi | Tyypillinen toimitusaika | Keskeiset tekijät |
|---|---|---|
| Yksinkertainen CNC-prototyyppi (alumiini, perusgeometria) | 5–10 arkipäivää | Standardit toleranssit, vähimmäismäiset asennukset |
| Monimutkainen prototyyppi (tarkat toleranssit, useita ominaisuuksia) | 10–15 arkipäivää | Moniakselinen koneistus, tarkastusvaatimukset |
| Pieni tuotantomäärä (10–100 kappaletta) | 2–4 viikkoa | Asettelun kustannusten jakaminen, erän optimointi |
| Tuotantosarjat (yli 100 kappaletta) | 3–6 viikkoa | Materiaalien hankinta, johdonmukainen laadunvalvonta |
Nopeutetut toimitusvaihtoehdot voivat merkittävästi lyhentää näitä aikatauluja — joskus jopa puolittaa toimitusaikaan — mutta odota korkeampaa hintaa. Toisaalta taloudellinen kuljetus pidentää toimitusaikoja, mutta vähentää kustannuksia ei-kiireellisissä CNC-prototyyppiprojekteissa.
Tämän kokonaisprosessin ymmärtäminen auttaa sinua suunnittelemaan projekteja realistisesti ja viestimään tehokkaasti alustan tuken kanssa mahdollisten kysymysten ilmetessä. Kun prosessitietosi on vakiintunut, seuraava ratkaiseva päätös koskee oikean materiaalin valintaa tiettyyn sovellukseesi.
Oikean materiaalin valinta CNC-projektillesi
Olet ladannut CAD-tiedostosi, tarkistanut heti saatavan tarjouksen ja nyt katsot pudotusvalikkoa, jossa on kymmeniä materiaalivaihtoehtoja. Mikä niistä sinun pitäisi valita? Tämä päätös vaikuttaa kaikkiin – osan suorituskykyyn, valmistuskustannuksiin, toimitusaikaan ja lopulta siihen, onnistuuko suunnittelusi tarkoitetussa käyttökohteessa.
Hyvä uutinen? Verkossa toimivat konepajapalvelut tarjoavat laajempia materiaalikirjastoja kuin perinteiset konepajat usein pystyvät tarjoamaan. Haasteena on kuitenkin navigoida näiden vaihtoehtojen keskuudessa älykkäästi. Käymme läpi materiaalivalintaprosessin vaihe vaiheelta, jotta voit tehdä varmoja ja perusteltuja päätöksiä.
Metallit vahvuuden ja tarkkuuden vaativiin sovelluksiin
Kun mekaaninen suorituskyky on tärkein tekijä, metallit ovat edelleen CNC-koneistukseen suosituin valinta . Mutta termi "metalli" kattaa valtavan laajan kirjon ominaisuuksia ja hintatasoja. Keskeisten materiaaliryhmien ymmärtäminen auttaa sinua rajautumaan vaihtoehtoihin nopeasti.
Alumiiniseokset: Työhevosen materiaalit
Jos et ole varma, mistä tulisi aloittaa, alumiinin koneistus tarjoaa usein parhaan tasapainon suorituskyvyn, kustannusten ja valmistettavuuden välillä. Hubsin materiaalivalintaan liittyvän oppaan mukaan alumiiniseokset tarjoavat erinomaisen lujuus-massasuhde, korkean lämmön- ja sähkönjohtavuuden sekä luonnollisen korroosiosuojan – mikä tekee niistä taloudellisimman vaihtoehdon moniin prototyyppi- ja sarjatuotanto-sovelluksiin.
Alumiini 6061 toimii oletusvalintana yleiskäyttöisiin tehtäviin. Sitä voidaan koneistaa erinomaisesti, sen hinta on suhteellisen alhainen ja siihen voidaan tehdä anodointi parantamaan pinnan kovuutta ja ulkoasua.
Alumiini 7075 tarjoaa lisätyyn lujuuteen, kun tarvitset ilmailualan vaatimia ominaisuuksia. Sen kovuutta voidaan lisätä lämpökäsittelyllä tasolle, joka on vertailukelpainen joissakin teräksissä, samalla kun se säilyttää alumiinin painoetun – mikä on ratkaisevan tärkeää painoherkillä sovelluksilla.
Alumiini 5083 erottautuu meriympäristöissä, joissa suolavesi aiheuttaisi muita seoksia syövyttävän korroosion. Jos osasi altistuvat ankariin ympäristöolosuhteisiin, tätä seosta tulisi harkita.
Teräkset: Kun kestävyys on tärkeämpi kuin paino
Teräksiset seokset tarjoavat lujuutta, kovuutta ja kulumisvastusta, joita alumiini ei yksinkertaisesti pysty saavuttamaan. Kompromissi? Korkeammat materiaalikustannukset, pidempi koneistusaika ja huomattavasti suurempi paino.
Ruostumaton Teräs 304 käsittelee tehokkaasti useimmat korrosionkestävät sovellukset. Sitä voidaan koneistaa kohtalaisen hyvin, ja se kestää useimpia ympäristöolosuhteita – mikä tekee siitä standardivalinnan elintarvikealan, lääketieteellisten ja ulkoisten sovellusten käyttöön.
Nakkara-Teräs 316 parantaa korrosionkestävyyttä erityisesti suolaliuksia vastaan. Merenkulku- ja kemiallisten prosessien ympäristöt vaativat usein tätä parannettua suojaa.
Työkappaleteräkset kuten D2 ja A2 saavuttavat erinomaisen kovuuden lämpökäsittelyn jälkeen – jopa 65 HRC. Ne ovat välttämättömiä työkalujen, muottien ja äärimmäisen kulumisen alaiseiden komponenttien valmistukseen, vaikka niiden koneistaminen vaatikin erikoistunutta asiantuntemusta.
Messa ja pronssi: erikoissuorituskyky
Nämä kuparialiukkeet ovat tärkeitä erityiskäyttökohteissa. Messinki C36000 koneistuu erinomaisesti ja tarjoaa luonnollista korroosionkestävyyttä, mikä tekee siitä suosittua suurten sarjojen komponenteissa, kuten liitoskappaleissa ja liittimissä.
Bronzin CNC-koneistus aiheuttaa ainutlaatuisia haasteita, joihin on kiinnitettävä huomiota. Othala Techin bronzin koneistusasiantuntijoiden mukaan eri bronzilaadut käyttäytyvät hyvin eri tavoin leikkuutyökalujen alla. C932 (lyijyä sisältävä pronssi) leikkaa sileästi ja tuottaa erinomaista lastunhallintaa, kun taas C954 (alumiinipronssi) lämpenee nopeasti ja vaatii huolellista työnopeuden hallintaa.
Kun koneistat pronssia laakerien, vaihteiden tai merenkulkuvarusteiden valmistukseen, materiaalin luonnollinen kulumisvastus ja itsevoiteluominaisuudet perustelevat lisätyt koneistusvaatimukset. Pronssin CNC-koneistustoimet vaativat tehtaita, joilla on kokemusta näistä seoksista – tämä on tärkeä seikka, joka on varmistettava valittaessa valmistuskumppania pronssin CNC-hankkeisiin.
Kun muovit ylittävät metallivaihtoehtojen suorituskyvyn
Älä oleta, että metalli on aina ratkaisu. Teknisiä muovia voidaan käyttää monissa sovelluksissa hyödyllisesti: ne ovat kevyempiä, niiden materiaalikustannukset ovat alhaisemmat, niillä on erinomainen kemiallinen kestävyys ja ne ovat luonnollisesti sähköisesti eristäviä.
Korkean suorituskyvyn tekniset muovit
Delrin-muovi (POM/asetali) erottautuu koneistettavien muovien mestarina. Se tarjoaa parhaan koneistettavuuden kaikista muoveista, erinomaisen mitallisen vakauden, erinomaisen alhaisen kitkan ja vähäisen vedenimeytymisen. Kun tarvitset tarkkoja muoviosia tiukilla toleransseilla, delrin-muovi tulisi olla ensimmäinen valintasi.
Nylon koneistamiseen sovellukset tarjoavat erinomaisen iskunkestävyyden, hyvän kemiallisen kestävyyden ja luonnollisen kulumiskestävyyden. Nylon 6 ja Nylon 66 ovat yleisimmin määritellyt laadut. Koneistusprojekteihin tarkoitettu nylon vaatii kuitenkin huomiota yhteen rajoitukseen: materiaali imee kosteutta, mikä voi vaikuttaa mitallisesti vakauden säilymiseen kosteissa ympäristöissä.
Polykarbonaatti yhdistää korkean sitkeyden optiseen läpinäkyvyyteen – sitä voidaan työstää läpinäkyviksi komponenteiksi. Sen iskunkestävyys ylittää ABS-muovin, mikä tekee siitä sopivan suojakansien, linssien ja nestelaitteiden valmistukseen.
Peek edustaa premium-luokan insinöörithermoplasteja. Se kestää lämpötiloja jopa 250 °C, on kestävä useimmille kemikaaleille ja tarjoaa metallien tasoiset lujuus-painosuhteet. Lääketieteellisen laadun PEEK-muoviversiot mahdollistavat biolääketieteellisten implantoitavien laitteiden käytön. Kompromissi? Huomattavasti korkeammat materiaalikustannukset.
Materiaalien valinta katsauksena
Seuraava vertailu auttaa sinua nopeasti tunnistamaan ehdokasmateriaalit tärkeimpien vaatimustesi perusteella:
| Materiaaliluokka | Tyypilliset sovellukset | Suhteellinen hinta | Käsittelytaito | Tärkeitä ominaisuuksia |
|---|---|---|---|---|
| Alumiini 6061 | Yleiset prototyypit, kotelot, kiinnikkeet | $ | Erinomainen | Kevyt, korroosionkestävä, anodoitava |
| Alumiini 7075 | Ilmailukomponentit, korkeajännityksiset osat | $$ | Hyvä | Korkea lujuus, karkaistavissa, väsymisresistentti |
| Ruostumaton Teräs 304 | Ruokateollisuuden laitteet, lääketieteelliset laitteet, ulkokäyttöön tarkoitetut kiinnityskappaleet | $$ | Kohtalainen | Korroosionkestävä, hitsattava, hygieninen |
| Nakkara-Teräs 316 | Merenkulun kiinnityskappaleet, kemiallinen käsittely | $$$ | Kohtalainen | Erinomainen korroosionkestävyys, suolavesiin soveltuvaa |
| Messinki c36000 | Liitososat, liittimet, koristeellinen kiinnitystarve | $$ | Erinomainen | Alhainen kitka, sähkönjohtavuus, esteettinen viehätys |
| Pronssi (C932/C954) | Laakerit, vaihteet, merikäyttöiset potkurit | $$-$$$ | Hyvä (vaihtelee luokan mukaan) | Kulumakestävä, itsevoiteleva, korrosiosta kestävä |
| Delrin (POM) | Tarkkuusvaihteet, varret, eristimet | $ | Erinomainen | Alhainen kitka, mitallisesti vakaa, kosteudenvastainen |
| Nyyloni 6/66 | Kulumisosat, rakenteelliset osat, eristimet | $ | Hyvä | Iskunkestävät, kemikaalienkestävät, kulumiskestävät |
| Polykarbonaatti | Optiset komponentit, suojakannet, näytöt | $ | Hyvä | Läpinäkyvät, korkea iskunkesto, lämpötilavakaa |
| Peek | Lääketieteelliset implantit, ilmailukomponentit, korkean lämpötilan sovellukset | $$$$ | Kohtalainen | Erinomainen lämpötilankestävyys, kemiallisesti inertti, biokompatiibeleita vaihtoehtoja saatavilla |
Päätöksentekoperusteet: Materiaalien sovittaminen vaatimuksiin
Miten kavennat tästä laajasta luettelosta? Harkitse näitä neljää tekijää prioriteettijärjestyksessä:
- Mekaaniset vaatimukset — Mitkä kuormat, jännitykset ja kulumisolosuhteet osa kokee? Tämä poistaa vaihtoehdot, jotka eivät täytä suorituskyvyn vaatimuksia.
- Ympäristöaltistus — Kohtaako osat kosteutta, kemikaaleja, UV-säteilyä tai äärimmäisiä lämpötiloja? Materiaalin yhteensopivuus käyttöolosuhteiden kanssa on ehdoton vaatimus.
- Painorajoitukset — Ilmailu- ja kannettavien laitteiden sovellukset vaativat usein mahdollisimman pientä painoa. Tässä suhteessa muovit ja alumiiniseokset tarjoavat merkittäviä etuja.
- Budjettikysymykset — Kun olette tunnistaneet materiaalit, jotka täyttävät suorituskyvyn vaatimukset, kustannuserot voivat ohjata lopullista valintaa. Joskus tavallinen alumiini riittää tehtävään, johon ei tarvita kalliita erikoisseoksia.
Kun materiaalitodistusten dokumentaatio on tärkeää
Tietyissä aloissa materiaalin valinta ulottuu ominaisuuksien yli dokumentointivaatimuksiin. Ilmailusovelluksissa saattaa vaadita materiaalin jäljitettävyystodistuksia, joissa vahvistetaan tarkka seoksen koostumus ja käsittelyhistoria. Lääkintälaitteet vaativat usein biokompatibilisuustestausdokumentaatiota. Autoteollisuuden komponenteista saattaa vaadita vaatimustenmukaisuustodistuksia, jotka ovat linjassa tietyllä autonvalmistajalla (OEM) määritellyn erityisvaatimusten kanssa.
Jos valmistat säänneltyihin aloihin tarkoitettuja tuotteita, varmista, että verkkopohjainen konepuruamispalvelu, jota käytät, voi tarjoaa asianmukaiset sertifikaatit ennen tilausten tekemistä. Kaikki alustat eivät tarjoa tällaista dokumentaatiotasoa, ja jos puutteesta huomataan vasta tuotannon jälkeen, se aiheuttaa kalliita viivästyksiä.
Kun materiaalien valinta on selvinnyt, seuraava ratkaiseva määritelmä vaikuttaa suoraan sekä osan toimintoon että valmistuskustannuksiin: tarkkuusvaatimukset. Tarkkuustasojen vaikutuksen ymmärtäminen budjettiisi auttaa sinua määrittelemään tarkalleen se, mitä tarvitset – eikä mitään enempää.
Tarkkuusvaatimusten valinta, joka tasapainottaa tarkkuutta ja kustannuksia
Tässä on tilanne, johon olet todennäköisesti jo törmännyt: olet viimeistelemässä suunnittelua, ja tarkkuus-kenttä katsoo sinua takaisin. Pitäisikö sinun määritellä turvallisemmin ±0,005"? Vai riittäisikö täysin ±0,010"? Tämä päätös – joka usein tehdään muutamassa sekunnissa – voi tuplata valmistuskustannuksesi tai aiheuttaa kokoonpanovikoja myöhemmin.
Toleranssit edustavat sallittua poikkeamaa tarkoitetuista mitoista. Käytännössä ne määrittävät, sopivatko koneistetut osat yhteen oikein, toimivatko ne suunnitellulla tavalla ja täyttävätkö ne laatuvaatimukset. Havaintojen mukaan kuitenkin RPWORLD:n valmistustekniikan insinöörit , on ilmestynyt huolestuttava kehityssuunta: eri sovelluksissa käytetyillä osilla on nykyään usein liian tiukat toleranssit, jopa ei-kriittisille pinnoille. Tämä heijastaa teollisen kyvyn parantumista – mutta aiheuttaa usein merkittäviä taloudellisia tappioita.
Standarditoleranssit vs. tarkkuustoleranssit
Mitä voit todella odottaa verkkopalveluiden tarjoamasta koneistuksesta? Peruskykyjen ymmärtäminen auttaa sinua määrittelemään vaatimuksia asianmukaisesti ilman turhaa yliinsinöörintä.
Useimmille CNC-jyrsintä- ja kääntöoperaatioille standarditoleranssit ovat ±0,010" (±0,25 mm) yleisimmille materiaaleille ja geometrioille. Modus Advancedin toleranssianalyysin mukaan tämä tarkkuustaso tukee suurinta osaa insinöörisovelluksista samalla kun kustannukset ja toimitusaika pysyvät kohtalaisina.
Milloin standarditarkkuus riittää? Harkitse näitä sovelluksia:
- Koteloita ja housingeja, joiden tarkat mitat eivät ole kriittisiä
- Kiinnityskannattimia, joissa on varausreikiä kiinnittimiä varten
- Prototyyppi-iteraatioita, joiden painopiste on muodon ja toiminnan testauksessa
- Komponentteja, joihin on suunniteltu runsaasti kokoonpanovaraa
Tarkkakoneistettujen osien vaatimat tiukemmat eritelmät — yleensä ±0,003"–±0,005" (±0,08–±0,13 mm). Nämä toleranssit edellyttävät lisäkoneistusvaiheita, erikoistyökaluja, ilmastoitua ympäristöä ja kattavia tarkastusmenettelyjä. Tuloksena on huomattavasti korkeammat kappalekohtaiset kustannukset.
Toleranssialueet ja niiden vaikutus käytännön tilanteissa
Seuraava taulukko havainnollistaa, miten toleranssispesifikaatiot vaikuttavat kustannuksiin ja mitkä ovat tyypilliset sovellukset CNC:llä porattaville komponenteille:
| Toleranssiluokka | Tyypillinen alue | Kustannusvaikutus | Yhteiset sovellukset |
|---|---|---|---|
| Standardi | ±0,010" (±0,25 mm) | Perusarvioitu hinnoittelu | Yleiset prototyypit, ei-kriittiset ominaisuudet, koteloit |
| Tarkkuus | ±0,005" (±0,13 mm) | 1,5–2× normaali | Kohtaavat pinnat, laakeri- ja liukupinnat |
| Korkea tarkkuus | ±0,002–0,003" (±0,05–0,08 mm) | 2–3× normaali | Ilmailualan liitännät, lääkintälaitteiden komponentit, optiset kiinnikkeet |
| Erittäin tarkka | ±0,001" (±0,025 mm) tai tiukempi | 4×+ normaali | Turbiinikomponentit, tarkkuuslaitteet, puolijohdevarusteet |
Huomaa, kuinka kustannukset kasvavat eksponentiaalisesti – ei lineaarisesti – kun tarkkuusvaatimukset tiukentuvat. RPWORLD huomauttaa, että liian tiukat tarkkuusvaatimukset saattavat pakottaa osat toissijaisiin hiomatoimenpiteisiin tai EDM-toimenpiteisiin, mikä lisää tarpeettomasti sekä kustannuksia että toimitusaikoja.
Kuinka tarkkuusvaatimusten valinta vaikuttaa budjettiinne
Miksi tiukat tarkkuusvaatimukset maksavat niin paljon enemmän? Useat tekijät vahvistavat toisiaan:
- Lisäkoneistuskierrat — Aineksen poisto pienemmissä erissä, jotta mitallinen tarkkuus säilyy
- Hitaampaa syöttönopeutta — Leikkausnopeuden alentaminen vähentää työkalun taipumista ja lämpövaikutuksia
- Erikoistyökaluja — Korkealaatuisemmat leikkaustyökalut, joilla on tiukemmat pyörivyyden vaatimukset
- Pidennetty asennusaika — Tarkempi työkappaleen kiinnitys ja keskittäminen
- Tarkennettu tarkastus — Mittaukset koordinaattimittakoneella (CMM) eivätkä perusmittaukset
- Ympäristönvalvonta — Lämpötilavakioitu koneistus tiukimmille toleransseille
Toleranssien kertymäongelma
Tässä monien suunnittelujen ongelmia alkaa. Kun useita komponentteja asennetaan yhteen, yksittäiset toleranssit kertyvät. Mukaan lukien CNCYangsenin tekninen analyysi , jokaisella osalla voi olla yksittäisesti ±0,1 mm:n toleranssi, mutta kokonaiskertymä voi saavuttaa lopullisessa liitoksessa jopa ±0,3 mm tai enemmän.
Tarkastellaan yksinkertaista kolmiosaista kokoonpanoa. Jos jokaisella komponentilla on ±0,010 tuuman toleranssi sen kriittiselle mitalle, pahimmassa tapauksessa kertymä tarkoittaa, että lopullisen kokoonpanon mitta voi vaihdella ±0,030 tuumaa. Tämä on kolme kertaa suurempi vaihteluväli kuin mikään yksittäinen piirustus määrittelee.
Älykkäät suunnittelijat ratkaisevat kertymäongelman useilla strategioilla:
- Tunnistetaan kriittiset mitat — Tiukennetaan toleransseja ainoastaan niissä ominaisuuksissa, jotka vaikuttavat suoraan kokoonpanon toimintaan
- Suunnittelun sijoitusominaisuudet — Sijoituspinnat, kohdistusreunukset tai itsekkeskittyvä geometria vähentävät sijainnin kertymää
- Yksinkertaistaa kokoonpanosuhteita — Vähemmän osia toleranssiketjussa tarkoittaa vähemmän kertyvää vaihtelua
- Suunnittele kohtalaiset välykset — Mahdollisuuksien mukaan tarkoitukselliset välykset ottavat huomioon vaihtelun ilman toiminnallisen suorituskyvyn heikkenemistä
Pintakäsittelyn ja toleranssien suhteet
Pintakäsittelymääritykset liittyvät usein – mutta eivät korvaa – mitattavia toleransseja. Karkea pinta (korkeampi Ra-arvo) ei voi saavuttaa yhtä tarkkaa tehollista tarkkuutta kuin sileä pinta, koska mittausepävarmuus kasvaa pinnan epätasaisuuden myötä.
Tarkkojen CNC-koneistussovellusten tapauksessa, joissa vaaditaan tiukkoja toleransseja, odota, että määrittelet vastaavat pintakäsittelyt:
- Standarditoleranssit yhdistetään yleensä 125 Ra μin (3,2 Ra μm) tai karkeampaan pintakäsittelyyn
- Tarkkuustoleranssit toimivat hyvin 63–32 Ra μin (1,6–0,8 Ra μm) pinnan karheusalueella
- Korkean tarkkuuden työt vaativat usein 16 Ra μin (0,4 Ra μm) tai tarkempaa karheutta
Epäyhtenäisten yhdistelmien – tiukkojen toleranssien ja karkeiden pintojen tai päinvastaisen – määrittely viittaa epäselviin vaatimuksiin ja saattaa herättää kysymyksiä tarkkuuskonetekniikka-palvelujen tarjoajalta.
Kriittisten ja yleisten toleranssien viestintä
Teknisten piirrustustesi tulisi erottaa selkeästi toisistaan ne ominaisuudet, joihin vaaditaan tiukkaa säätöä, ja ne, joissa riittää yleinen tarkkuus. Useimmat kokemukselliset insinöörit käyttävät portaitaista lähestymistapaa:
- Yleinen otsikkotietolohkon toleranssi — Sovelletaan kaikkiin mittoihin, joille ei ole annettu erityisiä merkintöjä (yleensä ±0,010" tai ISO 2768 -standardin mukaisesti)
- Erityiset mittamerkinnät — Tiukemmat toleranssit merkitään suoraan kriittisiin ominaisuuksiin
- GD&T-symbolit — Geometriset tarkkuusvaatimukset ominaisuuksille, joiden muoto, asento tai sijainti ovat tärkeämpiä kuin pelkästään koko
Tämä lähestymistapa välittää valmistustavoitteet selkeästi. Työntekijät ymmärtävät heti, mitkä ominaisuudet vaativat erityistä huomiota ja missä tavallinen tarkkuusjyrsintä riittää.
Kun tiukat tarkkuusvaatimukset todella ovat merkityksellisiä
Joten milloin tulisi todella määritellä tarkkuusvaatimukset? Perustellut sovellukset ovat muun muassa:
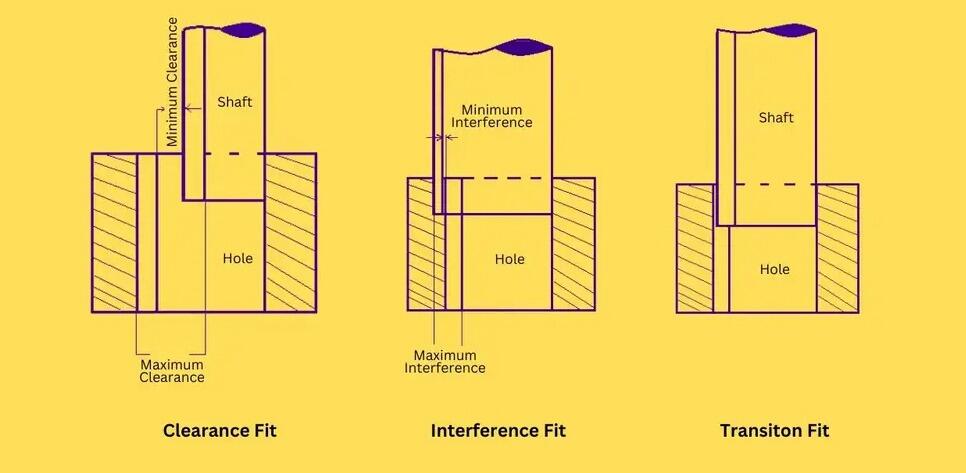
- Painopas- tai interferenssiliitokset — Mitallinen tarkkuus määrittää suoraan kokoonpanovoiman ja pitävyyden
- Laakeriputket ja akselin halkaisijat — Oikea liitos varmistaa oikean käyttövälyksen ja laakerien käyttöikä
- Tiivistepinnat — O-renkaan urat ja vastaavat liitospinnat vaativat hallittuja mittoja luotettavaa tiivistystä varten
- Kinemaattiset mekanismit — Liitokset, kammit ja tarkkuusliukupinnat vaativat tiukkaa säätöä sujuvaa toimintaa varten
- Turvallisuuskriittiset kokoonpanot — Ilmailu-, lääketieteelliset ja autoteollisuuden sovellukset, joissa vian seuraukset ovat vakavia
Kaikkeen muuhun? Standarditoleranssit kokeneista CNC-koneistusmateriaaleista ja -menetelmistä tuottavat erinomaisia tuloksia vain murto-osan kustannuksista. Keskeinen havainto teollisuuden asiantuntijat : tiukkojen toleranssien määrittelyyn liittyvä päätös tulisi aina perustua tiettyihin toiminnallisesti vaadittaviin vaatimuksiin eikä yleisiin laatuun liittyviin mieltymyksiin.
Kun toleranssiperusteet ovat selvinneet, olet valmis käsittelemään toista jokaista projektia koskevaa kysymystä: kuinka paljon tämä todella maksaa? Seuraavassa osiossa käydään läpi viisi päätekijää, jotka vaikuttavat CNC-koneistuksen hintaan – ja paljastetaan suunnitteluratkaisut, joilla kustannuksia voidaan vähentää ilman toiminnallisten vaatimusten heikentämistä.
CNC-koneistuksen kustannuksia vaikutttavien tekijöiden ymmärtäminen
Olet valinnut materiaalin ja määritellyt toleranssit. Nyt tulee kysymys, jonka kaikki esittävät: kuinka paljon tämä todella maksaa? Toisin kuin monissa muissa aloissa, joissa hinnoittelu tuntuu mielivaltaiselta, CNC-koneistuksen hinta noudattaa loogisia kaavoja. Näiden kaavojen ymmärtäminen auttaa sinua muodostamaan realistisia budjettiodotuksia – ja paljastaa mahdollisuudet vähentää kustannuksia ilman laadun heikentämistä.
Haasteena on se, että useimmat verkkopohjaiset koneistusalustat näyttävät sinulle lopullisen hinnan ilman selitystä siitä, miten se on laskettu. Tässä osiossa käydään läpi viisi pääasiallista kustannustekijää, jotta voit tulkita tarjouksia älykkäästi ja tehdä perusteltuja kompromisseja ennen sitoutumista.
Viisi tekijää, jotka määrittävät koneistuskustannukset
Mukaan lukien Scan2CAD:n kattava kustannusanalyysi , koneistustalouden kannalta riippuu useista toisiinsa liittyvistä muuttujista. Tarkastellaan jokaista tekijää ja sen suhteellista vaikutusta lopulliseen tarjoukseesi.
1. Materiaalin valinta ja määrä
Materiaalikustannukset vaihtelevat materiaalin tyypin, määrän ja nykyisten markkinaolosuhteiden mukaan. Perusarvona muovit ovat huomattavasti halvempia kuin metallit – mutta jopa metalliluokissa hintaeroja on merkittäviä. Alumiini 6061 voi maksaa 3–8 dollaria punnista, kun taas ruostumaton teräs vaihtelee 5–15 dollarin välillä punnista, ja erikoispuhtausseokset kuten titaani voivat ylittää 30 dollaria punnista.
Raaka-ainehintojen lisäksi on otettava huomioon, kuinka paljon varastomateriaalia suunnittelu kuluttaa. Osan valmistaminen, jossa poistetaan 80 % materiaalista, tuottaa enemmän jätettä, pidentää koneistusaikaa ja lisää työkalujen kulumista verrattuna suunnitteluun, joka säilyttää enemmän alkuperäisestä varastomateriaalista. Koneistajan metallikustannusyhtälö sisältää sekä ostamasi materiaalin että sen, kuinka tehokkaasti suunnittelu käyttää sitä.
2. Geometrinen monimutkaisuus
Osaan liittyvä monimutkaisuus korreloi suoraan koneistusaikaan – mikä teollisuusanalyysien mukaan on yksittäinen suurin kustannustekijä. Monimutkaiset geometriat vaativat:
- Useita työkaluvaihtoja eri ominaisuuksien koneistamiseen
- Lisäasetuksia, jotta eri suunnista näkyvät ominaisuudet voidaan koneistaa
- Pitkempi ohjelmointiaika monimutkaisille työpoluille
- Hitaammat leikkausnopeudet tarkkuuden säilyttämiseksi yksityiskohtaisissa piirteissä
Hoteanin prototyyppikustannusten jakautuman mukaan pelkkä suunnittelun monimutkaisuus voi lisätä koneistusajan 30–50 %. Yksinkertainen suorakulmainen alumiinipalkki perusrei’illä saattaa maksaa 150 dollaria, kun taas sama perusosa monimutkaisine muotoineen ja muuttuvan syvyyden taskuineen voi maksaa 450 dollaria tai enemmän.
3. Toleranssivaatimukset
Kuten aiemmin käsiteltiin, toleranssispesifikaatiot vaikuttavat merkittävästi valmistuskustannuksiin. Standarditoleranssit (±0,010 tuumaa) edustavat perushintatasoa. Tiukentamalla toleranssit ±0,005 tuumaan kustannukset nousevat 1,5–2-kertaisiksi. Jos toleranssit tiukennetaan ±0,001 tuumaan, kustannukset voivat nelinkertaistua teollisuuden vertailuarvojen mukaan.
Kustannusten nousu heijastaa todellisia valmistusvaatimuksia: lisäkäyntien, hitaampien eteenpäinliikkeiden, erikoistyökalujen ja laajennettujen tarkastusmenetelmien käyttö kuluttaa aikaa ja resursseja.
4. Määräekonomia
Tässä vaiheessa on kriittistä ymmärtää asennuskustannukset. Jokainen CNC-tehtävä vaatii ohjelmointia, kiinnityslaitteiden valmistelua, työkalujen valintaa ja koneen konfigurointia – riippumatta siitä, valmistetaanko yksi vai sata osaa. Nämä kiinteät kustannukset jaetaan tilausmäärän kesken.
Talousvaikutukset ovat merkittäviä: kustannusanalyysidatan mukaan yhden prototyypin hinta voi olla 500 dollaria, kun taas 10 yksikön tilauksessa kappalehinta laskee noin 300 dollariin kappaleelta. 50 tai enemmän yksikön tilauksessa kustannukset voivat vähentyä jopa 60 %:lla, mikä alentaa kappalehinnan noin 120 dollariin.
| Tilauksen määrä | Arvioitu kappalehinta | Kustannusten vähentäminen |
|---|---|---|
| 1 yksikkö | $500 | Peruslinja |
| 10 yksikköä | $300 | 40 % vähennys |
| 50+ yksikköä | $120 | 60 % vähennys |
Tämä selittää, miksi pienet CNC-koneistustilaukset sisältävät korkeamman kappalehinnan – asennuskustannukset jaetaan vähemmän osien kesken.
5. Viimeistelytoimenpiteet
Koneistuksen jälkeiset käsittelyt lisäävät lisäkustannuksia, joita monet unohtavat budjetoidessaan alussa. Viimeistelykustannustietojen mukaan:
- Koneistettu pinta: Ei lisäkustannuksia – nopein toimitusaika
- Hiea-iskentä: Lisää 10–20 dollaria kappaleelta yhtenäisen mattapinnan saavuttamiseksi
- Anodointi: Lisää 25–50 USD yksikköä kohden korroosionkestävyyden ja värin varalta
- Pudelikasvattaminen: Lisää 30–70 USD osan koosta ja monimutkaisuudesta riippuen
Jokainen pinnankäsittely täyttää toiminnallisen tai esteettisen tarkoituksen, mutta kustannukset kertyvät nopeasti moniosaisissa tilauksissa.
Älykkäitä suunnitteluratkaisuja, jotka vähentävät valmistuskustannuksia
Nyt kun olet ymmärtänyt kustannustekijät, miten voit vähentää kustannuksia ilman toiminnallisuuden heikentämistä? Fictivin DFM-analyysi tunnistaa "vähimmän vaivan" vaativat suunnitteluperiaatteet, jotka kääntyvät suoraan alhaisemmiksi kustannuksiksi:
- Suunnittele varastomateriaalin geometrian mukaan — Osat, jotka lähtevät standardimuotoisista sauvasta, levyistä tai tankoista, minimoivat alussa syntyvän jätteen ja asennuksen monimutkaisuuden
- Rajoita asennuksia kahden tai vähemmän määrään — Jokainen lisäasennusasento lisää merkittävästi aikaa; suunnittele osat niin, että ne voidaan koneistaa mahdollisimman vähän eri asennoista
- Käytä standardityökalujen geometrioita — Ominaisuudet, joita voidaan työstää yleisillä päätyhakkuilla, pora- ja kärkikulmahakkuilla, ovat halvempia kuin ne, jotka vaativat erikoistyökaluja
- Määritä vain tarpeelliset toleranssit — Sovella tiukkoja toleransseja ainoastaan toiminnallisille pinnoille; käytä yleisiä toleransseja muualla
- Vältä syviä lokeroita ja ohuita seinämiä — Ominaisuudet, jotka vaativat erikoispitkän kantaman työkaluja tai huolellista taipumisen hallintaa, pidentävät työstöaikaa
- Pyöristä sisäkulmat — Terävät sisäkulmat vaativat pienempiä työkaluja ja useita kierroksia; suuret kaarevuussäteet mahdollistavat nopeamman työstön
- Valitse standardipinnanpäällykset — Luonnollinen työstöpinta tai hiilikivipuhallus ovat halvempia kuin anodointi tai jauhepinnoitus, kun ulkonäkö ei ole ratkaiseva tekijä
Nämä muutokset eivät heikennä teknistä tarkoitusta – ne sovittavat suunnittelupäätökset valmistustodellisuuden kanssa.
Prototyypitys vs. sarjatuotanto: erilaiset taloudelliset näkökohdat
Projektin vaihe vaikuttaa merkittävästi optimaaliseen hankintastrategiaan. Prototyypeille nopeus ja joustavuus ovat yleensä tärkeämpiä kuin kustannusten optimointi osaa kohden. Testaat käsitteitä, toistat suunnittelua ja varmistat osien sopivuuden – pieniä määriä varten maksettava korkea yksikköhinta on perusteltua, kun oppimiseen kuluvalla ajalla on ratkaiseva merkitys.
Tuotantomäärien kasvaessa laskelmat muuttuvat. Alustuskustannukset jaetaan satojen tai tuhansien osien kesken, materiaalien erinomaiset alennukset tulevat voimaan ja prosessien optimointi kannattaa. Tällä vaiheella yksikkökustannukset hallitsevat päätöksentekoa.
Milloin verkkopohjainen konepuruuntaminen tarjoaa kustannusedun
Digitaaliset alustat ovat erinomaisia tietyissä tilanteissa:
- Prototyyppimäärät (1–50 kappaletta) — Heti saatavilla olevat tarjoukset, nopeat toimitusajat ja ei suhteiden rakentamiseen liittyviä lisäkustannuksia
- Suunnittelun toistokierrokset — Nopeat tarjoukset useista eri versioista auttavat optimoimaan suunnittelua ennen tuotantopäätöstä
- Ylimääräisen kapasiteetin tarve — Kun säännölliset toimittajasi ovat täynnä, verkkoverkot tarjoavat välittömät vaihtoehdot
- Erikoismateriaalit tai -prosessit — Mahdollisuus hyödyntää laajempaa osaamisverkostoa kuin paikallisilla vaihtoehdoilla voisi olla tarjolla
Perinteiset työkonepajat saattavat kilpailla paremmin
Rehellinen arviointi paljastaa tilanteita, joissa vakiintuneet suhteet tuovat etuja:
- Suurten erien valmistus — Pitkäaikaiset sopimukset paikallisten toimittajien kanssa tuovat usein parempia hintoja suhteellisten alennusten ja prosessien optimoinnin kautta
- Monimutkaiset kokoonpanot, jotka vaativat yhteistyötä — Suunnittelut, jotka hyötyvät koneistajan panoksesta kehitysvaiheessa, toimivat usein paremmin kumppaneiden kanssa, jotka tuntevat tuotteitasi
- Säännelletyt alat, joissa on vakiintuneet hyväksynnät — Jos toimittaja on jo saanut hyväksynnän laatu järjestelmääsi varten, toimittajan vaihtaminen aiheuttaa kvalifiointikustannuksia
- Maantieteellisen läheisyyden edut — Kun etsit ilmaisuilla "cnc-koneistus lähellä minua" tai "cnc lähellä minua", paikallisista työpajoista voidaan välttää kuljetuskustannukset ja kiireellisiin tarpeisiin voidaan hankkia osat samana päivänä
Realististen budjettiodotusten kehittäminen
Ennen kuin pyydät ensimmäistä tarjousta, muodosta odotukset projektisi parametrien perusteella:
- Yksinkertaiset alumiiniprototyypit standarditoleransseilla: 100–300 USD/kappale
- Monimutkaiset monitoimiset osat tai tiukat toleranssit: 300–800 USD/kappale
- Erikoismateriaalit tai laaja-alainen pinnankäsittely: 500–1 500+ USD/kappale
- Sarjavalmistusmäärät (50 kpl tai enemmän): 40–60 % alennus prototyyppihintojen perusteella
Nämä vaihteluvälit ovat lähtökohtia – todelliset tarjoukset riippuvat tarkasta geometriasta, materiaalista ja vaatimuksista. Kuitenkin, kun lähestyt tarjousprosessia arvioidulla budjetilla, voit arvioida, vastaavatko saamasi tarjoukset markkinanormeja vai vaativatko ne lisäkeskustelua.
Kustannustarkastelut johtavat luonnollisesti toiseen tärkeään kysymykseen: mitkä alakohtaiset vaatimukset saattavat koskea sovellustanne? Autoteollisuus, ilmailu ja lääketieteellinen ala asettavat kukin sertifiointi- ja dokumentointivaatimuksia, jotka vaikuttavat sekä toimittajavalintaan että projektikustannuksiin.

Alakohtaiset vaatimukset autoteollisuudesta ilmailuun
Olette määrittäneet materiaalin, määritelleet sopivat toleranssit ja ymmärtäneet kustannustekijät. Mutta tässä on kysymys, joka usein hämmentää verkkopohjaisten koneistuspalveluiden ensimmäistä kertaa käyttäviä: vaatiiko teidän alanne lisävaatimuksia yksinkertaisten osien eritelmien ylitse? Autoteollisuuden, ilmailun ja lääketieteellisten sovellusten kohdalla vastaus on melko varmasti kyllä.
Eri sektorit vaativat eri tasoja dokumentointia, jäljitettävyyttä ja prosessien valvontaa. Valinta valmistuspartneria ilman oikeita sertifikaatteja voi johtaa osien saamiseen, joita et voi käyttää lainkaan – riippumatta siitä, kuinka tarkkoja niiden mitat ovat. Tarkastellaan, mitä kunkin suuren teollisuudenalan vaatimukset ovat, jotta voit tarkistaa toimittajien pätevyyden ennen tilausten tekemistä.
Autoteollisuuden komponenttivaatimukset ja sertifikaatit
Autoteollisuus toimii yhden teollisuuden vaativimmista laadunhallintakehyksistä. Kun hankit osia ajoneuvojen käyttöön, yksi sertifikaatti nousee kaikkien muiden yläpuolelle: IATF 16949 .
Mitä IATF 16949 tarkoittaa sinulle asiakkaana? American Micro Industriesin sertifiointiopas määrittelee tämän maailmanlaajuisen autoteollisuuden laatumanagementin standardin yhdistäväksi ISO 9001 -periaatteet ja alasektorikohtaiset vaatimukset jatkuvan parantamisen, vikojen ehkäisemisen ja tiukan toimittajavalvonnan varmistamiseksi. Se on pääsykortti yhteistyöhön suurten OEM-yritysten ja Tier 1 -toimittajien kanssa.
IATF 16949 -sertifiointi takaa seuraavat keskeiset elementit:
- Vikojen ehkäisemisen painopiste — Järjestelmät, jotka havaitsevat ongelmia ennen niiden syntymistä, ei ainoastaan sen jälkeen
- Tuotteen jäljitettävyys — Täydellinen dokumentaatio, joka yhdistää jokaisen osan tiettyihin materiaalierien, koneiden ja työntekijöiden joukkoihin
- Jatkuvan parantamisen protokollat — Dokumentoidut korjaavat toimet, jotka estävät ongelmien toistumisen
- Toimittajien laadunhallinta — Tiukka valvonta, joka ulottuu koko toimittajaketjuun
IATF 16949 -standardin lisäksi autoteollisuuden valmistus vaatii Tilastollinen prosessien hallinta (SPC) kyvyt. Miksi SPC on tärkeää? Kun tuotetaan tuhansia identtisiä komponentteja, vaihtelua ei voida välttää. SPC-seuranta seuraa mittojen muutoksia reaaliajassa ja havaitsee poikkeamat ennen kuin osat jäävät määritettyjen tarkkuusvaatimusten ulkopuolelle. Tämä yhdenmukaisuus on ratkaisevan tärkeää suurten sarjojen tuotannossa, jossa jopa pienet vianmäärät aiheuttavat merkittäviä laatuun liittyviä kustannuksia.
Autoteollisuuden komponentteja verkkopalveluiden kautta hankkiville insinööreille näiden pätevyyksien varmistaminen etukäteen estää ikäviä yllätyksiä. Shaoyi Metal Technology , esimerkiksi, pitää yllä IATF 16949 -sertifikaattia sekä vahvoja SPC-kykyjä – mikä osoittaa sellaista autoteollisuudelle hyväksyttyä tarkkuus-CNC-koneistuspalvelua, jota OEM-toimitusketjuissa vaaditaan. Heidän lähestymistapansa alustakokonaisuuksiin ja erikoismetallipalasliitoksiin heijastaa dokumentointitarkkuutta, jota autoteollisuuden sovellukset vaativat.
Lääketieteelliset ja avaruusteollisuuden vaatimukset
Jos autoteollisuuden standardit vaikuttavat vaativilta, niin lääketieteelliset ja avaruusteollisuuden vaatimukset lisäävät lisäkerroksia monimutkaisuutta. Nämä säänneltyihin aloihin kuuluvat teollisuudenalat asettavat dokumentointi- ja jäljitettävyysvaatimuksia, joissa lyhenteitä ei yksinkertaisesti saa ottaa.
Avaruusteollisuus: jossa materiaalin jäljitettävyys on ehdoton vaatimus
Avaruusteollisuuden CNC-koneistus toimii kehyksissä, jotka on suunniteltu varmistamaan täydellinen luotettavuus. Kun komponentit epäonnistuvat 35 000 jalan korkeudessa, seuraukset ovat katastrofaaliset – mikä selittää, miksi avaruusteollisuuden sertifiointivaatimukset kuuluvat teollisuuden tiukimpina.
AS9100 aS9100 toimii perustavana avaruusteollisuuden laatustandardina. Teollisuuden sertifiointiasiantuntijoiden mukaan AS9100 perustuu ISO 9001 -standardiin ja lisää siihen lisävaatimuksia, jotka ovat erityisesti avaruusteollisuudelle ominaisia, ja painottaa riskienhallintaa, tiukkaa dokumentointia sekä tuotteen eheyden valvontaa monimutkaisissa toimitusketjuissa.
Puolustusalan avaruusteollisuustyössä ITAR (International Traffic in Arms Regulations) lisää toisen kriittisen kerroksen. Mukaan Advantage Metal Productsin ITAR-analyysi , tämä kehys säätää tiukasti herkkien teknisten tietojen ja komponenttien käsittelyä. Noudattamiseen vaaditaan rekisteröity tila Yhdysvaltojen valtiovarainministeriön kanssa sekä ankaria tietoturvaprotokollia.
Mitä ITAR tarkoittaa käytännössä valmistuksessa:
- Tilan turvavaatimukset — Rajattu pääsy tuotantoalueille, joissa käsitellään puolustuskomponentteja
- Tietojen käsittelyprotokollat — Turvatut CAD/CAM-tiedostojen siirrot ja suojatut koneistustoiminnot
- Henkilöstörajoitukset — Vain Yhdysvalloissa asuvat henkilöt saavat pääsyn valvottuihin teknisiin tietoihin
- Toimittajien pätevyysvaatimukset — Kaikkien aluntaitajien on myös noudatettava ITAR-sääntöjä
Lisäksi, Nadcap-akkreditointi vahvistaa ilmailuteollisuuden valmistukseen kriittisiä erityisprosesseja – kuumennuskäsittelyä, kemiallista käsittelyä ja tuhottomia kokeita. Toisin kuin yleiset laatuvarmennukset, NADCAP tarkastelee prosessikohtaisia ohjauksia erinomaisen tarkasti. Viisisiivuisille CNC-konepistotyöpalveluille, jotka tuottavat monimutkaisia ilmailugeometrioita, nämä erikoisvarmennukset ovat usein välttämättömiä.
Lääketieteellinen koneistus: potilasturvallisuus ohjaa kaikkea
Lääketieteellisen koneistuksen standardit on luotu yhdestä perustavanlaatuisesta syystä: potilasturvallisuudesta. Kun leikkausimplantti tai diagnostisen laitteen komponentti epäonnistuu, kyseessä ovat ihmishenkien säilyminen. Tämä todellisuus muokkaa jokaista lääketieteellisten laitteiden valmistusvaatimuksen näkökulmaa.
ISO 13485 on määrittelevä laadunhallintastandardi lääketieteellisille laitteille. Lähteessä tarkkuusinsinöörien erikoisala , tämä standardi määrittelee tiukat vaatimukset suunnittelulle, valmistukselle, jäljitettävyydelle ja riskien hallinnalle. Vain Yhdysvalloissa vialliset lääkintälaitteet aiheuttavat vuosittain yli 83 000 loukkaantumista ja kuolemantapauksia – mikä selittää, miksi nämä vaatimukset ovat ehdottomia.
Tärkeimmät ISO 13485 -vaatimukset CNC-koneistustoiminnoille ovat:
- Dokumentoidut työohjeet — Jokaisen CNC-ohjelmointipäätöksen on noudatettava vakiintuneita protokollia
- Suunnittelun ohjaukset — FEA-testaus ja validointi implantteja ja kriittisiä komponentteja varten
- Jäljitettävyysjärjestelmät — Yksilöllinen laitteen tunnistus (UDI) ja täydelliset laitteen historian tiedot (DHR)
- Prosessivalvonta — IQ/OQ/PQ-protokollat, jotka varmentavat toistuvan koneistustuloksen saavuttamisen
Yhdysvalloissa valmistajien on lisäksi noudatettava FDA 21 CFR Part 820 — laitteen laatuun liittyvää sääntelyä (Quality System Regulation), joka koskee lääkintälaitteiden suunnittelua, valmistusmenettelyjä ja seurantajärjestelmiä, joilla voidaan nopeasti reagoida mahdollisiin ongelmiin markkinoille laskettujen laitteiden osalta.
CNC-kääntöpalveluille, jotka tuottavat lääketieteellisiä komponentteja, ISO 13485 -sertifiointi ja FDA:n vaatimustenmukaisuus muodostavat kattavan laatuvarmistuksen. Ilman näitä todistuksia osia ei saa lain mukaan ottaa käyttöön lääketieteellisessä tarvikkeiden toimitusketjussa – riippumatta niiden mitallisesta tarkkuudesta.
Sertifiointien yhteenveto: Mitä tulisi tarkistaa
Seuraava taulukko tiivistää keskeiset sertifikaatit teollisuuden sovellusalueittain:
| Teollisuus | Ensisijaiset sertifiointitodistukset | Lisävaatimukset | Keskittymisalueet |
|---|---|---|---|
| Autoteollisuus | IATF 16949, ISO 9001 | SPC-kyvykkyys, PPAP-dokumentaatio | Viaton estäminen, toimittajavalvonta, jäljitettävyys |
| Ilmailu | AS9100, Nadcap | ITAR-rekisteröinti (puolustusala), materiaalitodistukset | Riskienhallinta, erityisten prosessien valvonta, tietoturva |
| Lääketieteelliset laitteet | ISO 13485, FDA 21 CFR osa 820 | Biokompatibiliteettitutkimukset, UDI-vaatimustenmukaisuus | Potilasturvallisuus, jäljitettävyys, prosessin validointi |
| Puolustus | AS9100, ISO 9001 | ITAR-rekisteröinti, tilojen turvallisuuslupakäsittely | Tietoturva, kotimainen hankinta ja henkilöstön valvonta |
Miksi nämä sertifikaatit ovat tärkeitä projektinnesi kannalta
Kuulostaa monimutkaiselta? Tässä on käytännön yhteenveto: sertifikaatit eivät ole byrokraattista taakkaa – ne ovat takuunne siitä, että valmistusyhteistyökumppaninne omistaa järjestelmät, koulutukset ja valvontamekanismit, joilla varmistetaan johdonmukainen laatu vaativiin sovelluksiin.
Arvioitaessa verkkopohjaisia konepuruuntajia säänneltyihin toimialoihin on vahvistettava sertifikaatit ennen ensimmäisen tiedoston lataamista. Useimmat alustat näyttävät todistukset selvästi, mutta älkää epäröikö pyytää todistusten kopioita. Tarkistakaa, että rekisteröintipäivämäärät ovat voimassa – sertifikaatit edellyttävät jatkuvia tarkastuksia niiden voimassaolon säilyttämiseksi.
Näitä sertifikaatteja käytetään myös projekteissa, jotka eivät kuulu säänneltyihin aloihin, ja ne viestittävät edelleen valmistusmaturiteettia. Valmistuslaitos, joka noudattaa IATF 16949 -tai AS9100 -standardia, on sijoittanut merkittäviä resursseja laatuun liittyviin järjestelmiin, henkilökunnan koulutukseen ja prosessien valvontaan. Tämä sijoitus hyödyttää kaikkia asiakkaita – myös niitä, joilla ei ole virallisia sertifiointivaatimuksia.
Alan vaatimusten ymmärtäminen auttaa sinua valitsemaan sopivia valmistuskumppaneita. Mutta miten arvioit laatua sen lisäksi, että tarkistat vain sertifiointilokerikot? Seuraavassa osiossa esitetään käytännöllinen kehys verkkopohjaisten koneistuspalvelujen laadun arviointiin – mukaan lukien varoitusmerkit, jotka pitäisi herättää varovaisuutta.
Kuinka arvioida verkkopohjaisten koneistuspalvelujen laatua
Olet tunnistanut materiaalin, määritellyt toleranssit ja ymmärtänyt alan sertifiointivaatimukset. Nyt tulee käytännöllinen kysymys: miten arvioit itse asiassa, toimitaanko tietty verkkopohjainen konepajapalvelu laadukkaita osia ajoissa? Sertifikaatit tarjoavat lähtökohdan – mutta ne eivät kerro koko tarinaa.
Etsitäänpa "konepajat lähellä minua" vai tutkitaanpa globaaleja valmistusverkkoja, arviointiprosessi perustuu samankaltaisiin periaatteisiin. Tässä osiossa esitetään toimijaneutraali kehys palvelun laadun arviointiin – sekä varoitusmerkit, jotka pitäisi saada sinut ajattelemaan uudelleen ennen tilauksen tekemistä.
Tarkistettavat sertifikaatit ja laatuindikaattorit
ISO-sertifikaatit mainitaan usein, mutta mitä ne todella takaa sinulle asiakkaana? Focused on Machiningin sertifiointianalyysin mukaan ISO-sertifiointi on se ero, joka erottaa toiminnan, jossa toimitaan intuiition varassa, ja toiminnan, jossa on selkeä joukko dokumentoituja menettelyjä, joilla varmistetaan korkeimmat mahdolliset alan standardit.
ISO 9001:2015 on edelleen perustava laadunhallintasertifiointi. Tämän tunnustuksen omaavat teollisuuslaitokset ovat kehittäneet ja dokumentoineet kaikki prosessinsa, tarjoavat jäljitettävyyden materiaaleille ja prosesseille sekä alistuvat säännöllisille sisäisille ja ulkoisille tarkastuksille. Tämä systemaattinen lähestymistapa luo toistettavia menettelyjä tarjousten laatimiseen, materiaalien käsittelyyn, tuotantoon, laadunvarmistukseen ja toimituksiin.
Mutta tämä on usein se, mitä ostajat jättävät huomioimatta: sertifiointien toteuttaminen vaihtelee merkittävästi eri liikkeiden välillä. Alan asiantuntijoiden mukaan vaikka ISO-vaatimukset ovat tiukat, käytännössä niiden toteuttaminen on usein sekavaa ja aikaavievää. Paperikansiot ja käsinkirjoitettu tiedot täyttävät dokumentointivaatimukset, mutta ne eivät juurikaan edusta tehokkuutta.
Parhaat tarjoajat ovat digitalisoineet ISO-prosessinsa – sisällyttäneet tarkistusluettelot ohjelmistoon, automatisoineet dokumentoinnin ja pitäneet tarkastustiedot helposti saatavilla. Tämä digitaalinen lähestymistapa mahdollistaa nopeammat vastaukset, alhaisemmat kustannukset ja paremman jäljitettävyyden, kun ongelmia ilmenee.
Kysyttäviä kysymyksiä tarkastuskyvyistä
Laatuun liittyvät väitteet eivät merkitse juurikaan mitään ilman tukivia tarkastuskykyjä. Kesu Groupin tarjoajien arviointiopas , luotettavat toimijat käyttävät edistyneitä tarkastustyökaluja, kuten koordinaattimitankoneita (CMM) tarkkuudella jopa ±0,001 mm, kaksiulotteisia mittausvälineitä tai XRF-analysaattoreita materiaalin varmentamiseen.
Ennen kuin teet sopimuksen toimijan kanssa, esitä nämä tarkat kysymykset:
- Mitä tarkastuslaitteita käytätte? — Koordinaattimitankoneet (CMM), optiset vertailulaiteet ja kalibroidut käsikäyttöiset mittausvälineet osoittavat vakavaa laatuun sitoutumista
- Suoritatteko prosessin aikaisia tarkastuksia vai ainoastaan lopputarkastuksia? — Prosessin aikaiset tarkastukset havaitsevat virheet varhain, mikä vähentää viivästyksiä viallisten osien vuoksi
- Voitteko tarjoaa mittojen tarkastusraportit? — Ensimmäisen artikkelin tarkastusraportit (FAI) varmentavat kriittiset mitat ennen täysmittaista tuotantoa
- Mikä on teidän viallisten tuotteiden tai palautusten osuus? — Toimijat, joiden vuosittainen palautusaste on alle 0,2 %, osoittavat vahvaa laatuohjausta
- Tarjoaatteko valmistettavuuden suunnittelua (DFM) koskevaa palautetta? — Proaktiivinen suunnittelun tarkastus estää valmistusongelmien aiheuttamia viivästyksiä
Arviointitarkistuslistasi
Kun vertailet paikallisesti saatavilla olevia CNC-palveluita tai arvioit globaaleja alustoja, käytä tätä kattavaa tarkistuslistaa mahdollisten kumppaneiden arviointiin:
- Pidetyt sertifikaatit — Varmista, että heillä on vähintään nykyinen ISO 9001 -sertifikaatti; alallaan erityisiä sertifikaatteja (IATF 16949, AS9100, ISO 13485) säänneltyihin sovelluksiin
- Materiaalien hankinnan läpinäkyvyys — Voivatko he dokumentoida materiaalien alkuperän ja tarjoaa tarvittaessa valssisertifikaatit?
- Viestinnän nopeus — Vastakoivatko he teknisiin kysymyksiin 24 tunnissa? Nopea viestintä tarjouksen vaiheessa ennustaa tuotantovaiheen toimintaa.
- Muutospolitiikat — Kuinka he käsittelevät suunnittelumuutoksia tilauksen teon jälkeen? Selkeät muutoskäsittelyprosessit estävät sekaannusta.
- Tarkastusasiakirjat — Mitkä laatuasiakirjat toimitettujen osien mukana annetaan? Voivatko he hakea aiemmin tallennettuja asiakirjoja, jos ongelmia ilmenee myöhemmin?
- Konekyvyt — Onko heillä sopivia koneita (3-akselinen, 5-akselinen, CNC-kääntö) osasi geometriaan?
- Tuotantokapasiteetti — Voivatko he hoitaa tilaamasi määrän ilman, että heidän aikataulunsa ylikuormittuisi?
Varoitusmerkit, kun arvioit verkkopohjaisia konepajapalveluita
Ei kaikki verkkopohjaiset konepajapalvelujen tarjoajat tarjoa yhtä laadukkaita palveluita. Tarkkaile näitä varoitusmerkkejä, jotka voivat viitata mahdollisiin ongelmiin:
- Ei teknisiä kysymyksiä suunnittelustasi — Tarjoajat, jotka antavat tarjouksen monimutkaisista osista ilman selventäviä kysymyksiä, eivät ehkä ymmärrä valmistusongelmia. Mukaan lukien Xmake:n luotettavuusopas , jos tarjoaja antaa tarjouksen ainoastaan annetun tiedon perusteella ilman mitään teknistä palautetta, se on usein varoitusmerkki, erityisesti monimutkaisemmissa osissa.
- Epärealistisen lyhyet toimitusaikataulut — Lupaukset, jotka vaikuttavat liian hyviltä ollakseen totta, ovat yleensäkin sellaisia. Alan analyysi varoittaa, että liiallinen lupailu voi johtaa kiireelliseen tuotantoon, mikä heikentää laatua ja aiheuttaa viivästyksiä.
- Epämääräiset hinnoittelurakenteet — Lailliset tarjoajat antavat yksilöidyt tarjoukset, joissa on eritelty materiaali-, konepistos-, pinnankäsittely- ja kuljetuskustannukset. Piilotetut maksut viittaavat huonoon läpinäkyvyyteen.
- Radiohiljaisuus tilauksen teon jälkeen — Jos kauppa hiljenee tilauksen vastaanoton jälkeen, se on merkittävä riski. Tuotantopäivitykset tulisi antaa aktiivisesti, eikä niitä pitäisi saada aikaan toistuvilla seurantapyynnöillä.
- Tarkastuskyvyn dokumentointi puuttuu — Kaupat, jotka eivät pysty kuvaamaan mittauslaitteitaan tai tarkastusprosessejaan, todennäköisesti puuttuvat vankat laatumahdollisuudet.
- Vanhentuneet tai puuttuvat sertifikaatit — Sertifikaatit vaativat jatkuvia tarkastuksia. Vanhentuneet todistukset viittaavat laatumahdollisuuksien ylläpidon katkeamiseen.
Vähimmäistilauksen määrän ymmärtäminen
Vähimmäistilausmäärät (MOQ) vaihtelevat merkittävästi verkkokonepajapalvelujen välillä – näiden erojen ymmärtäminen auttaa sinua valitsemaan sopivat palveluntarjoajat projektisi mittakaavan mukaan.
Välittömät tarjousalustat hyväksyvät yleensä yhden kappaleen tilaukset. Niiden automatisoidut järjestelmät käsittelevät tarjousten laatimista tehokkaasti riippumatta määrästä, mikä tekee niistä ideaalisia prototyyppien ja pienien sarjojen tuotantoon. Asetus- ja valmistusmaksut sisällytetään kappalemäiseen hinnoitteluun, mikä selittää korkeammat yksikköhinnat pienille tilauksille.
Perinteiset verkkokonepajat voivat asettaa vähimmäistilausmääriä (MOQ) 5, 10 tai jopa 50 kappaleeseen – erityisesti standardimateriaaleille tai yksinkertaisemmille geometrioille. Nämä vähimmäismäärät heijastavat manuaalisten tarjousprosessien taloudellisia näkökohtia ja asennusajan jakamista.
Kumpikaan lähestymistapa ei ole perinteisesti parempi. Valitse projektisi tarpeiden mukainen palvelumalli: välittömät alustat joustavuutta ja nopeutta varten; perinteiset työkonepajat mahdollisesti parempaa yksikkökustannustaloutta varten suuremmilla tilauksilla.
Toimitusaikaluotettavuus: Mitä todella odottaa
Tarjottuja toimitusaikoja ei ole mitään merkitystä, jos toimijat jatkuvasti jättävät ne täyttämättä. Valmistusostosasiantuntijoiden mukaan sinun tulisi pyytää tietoja toimijan ajoissa toimittamisen osuudesta – mieluiten yli 95 %.
Realistiset toimitusaikaoletukset projektityypin mukaan:
| Projektin tyyppi | Tyypillinen toimitusaika | Luotettavuustekijät |
|---|---|---|
| Yksinkertaiset prototyypit (1–5 kappaletta) | 5–10 arkipäivää | Varastossa olevat standardimateriaalit, vähäinen asennustyö |
| Monimutkaisista prototyypeistä | 10–15 arkipäivää | Moniakselinen koneistus, erikoismateriaalit, tiukat toleranssit |
| Pienen tilavuuden tuotanto | 2–4 viikkoa | Erikoisoptimointi eräkoolla, johdonmukainen laadunvarmistus |
| Kiireelliset tilaukset | 3-5 arkipäivää | Premium-hinnat, etuoikeutettu aikataulutus |
Useita tekijöitä vaikuttaa siihen, täyttävätkö toimijat nämä tavoitteet: nykyinen työkuorma, materiaalien saatavuus ja suunnittelusi monimutkaisuus. Toimijat, joilla on reaaliaikaiset tilausten seurantajärjestelmät, osoittavat toiminnallista kypsyyttä – voit seurata edistymistä sen sijaan, että arvelisit tilasta.
Hetkellisen tarjouksen alustat vs. perinteiset verkkokonepajat
Näiden palvelumallien erojen ymmärtäminen auttaa sinua valitsemaan oikean lähestymistavan projektillesi:
Välittömät tarjousalustat käyttävät tekoälyyn perustuvia järjestelmiä geometrian analysointiin ja hinnoittelun luomiseen muutamassa sekunnissa. Ne yhdistyvät yleensä tarkastettujen valmistuskumppanien verkostoihin ja ohjaavat tilaukset optimaalisille toimijoille kyvyn, kapasiteetin ja sijainnin perusteella. Etuja ovat nopeus, läpinäkyvyys ja yhtenäinen käyttäjäkokemus. Mahdollisia haittoja voivat olla vähemmän joustavuutta erityisvaatimuksille tai monimutkaisille neuvotteluille.
Perinteiset verkkokonepajat tarjoavat verkkopohjaista tarjousten laatimista, mutta niissä on enemmän ihmisten välistä vuorovaikutusta. Tarjoukset voivat kestää 24–48 tuntia, sillä insinöörit tarkistavat tekniset vaatimukset. Tämä lähestymistapa toimii usein paremmin monimutkaisille projekteille, joissa vaaditaan teknistä yhteistyötä, erikoisvarustelua tai epätavallisista materiaaleista valmistettuja osia. Suhteellinen näkökulma voi lisätä arvoa silloin, kun projektit kehittyvät tai vaativat jatkuvaa tuotantoa.
Monet ostajat käyttävät molempia malleja strategisesti: heti saatavia alustoja yksinkertaisiin prototyyppeihin ja nopeisiin iterointeihin sekä perinteisiä suhteita tuotantomääriin tai teknisesti vaativiin sovelluksiin.
Tämän arviointikehyksen avulla voit arvioida verkkopohjaisia konepuruamispalveluita objektiivisesti – olivatpa ne paikallisesti sijaitsevia työkaloja tai globaaleja alustoja. Konepuruaminen ei kuitenkaan aina ole optimaalisin valinta valmistusmenetelmäksi. Seuraavassa osiossa verrataan verkkopohjaista konepuruamista vaihtoehtoisia valmistusmenetelmiä vastaan, kuten 3D-tulostusta ja muottivalua, mikä auttaa sinua valitsemaan oikean teknologian jokaiseen sovellukseen.
Verkkopohjainen konepuruaminen vs. vaihtoehtoiset valmistusmenetelmät
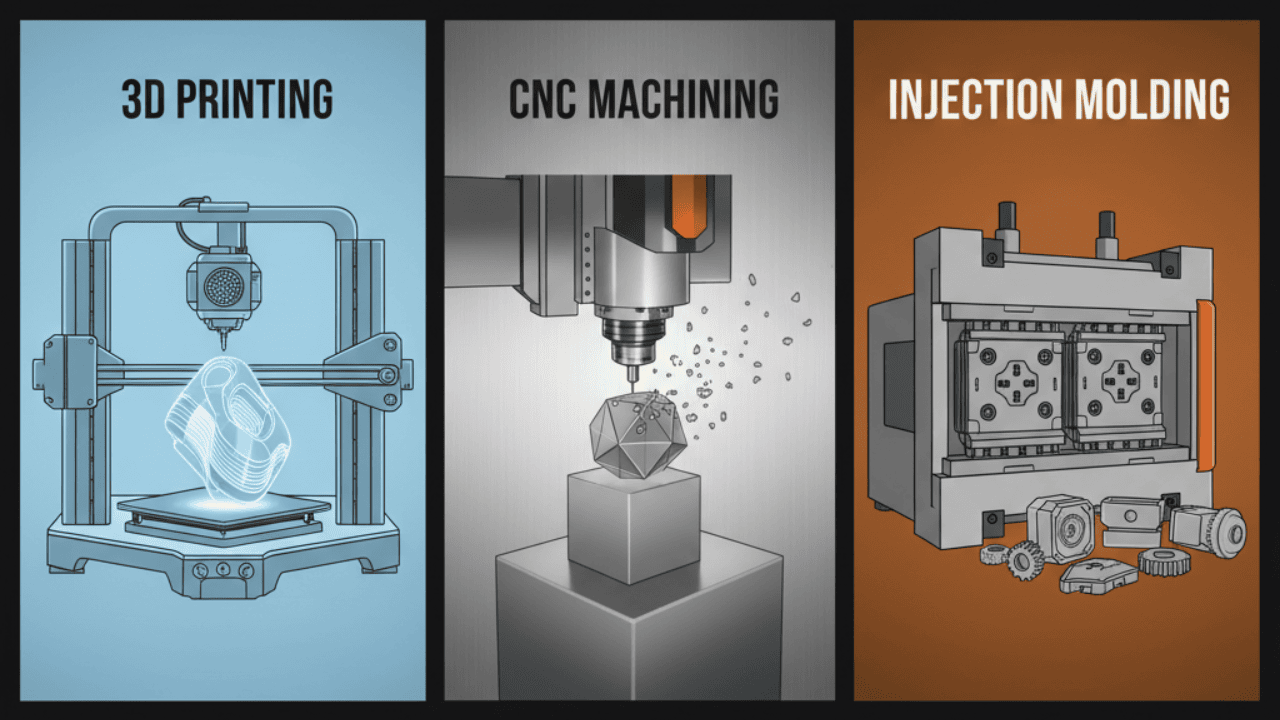
Tässä on todellisuuden tarkistus, jonka rehelliset valmistuskumppanit kertovat teille: CNC-koneistus ei aina ole paras ratkaisu. Joskus 3D-tulostus tuottaa osat nopeammin ja halvemmin. Toisinaan muovinpuristus on taloudellisesti järkevämpi vaihtoehto kuin koneistus. Ja tietyille geometrioille levytelineen koneistus tuottaa parempia tuloksia vähemmällä materiaalihävikillä.
Ymmärtäminen, milloin kutakin valmistusmenetelmää käytetään – ja milloin niitä yhdistetään – erottaa onnistuneen tuotekehityksen kalliista kokeilu- ja virheprosesseista. Rakennetaan käytännöllinen päätöksentekokehys, jotta voitte valita oikean teknologian jokaiseen sovellukseen.
Koska 3D-tulostus on parempi vaihtoehto kuin CNC-koneistus
Lisäämällä valmistus on muuttanut prototyyppien talouteen. 3D Peoplen laajan valmistusvertailun mukaan 3D-tulostuksella ei ole aloitusmaksuja – työkalut eivät ole tarpeen, eikä työkalupolkuja tarvitse ohjelmoida. Tämä nollakynnys tekee siitä houkuttelevan vaihtoehdon varhaisessa kehitysvaiheessa.
Milloin 3D-tulostus ylittää CNC-koneen suorituskyvyn metalli- tai muoviosien valmistuksessa? Harkitse seuraavia skenaarioita:
- Monimutkaiset sisäiset geometriat — Hiljarakenteet, sisäiset kanavat ja orgaaniset muodot, jotka vaatisivat useita eri asennuksia tai olisivat mahdottomia työstää poistomenetelmillä
- Nopea suunnitteluiterointi — Kun testaat samanaikaisesti useita eri konsepteja ja muutokset tapahtuvat päivittäin
- Pienet määrät monimutkaisia osia — Yksittäiset prototyypit, joiden CNC-asennuskustannukset hallitsevat kappalekohtaista hintaa
- Topologioptimoitujen rakenteiden valmistus — Painoa vähentävät rakenteet, jotka hyödyntävät lisäämällä valmistettavien osien geometristä vapautta
Kuitenkin 3D-tulostuksella on rajoituksia, joita metallisia CNC-koneita käytettäessä voidaan helposti kiertää. Pintalaatu osoittaa yleensä kerrospiirteitä, joiden poistamiseen vaaditaan jälkikäsittelyä. Materiaalivalikoima on edelleen suppeampi – erityisesti korkean suorituskyvyn sovelluksissa. Lisäksi mitallinen tarkkuus, vaikka se paraneekin jatkuvasti, ei vielä saavuta tarkkojen CNC-koneiden tarkkuutta tiukkoihin toleransseihin.
Kustannusdynamiikka muuttuu dramaattisesti osan koossa. Lähteestä alanyritysanalyysi 3D-tulostus muuttuu kalliiksi suurille osille, joissa tulostusaika – pääkustannuslähde – venyy merkittävästi. CNC-leikkauskone tuottaa usein suuret, yksinkertaiset geometriat taloudellisemmin kuin lisäämällä toimintaperusteiset menetelmät.
Puristusmuovaus vs. koneistus tuotantomääristä
Jos suunnittelet tuotantomääriä, jotka ylittävät 10 000 yksikköä, puristusmuovauksen pitäisi olla vakavasti harkinnan arvoinen vaihtoehto. Taloudellinen laskelma on suoraviivainen: korkeat alustavat työkalukustannukset jaetaan valtavien määrien kesken, mikä johtaa erinomaisen alhaiseen yksikkökustannukseen.
Valmistuskustannustietojen mukaan puristusmuovaus-työkalut maksavat yleensä vähintään 3 000 puntaa, ja hinta nousee voimakkaasti osan monimutkaisuuden kasvaessa. Kun työkalu kuitenkin on valmis, prosessi tuottaa erinomaisen alhaisen yksikkökustannuksen, jolloin raaka-aine on pääasiallinen kustannuslähde.
Tarkastellaan tätä käytännön vertailua elektroniselle koteloille:
| Prosessi | 1 yksikkö | 500 yksikköä | 5 000 yksikköä |
|---|---|---|---|
| Sls 3d tulostus | £15.59 | 2,64 £/yksikkö (yhteensä 1 320 £) | 2,35 £/yksikkö (yhteensä 11 750 £) |
| Konepohjainen määritys | £125.20 | 8,06 £/yksikkö (yhteensä 4 030 £) | Pyydä tarjous |
| Injektiomuovauksen | Ei saatavilla (työkalukustannus 5 429 £) | 0,92 £/yksikkö (yhteensä 5 889 £) | 0,38 £/kappale (yhteensä 7 329 £) |
Huomaa, kuinka suurimittainen muovaus tulee kustannustehokkaaksi vasta noin 500 kappaleen tuotantomääristä — ja hallitsee markkinoita 5 000 kappaleen ja suuremmilla määrillä. Kriittinen kustannustasapainopiste riippuu osan monimutkaisuudesta, materiaalin valinnasta ja työkalujen vaatimuksista. CNC-valmistus säilyttää etunsa määristä, jotka ovat näitä rajamääriä pienempiä.
Teknologian valinta yleiskatsauksena
Seuraava vertailu auttaa sinua nopeasti tunnistamaan optimaalisen valmistusmenetelmän projektisi vaatimusten perusteella:
| Kriteerit | Konepohjainen määritys | 3D-tulostus | Injektiomuovauksen |
|---|---|---|---|
| Ideaalinen määrä | 1–5 000 kappaletta | 1–10 000 kappaletta | 10 000+ yksikköä |
| Materiaalivaihtoehdot | yli 20 muovia, metallia ja puuta | yli 5 muovia (PBF-prosesseissa) | yli 100 muovia |
| Geometrinen vapaus | Kohtalainen (rajoitettu työkalujen pääsyn perusteella) | Korkea (monimutkaiset sisäosat mahdollisia) | Kohtalainen (kallistuskulmat, jakotasot) |
| Toimitusaika | 7–14 päivää | 2–7 päivää | 15–60 päivää |
| Käynnistyskustannus | Pieni NRE-maksu (yli 100 £) | Ei mitään (vähimmäistilaus 30–60 £) | Korkeat työkalukustannukset (yli 3 000 £) |
| Pinta- käännetty suomeksi | Erinomainen (koneistettu tai kiillotettu) | Näkyvät kerrosviivat (jälkikäsittely mahdollinen) | Erinomainen (kiiltävä, kuvioitu, matta) |
| Suunnittelun joustavuus | Kyllä – muutokset vaativat uudelleenohjelmoinnin | Kyllä – muutokset eivät aiheuta seurauksia | Ei—työkalujen muokkaaminen on kallista |
Levyteräksen valmistus: Usein vähätty vaihtoehto
Kun suunnittelussasi on pääasiassa tasaisia pintoja, taivutuksia ja leikkausaukkoja, levytelineiden koneistus tarjoaa usein taloudellisimman ratkaisun. CNC-leikkauskone, joka käsittelee levymateriaalia, poistaa vähän materiaalia—erona lohkomaisten osien koneistukseen, jossa jopa 80 % materiaalista saattaa muodostua lastuiksi.
Levytelineiden valmistus soveltuu erinomaisesti:
- Koteloihin, kiinnikkeisiin ja alustakomponentteihin
- Paneeleihin, joissa on kiinnitysosia ja ilmanvaihtoaukkoja
- Rakenteellisiin elementteihin, joille vaaditaan korkea jäykkyys-painosuhde
- Osiin, joissa taivutusoperaatiot korvaavat monimutkaiset koneistetut ominaisuudet
CNC-metallileikkausprosessi yhdistettynä puristuspainetta käyttävään muotoiluun tuottaa osia, jotka maksaisivat huomattavasti enemmän, jos ne valmistettaisiin kokonaan massiivisesta materiaalista. Jos geometriasi soveltuu levyjen muotoiluun, tutki tätä vaihtoehtoa ennen kuin siirryt perinteiseen koneistukseen.
Milloin hybridimenetelmät ovat järkeviä
Joskus älykkäin valmistusstrategia yhdistää useita menetelmiä. Valmistusalan asiantuntijoiden mukaan älykkäin lähestymistapa on usein hybridistrategia: aloita konseptin todentaminen 3D-tulostamalla, käytä CNC-koneistusta kriittisten toiminnallisten prototyyppien valmistukseen ja siirry suurtehoinen muovaus, kun kysyntä on valmis.
Harkitse näitä hybridistrategioita:
- tulosta ensin 3D-tulostimella, koneistaa sitten kriittiset ominaisuudet — Lisäämällä luodaan monimutkainen kokonaismuoto, kun taas CNC-koneistus saavuttaa tiukat toleranssit liitospintojen osalta
- Prototyypitä koneistamalla, tuota muovauksella — CNC-osat varmentavat toiminnallisuuden ennen kalliiden työkalujen hankintaa
- Yhdistä levytelinekappaleet koneistettuihin yksityiskohtiin — Levyvalmistus luo kotelot, kun taas koneistetut sisäosat tarjoavat tarkat liitokset
Siirtyminen prototyypityksestä sarjatuotantoon
Kun projektit kehittyvät alustavista konsepteista markkinoille valmiisiin tuotteisiin, valmistusvaatimukset muuttuvat. Fictivin tuotantosiirtymäopastuksen mukaan matka prototyypityksestä massatuotantoon on monimutkainen muutos, joka vaatii huolellista suunnittelua.
Tärkeimmät huomioitavat seikat tuotannon laajentamisessa:
- Materiaalinen yhdenmukaisuus — Prototyyppien materiaalit tulisi valita tuotantospesifikaatioiden mukaisesti, jotta vältetään myöhäisvaiheen yllätykset
- Kokoonpanettavuuden suunnittelu — Manuaalisessa prototyyppien kokoonpanossa toimiva menetelmä saattaa epäonnistua automatisoiduilla tuotantolinjoilla
- Prosessivalvonta — Jokainen valmistusmenetelmä vaatii kvalifiointia ennen suurten tuotantomäärien aloittamista
- Kysyntäennustaminen — Valmistuskumppanin kyky laajentaa tai supistaa tuotantoa — 1 000–100 000 yksikköä — käyttäen samoja prosesseja on ratkaisevan tärkeää onnistumisen kannalta
Verkko-pohjaiset koneistusalustat tukevat yhä enemmän tätä siirtymää tarjoamalla prototyyppimääriä samojen verkkojen kautta, joita käytetään myös sarjatuotannossa. Tämä jatkuvuus poistaa uudelleenkvalifiointiin liittyvät viivästykset laajentaessa tuotantoa.
Oikean teknologian valitseminen
Yksikään valmistusmenetelmä ei ole optimaalinen kaikkiin projekteihin. Verkko-pohjainen CNC-koneistus soveltuu erinomaisesti tarkkuusosien valmistukseen keskitetyissä määrissä — mutta sen rajoitusten tunteminen auttaa sinua tekemään parempia päätöksiä kokonaisuudessaan.
Pohdi näitä kysymyksiä valitessasi menetelmää:
- Mikä määrä minun tarvitaan nyt – ja mitä saattaisin tarvita 12 kuukauden kuluttua?
- Suosiiako geometriani lisäävää vapautta vai vähentävää tarkkuutta?
- Olenko edelleen suunnittelun iteroimisvaiheessa, vai onko tämä tuotantovalmis?
- Mitkä tarkkuusvaatimukset ja pinnankäsittelyt ovat todellisuudessa tarpeen sovelluksessani?
- Voisiko levytelinevalmistus tai valumuotti alentaa kappalekohtaista kustannusta?
Vastaukset ohjaavat sinut sopivan valmistusmenetelmän suuntaan – tai hybridiratkaisujen suuntaan, joissa hyödynnetään strategisesti useita menetelmiä. Kun valmistusmenetelmän valinta on selvä, olet valmis siirtymään konkreettisiin seuraaviin vaiheisiin verkkopohjaisessa koneistusprojektissasi.
Siirry seuraavaan vaiheeseen verkkopohjaisessa koneistuksessa
Olette kattaneet merkittävän alueen – siitä, mitä verkkopohjainen koneistus tarkoittaa, aina materiaalien, toleranssien, kustannusten, teollisuusvaatimusten ja vaihtoehtoisten valmistusmenetelmien arviointiin. Nyt tulee käytännöllinen kysymys: kuinka muunnatte tämän tiedon toiminnaksi? Riippumatta siitä, tilaatteko ensimmäisiä CNC-koneenosia vai laajennatteko prototyypistä sarjatuotantoon, tämä viimeinen osio yhdistää kaiken toimintakehykseen.
Sovitetaan projektin vaatimukset oikeaan palveluun
Ennen kuin lataatte ensimmäisen tiedostonne, varaa hetki siihen, että sovitatte projektinne ominaisuudet sopivaan palvelumalliin. Tässä artikkelissa tekemännne päätökset – materiaalin valinta, toleranssispesifikaatiot ja määrävaatimukset – vaikuttavat suoraan siihen, mitkä verkkopohjaiset CNC-koneistuspalvelut tuottavat parhaat tulokset.
Ottakaa huomioon seuraavat sovitusperusteet:
- Prototyyppimäärät (1–10 osaa) — Hetkelliset tarjousalustat ovat erinomaisia tässä, tarjoamalla nopeutta ja joustavuutta ilman suhteiden hallintakustannuksia
- Pieni tuotantomäärä (10–500 osaa) — Sekä heti käytettävissä olevat alustat että perinteiset verkkokaupat toimivat hyvin; vertaa tarjouksia molemmilta
- Säänneltyihin toimialoihin liittyvät sovellukset — Varmista sertifikaatit etukäteen; autoteollisuuden sovelluksissa vaaditaan IATF 16949 -sertifioidun kumppanin palveluita
- Monimutkaiset geometriat, joihin tarvitaan neuvontaa — Perinteiset kaupat, jotka tarjoavat insinööritukea, voivat tarjota lisäarvoa pelkän hinnan yläpuolella
- Tuotannon laajentamismahdollisuus — Valitse kumppanit, jotka pystyvät kasvamaan mukanaasi tuotantomäärien kasvaessa ja säilyttämään johdonmukaisuuden
Autoteollisuuden sovelluksissa, kuten alustakokoonpanoissa tai räätälöidyissä metallivaimennuspalasissa, palveluntarjoajat kuten Shaoyi Metal Technology ovat esimerkki siitä, kuinka räätälöidyt CNC-koneistuspalvelut voivat skaalautua nopeasta prototyypityksestä sarjatuotantoon jo yhden työpäivän toimitusajoilla – mikä on ratkaisevan tärkeää kehitysaikataulujen tiukentuessa.
Aloita ensimmäisellä verkkotyöstötilauksellasi
Oletko valmis jatkamaan? Käytä tätä kattavaa tarkistuslistaa varmistaaksesi, että projekti on valmis onnistuneeseen toteutukseen:
Projektin valmiustarkistuslista
-
Suunnittelutiedoston valmistelu
- Vie mallisi STEP-muodossa (.stp, .step) parhaan yhteensopivuuden saavuttamiseksi
- Tarkista tiukka geometria ilman avoimia pintoja tai itseleikkaavia osia
- Sisällytä tekniset piirrokset kriittisille mitoille ja GD&T-merkintöihin
- Varmista, että kaikki ominaisuudet voidaan työstää saavutettavista suunnista
-
Materiaalien valinta
- Sovita materiaaliominaisuudet mekaanisiin, ympäristöllisiin ja painovaatimuksiin
- Ota huomioon työstettävyysluokat ja niiden vaikutus kustannuksiin
- Määritä materiaalitodistukset, jos niitä vaaditaan teollisuusalallasi
-
Toleranssitarkkuuden määrittely
- Sovella tiukkoja toleransseja vain toiminnallisesti kriittisiin ominaisuuksiin
- Käytä yleisiä otsikkotilaa toleransseja (±0,010") ei-kriittisille mitoille
- Ota huomioon toleranssien kertyminen moniosaisissa kokoonpanoissa
-
Määrän suunnittelu
- Aloita prototyyppimäristä, jotta voit varmistaa suunnittelun ennen tuotantopäätöstä
- Ota huomioon työkalu- ja asennuskustannusten jakaminen vertaillessasi pieniä ja suurempia eriä
- Ilmoita odotetut tulevat määrät, jotta voidaan tutkia yhteistyöhintoja
-
Pintakäsittelyvaatimukset
- Määritä pinnankäsittelyvaatimukset (koneistettu tila, hiilikuitupuhallus, anodointi)
- Tunnista tarvittavat jälkikäsittelytoimenpiteet (lämpökäsittely, pinnoitus)
Tiedostoturvallisuuden ja tekijänoikeuksien huomioon ottaminen
Ensikertalaiset käyttäjät usein epäröivät lataamansa omaa suunnitteluaan verkkopalveluihin. Tämä huoli on perusteltu – suunnittelunne edustaa merkittävää investointia tutkimukseen, kehitykseen ja innovaatioihin.
Factoremin tekijänoikeussuojatutkimuksen mukaan uudenaikaisten suunnitelmien jakaminen ulkoisten valmistajien kanssa lisää alttiutta tekijänoikeusrikkomuksille tai valtuuttamattomalle paljastukselle. Kuitenkin luotettavat palvelut toteuttavat useita suojauskerroksia.
Arvioitaessa tarjoajan tekijänoikeussuojaa tarkista seuraavat asiat:
- Salassapitosopimukset (NDAs) — Ammattimaisissa valmistussuhteissa yleinen käytäntö
- Turvalliset tiedostonsiirtoprotokollat — Salattujen latausten käyttö suojatakseen siirtyvää tietoa
- Pääsyoikeudet — Rajattu henkilökunnan pääsy suunnittelutiedostoihinnne
- Valmistussopimukset — Selkeät ehdot suunnittelun omistuksesta ja käyttörajoituksista
- Tarkistetut kumppaniverkostot — Alustat, jotka varmistavat valmistuspartneriensa turvallisuusvaatimusten noudattamisen
Erittäin arkaluontoisia suunnitelmia varten harkitse virallisten salassapitosopimusten (NDA) pyytämistä tiedostojen lataamisen ennen. Useimmat vakiintuneet verkkopohjaiset konepuruuntupalvelut hyväksyvät tällaiset pyynnöt standardina liiketoimintakäytäntönä.
Aloita prototyypeistä ennen tuotantopäätöstä
Tässä on neuvoja, jota kokemukselliset insinöörit noudattavat johdonmukaisesti: varmista toimivuus ennen laajentamista. Lähteessä tarkkuuden valmistuksen erikoisasiantuntijat , eri toimittajien käyttäminen prototyypitykseen ja tuotantoon voi johtaa laatueroihin ja epäyhtenäisiin työkaluihin – jatkuvuuden puute, joka merkitsee katastrofia projekteille.
Älykäs lähestymistapa CNC-prototyyppipuruuntamiseen sisältää:
- Tilaa ensin prototyyppimäisiä määriä — Yleensä 1–5 kappaletta, jotta voidaan varmistaa soveltuvuus, toiminnallisuus ja pinnanlaatu
- Testausasennus ja suorituskyky — Vahvista, että osat täyttävät suunnittelutavoitteet ennen sarjatuotannon aloittamista
- Toimi tarvittaessa toistuvasti — Korjaa kaikki prototyypin arvioinnin aikana havaitut ongelmat
- Laajenna saman kumppanin kanssa — Säilytä valmistusjatkuvuus CNC-koneistusprototyypistä sarjatuotantoon saakka
Tämä vaiheittainen lähestymistapa vähentää riskejä. Jos prototyyppiosissa havaitaan suunnitteluvirheitä, olet sijoittanut vain muutamaan osaan eikä satoihin osiin. Kun prototyypit onnistuvat, laajentaminen hyödyntää jo vakiintuneita prosesseja ja testattuja työkulkureittejä.
Palveluntarjoajat, jotka tarjoavat saumattomaa laajentumista – kuten Shaoyi Metal Technology heidän nopean prototyypinvalmistuksesta massatuotantoon ulottuvien kykyjen – poistavat uudelleenvalinnan viivästykset siirtyessä projektin eri vaiheisiin. Heidän IATF 16949 -sertifikaattinsa ja tilastollisen prosessin ohjaus (SPC) -kykynsä varmistavat, että sekä prototyyppi- että sarjatuotantovaiheita hallinnoivat samat laadunvarmistusjärjestelmät.
Hyödynnä heti saatavaa tarjouspyyntöjärjestelmää informoiduissa päätöksissä
Yksi verkkopohjaisen koneistuksen suurimmista etuuksista? Voit tutkia vaihtoehtoja sitoutumatta. Ennen tilauksen lopullista vahvistamista hyödynnä heti saatavia tarjouslaskentatyökaluja seuraaviin tarkoituksiin:
- Vertaa hintoja eri materiaaleilla — Katso, miten alumiini ja ruostumaton teräs vaikuttavat budjettiisi
- Arvioi tarkkuusvaatimusten vaikutusta kustannuksiin — Vaihda standardien ja tarkkojen määrittelyjen välillä
- Arvioi määrän vaikutusta taloudellisuuteen — Ymmärrä, miten kappalekohtainen hinta laskee määrän kasvaessa
- Tutustu toimitusaikavaihtoehtoihin — Tasapainota nopeusvaatimuksia budjettirajoitusten kanssa
- Tunnista DFM-ongelmat varhaisessa vaiheessa — Automaattinen palautemekanismi tunnistaa valmistettavuuteen liittyviä huolenaiheita jo ennen tuotannon aloittamista
Tämä vertailukaupankäynti kestää minuutteja – ei päiviä puhelinkeskusteluja ja suhteiden rakentamista. Käytä sitä strategisesti realististen odotusten luomiseen ja optimaalisen tasapainon löytämiseen kustannusten, laadun ja toimitusajan välillä juuri sinun erikoiskoneistettujen osien vaatimuksiesi mukaisesti.
Verkkopohjainen koneistusmatkasi alkaa nyt
Olet saanut tietoa, jolla voit navigoida verkkopohjaisen koneistuksen maailmassa varmasti – tiedostovalmistuksesta toimitukseen, materiaalien valinnasta laadun arviointiin. Digitaalisen valmistuksen ekosysteemi on valmis muuttamaan suunnittelusi tarkoituksenmukaisiksi CNC-kiristys- ja porausoperaatioiksi, jotka tuottavat valmiit osat päivissä eikä viikoissa.
Tuleva tie on selvä: valmista tiedostosi parhaiden käytäntöjen mukaisesti, määritä vain ne toleranssit, jotka todella tarvitset, valitse materiaalit, jotka vastaavat sovellustasi, ja valitse valmistusyhteistyökumppanit, joiden kyvyt vastaavat projektisi vaatimuksia. Aloita prototyyppimääristä varmistaaksesi lähestymistapasi ja laajenna luottavaisesti, kun suunnittelut osoittautuvat onnistuneiksi.
Verkko-pohjainen koneistus on demokratisoinut tarkkuuskoneistuksen saatavuuden. Olitpa startup-yritys, joka kehittää ensimmäistä tuotettaan, tai vakiintunut yritys, joka optimoi toimitusketjujaan, tässä käsitellyt työkalut ja tiedot mahdollistavat näiden kykyjen tehokkaan hyödyntämisen. Seuraava räätälöity koneistettu osasi on vain yhden tiedoston latauksen päässä.
Usein kysytyt kysymykset verkkopohjaisesta koneistuksesta
1. Mikä on verkkopohjainen CNC-koneistuspalvelu?
Verkko-pohjainen CNC-konepuruuntupalvelu yhdistää suoraan insinöörit ja tuotekehittäjät tarkkaan valmistukseen verkkopohjaisten alustojen kautta. Sen sijaan, että rakentaisit vuosien ajan suhteita paikallisiin konepajoihin, lataat CAD-tiedostot, saat heti tarjouksen DFM-palautteella, valitset materiaalit ja toleranssit ja saat valmiit osat toimitettua muutamassa päivässä. Nämä alustat hyödyntävät tekoälyllä toimivia tarjouslaskentaohjelmia ja globaalisia valmistusverkostoja tarjotakseen läpinäkyvyyttä, nopeutta ja kilpailukykyisiä hintoja prototyypeistä sarjavalmistukseen.
2. Kuinka saan heti tarjouksen verkkopohjaisesta CNC-konepuruunnasta?
Hetkellisen tarjouksen saaminen vaatii CAD-tiedostosi lataamisen verkkopohjaiselle konepuruuntamisalustalle (mieluiten STEP-muodossa). Tekoälypohjainen järjestelmä analysoi geometriasi, laskee työkalureitit ja tuottaa hinnoittelun sekunnin sisällä. Voit sitten säätää parametrejä, kuten materiaalin valintaa, määrää, tarkkuusvaatimuksia ja pinnankäsittelyvaihtoehtoja, jotta näet hinnan muutokset reaaliajassa. Järjestelmä antaa myös automatisoidun DFM-palauteen, joka merkitsee mahdollisia valmistettavuusongelmia ennen kuin teet tuotantopäätöksen.
3. Mitkä tiedostomuodot hyväksytään verkkopohjaisessa CNC-koneistuksessa?
Useimmat verkkopohjaiset konepuruuntamisalustat hyväksyvät STEP-tiedostot (.stp, .step) kultakannattajana – ne säilyttävät kiinteän geometrian ja ylläpitävät mittatarkkuutta kaikissa CAD-järjestelmissä. IGES-tiedostot (.igs, .iges) toimivat luotettavina vaihtoehtoina, joilla on laaja yhteensopivuus. STL-tiedostot toimivat, mutta niillä on rajoituksia CNC-konepuruuntamisessa, koska kolmiomaiset pinnanapproksimaatiot voivat heikentää tarkkuutta kaarevilla pinnoilla. Varmista aina, että mallisi on tiukka (watertight) eli siinä ei ole avoimia pintoja ennen lataamista.
4. Kuinka paljon CNC-koneistus maksaa verkossa?
CNC-koneistuskustannukset riippuvat viidestä pääasiallisesta tekijästä: materiaalin valinnasta ja määrästä, geometrisesta monimutkaisuudesta, tarkkuusvaatimuksista, määrän taloudellisuudesta ja viimeistelytoimenpiteistä. Yksinkertaiset alumiiniprototyypit standarditoleransseilla ovat yleensä 100–300 dollaria kappaleelta, kun taas monitasoiset, useita ominaisuuksia sisältävät osat tiukilla toleransseilla voivat maksaa 300–800 dollaria kappaleelta. Tuotantomäärät, jotka ovat 50 kappaletta tai enemmän, vähentävät yksikkökustannuksia yleensä 40–60 %:lla, koska kustannukset liittyen valmistelutyöhön jakautuvat suuremman määrän osien kesken. IATF 16949 -sertifioidut palveluntarjoajat, kuten Shaoyi Metal Technology, tarjoavat kilpailukykyisiä hintoja sekä nopean prototyypityksen että sarjatuotannon mahdollisuudet.
5. Mitä sertifikaatteja tulisi etsiä verkkokonepajasta?
Tarvittavat sertifikaatit riippuvat teollisuusala-alueestanne. ISO 9001:2015 toimii perustana laadunhallintastandardille yleisessä valmistuksessa. Autoteollisuuden sovelluksissa vaaditaan IATF 16949 -sertifikaattia sekä SPC-kykyjä. Ilmailuprojekteissa vaaditaan AS9100 -sertifikaattia ja mahdollisesti NADCAP-tunnustusta sekä ITAR-rekisteröintiä puolustusteollisuuden työhön. Lääkintälaitteiden komponenteille vaaditaan ISO 13485 -sertifikaattia ja noudattamista Yhdysvaltojen elintarvike- ja lääkeviraston (FDA) säädösten 21 CFR osan 820 mukaisesti. Varmista aina, että sertifikaatit ovat voimassa ennen tilausten tekemistä säänneltyihin teollisuusaloihin liittyvissä sovelluksissa.